Содержание
как сделать трансформатор или мини-сварку своими руками
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
- Сварочные аппараты: классификация
- Как сделать сварочный аппарат инверторного типа
- Сварочный трансформатор своими руками
- Мини-сварка своими руками
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока.
 Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно. - Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
 Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
- транзисторов;
- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.

Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м2. Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм2, оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
 В первичной обмотке 200 витков.
В первичной обмотке 200 витков.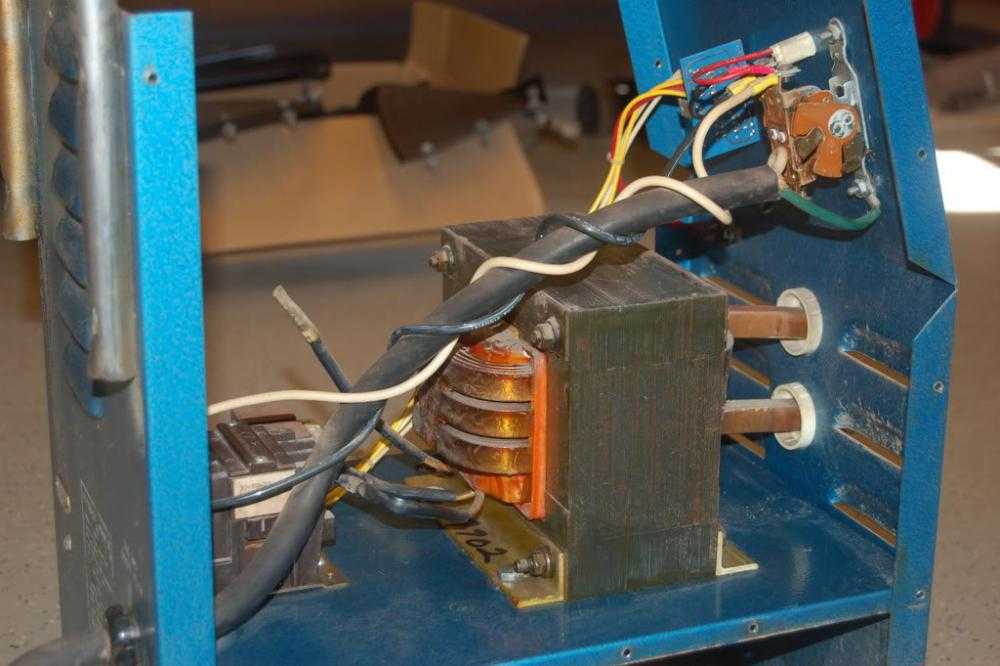 На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6—120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл. Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
- стержень графитовый из старой батарейки;
- бокорезы или пассатижи;
- нож;
- сухая тряпка;
- наждачная бумага;
- перчатки;
- 20 см проволоки диаметром 5 мм из алюминия или меди;
- 6 см проволоки ПЭВ 0,5 из меди;
- изолента;
- провод многожильный;
- любой металлический зажим;
- трансформатор от блока питания микроволновки с выпрямителем, или старого телевизора или приемника.
Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита. Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации. Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.

Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp. ru/transformator-svoimi-rukami.html.
ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,
Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
Рис. 3: удалите токовые шунты - Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
Рис. 4: намотайте вторичную обмотку на каркас - Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
Рис. 5: сделайте диэлектрическую прокладку - Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
Рис. 6: поместите катушку в магнитопровод - Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
Рис. 7: подключите шнур питания и кабели

Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.
Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста.
Рис. 13: подключите силовые конденсаторы - Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.

Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
 youtube.com/embed/oFXz_PaUWhE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/oFXz_PaUWhE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Что такое сварочный трансформатор?
Трансформатор, встроенный в сварочный аппарат, используется для преобразования входного высокого напряжения или первичной энергии от настенной розетки, обычно от 208 до 600 вольт, при слабом переменном токе (АС) от 15 до 55 ампер. Это преобразуется на стороне вторичной мощности в более низкое напряжение до 80 вольт и диапазон сварочных токов до 1000 ампер переменного тока или более, в зависимости от процесса и оборудования.
Рисунок 1 показано типичное подключение сварочного аппарата к электродуговой сварке в среде защитного газа (SMAW), иллюстрирующее основной источник питания на первичной стороне и выход на электрододержатель со вторичной стороны трансформатора.
