Содержание
СВАРКА АЛЮМИНИЯ АРГОНОМ [инструкция для начинающих, технология]
Многолетняя практика убедительно доказывает, что [сварка алюминия аргоном] является наиболее эффективным способом создания неразъемного соединения двух или более элементов.
Для выполнения сварочных работ в среде любого инертного газа требуется специализированная оснастка, оборудование и подробная инструкция для начинающих.
Аппарат для соединения алюминиевых деталей, как правило, имеет сложную структуру.
Если варить алюминий полуавтоматом, то потребуется определенный тип сварочной проволоки и баллон с аргоном. Но есть способы, которые позволяют обходиться без газа.
Технология сварки алюминия требует от сварщика высокой квалификации и знаний основ металловедения.
Содержание:
- Особые свойства алюминия
- Некоторые способы сварки
- Технология сварки аргоном
- Что требуется для сварки аргоном?
- Подготовка деталей
- Особенности сварки аргоном
- Преимущества и недостатки
Особые свойства алюминия
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро вступает в реакцию с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
Видео:
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Как результат такой неопределенности, может произойти прожог детали или утечка расплавленного металла.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
- низкой температурой плавления;
- высокой химической активностью;
- большим коэффициентом объемной усадки.
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
Некоторые способы сварки
Усвоив уроки металловедения для начинающих, можно со знанием дела выбирать конкретный способ сварки алюминия в среде инертных газов.
Для сварочных работ применяют аппараты следующего типа:
- газопламенная установка;
- электродуговой аппарат;
- аргонно-дуговой аппарат.
В первом случае используется флюс, который производится на основе фтористых и хлористых солей.
При нагреве пламенем места сварки флюс разрушает оксидную пленку на поверхности алюминия, и соединение происходит при температуре близкой к температуре плавления.
Сварка выполняется алюминиевым прутком. Расход материала при таком способе минимальный.
Следует помнить, что флюс разъедает поверхность металла и после завершения сварочных работ нужно удалить остатки флюса и промыть деталь водой.
На видео показана пошаговая инструкция по соединению алюминиевых деталей с применением флюса.
Видео:
Электродуговая сварка деталей выполняется постоянным током с обратной полярностью. В этом случае используются алюминиевые электроды или присадочная проволока с обмазкой из флюса.
Наиболее качественный шов при соединении алюминиевых деталей обеспечивает аргонно-дуговой аппарат.
Дуга создается с помощью электрода, изготовленного из вольфрама. Такой электрод служит длительный отрезок времени и тем самым снижает стоимость сварочных работ.
Между вольфрамовым электродом и свариваемой деталью зажигается дуга.
В зону горения дуги подается алюминиевая проволока. При высокой температуре в зоне горения оксидная пленка на поверхности металла разрушается.
Сварка происходит на узком участке при быстром перемещении электрода.
В таком режиме алюминий не успевает перейти в жидкую фазу и вытечь наружу.
Для высокого качества сварного шва проволока должна иметь ту же структуру, что и свариваемый металл. Такой способ сварки выполняется полуавтоматом.
Такой способ сварки выполняется полуавтоматом.
В различных производственных условиях сварку выполняют постоянным или импульсным током. В промышленном производстве есть сварочные агрегаты, работающие с переменным током.
Технология сварки аргоном
Специалисты отмечают, что сварка алюминиевых деталей аргоном включает в себя несколько разноплановых действий.
Насколько эти действия будут согласованы между собой, настолько качественным будет соединение двух элементов.
Технология сварки полуавтоматом предполагает наличие определенных материалов, узлов и агрегатов. Аргонно-дуговой аппарат состоит из трех агрегатов.
Видео:
Перед началом сварки каждый из них нужно привести в работоспособное состояние. Расход сопутствующих ресурсов влияет на окончательную стоимость услуги.
Присадочная проволока и аргон имеют свою цену, поэтому их следует экономить.
