Содержание
Как научиться варить сварочным инвертором — изучаем основы
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Оглавление:
- Основные элементы конструкции инвертора, принцип образования дуги
- Основные параметры сварных работ
- Каковы главные положительные качества инвертора?
- Какие меры, касающиеся техники безопасности, необходимо соблюдать?
- Как правильно зажечь дугу?
Основные элементы конструкции инвертора, принцип образования дуги
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.
У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов. Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.
Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.

- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.


Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ.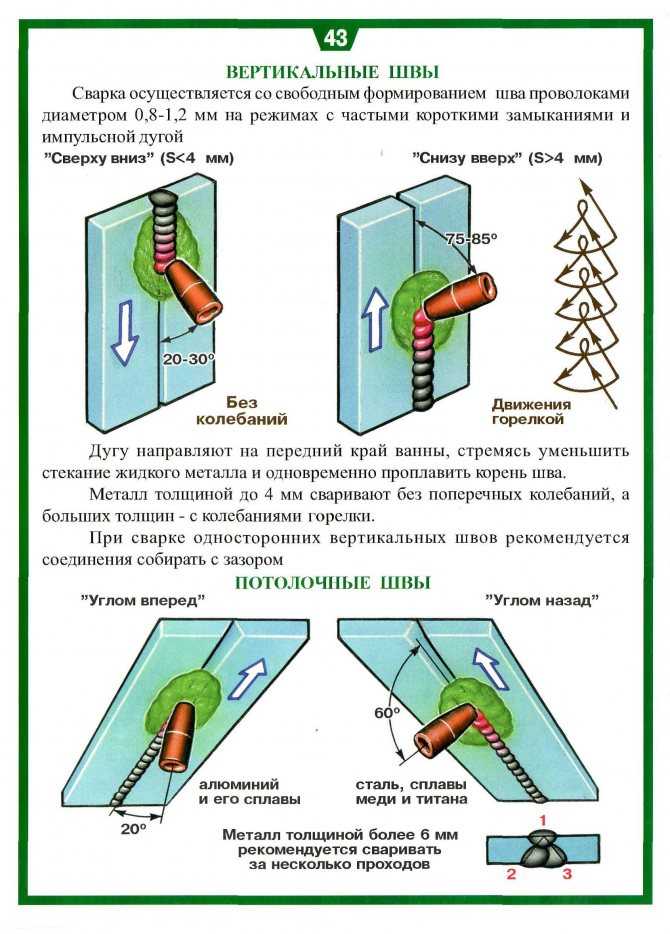 Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
СОДЕРЖАНИЕ
- Немного теории перед первыми шагами
- Внешний осмотр сварочного инвертора
- Азбука для начинающего сварщика
- Пошаговая инструкция для новичков
- Какие бывают дуговые промежутки?
- Формирование сварочного шва
