Содержание
Как подобрать сверло для метчиков?
- #Пресс-релизы
Выбирая
сверло для метчиков, необходимо учитывать
множество параметров. Какие
именно параметры важны, рассказывают
специалисты из петербургской компании
ТКТ, занимающейся комплексной продажей
и поставками станочной оснастки и
металлорежущего инструмента на
предприятия РФ, в том числе сверл и
метчиков https://tkt-spb.ru/katalog/metchiki
6
«золотых» правил, на которые нужно
опираться при выборе сверла под метчик:
Сверло
должно подходить под материал заготовки.
Для большинства операций по нарезке
резьбы достаточно сверла из стали HSS
CO (быстрорежущей стали с добавлением
кобальта). Если резьба наносится на
материалы высокой твердости, лучше
использовать твердосплавные сверла.
Помимо
основного типа материала заготовки,
нужно учесть и его свойства. В зависимости
В зависимости
от того, мягкий металл или твердый,
будет различаться диаметр отверстия.
Так, диаметр сверла под резьбу М8 в
заготовках из твердых материалов
составит 6.7 мм, а в мягких – 6.8 мм.
Если
работаете с хрупкими материалами,
например, с чугуном, необходимо уменьшить
размер чернового отверстия 0,1 мм от
рекомендованных по стандарту.
Все
размеры отверстий и предельные отклонения
диаметров можно найти в ГОСТ. Обязательно
используйте сверла в соответствии с
ГОСТами, тогда вероятность ошибки будет
сведена к минимуму, на выходе будет
качественная резьба. В ГОСТах есть
размеры метрических метчиков, раскатников,
трубных, дюймов и других типов метчиков.
Помните,
что даже при одном и том же размере и
шаге резьбы, диаметр отверстия под
бесстружечные и классические метчики
будет отличаться.
Перед
нарезанием резьбы обработайте отверстие
зенковкой и сделайте фаску. Эта процедура
не займет много времени, зато позволит
отцентрировать метчик и обеспечить
проникновению в резьбу шпилек, болтов
и т.д.
 В зависимости
В зависимости
Простой
вариант подбора сверла для метчика –
использование таблиц и ГОСТов. Если же
по каким-то причинам, вы не можете
воспользоваться популярными таблицами,
есть и другой способ подбора.
Для
выбора сверла необходимо отнять от
номинального диаметра резьбы его шаг.
Например, вам нужно сделать нарезку
резьбы М10х1,5. В данном случае номинальный
размер резьбы составляет 10 мм, а шаг –
1,5 мм. Вычитаем одного из другого и
получаем, что для нарезки требуется
сверло с диаметром 8,5 мм.
Этот
метод вполне рабочий, однако, специалисты
«ТКТ» не рекомендуют использовать его
на производственных предприятиях.
Все-таки метод выдает лишь приблизительное
значение, в отличие от подтвержденных
ГОСТами таблиц. Подбором профессионального
обработки металла должны заниматься
профессионалы: операторы станков,
инженеры и сотрудники специализированных
компаний.
OOO
«ТОП КАТ ТЕХНОЛОДЖИ»
Юридический
адрес: Санкт-Петербург, Ключевая ул.,
30, лит. А, пом. 404
ОГРН:
1157847230232
ИНН:
7804264528
На правах рекламы
Нашли ошибку в тексте? Выделите ее и нажмите Ctrl + Enter
версия для печати
выбор сверла, порядок расчета диаметра, советы и рекомендации специалистов
Резьбовое сочленение – оптимальный вариант при необходимости создания разъемного соединения. Использование этих элементов отличается повсеместностью, а мастера-самоучки или новички в этом деле, сталкиваясь с такой необходимостью, часто задают вопрос о том, каким же должен быть размер отверстия под резьбу. Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.
Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.
Некоторые из рекомендаций по нарезке резьбы
На рынке выделяют несколько вариантов приспособлений для нанесения резьбы. Приспособления подобного рода используются везде. Это дает возможность наносить резьбу для деталей, которым характерно вращение. Наличие таких зазубрин придает этому процессу поступательные движения, что немаловажно для соединения подобного рода в деталях оборудования и механизмах. Именно в этом случае важно подобрать правильный размер отверстия под резьбу, опираясь на таблицы и формулы. Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
- наружные;
- внутренние;
- однозаходовые;
- многозаходовые;
- правые;
- левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
- Метрическая.
- Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
- Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.
Метрическая резьба
Ей характерен особый профиль, внешне напоминающий форму треугольника, угол – 60о. Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах. На это рекомендовано обратить внимание!