Что требуется для сварки аргоном?
Аппарат для сварки алюминия состоит их следующих агрегатов:
- источник электропитания;
- баллон с аргоном;
- механизм подачи присадочной проволоки.
Присадочная проволока поставляется в торговую сеть на катушках и бобинах.
На крупных промышленных предприятиях сварочные аппараты подключаются к централизованной магистрали, по которой поставляется инертный газ.
Верстаки для установки свариваемых деталей производятся из нержавейки.
Подготовка деталей
После того как оборудование для сварки алюминия аргоном приведено в рабочее состояние, нужно подготовить свариваемые детали.
С поверхности необходимо удалить грязь, жир и остатки машинного масла. Делается это с помощью любого растворителя на верстаке из нержавейки.
Когда толщина свариваемых деталей больше четырех миллиметров, необходимо разделать кромки.
В соответствии с рекомендациями специалистов и техническими условиями, листовой алюминий толщиной от 4 мм рекомендуется сваривать только встык.
При получении задания на сварку алюминия, исполнителю нужно сразу же поинтересоваться толщиной листа и сколько миллиметров составит ширина кромки.
Видео:
Кромка зачищается напильником или на наждачном станке. Если деталь имеет сложную форму, то место сварки зачищается с помощью переносной шлифовальной машинки.
В любом случае, с поверхности металла необходимо удалить оксидную пленку.
Особенности сварки аргоном
Чтобы качественно выполнять сварку алюминия полуавтоматом, нужно использовать электроды из вольфрама. Диаметр электродов выбирается в пределах от 1,5 до 5,5 мм.
В процессе работы надо следить за тем, как ориентирован электрод относительно свариваемой поверхности. Электрод необходимо держать под углом 80 градусов.
Присадочная проволока по отношению к электроду должна находиться под прямым углом.
Допускается максимальная длина дуги 3 мм.

В таком положении расход материалов будет оптимальным. В процессе работы присадочная проволока должна перемещаться впереди горелки.
Электрод и присадочная проволока в процессе сварки алюминия аргоном должны двигаться только вдоль сварного шва.
Поперечные движения не допускаются. На видео показаны движения, которые совершает сварщик газовой горелкой.
Видео:
При работе с тонкими листами алюминия в качестве подкладки можно использовать лист нержавейки.
При таком положении будет выполняться интенсивный отвод тепла от рабочей зоны через лист нержавейки и вероятность прожога резко уменьшится.
Уменьшится и расход энергии, поскольку работа будет выполнена быстрее.
Преимущества и недостатки
Сварка алюминиевых изделий полуавтоматом в среде, заполненной аргоном, имеет ряд существенных преимуществ по сравнению с другими способами.
Первое, что следует отметить, малую область нагрева свариваемой детали. Это важно при соединении деталей со сложной объемно-пространственной структурой.
Сколько требуется газа и какая нужна проволока, подсчитать можно. Однако спрогнозировать внутреннюю деформацию детали очень трудно.
Сварка изделий в среде инертного газа позволяет получить прочное соединение без пор, примесей и посторонних включений.
Сварной шов имеет одинаковую глубину проплавления по всей длине.
К числу недостатков сварки аргоном можно отнести сложность оборудования.
При сварке полуавтоматом требуется тонкая настройка всех составляющих устройства. Важно, чтобы проволока подавалась в рабочую зону постепенно.