- Прямая и обратная полярность
- Скорость подачи электрода
- Выбор силы тока
- Сваривание тонких листов металла
- Несколько советов от профессионалов
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
 Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы.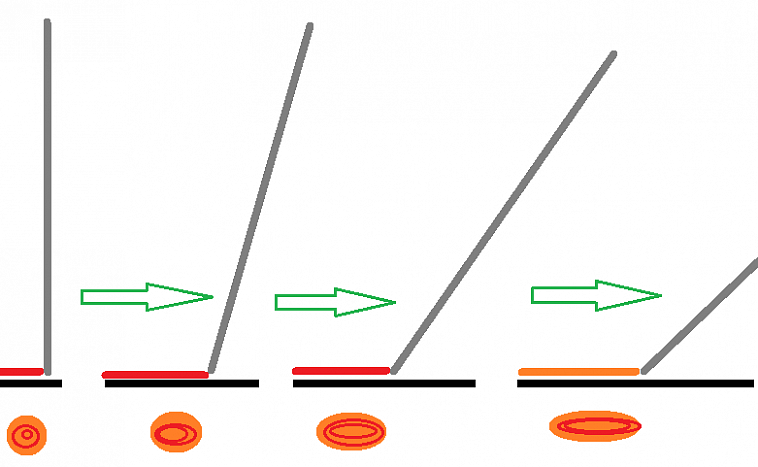 Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги.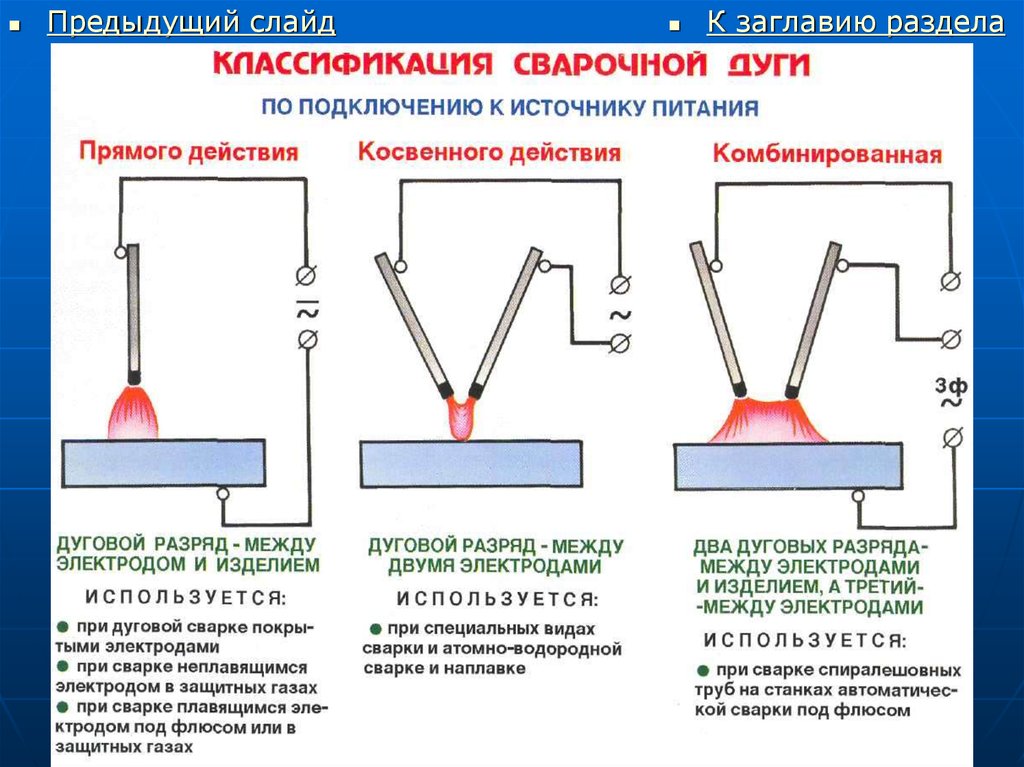 Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.

Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода.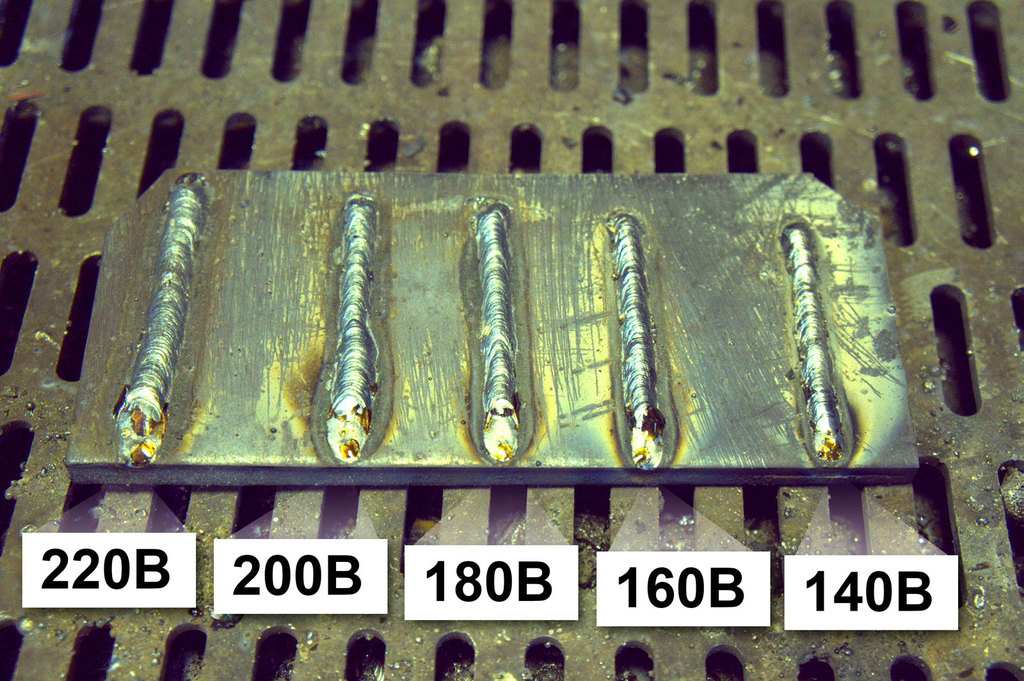 В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
 В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
 Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
Сварка алюминия инверторными источниками питания
Постоянный ток трансформатор. В прошлом трансформатор работал непосредственно от входящего переменного тока частотой 50 или 60 Гц. На этих частотах в трансформаторе выделяется много тепла, поэтому он должен быть относительно большим и тяжелым. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более чем 120 раз в секунду.