В заводских условиях при создании резьбы по такой технологии наносят специальную маркировку, производящуюся для больших шагов с использованием цифрового и буквенного обозначения. В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
Изучая любой из чертежей, можно встретить такого рода обозначение – «М4», «М6» и т.д. Иногда обозначение приходится оформлять с нетиповым шагом, тогда в описание дополнительно вводится цифровой маркер, означающий размер шага, к примеру «М8х0,8».
На основе данных таблиц сформирован некий перечень формата «резьба – размер сверла», часто использующийся мастерами на практике:
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Особенности выбора сверла под метрическую резьбу
Запомните, что под нарезку М6 подходит отверстие с диаметром 0,5 см, в то время как под резьбу М3 стоит брать сверло с диаметром не больше 0,21 см.
Запомните, что для вычисления размера отверстия под резьбу используется специальная формула, но зачастую такая необходимость не возникает, так как в общем доступе полным-полно специальных таблиц, разработанных специалистами. Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.
Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.
Особенности выбора сверла для нарезания
К примеру, зная размер отверстия под резьбу М8 (0,67 см), вы можете на основе заготовки создать отверстие с диаметром, соответствующим выбранному вами размеру инструмента, использующегося в ходе дальнейшего нарезания.
Стоит отметить, что в такой работе важна точность, а любое отверстие должно соответствовать размерам режущего инструмента и никак иначе. Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Сегодня трудностей с выбором и покупкой сверл не возникает, ведь на рынке можно подобрать любую модель под любой размер, начиная с минимального диаметра и заканчивая крупным калибром.
Исходя из конкретных задач, можно заказать изготовление сверла для необходимого размера отверстия под резьбу дюймовую или миллиметровую.
Как и при помощи чего можно сформировать резьбу в изделии
Для того чтобы сформировать качественную резьбу, да еще и внутри заготовки, придется вооружиться таким приспособлением, которое зовется метчиком. Внешне оно напоминает винт, обладающий некоторыми углублениями с заостренными гранями. Один из конструктивных элементов – стержень, дополняющий метчик, бывает коническим или цилиндровым. Расположение канавок – продольное, благодаря чему они разделяют резьбовые соединения на мелкие элементы, получившие название гребней – рабочих частей.
При нанесении резьбы не стоит спешить, следите за чистотой канавки и убирайте слой стали постепенно. Помните, что от этого зависит дальнейшее качество деталей и прочность их соединения.
Чтобы, подобрав размер отверстия под резьбу М6 или другого диаметра, сделать все правильно, необходимо взять приспособление с большой длиной или запастись несколькими соответствующими элементами. Единичные метчики тоже купить не проблема. Такие элементы зачастую задействуются в ходе восстановления испорченной в результате длительной эксплуатации резьбы. Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Некоторые особенности использования метчиков
Особенность метчиков в комплекте кроется в том, что первый делает углубления маленького размера, а второй используется для их очистки и увеличения уже под необходимый размер с точностью до доли миллиметра.
Интересно, что на рынке появляются и трехпроходные приспособления для формирования резьбы.
Сталкиваясь с работой, связанной со сверлами и резьбовыми соединениями, тщательно подбирайте инструмент, учитывая его качество и характеристики. Даже самое маленькое отклонение от стандарта размерной сетки может привести к некачественному результату.
Потому и предлагается перед тем, как начать работу, определить размер отверстия под резьбу М10 (0,85 мм), М12 (0,96 мм) или другой, с которым вам предстоит работать.
Как сделать метчик из алюминиевого сплава в домашних условиях
Иногда возникает потребность в нарезке внутренней резьбы на поверхности латунного или легкосплавного покрытия детали. Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Чтобы сделать метчик своими руками, приготовьте стальную проволоку, которая при помощи плашки нарезается и закаляется. После закаливания рекомендовано отпустить деталь до цвета спелой соломы, а режущие кромки заточить, работая бруском или точилом, предварительно зафиксировав деталь в цанговом патроне.
Теперь, зная основные понятия, вы скорее разберетесь с необходимостью подсчета размеров отверстия для резьбы. С какими деталями и при помощи каких бы инструментов вы не работали, помните приведенные рекомендации, а если сомневаетесь в параметрах, полагайтесь на специальные таблицы, которые лучше распечатать и всегда держать под рукой.
Поиск подходящего размера сверла для нарезания резьбы
Поделиться этой публикацией
by Marlon Blandon
Вы действительно получаете наилучшие результаты от своих метчиков? Избегайте распространенных ошибок.
Одна из самых распространенных ошибок, которую допускают слесари при нарезании резьбы, — это использование сверла неправильного размера. Не намеренно, конечно, просто большинство машинистов используют устаревшие таблицы, разработанные еще в 1950-х годах, когда высокоскоростные дрели были нормой.