Видео:
Для этого необходимо правильно настроить аппарат подачи. Если проволока будет подаваться не ритмично, то горение дуги будет прерываться.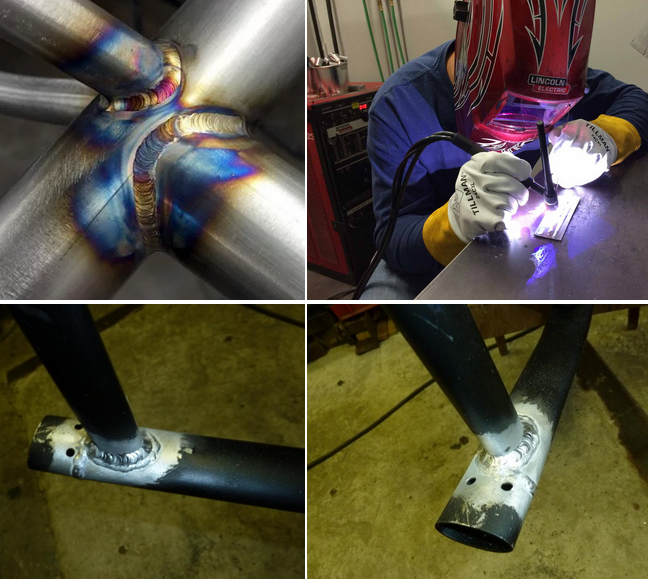
В таком случае увеличится расход электроэнергии и аргона. Чтобы качественно выполнить соединение алюминия, сварщик должен обладать сноровкой и навыками этого ремесла.
Только теория и советы в этом случае не помогут.
пошаговая инструкция для начинающих, видео
- Какие свойства алюминия следует учитывать при его сварке
- Способы сварки алюминия
- Технология сварки с помощью аргона
- Как подготовить к сварке соединяемые детали
- Некоторые особенности сварки аргоном
- Плюсы и минусы сварки, выполняемой в среде аргона
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
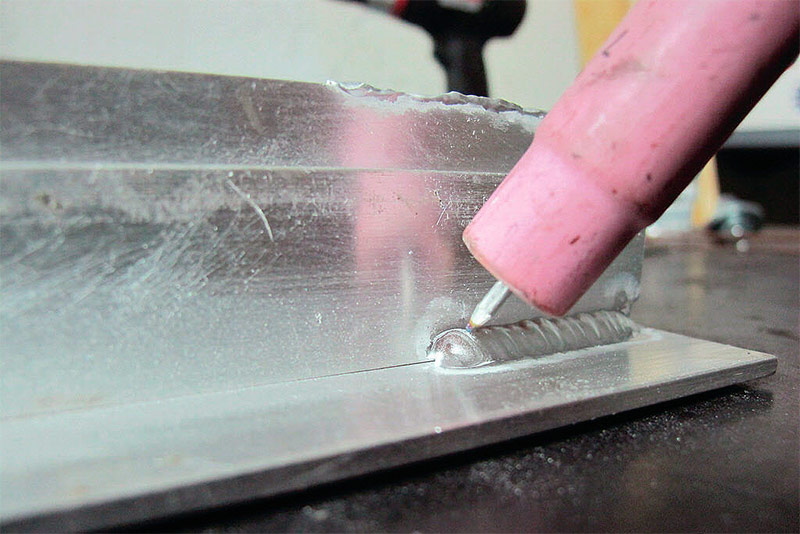
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.

Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.

Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Как сваривать алюминий: методики и советы
Последнее обновление
Алюминий — это относительно мягкий металл в чистом виде с хорошим соотношением прочности и веса. Этот металл повсеместно применяется в машиностроении из-за его многочисленных преимуществ, таких как проводимость и коррозионная стойкость. Однако для повышения прочности требуется добавление сплавов.
Соединение металлических компонентов путем их плавления представляет собой сложную задачу даже для самых опытных сварщиков. Но для сварки легких металлов, таких как алюминий, требуются другие процессы и методы, чем для сварки стали. Процесс требует предельной точности, чтобы обеспечить максимально прочную связь. Поскольку свойства алюминия отличаются от свойств стали, работа с металлом сопряжена с уникальными проблемами.
Хотя сварка алюминия может быть сложной задачей, доступ к нужной информации и регулярная практика могут помочь развить и отточить ваши навыки сварки алюминия. Читайте дальше, чтобы узнать советы и рекомендации по различным методам сварки алюминия.