Инверторы были введены в сварочные источники питания сначала для выработки постоянного тока (DC), а затем для выработки переменного тока. В этих источниках питания входящая мощность переменного тока частотой 50 или 60 Гц сначала выпрямляется до постоянного тока и фильтруется, а затем подается в секцию инвертора источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20 000 Гц. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
В этих источниках питания входящая мощность переменного тока частотой 50 или 60 Гц сначала выпрямляется до постоянного тока и фильтруется, а затем подается в секцию инвертора источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20 000 Гц. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
Этот импульсный высоковольтный высокочастотный переменный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный переменный ток частотой 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления для получения постоянного сварочного тока. Выход управляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Поскольку силовой трансформатор работает на частоте 20 кГц, он намного более эффективен, чем трансформатор, работающий на частоте 60 Гц. Это означает, что трансформатор может быть намного меньше и легче, поэтому сам блок питания может быть легким. Источники питания для дуговой вольфрамовой сварки постоянным током (GTAW) на основе инвертора обычно весят от 30 до 50 фунтов. С некоторыми из этих блоков питания потребляемый ток при 205 А составляет 29 А при однофазном напряжении 230 В. Хотя результирующая экономия затрат на инверторный источник питания часто завышается, годовая экономия на источнике питания обычно составляет 10 процентов от покупной цены источника питания.
Источники питания для дуговой вольфрамовой сварки постоянным током (GTAW) на основе инвертора обычно весят от 30 до 50 фунтов. С некоторыми из этих блоков питания потребляемый ток при 205 А составляет 29 А при однофазном напряжении 230 В. Хотя результирующая экономия затрат на инверторный источник питания часто завышается, годовая экономия на источнике питания обычно составляет 10 процентов от покупной цены источника питания.
Инверторные источники питания также очень тонко «измельчают» поступающий переменный ток, что приводит к стабильному постоянному току без типичных пульсаций с частотой 60 Гц и стабильной сварочной дуге.
Переменный ток
В течение многих лет инверторные блоки питания могли питать только постоянный ток. Инверторов, выдающих переменный ток, просто не существовало. Это ограничивало использование инверторов для сварки алюминия, который обычно сваривается методом GTA с использованием переменного тока. Затем кому-то пришла в голову идея упаковать два инвертора в один корпус. Запуск их с разной полярностью и поочередное включение и выключение генерировало псевдо-переменный ток. Некоторые инверторы до сих пор генерируют переменный ток таким образом.
Запуск их с разной полярностью и поочередное включение и выключение генерировало псевдо-переменный ток. Некоторые инверторы до сих пор генерируют переменный ток таким образом.
Способность генерировать переменный ток делает инверторные источники питания подходящими для сварки алюминия методом GTAW. Поскольку напряжение дуги никогда не проходит через нуль, дуга переменного тока становится более стабильной. Большинству источников питания GTAW на инверторной основе не требуется, чтобы высокая частота была постоянно включена для обеспечения стабильности, что снижает количество радиочастотных помех (RFI), создаваемых источником питания.
Поскольку управляющие сигналы могут передаваться на любой частоте, вплоть до удвоенной частоты инвертора (40 кГц), можно изменять частоту сварочного тока переменного тока. Некоторые машины могут выдавать переменный ток с частотой от 20 до 150 Гц. По мере увеличения частоты конус дуги и сварной шов становятся уже, что приводит к более глубокому проплавлению сварного шва.