Рис. 1. Схема подключения для типичного процесса дуговой сварки в защитных газах
используйте большое количество витков проводов меньшего сечения (N1 на схеме) и меньшее количество витков больших проводов (N2 на схеме) на вторичной стороне. Это выводит низкое напряжение/более высокий ток в зависимости от соотношения витков или количества витков провода на вторичной стороне, как показано на рис. 9.0005 Рисунок 2.
Рисунок 2. Схема понижающего трансформатора
Провода намотаны на железный сердечник, который создает магнитный поток от движения электрической энергии через трансформатор. Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и больше становится машина. На рис. 3 показан типичный трансформатор, переменный ток высокого напряжения/малого тока входит на входной проводник, а переменный ток низкого/напряжения/высокой силы тока выходит на выходной проводник.
Рисунок 3. Фактический понижающий трансформатор
Первые сварочные аппараты работали только на переменном токе и чередовали положительный и отрицательный электроды до 60 раз в секунду согласно Рисунок 4.
Рисунок 4, Изображение сбалансированной волны переменного тока выбор полярности. Для достижения выхода постоянного тока использовался выпрямительный диод согласно 9.0005 Рисунок 5.
Рисунок 5, Типовой диод
Диод работает, пропуская переменный ток через диод, но не позволяя переменному току течь обратно, таким образом создавая постоянный ток (DC). который используется на большинстве сварочных аппаратов сегодня. Эти трансформаторные выпрямители будут использовать ряд диодов в мостовой схеме для генерации постоянного тока на выходе, как показано на рис. 6 . Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Рисунок 6. Технология трансформатор-выпрямитель
Сварочный трансформатор для типичных процессов сварки переменным/постоянным током был очень большим и тяжелым, и было сделано много усовершенствований, чтобы уменьшить размер трансформатора. В конце 1970-х годов начали появляться первые сварочные инверторы. Эта инверторная технология была внедрена с рядом преимуществ. Одним из них был способ преобразования входного сигнала высокого напряжения/низкого тока в выходной сигнал низкого напряжения/высокого тока, что позволило бы уменьшить размер и вес сварочного трансформатора. На рис. 7 показано, как технология инвертора работает внутри источника питания.
Рисунок 7. Схема инверторной технологии
Инверсионная технология противоположна выпрямлению, процесс инверсии преобразует постоянный ток в переменный ток высокой частоты с использованием импульсного типа регулирования, состоящего в основном из транзисторных устройств.
Переключение токов выполняется на высоковольтной первичной входной стороне трансформатора, а не на более традиционной вторичной выходной стороне, как описано выше. На рисунке 7 показано, как высокое переменное напряжение поступает и преобразуется в постоянное, переключается на высокочастотный пульсирующий прямоугольный сигнал переменного тока, а затем «преобразуется» в низковольтный и сильноточный выпрямленный постоянный ток на выходе. Именно так многие сварочные аппараты сегодня используют эту инверторную технологию, которая снижает потребность в очень больших и тяжелых сварочных трансформаторах и, таким образом, значительно уменьшает размер и вес оборудования.
Эта технология также снижает количество энергии (электроэнергии), используемой инверторной технологией, по сравнению со старыми трансформаторно-выпрямительными машинами.
Билл Экклс, вице-президент PPC and Associates
Сборка аппарата для дуговой сварки из трансформаторов для микроволновых печей
Последние пару недель я потратил на сборку аппарата для дуговой сварки, намотав новые вторичные обмотки на два трансформатора для микроволновых печей (МОТ).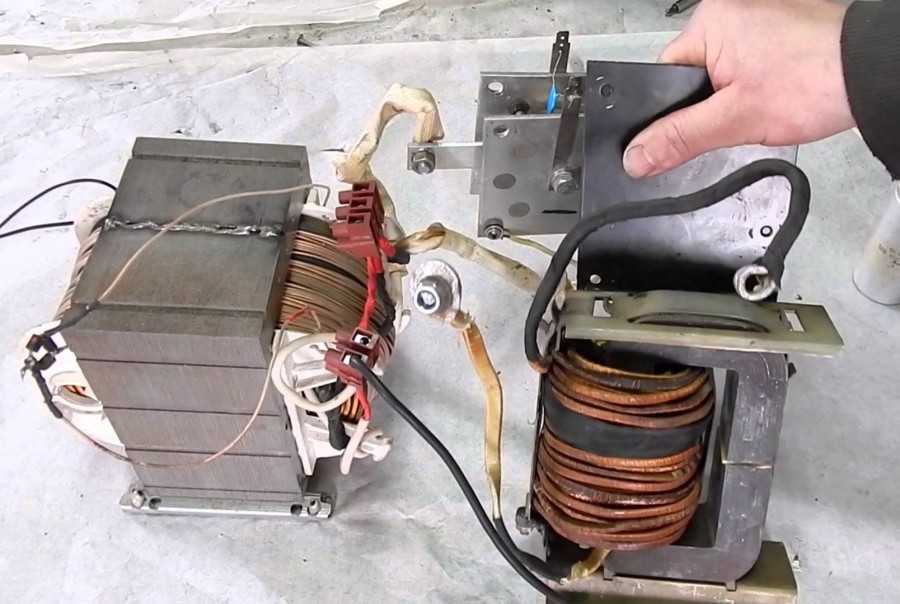 Один важный урок, который можно извлечь из всего этого, заключается в том, что трансформаторы большой мощности — это не то место, где работает метод «на х** это сойдет»; Я сорвал пару праймериз, так что в итоге пришлось искать свежие MOT и начинать заново.