Что делает сварку алюминия сложной задачей?
Алюминий является распространенным металлом в производстве из-за его более высокой коррозионной стойкости, отличной электропроводности, легкого веса и эстетики. Он используется для различных видов сварочных работ. К сожалению, те же свойства, которые делают его подходящим металлом для сварки, также усложняют обращение с ним.
Возможно, основная проблема заключается в том, что он сделан из мягкого материала, который обладает высокой чувствительностью и изолирован прочным оксидным слоем. В расплавленном состоянии металл также очень чувствителен к таким примесям, как грязь, воздух и вода.
Эти примеси могут значительно снизить его пластичность, прочность и образование окисления на сварном шве. Следовательно, это усложняет многопроходную сварку и искажает внешний вид сварного шва.
Кроме того, алюминий и его сплавы имеют высокое сродство к кислороду. В чистом виде алюминий плавится при 650 градусах Цельсия, а окисленный слой плавится при 2037 градусах Цельсия. Поскольку оксидированный слой плавится при более высокой температуре, чем чистый алюминий, перед сваркой необходимо тщательно очистить поверхность металла.
Другая проблема связана с низкой температурой плавления и высокой теплопроводностью металла. Эти качества, как правило, сужают диапазон обрабатываемости по сравнению с другими металлами. Это может легко привести к прожогу. Кроме того, качества затрудняют указание качества и прогресса сварки, что затрудняет работу.
Изображение предоставлено: aydngvn, Shutterstock
Как можно сваривать алюминий?
При сварке алюминия все зависит от выбора правильного метода сварки. Хотя может быть множество методов сварки стали, алюминий требует специального оборудования и методов. Двумя основными методами, используемыми для сварки алюминия и его сплавов, являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG).
1. Сварка алюминия методом ВИГ
Посмотреть этот пост в Instagram
Пост, опубликованный Crawley College Welding (@crawleycollegewelding)
Также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), это один из самых популярных сварочных процессов, часто используемый профессиональными сварщиками в автомобильной промышленности и энтузиастами автогонок. Сварка TIG позволяет успешно сплавлять алюминиевые сплавы.
Сварка TIG позволяет успешно сплавлять алюминиевые сплавы.
Особенно подходит для более тонких алюминиевых листов, поскольку обеспечивает чистый сварной шов. Сварщику TIG требуется оборудование, которое может работать с переменным током (AC), используя 100% аргон для защиты.
Кроме того, для сварки TIG не требуется механическая подача проволоки, что потенциально может привести к проблемам с подачей. Вместо этого он направляет присадочный материал в сварочную ванну.
Еще одна причина популярности сварки TIG при сварке алюминия заключается в том, что она предотвращает загрязнение очень чувствительного алюминия на протяжении всего процесса.
Факторы, которые необходимо учитывать при сварке алюминия методом TIG
- Защитный газ : Сначала необходимо подготовить все оборудование, необходимое для сварочного проекта. Газ аргон лучше всего подходит для защиты, поскольку он может стабилизировать дугу, обеспечивая плавление с лучшей геометрией сварного шва.
 Гелий также является приемлемым вариантом в качестве защитного газа, поскольку он помогает очистить алюминиевую поверхность от окисленного слоя.
Гелий также является приемлемым вариантом в качестве защитного газа, поскольку он помогает очистить алюминиевую поверхность от окисленного слоя. - Электрод : Для сварки TIG также потребуется вольфрамовый электрод. Вы можете использовать любой вид вольфрамового электрода. В зависимости от вашего бюджета вы можете выбрать более дешевый электрод из чистого вольфрама или более дорогой вольфрамовый электрод с торием.
- Мощность переменного тока : После выбора электрода вам необходимо приобрести сварочный аппарат TIG, желательно способный производить переменный ток высокой частоты (AC). Высокочастотный переменный ток является идеальным вариантом, поскольку он уравновешивает очистку поверхности с проплавлением сварного шва, сохраняя при этом кончик электрода холодным.