В GTAW проплавление сварного шва происходит в отрицательной части цикла переменного тока. Во время электродно-положительной части цикла проплавление шва уменьшается, и больше тепла передается вольфрамовому электроду, но дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Таким образом, в то время как большинство других материалов сваривают методом GTA с использованием постоянного тока, алюминий обычно сваривают с использованием переменного тока.
Сварка с инверторами
Ранние источники питания GTAW давали простой синусоидальный выходной сигнал переменного тока с равным количеством положительного электрода и отрицательного электрода. Однако такое количество положительных электродов было ненужным для адекватной очистки. Более поздние источники питания позволяли изменять соотношение отрицательного электрода к положительному электроду, обычно примерно с 65 процентами отрицательного электрода и 35 процентами положительного электрода.
Инверторные блоки питания обеспечивают достаточную очистку дуги даже при положительном электроде всего на 15 процентов. Уменьшение количества положительного электрода помогает увеличить проплавление сварного шва и уменьшить количество тепла, попадающего на вольфрамовый электрод. Это позволяет использовать заостренные электроды меньшего диаметра, которые концентрируют и сужают сварной шов.
Уменьшение количества положительного электрода помогает увеличить проплавление сварного шва и уменьшить количество тепла, попадающего на вольфрамовый электрод. Это позволяет использовать заостренные электроды меньшего диаметра, которые концентрируют и сужают сварной шов.
Электроды из чистого или цирконированного вольфрама с тупым концом обычно рекомендуются для сварки переменным током с обычными источниками питания. Ситуация меняется при использовании инверторов. Большинство инверторов оптимизированы для зажигания дуги и лучшей сварки с использованием заостренных вольфрамовых электродов с 2-процентным содержанием тория. Многие пользователи также сообщают о хороших результатах при использовании заостренных вольфрамовых электродов с церием или лантана.
KickingHorse® Welder USA — сварочный инвертор для дома
KickingHorse® Welder USA — сварочный инвертор для дома
перейти к содержанию
KickingHorse® F130 (CSA/US) Сварочный инвертор с флюсовым сердечником, вход 120 В для дома
Сварочный инвертор KickingHorse® F130 (CSA/US) с флюсовым сердечником, вход 120 В для дома
- Обычная цена
209,00 долларов США
- Цена продажи
209,00 долларов США
Распродажа
Инвертор для дуговой сварки высокой мощности KickingHorse® A220 (CSA/США), 240 В
Инвертор для дуговой сварки высокой мощности KickingHorse® A220 (CSA/US), 240 В
- Обычная цена
229,00 долларов США
- Цена продажи
229,00 долларов США
Распродажа
Инвертор для дуговой сварки KickingHorse® A100 (CSA/US), домашний вход 120 В
Инвертор для дуговой сварки KickingHorse® A100 (CSA/US), домашний вход 120 В
- Обычная цена
159,00 долларов США
- Цена продажи
159,00 долларов США
Распродажа
KickingHorse® P40 (CSA/US) Плазменный резак заводского класса, вход 240 В
KickingHorse® P40 (CSA/US) Плазменный резак заводского класса, вход 240 В
- Обычная цена
499,00 долларов США
- Цена продажи
499,00 долларов США
Распродажа
KickingHorse® MA200TS (CSA/US) Многоцелевой сварочный аппарат MIG для алюминия, 240 В
KickingHorse® MA200TS (CSA/US) Многоцелевой сварочный аппарат MIG для алюминия, 240 В
- Обычная цена
$599,00
- Цена продажи
$599,00
Распродажа
KickingHorse® Vac-Pac E71T-11 Проволока с флюсовым сердечником, сталь 035, катушка 2 фунта
KickingHorse® Vac-Pac E71T-11 Проволока с флюсовым сердечником Сталь 035, катушка 2 фунта
- Обычная цена
$17,99
- Цена продажи
$17,99
Распродажа
KickingHorse® E7018 Электрод 3/32 дюйма (2,5 мм), трубка 1 фунт
Электрод KickingHorse® E7018 3/32 дюйма (2,5 мм), трубка 1 фунт
- Обычная цена
$7,99
- Цена продажи
$7,99
Распродажа
KickingHorse® E7014 Электрод 1/16 дюйма (1,6 мм), трубка 1 фунт