Один важный урок, который можно извлечь из всего этого, заключается в том, что трансформаторы большой мощности — это не то место, где работает метод «на х** это сойдет»; Я сорвал пару праймериз, так что в итоге пришлось искать свежие MOT и начинать заново.
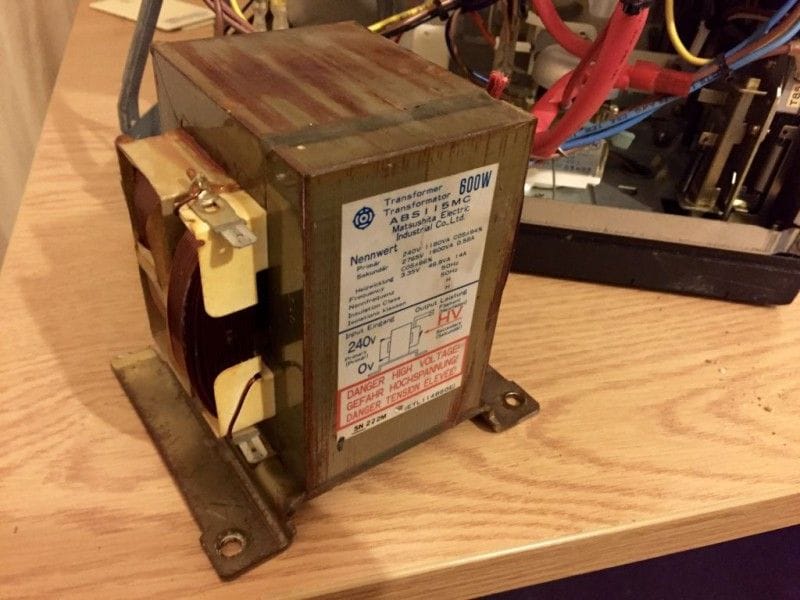
Первым делом нужно было найти два ТТ; чем больше, тем лучше, мощность в конечном итоге будет ограничена насыщением ядра. Дуговой сварочный аппарат, по сути, представляет собой понижающий трансформатор большой мощности; что-то вроде 20 А при 240 В входит, а затем преобразуется в что-то вроде 100 А при 50 В (минус потери). У меня уже были ядра MOT и первичные, все, что мне нужно было сделать, это удалить старые вторичные и добавить новые.
Сначала я разрезал сварные швы, соединяющие Е-образные детали с I-образными. Я использовал угловую шлифовальную машину, но ножовка должна работать; основные цвета собирались использовать повторно, поэтому я старался их не повредить. Чтобы облегчить отделение катушек от сердечников, я смягчил лак, нагревая трансформаторы в духовке при температуре около 200°C в течение примерно получаса. Как только лак смягчился, я сбил обмотки с помощью деревяшки и молотка; снова будьте осторожны, чтобы не повредить первичные компоненты. После того, как обмотки были сняты с сердечников, я немного очистил сердечники, сорвав старую изоляцию, а затем с помощью напильника удалил большую часть лака и сгладил то, что осталось.
Как только лак смягчился, я сбил обмотки с помощью деревяшки и молотка; снова будьте осторожны, чтобы не повредить первичные компоненты. После того, как обмотки были сняты с сердечников, я немного очистил сердечники, сорвав старую изоляцию, а затем с помощью напильника удалил большую часть лака и сгладил то, что осталось.