- Присадочные материалы : Вы можете использовать или не использовать присадочные металлы, в зависимости от конструкции соединения и толщины основного металла.
- Очистка : Собрав необходимые инструменты и принадлежности, подготовьте основной металл, удалив окисленный слой с помощью проволочной щетки или шлифования. Убедитесь, что этот процесс является тщательным, потому что этот шаг влияет на окончательные результаты.
- Настройки настроек: Наконец, вы можете настроить параметры вашего сварочного аппарата TIG, такие как расход газа и сила тока. Это зависит от ваших предпочтений и условий сварки. Имейте в виду, что алюминий горит сильнее, чем сталь. Таким образом, вам, возможно, придется использовать настройку низкой силы тока.
 Гелий также является приемлемым вариантом в качестве защитного газа, поскольку он помогает очистить алюминиевую поверхность от окисленного слоя.
Гелий также является приемлемым вариантом в качестве защитного газа, поскольку он помогает очистить алюминиевую поверхность от окисленного слоя.
Кроме того, модифицируйте электрод, чтобы он имел конец со сферическим наконечником. Это расширит дугу, обеспечив распределение тепла по поверхности основного металла.
После настройки сварочного аппарата TIG можно приступать к сварке. Начните медленно, не касаясь присадочного металла, пока электрод не создаст сварочную ванну. Продолжайте сварку, время от времени останавливаясь через каждые 10–15 сантиметров, чтобы основной металл остыл. Это предотвращает проблемы прогорания.
Это предотвращает проблемы прогорания.
Насадки для сварки TIG
- В то время как любой вид вольфрама может работать, лучшим вариантом для алюминия является чистый вольфрамовый электрод.
- Подготовьте алюминий к сварке, очистив его от окисленного слоя и подогрев.
- Если вы используете аргон в качестве щита, убедитесь, что горелка не получает его слишком много, потому что он создает дуги неправильной формы.
- Используйте радиатор для предотвращения деформации.
- Всегда очищайте присадочный электрод от загрязнений. Кроме того, расплавьте стержень с основным материалом, чтобы создать постоянный сварной шов.
2. Сварка алюминия MIG
Посмотреть этот пост в Instagram
Пост, которым поделился @mig_mistress91
Также известный как дуговая сварка металлическим газом (GMAW), это еще один распространенный метод дуговой сварки, используемый для сварки алюминия. Это идеальный процесс для алюминия, потому что он использует меньше тепла по сравнению с более толстыми металлами. Он также обеспечивает более высокую скорость наплавки по сравнению с TIG, что влияет на конечное качество сварки.
Это идеальный процесс для алюминия, потому что он использует меньше тепла по сравнению с более толстыми металлами. Он также обеспечивает более высокую скорость наплавки по сравнению с TIG, что влияет на конечное качество сварки.
Однако в нем используется механическая система подачи проволоки, в которой для обеспечения подачи проволоки используется либо двухтактный пистолет, либо шпульный пистолет.
Факторы, которые следует учитывать при сварке алюминия методом MIG
- Толщина материала : Во-первых, необходимо учитывать толщину материала. Алюминий, который можно сваривать MIG, должен иметь калибр 14 и выше. Толщина металла определяется мощностью сварочного аппарата TIG. Если вы хотите сваривать алюминий толщиной менее 14, вам, возможно, придется использовать специальное оборудование для импульсной сварки MIG.
- Защитный газ : Как и для сварки TIG, для сварки MIG также требуется защитный газ. Поскольку алюминий является цветным металлом, 100% аргон является идеальным защитным газом при сварке MIG. Наилучшие скорости потока аргона составляют от 20 до 30 кубических футов в час.