Чтобы снизить риск разрушения резьбы, инженер-конструктор часто проявлял осторожность и указывал высокие проценты высоты резьбы в резьбовых отверстиях. Процент значений резьбы, которые указаны в старых таблицах сверления метчиков, в большинстве случаев выше, чем необходимо. Другая причина, по которой некоторые таблицы сверления резьбовых отверстий устарели, заключается в том, что большинство сверл для изготовления резьбовых отверстий были изготовлены из быстрорежущей стали или кобальта, когда были созданы таблицы. Многие отверстия под метчик в настоящее время создаются с помощью высокопроизводительных твердосплавных сверл, и эти твердосплавные сверла позволяют получить более точные отверстия, чем сверла из быстрорежущей стали. Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла.
Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла.
Правильный выбор размера сверла для метчика повлияет на операцию обработки. Многие производители инструментов предлагают использовать процент значений резьбы от 60 до 70 процентов для большинства операций предварительного сверления. Увеличивая диаметр предварительно просверленного отверстия, слесарь может увеличить срок службы метчика за счет уменьшения усилия, необходимого для формирования резьбы. Важно понимать, что прочность нити не прямо пропорциональна проценту нити. По некоторым данным, 100-процентная резьба всего на пять процентов прочнее, чем 75-процентная резьба, но для ее создания требуется в три раза больший крутящий момент. Срок службы метчика значительно сокращается, чтобы теоретически увеличить прочность резьбы.
Например, нарезанная резьба 7/16-14 UNC обычно обозначается буквой «U» для сверления диаметром 9,3 мм (0,3680 дюйма) на большинстве старых таблиц сверления метчиком, что соответствует 75-процентному значению для процента от резьба, но сверло диаметром 9,4 мм (0,3701 дюйма) может быть лучшим выбором. Немного больший диаметр сверла по-прежнему обеспечивает 73-процентную резьбу, что более чем приемлемо. Но это двухпроцентное уменьшение процента резьбы снизит крутящий момент на режущем инструменте и увеличит срок службы метчика. Как правило, чем прочнее материал, тем меньший процент резьбы требуется для удовлетворения проектных требований. В некоторых более твердых материалах, таких как никелевые сплавы, нержавеющая сталь и закаленные стали, можно нарезать резьбу всего лишь с 50 % диаметра резьбы.
Немного больший диаметр сверла по-прежнему обеспечивает 73-процентную резьбу, что более чем приемлемо. Но это двухпроцентное уменьшение процента резьбы снизит крутящий момент на режущем инструменте и увеличит срок службы метчика. Как правило, чем прочнее материал, тем меньший процент резьбы требуется для удовлетворения проектных требований. В некоторых более твердых материалах, таких как никелевые сплавы, нержавеющая сталь и закаленные стали, можно нарезать резьбу всего лишь с 50 % диаметра резьбы.
Для накатной резьбы требуются отверстия большего диаметра, чем указанные для нарезных метчиков. Для роликовой резьбы 7/16-14 UNC потребуется сверло размером 10,25 мм (0,4035 дюйма). Материал смещается и формуется, а не режется, что требует предварительно просверленного отверстия для поддержания правильного количества материала, который должен быть сформирован в профиль резьбы метчика. Роликовая нарезка метчика вытесняет металл из стенок отверстия для образования резьбы, поэтому сверло для нарезки метчика оставляет слишком много материала в отверстии
Выбор правильного размера метчика для нарезания внутренней резьбы не так прост, как просмотр устаревшей таблицы размеров метчика. Понимание того, как значения могут повлиять на производственный процесс, является важным фактором. SMT
Понимание того, как значения могут повлиять на производственный процесс, является важным фактором. SMT
Marlon Blandon — это менеджер по продукту Thread Mills с Emuge Corp.
Поделитесь этим постом
Последние статьи
Как использовать диаграмму для погружения в кран
Самый распространенный способ произвести для производства. внутренняя резьба заключается в том, чтобы просверлить отверстие, а затем использовать метчик для изготовления резьбы. Это обычно называют нарезным сверлом по размеру резьбы, которую необходимо произвести.
Существуют эмпирические правила, которые можно использовать для расчета необходимого размера сверла. Вы также можете определить размер сверла для метчика, покопавшись в Справочнике по машинному оборудованию, где вы найдете все перечисленные классы резьбы. Чтобы облегчить вам поиск, мы создали нашу собственную таблицу метчиков, которая включает только ту информацию, которая вам чаще всего понадобится для правильного сверления и нарезания резьбы. Чтобы создать нашу таблицу, мы взяли основные числа для наиболее распространенных резьб класса 2B из Справочника по машинному оборудованию. Ссылка для загрузки нашей удобной таблицы метчиков для сверления находится внизу этой статьи.