Теперь любой старый провод не выдержит 100А, поэтому я купил эмалированную медь прямоугольного сечения 3,81х2,54мм. Я измерил размер окон в сердечнике и решил, что 5 слоев по 5 витков в каждом будут лучшим способом разместить около 25 витков на каждом сердечнике. Даже с эмалированной медью и квадратным сечением вам нужно добавить не менее 20 % на несовершенную обмотку, иначе вы обнаружите, что ваша прекрасная новая катушка не подходит к сердечнику. Намотать медь такого размера можно и вручную, но требует приличного формирователя, некоторой силы и терпения. Я сделал каркас из кусочков МДФ, склеенных и обрезанных до такой же ширины, как центральная ножка сердечника.![]() Он длиннее сердечника как для того, чтобы можно было скруглить углы, так и для обеспечения лучшего обтекания трансформатора воздухом для улучшения охлаждения. Высота должна быть немного меньше, чем высота окон за вычетом высоты первичной обмотки, так как обмотки будут немного расширяться, когда вы снимаете их с первой. Чтобы облегчить снятие обмотки с каркаса, я обернул слой тонкой карты вокруг каркаса и приклеил его вместе (но не к каркасу) перед тем, как начать намотку.
Он длиннее сердечника как для того, чтобы можно было скруглить углы, так и для обеспечения лучшего обтекания трансформатора воздухом для улучшения охлаждения. Высота должна быть немного меньше, чем высота окон за вычетом высоты первичной обмотки, так как обмотки будут немного расширяться, когда вы снимаете их с первой. Чтобы облегчить снятие обмотки с каркаса, я обернул слой тонкой карты вокруг каркаса и приклеил его вместе (но не к каркасу) перед тем, как начать намотку.
Чтобы запустить катушку, нужно было просунуть конец меди через отверстие в каркасе и согнуть его, пока он не ляжет ровно вдоль конца каркаса. Медь достаточно жесткая, поэтому дальнейшее удержание не требуется.
Чтобы избежать деформации, мне пришлось изгибать медь в обратном направлении при каждом проходе. Я должен был быть осторожен, чтобы каждый проход аккуратно ложился на место, и чтобы все слегка беспорядочные начала каждого перекрытия находились вне ядра; мои первые несколько попыток с заболоченным формирователем и спешка вместо того, чтобы тратить мое время, тратили впустую и время, и медь (после того, как он был закален один раз, его нельзя сформировать снова без больших проблем).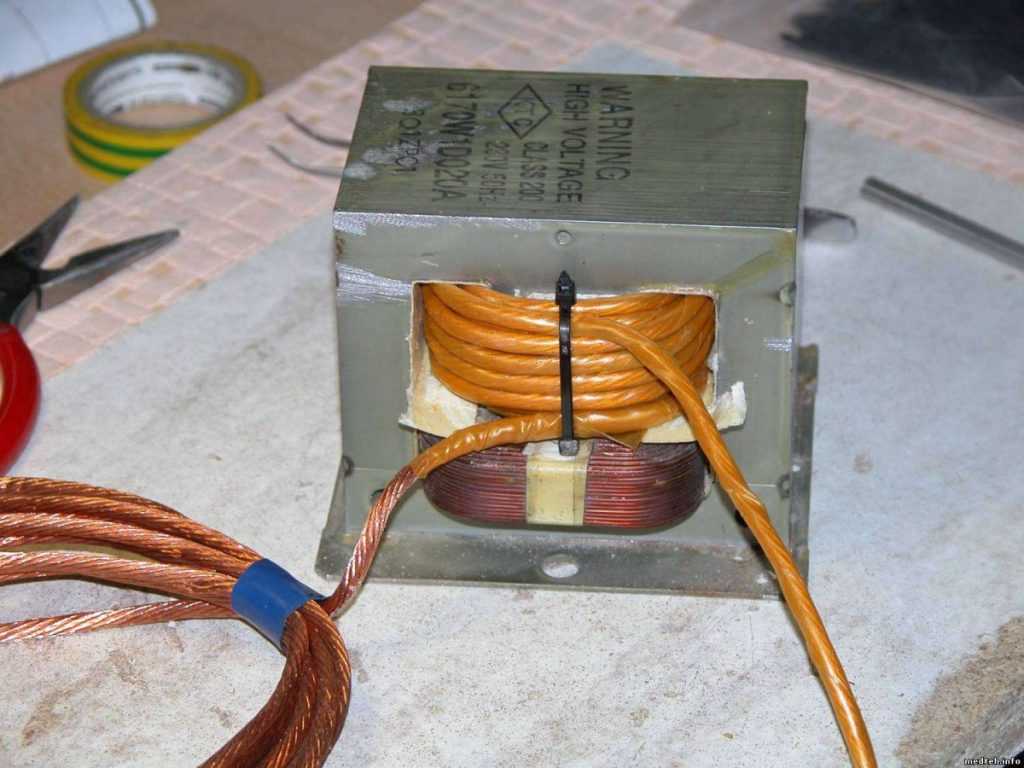
После того, как все 5 слоев были готовы, я наложил временную обертку ПВХ-лентой для защиты эмали, пока я вносил окончательные коррективы в размер; Я немного раздавил катушку, используя деревянные тиски, чтобы защитить катушку.