- Очистка : Прежде чем приступить к процессу сварки, необходимо тщательно очистить алюминий, удалив с поверхности любой мусор, в том числе грязь и смазочные материалы. Приступайте к удалению окислителя только после обезжиривания. Вы можете использовать либо ручную проволочную щетку, либо чашечную проволочную щетку, при условии, что это щетки из нержавеющей стали. Если вы выберете силовую проволочную щетку, уменьшите давление и скорость вращения, чтобы уменьшить смазывание поверхности. Это может улавливать примеси и оксиды под поверхностью. Кроме того, очистите основной металл проволочной щеткой, предназначенной только для алюминия, чтобы избежать загрязнения.
 Наилучшие скорости потока аргона составляют от 20 до 30 кубических футов в час.
Наилучшие скорости потока аргона составляют от 20 до 30 кубических футов в час.- Используемый процесс: Наилучший процесс для использования при сварке MIG алюминия – это струйный перенос. Он заключается в переносе капель расплавленного металла с электрода в сварочную ванну. Это идеальный процесс, поскольку он снижает вероятность короткого замыкания, повышая при этом эффективность и скорость осаждения. Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.
 Это идеальный процесс, поскольку он снижает вероятность короткого замыкания, повышая при этом эффективность и скорость осаждения. Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.
Это идеальный процесс, поскольку он снижает вероятность короткого замыкания, повышая при этом эффективность и скорость осаждения. Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.- Пистолет и подача проволоки : Перед сваркой алюминия методом MIG необходимо выбрать требуемую горелку и систему подачи проволоки. Обычно для подачи алюминиевой проволоки при сварке MIG используется шпульный пистолет или двухтактная система. Пистолет для катушки помогает исключить вероятность гнездования птиц, потому что он подает только несколько дюймов. С другой стороны, в двухтактной системе используется двигатель пистолета, который протягивает проволоку через направляющий канал, а двигатель механизма подачи помогает подаче. Двухтактная система подходит для ситуаций, когда вы свариваете далеко от источника питания. Он также удобен в использовании и имеет эргономичный дизайн.

- Присадочный материал : Определите базовый алюминиевый сплав и условия, которым, вероятно, будет подвергаться конечный продукт. ER4043 и ER5356 являются наиболее доступными на рынке алюминиевыми присадочными проволоками. Для получения дополнительных рекомендаций по сплавам проволоки, которые вы можете использовать с алюминием, обратитесь в местный магазин.
Насадки для сварки алюминия методом MIG
- Всегда соблюдайте надлежащее расстояние между насадкой и изделием. Если возможно, рассмотрите возможность углубления контактного наконечника примерно на 1/8 дюйма внутрь сопла.
- При сварке алюминия методом MIG сварочная ванна и отражатель сильно нагреваются. Удерживая наконечник на подходящем расстоянии, вы предотвратите обратное пригорание проволоки к контактному наконечнику, а также другие проблемы с подачей.
- Бусины крупного плетения не годятся для алюминия. Если вам требуются более крупные угловые сварные швы, используйте многопроходные прямые валики. Они менее подвержены прожогам, холодной притирке и другим проблемам сварки.
- При сварке MIG алюминия необходимо увеличить скорость перемещения горелки, так как основной материал нагревается во время сварки.
 Они менее подвержены прожогам, холодной притирке и другим проблемам сварки.
Они менее подвержены прожогам, холодной притирке и другим проблемам сварки.Альтернативные методы сварки алюминия
TIG и MIG могут быть обычными методами сварки алюминия; однако существуют и другие типы сварочных процессов, которые могут работать с этим металлом, как показано ниже.
Лазерная сварка
Подобно другим процессам сплавления металлов, лазерные лучи могут сплавлять различные алюминиевые сплавы. Лазерный луч является одним из самых быстрых процессов сварки из-за высокой плотности мощности на поверхности материалов. Он способен производить сварные швы с высоким соотношением сторон, которые сужают зоны термического влияния.