Чтобы создать нашу таблицу, мы взяли основные числа для наиболее распространенных резьб класса 2B из Справочника по машинному оборудованию. Ссылка для загрузки нашей удобной таблицы метчиков для сверления находится внизу этой статьи.
В нашей таблице метчиков указаны размеры винтов и сверла подходящего размера, чтобы сделать отверстие для метчика. Мы включили в нашу таблицу четыре уникальные таблицы:
- РАЗМЕРЫ сверл — В этой таблице перечислены все размеры сверл до 1000 дюймов и наиболее распространенные от 1000 до 1500 дюймов перечислены наиболее распространенные размеры метчиков, обычно одна крупная и одна мелкая резьба для каждого размера, от #0 до 1-1/2”
- МЕТРИЧЕСКИЕ РАЗМЕРЫ РЕЗЬБЫ ДЛЯ МЕТЧИКА – В этой таблице перечислены наиболее распространенные размеры метчиков, обычно одна крупная и одна мелкая резьба, от M1,6 до M39
- ТРУБНАЯ РЕЗЬБА (NPT) – В этой таблице перечислены распространенные резьбы NPT от 1 /16” to 3”
Давайте рассмотрим пример, демонстрирующий, как использовать нашу диаграмму.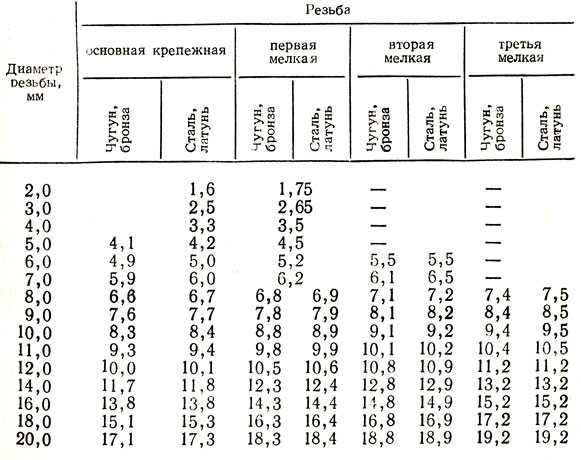 Скажите, что на вашем рисунке есть вырез резьбы 1/4 дюйма. Чтобы определить, какой размер сверла для метчика вам нужен, перейдите к таблице «Размеры сверл для дюймовых метчиков» в нашей таблице метчиков. (См. рис. 1.) В левой колонке таблицы вы увидите два варианта 1/4”. Первый вариант, 1/4″-20, — это вариант с крупной резьбой (меньше ниток на дюйм). 1/4″-28 — вариант с тонкой резьбой. Справочник по машинному оборудованию говорит нам, что в качестве наилучшей практики вы всегда должны по умолчанию сначала использовать грубую резьбу, если только нет причины, по которой вам нужна тонкая резьба. Найдя резьбу 1/4″-20 в таблице размеров метчиковых сверл в дюймах, мы перейдем к правому столбцу этой строки и обнаружим, что нам нужно использовать метчиковое сверло №7. Если мы затем посмотрим на таблицу «Размеры сверла», мы увидим, что сверло № 7 имеет размер 0,201 дюйма.
Скажите, что на вашем рисунке есть вырез резьбы 1/4 дюйма. Чтобы определить, какой размер сверла для метчика вам нужен, перейдите к таблице «Размеры сверл для дюймовых метчиков» в нашей таблице метчиков. (См. рис. 1.) В левой колонке таблицы вы увидите два варианта 1/4”. Первый вариант, 1/4″-20, — это вариант с крупной резьбой (меньше ниток на дюйм). 1/4″-28 — вариант с тонкой резьбой. Справочник по машинному оборудованию говорит нам, что в качестве наилучшей практики вы всегда должны по умолчанию сначала использовать грубую резьбу, если только нет причины, по которой вам нужна тонкая резьба. Найдя резьбу 1/4″-20 в таблице размеров метчиковых сверл в дюймах, мы перейдем к правому столбцу этой строки и обнаружим, что нам нужно использовать метчиковое сверло №7. Если мы затем посмотрим на таблицу «Размеры сверла», мы увидим, что сверло № 7 имеет размер 0,201 дюйма.
Рис. 1. Определение размера сверла метчика для условного обозначения резьбы 1/4″
Если на чертеже есть условное обозначение метрической резьбы, перейдите к таблице «Размеры сверл для метчиков» и выполните ту же процедуру.