Электрод KickingHorse® E7014 1/16 дюйма (1,6 мм), трубка 1 фунт
- Обычная цена
$9,49
- Цена продажи
$9,49
Распродажа
KickingHorse® E6013 Электрод 1/16 дюйма (1,6 мм), трубка 1 фунт
Электрод KickingHorse® E6013 1/16 дюйма (1,6 мм), трубка 1 фунт
- Обычная цена
$7,99
- Цена продажи
$7,99
Распродажа
Посмотреть все
МА200ТС
{% конец%}
 size}}»>
size}}»>{% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
{%, если box.template.elements содержит ‘saleLabel’ и first_available_variant.compare_at_price > first_available_variant.price %}
{{перевод.продажа}}
{% конец%}
{% если только продукт.доступен %}
{{translation. sold_out}}
sold_out}}
{% бесконечный %}
{{продукт.название}}
{% присвоить варианты_размера = продукт.варианты | размер %}
{% для варианта в product.variants %}
{{variant.title}}{%, если только вариант.доступен %} — {{translation.sold_out}}{% endunless %}
{% конец для %}
{%, если box.template.elements содержит ‘цену’ %}
{{первый_доступный_вариант.цена | Деньги}}
{% if first_available_variant.compare_at_price > first_available_variant.price %}
{{first_available_variant.compare_at_price | деньги}}
{% конец%}
{% конец%}
{%, если box.template.elements содержит ‘addToCartBtn’ %}
{% конец%}
{% конец для %}
{% elsif box.template.id == 2 или box.template.id == ‘2’ %}
{{box.
 title.text}}
title.text}}
{% if box.subtitle %}
{{box.subtitle.text}}
{% endif %}
{% присвоить total_price = 0 %}
{% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{%, если first_available_variant.available и box.template.selected %}
{% присвоить total_price = total_price | плюс: first_available_variant.price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
{% если только продукт. доступен %}
доступен %}
{{translation.sold_out}}
{% бесконечный %}
{% конец для %}
{%, если box.template.elements содержит ‘цену’ %}
{{translation.total_price}} {{total_price | деньги}}
{% конец%}
{%, если box.template.elements содержит ‘addToCartBtn’ %}
{% конец%}
- {% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
 id}}»>
id}}»>{% if product.id == cur_product_id %} {{translation.this_item}} {% endif %}{{product.title}}{%, если только product.available %} — {{translation.sold_out}}{% бесконечный %}
{% присвоить варианты_размера = продукт.варианты | размер %}
{% для варианта в product.variants %}
{{variant.title}}{%, если только вариант.доступен %} — {{translation.sold_out}}{% endunless %}
{% конец для %}
{%, если box.template.elements содержит ‘цену’ %}
{{первый_доступный_вариант.цена | Деньги}}
{% if first_available_variant.compare_at_price > first_available_variant.price %}
{{первый_доступный_вариант.compare_at_price | деньги}}
{% конец%}
{% конец%}
{% конец для %}
{% elsif box.template.id == 3 или box.template.id == ‘3’ %}
{{box.title.text}}
{% if box. subtitle %}
subtitle %}
{{box.subtitle.text}}
{% endif %}
{% присвоить total_price = 0 %}
- {% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{%, если first_available_variant.available и box.template.selected %}
{% присвоить total_price = total_price | плюс: first_available_variant.price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘100x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘100x’ %}
{% конец%}
 id}}»>
id}}»> {% если только продукт.доступен %}
{{translation.sold_out}}
{% бесконечный %}
{% if product.id == cur_product_id %} {{translation.this_item}} {% endif %}{{product.title}}{%, если product.available %} — {{translation.sold_out}} {% бесконечный%}
{% присвоить варианты_размера = продукт.варианты | размер %}
{% для варианта в product.variants %}
{{variant.title}}{%, если только вариант.доступен %} — {{translation.sold_out}}{% endunless %}
{% конец для %}
{%, если box.template.elements содержит ‘цену’ %}
{{первый_доступный_вариант.цена | Деньги}}
{% if first_available_variant.compare_at_price > first_available_variant.price %}
{{first_available_variant.compare_at_price | деньги}}
{% конец%}
{% конец%}
{% конец для %}
{%, если box.