Лазерная сварка обеспечивает быстрое и чистое сварное соединение и идеально подходит для металлов, склонных к растрескиванию, таких как алюминий. Защитные газы, необходимые для этого процесса, зависят от марки соединяемого алюминия.
Электронно-лучевая сварка
Этот процесс также подходит для получения быстрых и чистых сварных швов даже в очень толстых алюминиевых профилях. В отличие от других процессов сварки плавлением, электронно-лучевая сварка работает в вакууме. Таким образом, для процесса не требуется защитный газ. При этом получаются очень чистые сварные швы.
Тем не менее, вы должны быть осторожны при выборе наполнителя, параметров сварки и конструкции соединения, чтобы свести к минимуму риск растрескивания чувствительных материалов, таких как алюминий.
Сварка трением
Это процесс плавления металлов, происходящий в твердом состоянии. Металлы не должны плавиться, чтобы плавиться. Сварка трением может сплавлять все серии алюминиевых сплавов, включая печально известные серии 2xxx и 7xxx.
Кроме того, процесс не требует защитного газа, поскольку материалы плавятся в твердом состоянии. Сварка трением обеспечивает превосходные механические характеристики по сравнению с другими методами сварки плавлением.
Заключение
Алюминий имеет множество применений в технике благодаря своей проводимости и коррозионной стойкости. Однако вам нужно сплавить металл с другими сплавами, чтобы сделать его прочнее. Поскольку сварка алюминия становится все более популярной, также полезно освоить навыки работы с материалом.
Сварка MIG и TIG — самые популярные методы сварки алюминия. Они могут производить чистые и точные сварные швы. Однако существуют и другие альтернативные процессы, такие как лазерный луч, электронно-лучевая сварка и процессы сварки трением.
При работе с TIG ключевой задачей является очистка поверхности, поскольку она определяет качество производимого сварного шва. Аргон также является идеальным газом для использования в качестве защитного газа, поскольку он помогает стабилизировать дугу. С другой стороны, работая с MIG, используйте шпульный пистолет, чтобы уменьшить вероятность гнездования птиц. Кроме того, используйте процесс переноса распылением для повышения эффективности сварки и скорости наплавки.
Имейте в виду, что некоторые из этих методов сварки сильно нагреваются, поэтому при сварке алюминия важно надевать защитное снаряжение.
Источники
- Проблемы сварки алюминия
- Руководство по MIG-сварке алюминия
- Методы сварки алюминия
- Методы сварки алюминия
- Алюминий и его сплавы
Избранное изображение предоставлено: guteksk7, Shutterstock
- Что делает сварку алюминия сложной задачей?
- Как можно сваривать алюминий?
- 1. Сварка алюминия ВИГ
- 2. Сварка алюминия МИГ
- Альтернативные методы сварки алюминия
- Лазерная сварка
- Электронно-лучевая сварка
- Сварка трением
- Заключение
3 Какой защитный газ использовать при сварке алюминия?
Q — Какой защитный газ следует использовать при дуговой сварке алюминия? Некоторые люди говорят мне, что я должен использовать аргон, а другие говорят, что лучше всего использовать гелий. Я использую процесс дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?
Я использую процесс дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?
A — Для дуговой сварки алюминия обычно используются два защитных газа: аргон и гелий. Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Отличные сварные швы часто получают с использованием чистого аргона в качестве защитного газа. Чистый аргон является наиболее популярным защитным газом и часто используется как для дуговой сварки алюминия, так и для дуговой сварки алюминия вольфрамовым электродом. Смеси аргона и гелия, вероятно, являются следующими распространенными, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
При выборе защитного газа для сварки алюминия необходимо учитывать различия между аргоном и аргоно-гелиевыми смесями. Чтобы понять влияние этих газов на процесс сварки, мы можем изучить свойства каждого газа на рис. чем у аргона. Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитный газ.
чем у аргона. Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитный газ.