На этом этапе я обрезал лишнее по длине, припаял язычковые разъемы, снял ленту и соединил трансформаторы, используя пленку OHP в качестве временной изоляционной пленки.
Я соединил жилы G-образным зажимом, прикрепил кабель автомобильного аккумулятора на 135 А с зажимом заземления на одной части и держателем стержня на другой. Я подключил первичные обмотки параллельно, а вторичные последовательно, стараясь, чтобы выходы были в фазе. Сначала я попытался запитать его от одной вилки на 13 А, это перегорело предохранитель, как только я зажег дугу. После питания каждого трансформатора от отдельной розетки на 13А заработало! Хотя сварные швы не были фантастическими, они были ограничены в основном моей ужасной техникой сварки; тепла определенно было достаточно, чтобы получить разумное проникновение и расплавить стержни. Я немного увлекся и сварил до тех пор, пока вибрация не повредила изоляцию на одной первичной обмотке настолько, что непоправимо закоротило сердечник. Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный.
Я немного увлекся и сварил до тех пор, пока вибрация не повредила изоляцию на одной первичной обмотке настолько, что непоправимо закоротило сердечник. Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный.
К счастью, примерно через неделю мне удалось получить пару трансформаторов с сердечниками лишь немного больше, чем у оригиналов. Я немного расширил вторичные части, вставив внутрь пару кусочков дерева и вбивая между ними отвертки в качестве клиньев. На этот раз один трансформатор имел термовыключатель последовательно с первичной обмоткой; посмотрев на сгоревший трансформатор и подтвердив свою догадку, что первичная обмотка (которая питалась примерно в 4 раза больше предполагаемого тока) была точкой воспламенения, я прикрепил вырез к внутренней поверхности катушки. Я также обернул сердечники и катушки высокотемпературной каптоновой изоляционной лентой, чтобы избежать проблем с коротким замыканием, не вызывая другой опасности возгорания.
Я также обернул сердечники и катушки высокотемпературной каптоновой изоляционной лентой, чтобы избежать проблем с коротким замыканием, не вызывая другой опасности возгорания.
Собрал трансформаторы (снова закрепив жилы с помощью зажимов), поместил их на напарника, подключил, как и раньше, и добавил вентилятор для микроволновки.
Я зажег его и смог легко зажечь хорошую горячую дугу; Я быстро проверил это, сварив вместе несколько старых стальных пряжек, которые лежали у меня на полке. Сварка не очень красивая, но красивая и крепкая — молотком стучал, не ломается.
Затем я хотел посмотреть, насколько тонкую заготовку я смогу сварить; для этого я разработал идею швейцарского армейского чайника: чайник с набором отверток/шестигранных ключей/маленьких инструментов. Это быстро доказало, что без ограничения тока мой сварочный аппарат слишком мощный для сварки тонколистовой стали без продувки отверстий.
В нынешнем виде это куча компонентов, прикрепленных к напарнику, без контроля за тем, какие розетки я включаю. Это явно не готовый продукт, но вполне рабочий сварочный аппарат. В настоящее время список дел:
Это явно не готовый продукт, но вполне рабочий сварочный аппарат. В настоящее время список дел:
- Сварить жилы вместе; это уменьшит вибрацию сердечника и облегчит обращение с трансформаторами.
- Покрыть трансформаторы лаком; это улучшит изоляцию и уменьшит вибрацию обмоток.
- Регулируемый ограничитель тока; На данном этапе я думаю о катушке индуктивности с насыщаемым сердечником, построенной из другого сердечника МОЛ.
- Кейс; он не может вечно жить привязанным к товарищу по работе.
- Одинарная подача 13А; как только у меня будет ограничитель тока, можно будет работать при более низкой мощности от одной вилки на 13 А. У меня могла бы быть возможность добавить провод от чайника, чтобы дать дополнительную мощность для работы с более высокой мощностью.
- Принудительный рабочий цикл; в настоящее время сварочный аппарат можно использовать до тех пор, пока термовыключатель не отключит питание одной первичной обмотки при достижении температуры 160°C.