Защитный газ для газовой дуговой сварки металлическим электродом
Для GMAW добавки гелия варьируются от 25% до 75% гелия в аргоне. Регулируя состав защитного газа, мы можем влиять на распределение тепла в сварном шве. Это, в свою очередь, может влиять на форму поперечного сечения металла шва и скорость сварки. Увеличение скорости сварки может быть значительным, а поскольку затраты на рабочую силу составляют значительную часть наших общих затрат на сварку, это может быть связано с возможностью значительной экономии. Поперечное сечение металла сварного шва также может иметь определенное значение в некоторых случаях применения. Типичные сечения для аргона и гелия показаны на рис. 2.
Испытания показали, что относительно узкое поперечное сечение сварного шва, защищенного чистым аргоном, имеет более высокий потенциал захвата газа и, следовательно, может содержать большую пористость. Более высокая температура и более широкая картина проникновения смесей гелия/аргона, как правило, помогают свести к минимуму захват газа и снизить уровень пористости в готовом сварном шве.
Более высокая температура и более широкая картина проникновения смесей гелия/аргона, как правило, помогают свести к минимуму захват газа и снизить уровень пористости в готовом сварном шве.
При заданной длине дуги добавление гелия к чистому аргону увеличивает напряжение дуги на 2 или 3 вольта. В процессе GMAW максимальный эффект более широкой формы проникновения достигается примерно при 75% гелия и 25% аргона. Более широкая форма провара и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двусторонних разделочных швов в толстолистовом прокате. Способность профиля сварного шва обеспечивать более широкую цель во время обратного скола может помочь уменьшить вероятность неполного провара соединения, которое может быть связано с этим типом сварного соединения.
Защитный газ из чистого аргона обычно обеспечивает завершенный сварной шов с более яркой и блестящей поверхностью. Сварка, выполненная с использованием смеси гелия и аргона, обычно требует очистки проволочной щеткой после сварки для получения аналогичного внешнего вида поверхности. Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитных газов с гелием могут помочь предотвратить неполное проплавление и неполное проплавление из-за дополнительного теплового потенциала этих газов.
Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитных газов с гелием могут помочь предотвратить неполное проплавление и неполное проплавление из-за дополнительного теплового потенциала этих газов.
Защитный газ для дуговой сварки вольфрамовым электродом
При рассмотрении вопроса о защитном газе для дуговой сварки вольфрамовым электродом на переменном токе наиболее популярным газом является чистый аргон. Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги, когда алюминий AC — GTAW.
Смеси гелия и аргона иногда используются из-за их более высоких тепловых характеристик. Иногда используются газовые смеси, обычно содержащие 25 % гелия и 75 % аргона, которые могут помочь увеличить скорость перемещения при дуговой сварке вольфрамовым электродом в среде переменного тока. Смеси с содержанием гелия более 25 % для дуговой сварки на переменном токе – газовая вольфрамовая дуга используются, но не часто, поскольку при определенных обстоятельствах они могут вызывать нестабильность дуги на переменном токе.
Чистый гелий или защитный газ с высоким процентным содержанием гелия (He-90%, Ar-10%) используются в основном для газовой вольфрамовой дуговой сварки с отрицательным электродом постоянного тока (DCEN). Часто предназначенные для шовной сварки, сочетание GTAW-DCEN и высокой тепловложения от используемого газа может обеспечить высокую скорость сварки и превосходное проплавление. Эта конфигурация иногда используется для получения стыковых швов с полным проплавлением, приваренных только с одной стороны, к временной обжигу без подготовки V-образных канавок, а только к пластине с квадратной кромкой.
Заключение :
Отвечая на ваши вопросы, существует несколько вариантов газов и газовых смесей, которые можно использовать для сварки алюминия. Выбор обычно основывается на конкретном приложении. Вообще говоря, газы с высоким содержанием гелия используются для сварки GMAW на более толстых материалах и сварки GTAW с DCEN. Чистый аргон можно использовать как для сварки GMAW, так и для сварки GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия.