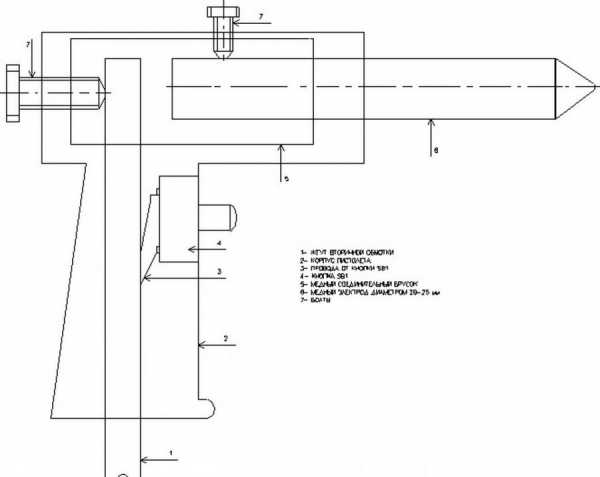
Как самостоятельно собрать импульсный сварочный аппарат. Как собрать сварочный аппарат
Как сделать сварочный аппарат. Самодельные сварочные аппараты
Самодельный сварочный трансформатор
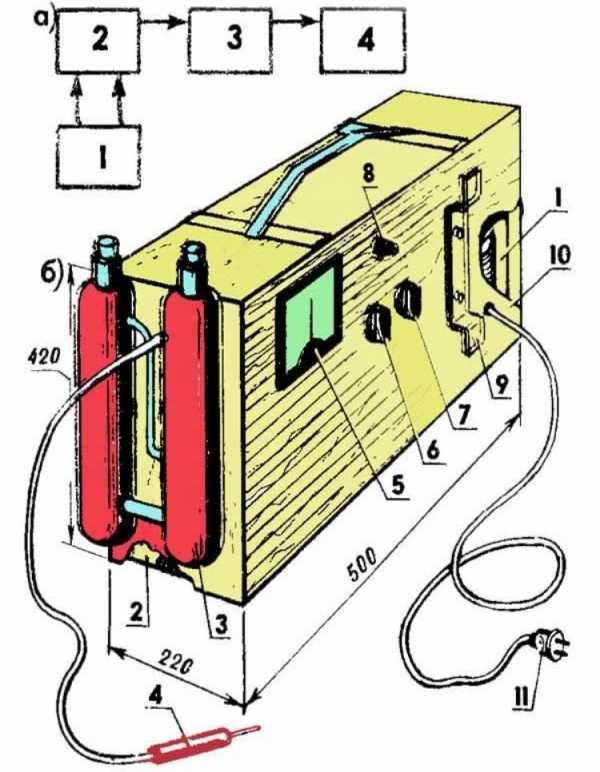
Многие конструкции в быту (в гараже, на даче, дома и т.д.) тяжело построить без внедрения сварки, в особенности электродуговой. В текущее время на прилавках магазинов появилось огромное количество электросварочных аппаратов как ввезенного, так и русского производства. Отличные аппараты стоят дорого, а более дешевенькие не всегда обеспечивают качество сварочных работ. В предлагаемой статье хотелось бы поделиться некоторыми соображениями в главном практического характера по конструированию любительских сварочных аппаратов (С.А.) на базе анализа ранее опубликованных материалов. Это поможет не только в самостоятельном изготовлении любительского С.А., да и при выборе и покупке уже готовых сварочных аппаратов.
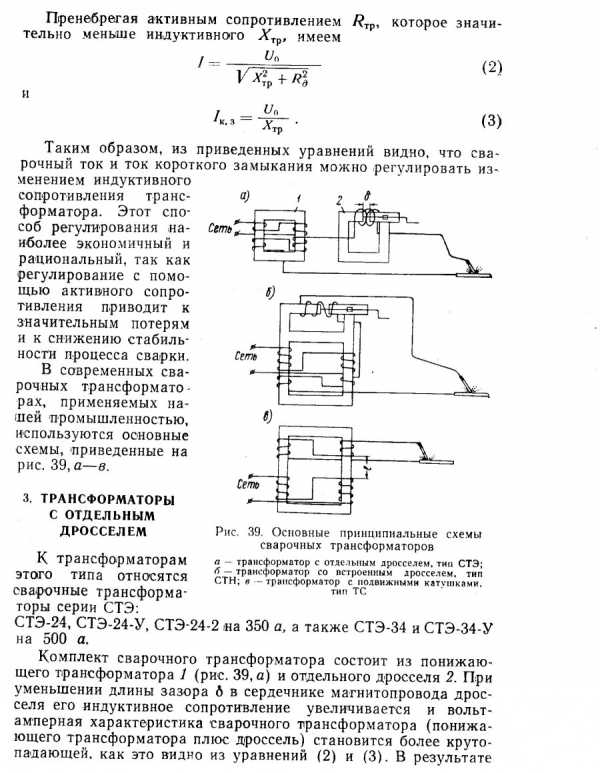
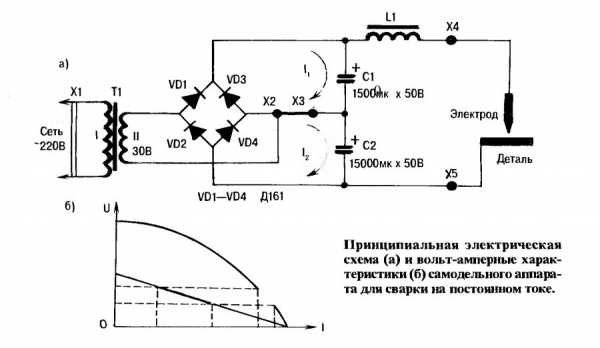
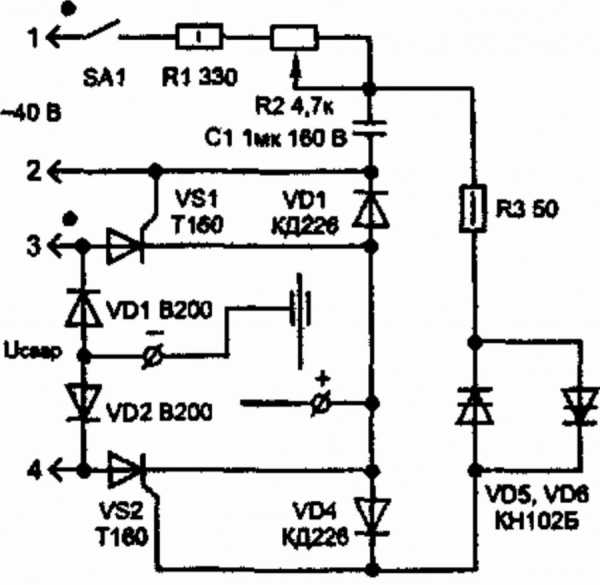
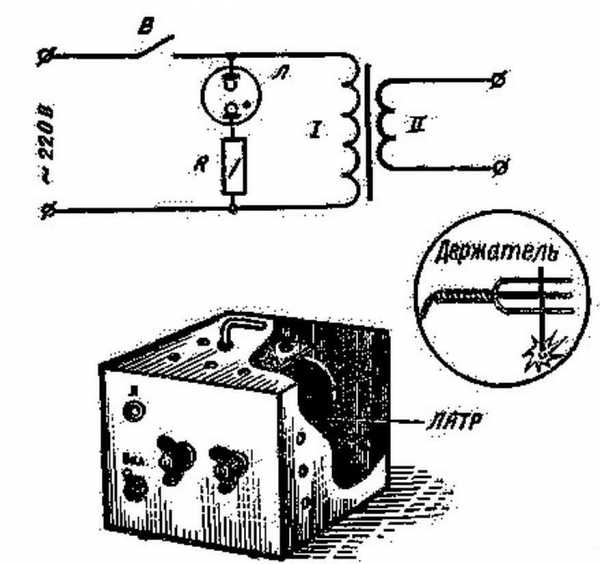
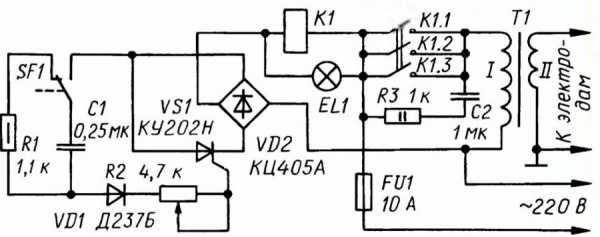
Сварочные аппараты бывают постоянного и переменного тока. С.А. постоянного тока применяются при сварке на малых токах тонколистового металла (кровельная сталь, автомобильная и т.д.). Сварочная дуга на постоянном токе более устойчива, вероятна сварка на прямой и оборотной полярности. На постоянном токе можно варить электродной проволокой без обмазки и электродами, созданными для сварки как на постоянном токе, так и на переменном. Для придания стойкости горения дуги на малых токах лучше иметь завышенное напряжение холостого хода Uxx сварочной обмотки (до 70 — 75 В). Для выпрямления переменного тока используются простые «мостовые» выпрямители на мощных диодах с радиаторами охлаждения (рис. 1). Для сглаживания пульсаций напряжения один из выводов С.А. подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 – 15 витков медной шины сечением S = 35 мм2 намотанной на любом сердечнике, к примеру от магнитного пускателя. Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с внедрением мощных управляемых тиристоров. Одна из возможных схем на тиристорах типа Т161 (Т160) приведена в статье А.Чернова «И зарядит и приварит» (Моделист-конструктор, 1994, № 9). Достоинства регуляторов постоянного тока — в их универсальности. Спектр конфигурации ими напряжений составляет 0,1-0,9 Uxx. что позволяет использовать их не только лишь для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных частей и других целей.
Рис. 1
Рис. 1. Мостовой выпрямитель для сварочного аппарата. Показано подключение С.А. для сварки тонколистового металла на “оборотной” полярности — “+” на электроде, “-” на свариваемой детали U2: — выходное переменное напряжение сварочного аппарата
Сварочные аппараты переменного тока используются при сварке электродами, поперечник которых более 1,6 – 2 мм, а толщина свариваемых изделий — более 1,5 мм. При всем этом ток сварки большой (10-ки ампер) и дуга пылает довольно стабильно. Используются электроды, созданные для сварки лишь на переменном токе. Для обычной работы сварочного аппарата нужно:
1.Обеспечить выходное напряжение для надежного зажигания дуги. Для любительского С.А. Uxx = 60 – 65в. Более высокое выходное напряжение холостого хода не рекомендуется, что связано в основном с обеспечением безопасности работы (Uxx промышленных сварочных аппаратов — до 70 – 75 В).
2.Обеспечить напряжение сварки U св нужное для устойчивого горения дуги. Зависимо от поперечника электрода — Uсв =18 – 24в.
3.Обеспечить номинальный сварочный ток Iсв = (30 – 40) dэ, где Iсв— величина сварочного тока, А; 30 – 40 — коэффициент, зависящий от типа и поперечника электрода; dэ — поперечник электрода, мм.
4.Ограничить ток короткого замыкания Iкз, величина которого не должна превышать номинальный сварочный ток более чем на 30 – 35%.
Устойчивое горение дуги может быть в этом случае, если сварочный аппарат будет владеть падающей наружной характеристикой, которая определяет зависимость меж силой тока и напряжением в сварочной цепи (рис. 2).
Сварочный аппарат указывает, что для грубого (ступенчатого) перекрытия спектра сварочных токов нужна коммутация как первичных обмоток, так и вторичных (что конструктивно более трудно из-за большого протекающего в ней тока). Не считая того, для плавной конфигурации тока сварки в границах избранного спектра употребляются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к понижению тока сварки. Конструируя любительский С.А. не следует стремиться к полному перекрытию спектра сварочных токов. Целесообразно на первом шаге собрать сварочный аппарат для работы с электродами поперечником 2 – 4 мм, а на втором шаге, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, главные из которых последующие: относительная компактность и маленький вес; достаточная длительность работы (более 5 – 7 электродов dэ = 3 – 4 мм) от сети 220в. Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а повышение продолжительности работы — благодаря использованию стали с высочайшей магнитной проницаемостью и термостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная базы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их производства.
Рис. 2
Рис. 2. Падающая наружная черта сварочного аппарата: 1 — семейство характеристик для разных диапазонов сварки; Iсв2, Iсвз, Iсв4 — спектры токов сварки для электродов поперечником 2, 3 и 4 мм соответственно; Uxx— напряжение холостого хода СА. Iкз – ток короткого замыкания; Ucв -диапазон напряжений сварки (18 – 24 В)
Рис. 3. Магнитопровод стержневого типа: а — пластинки Г-образной формы; б — пластинки П-образной формы; в — пластинки из полос трансформаторной стали; S =axb — площадь поперечного сечения сердечника (керна), см2 с, d — размеры окна, см
Рис. 3
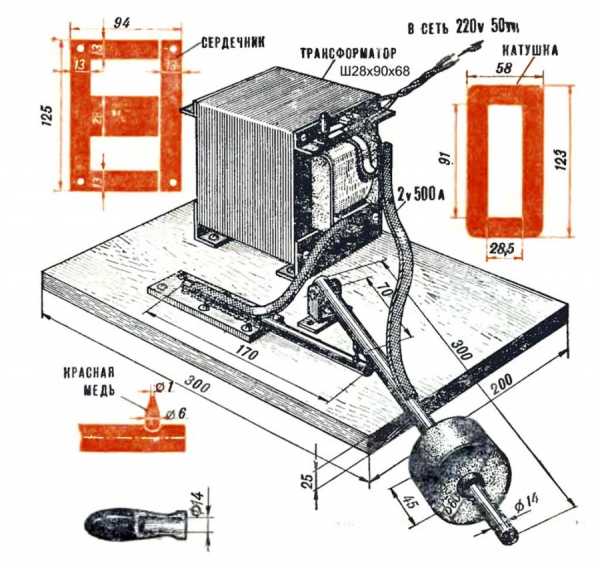
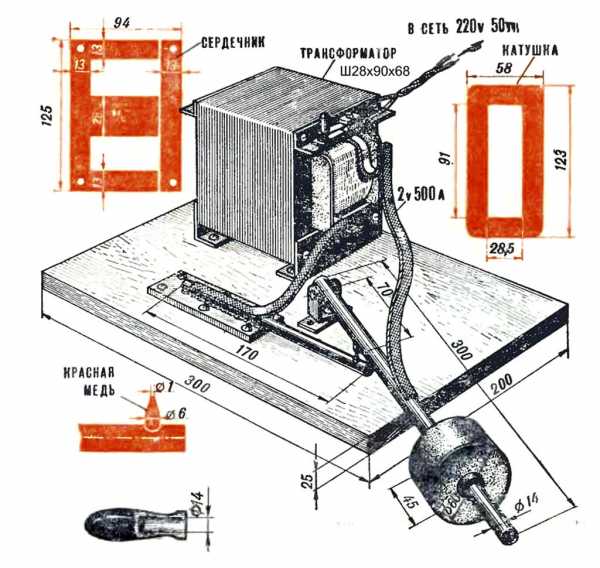
Итак, выбор типа сердечника. Для производства сварочных аппаратов употребляют в основном магнитопроводы стержневого типа, так как в исполнении они более технологичны. Сердечник набирают из пластинок электротехнической стали любой конфигурации толщиной 0,35- 0,55 мм, стянутых шпильками, изолированными от сердечника (рис. 3). При подборе сердечника необходимо учесть размеры “окна”, чтоб поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см2. Как показывает практика, не следует выбирать минимальные значения S = 25 – 35 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и доброкачественную сварку получить будет трудно. Ну и перегрев сварочного аппарата после кратковременной работы также неизбежен. Сечение сердечника должно составлять S = 45 – 55 см2. Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые владеют более высочайшими электротехническими чертами, приблизительно в 4 – 5 раз выше, чем у стержневого, а электропотери невелики. Трудовые затраты на их изготовку более значительны и связаны сначала с размещением обмоток на торе и сложностью самой намотки. Но при правильном подходе они дают отличные результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Примером может служить сердечник из автотрансформатора «Латр» на 9 А. Для роста внутреннего диаметра тора («окна») с внутренней стороны отматывают часть металлической ленты и наматывают на внешнюю сторону сердечника. Но, как указывает практика, одного «Латра» недостаточно для производства высококачественного С.А. (не достаточно сечение S). Даже после работы с 1 – 2 электродами диаметром 3 мм он перегревается. Может быть использование 2-ух схожих сердечников по схеме, описанной в статье Б.Соколова «Сварочный малыш» (Сам, 1993, № 1), либо изготовка 1-го сердечника методом перемотки двух (рис. 4).
Рис. 4
Рис. 4. Магнитопровод тороидального типа: 1.2 — сердечник автотрансформатора до и после перемотки; 3 конструкция С.А. на базе 2-ух тороидальных сердечников; W11W12 — сетевые обмотки, включенные параллельно; W2 — сварочная обмотка; S =axb — площадь поперечного сечения сердечника, см2 , с, d— внутренний и наружный поперечники тора, см; 4 — электронная схема С.А. на базе 2-ух состыкованных тороидальных сердечников
Особенного внимания заслуживают любительские С.А. сделанные на базе статоров асинхронных трехфазных электродвигателей большой мощности (более 10 кВт). Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластинки статора не полностью соответствуют характеристикам электротехнической трансформаторной стали, потому уменьшать сечение S менее 40 – 45 см нецелесообразно.
Статор высвобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, зачищают внутреннюю поверхность ратфилем либо абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток.
Выбор обмоток. Для первичных (сетевых) обмоток лучше использовать специальный медный обмоточный провод в х.б. (стеклотканевой) изоляции. Удовлетворительной теплостойкостью владеют также провода в резиновой либо резинотканевой изоляции. Неприменимы для работы при завышенной температуре (а это уже закладывается в конструкцию любительского С.А.) провода в полихлорвиниловой (ПХВ) изоляции из-за вероятного ее расплавления, вытекания из обмоток и их короткого замыкания. Потому полихлорвиниловую изоляцию с проводов необходимо или снять и обмотать провода по всей длине х.б. изоляционной лентой, или не снимать, а обмотать провод поверх изоляции. Вероятен и другой проверенный на практике метод намотки. Но об этом ниже.
При подборе сечения обмоточных проводов с учетом специфичности работы С.А. (периодический) допускаем плотность тока 5 А/мм2. При токе сварки 130 – 160 А (электрод dэ = 4 мм) мощность вторичной обмотки составит Р2 =Iсв х 160×24 = 3,5 – 4 кВт, мощность первичной обмотки с учетом утрат составит порядка 5— 5,5 кВт, а как следует, наибольший ток первичной обмотки может достигать 25 А. Следовательно, сечение провода первичной обмотки S1должно быть более 5 – 6 мм. На практике лучше использовать провод сечением 6 – 7 мм2 Или это прямоугольная шина, или медный обмоточный провод поперечником (без изоляции) 2,6 – 3мм. (Расчет по известной формуле S = пиR2где S — площадь круга, мм2 пи = 3,1428; R — радиус круга, мм.) При недостающем сечении 1-го провода вероятна намотка в два. При использовании дюралевого провода его сечение нужно прирастить в 1,6 – 1,7 раза. Можно ли уменьшить сечение провода сетевой обмотки? Да, можно. Но при этом С.А. растеряет требуемый запас мощности, будет греться быстрее, ну и рекомендуемое сечение керна S = 45 – 55 см в данном случае будет необоснованно велико. Число витков первичной обмотки W1 определяется из последующего соотношения: W1 = [(30 — 50):S] х U1где 30-50 – неизменный коэффициент; S — сечение керна, см2 , W1 = 240 витков с отводами от 165, 190 и 215 витков, т.е. через каждые 25 витков.
Большее количество отводов сетевой обмотки, как указывает практика, нецелесообразно. И вот почему. За счет уменьшения числа витков первичной обмотки возрастает как мощность С.А. так и Uxx, что приводит к увеличению напряжения горения дуги и ухудшению качества сварки. Как следует, только изменением числа витков первичной обмотки достигнуть перекрытия спектра сварочных токов без ухудшения свойства сварки нельзя. Для этого нужно предусмотреть переключение витков вторичной (сварочной) обмотки W2.
Вторичная обмотка W2 должна содержать 65 — 70 витков медной изолированной шины сечением более 25 мм (лучше сечением 35 мм ). Полностью подойдет и гибкий многожильный провод (например, сварочный) и трехфазный силовой многожильный кабель. Главное, сечение силовой обмотки не должно быть меньше требуемого, а изоляция — теплостойкой и надежной. При недостающем сечении провода вероятна намотка в два и даже в три провода. При использовании дюралевого провода его сечение необходимо увеличить в 1,6 – 1,7 раза.
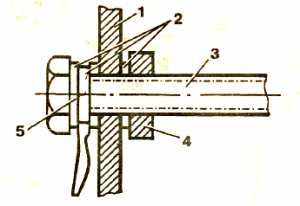
Рис. 5
Рис. 5. Крепление выводов обмоток СА: 1 — корпус СА; 2 — шайбы; 3 — клеммный болт; 4 — гайка; 5 — медный наконечник с проводом
Трудность приобретения переключателей на большие токи, ну и практика показывают, что более просто выводы сварочной обмотки завести через медные наконечники под клеммные болты диаметром 8 – 10 мм (рис. 5). Медные наконечники изготавливают из медных трубок подходящего поперечника длиной 25 – 30 мм и укрепляют на проводах опрессовкой и, лучше, пропайкой. Особо остановимся на порядке намотки обмоток. Общие правила:
1.Намотка должна выполняться по изолированному керну и всегда в одном направлении (к примеру, по часовой стрелке).
2.Каждый слой обмотки изолируют слоем х.б. изоляции (стеклоткани, электрокартона, кальки), лучше с пропиткой бакелитовым лаком.
3.Выводы обмоток залуживают, маркируют, закрепляют х.б. тесьмой, на выводы сетевой обмотки дополнительно надевают х.б. кембрик.
4.В случае колебаний в качестве изоляции намотку можно проводить с использованием х/б шнура вроде бы в два провода (создатель использовал х.б. нить для рыболовства). После намотки 1-го слоя обмотку с х.б. нитью фиксируют клеем, лаком и т.д. и после высыхания наматывают последующий ряд.
Разсмотрим порядок расположения обмоток на магнитопроводе стержневого типа. Сетевую обмотку можно расположить 2-мя основными методами. Первый метод позволяет получить более «жесткий» режим сварки. Сетевая обмотка в данном случае состоит из 2-ух одинаковых обмоток W1W2 расположенных на различных сторонах сердечника, соединенных поочередно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток изготовлены отводы, которые попарно замыкаются (рис. 6а,в).
2-ой метод предусматривает намотку первичной (сетевой) обмотки на одной из сторон сердечника (рис. 6 в,г). В этом случае сварочный аппарат обладает крутопадающей характеристикой, варит «мягко», длина дуги меньше оказывает влияние на величину сварочного тока, а как следует, и на качество сварки. После намотки первичной обмотки СА нужно проверить на наличие короткозамкнутых витков и корректность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4 – 6А). Если предохранитель сгорает либо очень нагревается — это очевидный признак короткозамкнутого витка. Как следует, первичную обмотку придется перемотать, обратив повышенное внимание на качество изоляции.
Рис. 6
Рис. 6. Методы намотки обмоток СА на сердечнике стержневого типа: а – сетевая обмотка на 2-ух сторонах сердечника; б — соответствующая ей вторичная (сварочная) обмотка, включенная встречно-параллельно; в — сетевая обмотка на одной стороне сердечника; г — соответственная ей вторичная обмотка, включенная поочередно
Если сварочный аппарат очень гудит, а потребляемый ток превосходит 2 – 3 А, то это значит, что число первичной обмотки занижено и нужно подмотать еще некое количество витков. Исправный СА потребляет ток холостого хода менее 1 – 1,5 А, не нагревается и гудит не громко. Вторичную обмотку СА всегда наматывают на 2-ух сторонах сердечника. Для первого метода намотки вторичная обмотка также состоит из 2-ух схожих половин, включенных для увеличения устойчивости горения дуги (рис. 6) встречно-параллельно, а сечение провода можно взять несколько меньше — 15 – 20 мм2 .
Для второго метода намотки основная сварочная обмотка W21 наматывается на свободной от обмоток стороне сердечника и составляет 60 — 65% от общего числа витков вторичной обмотки. Она служит в главном для поджига дуги, а во время сварки, за счет резкого роста магнитного потока рассеивания, напряжение на ней падает на 80 — 90%. Дополнительная сварочная обмотка W22 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых границах напряжение сварки, а как следует, и сварочный ток. Напряжение на ней падает в режиме сварки на 20 — 25% относительно напряжения холостого хода. После производства С.А нужно провести его настройку и проверку качества сварки электродами различного диаметра. Процесс опции заключается в последующем. Для измерения сварочного тока и напряжения нужно приобрести два электроизмерительных прибора — амперметр переменного тока на 180 — 200 А и вольтметр переменного тока на 70 – 80в.
Рис. 7
Рис. 7. Методы намотки обмоток СА на сердечнике тороидального типа: 1.2 — равномерная и секционная намотка обмоток соответственно: а — сетевая б — силовая
Рис. 8. Схема подключения измерительных устройств
Рис. 8
Схема их подключения показана на рис. 8. При сварке разными электродами снимают значения тока сварки — Iсв и напряжения сварки Uсв которые должны быть в требуемых границах. Если сварочный ток мал, что бывает в большинстве случаев (электрод липнет, дуга неуравновешенная), то в данном случае или переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их роста) в сторону роста числа витков, намотанных поверх сетевой обмотки. После сварки можно сделать разлом либо распиливание кромок свариваемых изделий, и сходу станет ясно качество сварки: глубина провара и толщина наплавленного слоя металла. По результатам измерений полезно составить таблицу.
Исходя из данных таблицы, выбирают рациональные режимы сварки для электродов различного поперечника, помня о том, что при сварке электродами, к примеру, поперечником 3 мм, электродами поперечником 2 мм можно резать, т.к. ток резки больше сварочного на 30 — 25%. Трудность покупки измерительных устройств, рекомендованных выше, заставила прибегнуть к изготовлению измерительной схемы (рис. 9) на базе более распространенного миллиамперметра постоянного тока на 1—10 мА. Она состоит из измерителей напряжения и тока, собранных по мостовой схеме.
Рис 9
Рис. 9. Принципная схема измерителей напряжения и тока сварки и конструкция трансформатора тока
Измеритель напряжения подключают к выходной (сварочной) обмотке С.А. Настройку производят при помощи любого тестера, которым держут под контролем выходное напряжение сварки. С помощью переменного сопротивления R.3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении Uxx Шкала измерителя напряжения довольно линейна. Для большей точности можно снять две — три контрольные точки и проградуировать измерительный прибор на измерение напряжений.
Более трудно настроить измеритель тока, так как он подключается к самостоятельно сделанному трансформатору тока. Последний представляет собой сердечник тороидального типа с 2-мя обмотками. Размеры сердечника (наружный поперечник 35—40 мм) принципиального значения не имеют, главное, чтоб уместились обмотки. Материал сердечника — трансформаторная сталь, пермаллой либо феррит. Вторичная обмотка состоит из 600 — 700 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО поперечником 0,2 – 0,25 мм и подключена к измерителю тока. Первичная обмотка — это силовой провод, проходящий снутри кольца и подключаемый к клемному болту (рис. 9). Настройка измерителя тока заключается в последующем. К силовой (сварочной) обмотке С.А. подключают калиброванное сопротивление из толстой нихромовой проволоки на 1 – 2 сек (очень нагревается) и определяют напряжение на выходе С.А. По закону Ома определяют ток, протекающий в сварочной обмотке. К примеру, при подключении Rн = 0,2ом Uвых = 30в.
Отмечают точку на шкале прибора. 3-х – 4 измерений с различными RH достаточно, чтоб откалибровать измеритель тока. После калибровки приборы устанавливают на корпус С.А, пользуясь общепринятыми советами. При сварке в разных критериях (мощная либо слаботочная сеть, длинный либо короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают С.А. на лучший режим сварки, и дальше тумблер можно установить в нейтральное положение. Несколько слов о контактно-точечной сварке. К конструированию С.А. данного типа предъявляется ряд специфичных требований:
1. Мощность, отдаваемая в момент сварки, должна быть наибольшей, но менее 5—5,5 кВт. В данном случае потребляемый из сети ток не превзойдет 25 А.
2. Режим сварки должен быть «жестким», а как следует, намотка обмоток С.А. должна проводиться по первому варианту.
3. Токи, протекающие в сварочной обмотке, добиваются значений 1500—2000 А и выше. Как следует, напряжение сварки должно быть менее 2—2,5в, а напряжение холостого хода — 6—10в.
4. Сечение проводов первичной обмотки более 6—7 мм , а сечение вторичной обмотки более 200 мм Добиваются такового сечения проводов методом намотки 4—6 обмоток и их следующего параллельного соединения.
5. Дополнительных отводов от первичной и вторичной обмоток делать нецелесообразно.
6. Число витков первичной обмотки можно взять мало расчетное в связи с кратковременностью работы С.А.
7. Сечение сердечника (керна) наименее 45—50 см брать не рекомендуется.
8. Сварочные наконечники и подводные кабели к ним должны быть медными и пропускать надлежащие токи (диаметр наконечников 12—14 мм).
Особенный класс любительских С.А. представляют аппараты, сделанные на базе промышленных осветительных и других трансформаторов (2—3 фазных) на выходное напряжение 36 в и мощностью более 2,5—3 кВт. Но до того как браться за переделку, нужно измерить сечение керна которое должно быть более 25 см , и поперечники первичной и вторичной обмоток. Вам сходу станет ясно, чего можно ожидать от переделки данного трансформатора.
И в заключение несколько технологических советов.
Подключение сварочного аппарата к сети должно выполняться проводом сечением 6—7 мм через автомат на ток 25 — 50 А, к примеру АП-50. Диаметр электрода зависимо от толщины свариваемого металла можно избрать исходя из последующего соотношения: da= (1—1,5)L, где L— толщина свариваемого металла, мм. Длина дуги выбирается зависимо от поперечника электрода и в среднем равна 0,5—1,1 d3. Рекомендуется делать сварку короткой дугой 2—3 мм, напряжение которой равно 18—24 В. Повышение длины дуги приводит к нарушению стабильности ее горения, увеличению утрат на угар и разбрызгиванию, понижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик зависимо от марки и толщины металла.
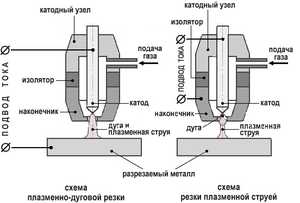
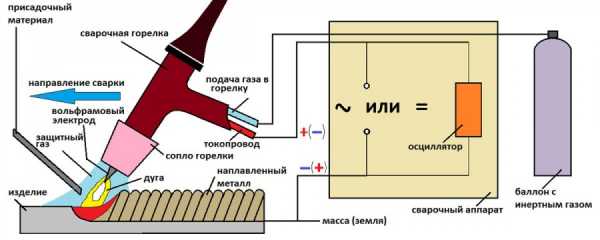
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтоб на детали выделялось наименьшее количество тепла, к примеру при сварке тонколистовых конструкций, применяют сварку на оборотной полярности (рис. 1). В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При всем этом не только лишь обеспечивается наименьший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла. Сварочные провода присоединяют к СА через медные наконечники под клеммные болты с внешней стороны корпуса сварочного аппарата. Плохие контактные соединения понижают мощностные свойства СА, усугубляют качество сварки и могут вызвать их перегрев и даже возгорание проводов. При маленький длине сварочных проводов (4—6 м) сечение их должно быть более 25 мм. При выполнении сварочных работ необходимо соблюдать правила пожарной и электробезопасности при работе с электроприборами. Сварочные работы следует вести в специальной маске с защитным стеклом марки С5 (на токи до 150—160 А) и рукавицах. Все переключения СА выполнять только после отключения сварочного аппарата от сети.
elektrica.info
Сварочный аппарат своими руками - 90 фото как сделать надежное устройство
В строительных, монтажных и ремонтных работах применяется сварочный аппарат. Обычно конструкция приобретается в готовом виде, но можно сделать её и самому. В этом случае происходит значительная экономия денежных средств. Более того, этот процесс способен увлечь тех, кто любит заниматься изготовлением чего-то нового.

Краткое содержимое статьи:
Соединения, электроды и обмотки
Для того чтобы собрать сварочный аппарат своими руками, необходимо определиться со схемой, на основе которой и будет проведена работа. Еще до начала основных работ стоит продумать, как будет питаться агрегат. Если напряжение большее, то использование аппарата может навредить здоровью человека.
Обычно для питания оборудования используют однофазную сеть в 220 В. В этом случае необходимо использование добавочной обмотки (специального балласта), с помощью которой осуществляется регулирование периодически изменяющегося электрического тока в период сварки.
До сборки сварочного инвертора своими руками необходимо приобретение:
- Трансформаторного магнитопровода.
- Выносных конденсаторных приспособлений.
- Переключателя режимов сварки.
- Нескольких видов обмоток (первичных, вторичных, добавочных).
- Регуляторных приспособлений, которые помогают установить оптимальный сварочный режим.
- Специальных датчиков тепла.
- Приспособления, которое звуками оповещает об оптимальном режиме работы.

Зачем использовать бетон
До того, как сделать инверторный сварочный аппарат своими руками, необходимо изготовить корпус. Он изготавливается из специально приготовленного бетона, отличающегося большой степенью пластичности. Этот материал способен быстро застыть и стать нужной формы.

Из мелкозернистого песка и цемента в определённых пропорциях изготовляется корпус. Следует взять 75 процентов песка, 20 процентов цемента. Помимо этих компонентов, необходимо добавить равное количество клея ПВА и стекловаты. Иногда клей заменяют водорастворимым латексным материалом.

Начинающие мастера считают, что агрегат своими руками достаточно легко собрать, в сравнении с созданием его корпуса. При последовательной работе конструкция собирается довольно быстро.

Корпус должен быть толщиной от 1 см. Проводят очистку сварочного аппарата с последующей его просушкой, после чего начинают изготавливать корпус. Дождавшись застывания бетона, проводят наружную обработку агрегата с помощью органического мономера.
Чтобы справиться с этой задачей, специалисты рекомендуют воспользоваться стиролом или метилметакрилатом. Они помогают выполнить термическую обработку поверхности устройства. В этой ситуации следует применить температуру выше 70 градусов по шкале Цельсия.

В результате мономерной полимеризации на поверхности корпуса агрегата образуется водонепроницаемый слой. Именно он защищает поверхность конструкция от влияния окружающей среды.

Простая конструкция
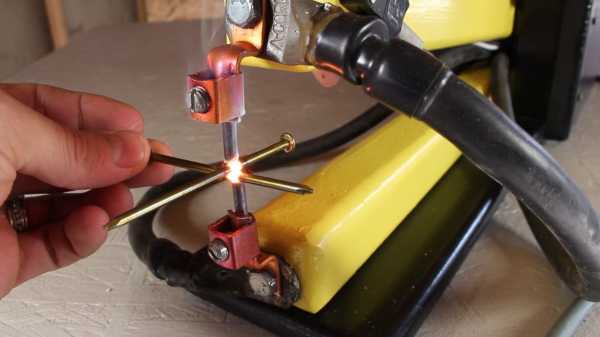
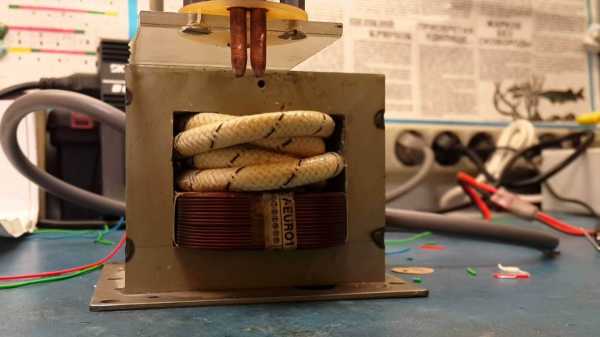
Для компоновки сварочного аппарата можно использовать неисправную бытовую технику. К примеру, можно воспользоваться вышедшей из строя микроволновой печью. Вместе с ней следует взять электропроводку, хомутики, деревянные детали и наконечники.

Взяв все эти компоненты можно за короткий срок даже при минимальных познаниях в области техники изготовить конструкцию аппарата для проведения точечных сварочных работ.

Детали внутри агрегата закрепляются саморезами, шайбами или скобами соответствующих размеров. Оптимально использование исправного трансформатора сломавшейся микроволновой печи, из которого своими руками изготавливается оборудование.

Процесс сборки
Начинают работу с удаления вторичной обмотки с трансформатора. Эта операция требует аккуратности. Она проводится угловым шлифовальным станком.

Далее проводят удаление с поверхности вторичной обмотки пластинчатого сердечника. После проведения операции на трансформаторе можно обнаружить отрезанные с двух сторон части. С их помощью работа будет более качественной. В идеале необходимо проследить, чтобы изолирующий слой на сердечнике был без каких-то дефектов.
Потом проводится крепление магнитного шунта. При его нормальном функционировании осуществляется работа сварочного аппарата, сделанного своими руками. Затем перематывают трансформатор, применяя толстый провод из медного материала. При повреждении сердечника необходим его ремонт. Если дефект минимальный, то участок изолируют.
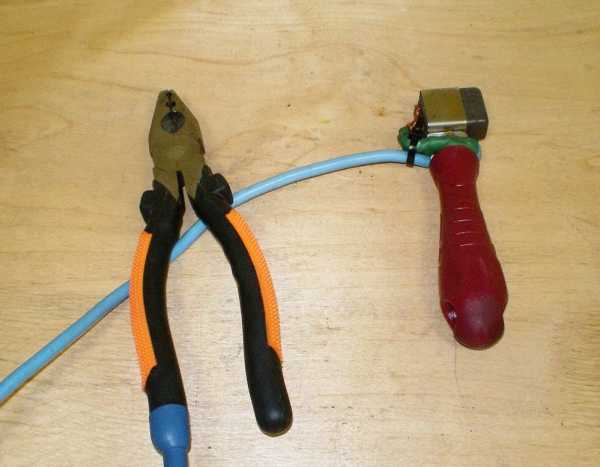
На следующем этапе необходимо на деревянный брусок посадить трансформатор, закрепив верх и низ рабочей станции скобами. Если электроды прикреплены качественно, то лучше будет работать агрегат. При наличии дефектов в контактах сварить элементы будет сложно.

Фиксация электродов на верхней и нижней части бруска проводится саморезами. Потом к ним подсоединяют обмоточные провода. Необходимо правильно закрепить медные клеммы, воспользовавшись плоскогубцами, что обычно очень сложно для начинающих мастеров. Конструкция готова. Затем необходимо проверить, можно ли с помощью агрегата сварить что-либо, при этом важно следовать правилам техники безопасности.
Обычно собрать сварочный аппарат не представляет труда даже для тех людей, которые имеют минимальные познания в технике. Для этого можно воспользоваться пошаговой инструкцией с фото на всех этапах, которых существует большое количество на просторах Интернета.

Фото сварочных аппаратов своими руками





















electrikmaster.ru
Самодельный сварочный инвертор своими руками — собираем из доступных деталей
Март 17, 2017
Сделать инвертор самостоятельно реально, даже при отсутствии глубоких познаний в области электротехники, электроники. Для этого всего лишь нужно разобрать принцип работы подобного устройства, четко придерживаться готовой схемы. Если заняться изготовлением самодельного сварочного аппарата, который практически не будет уступать по техническим характеристикам заводскому аналогу, можно очень хорошо сэкономить.
Не стоит сомневаться, что сварочный агрегат, изготовленный самостоятельно, будет эффективно работать. Устройство, собранное по самой простой схеме, будет позволять варить электродами 3,0-5,0 мм, с длиной дуги – 1 см.
Подбираем конструкцию инвертора
- Ненужный компьютерный блок может быть корпусом установки.
- Комплектация сварочного инвертора своими руками неоригинальна, напоминает большинство прочих самодельных конструкций. Многие элементы можно заменить аналогами. При наличии основных деталей конструкции можно рассчитать оптимальные параметры корпуса и начать его изготовление.
- Подойдут готовые радиаторы от старых приборов, например, блоков питания ПК. Но их можно изготовить и самостоятельно, если есть под рукой шина из алюминия, толщина которой составляет от 2 до 4 мм, а ширина больше 3 см. Можно задействовать вентилятор от какого-либо старого прибора.
- Все детали больших размеров рекомендуется первоначально разложить на плоскости, чтобы можно было наглядно определить возможности соединения согласно схеме.
- Далее нужно определиться с местом под вентилятор. Он не должен гнать горячий поток воздуха от одних элементов устройства к иным. Если в данной ситуации присутствуют сложности, тогда можно воспользоваться несколькими вентиляторами одновременно, которые будут работать на вытяжку. Цена кулеров, их масса незначительны, но зато надежность агрегата в целом существенно увеличится.
- Основные элементы конструкции самодельного сварочного полуавтомата, отличающиеся большими размерами и массой – это дроссель и трансформатор. Рекомендуется их размещать по краям (симметрично друг другу) или по центру. То есть их масса не должна перетягивать аппарат в одну из сторон. К примеру, работать с установкой, подвешенной на ремне через плечо сварщика достаточно неудобно, когда она постоянно будет сползать в одном направлении.
- После того как все детали из сварочного инвертора расставлены по своим местам, необходимо определиться с параметрами днища для агрегата, вырезать из подручного материала, который обязательно должен быть неэлектропроводящий. Чаще всего для этих целей применяется стеклотекстолит, гетинакс. Если же данного материала нет, тогда подойдет обычная древесина, предварительно обработанная влагостойкими, противопожарными растворами. Крайний вариант даже отличается некоторыми достоинствами.
- Компонентами крепежа обычно являются шурупы, что упрощает, удешевляет сборку изделия.
Самодельная сварка: материалы для изготовления, основные характеристики
После сборки полуавтоматического сварочного инвертора по стандартной несложной электрической схеме, вы станете обладателем эффективной установки со следующими эксплуатационными характеристиками:
- напряжение – 220В;
- ток на входе – 32А, на выходе – 250А.
В схему сварочного оборудования с подобными техническими показателями входят следующие детали:
- блок питания;
- блок силовой;
- драйверы силовых ключей.
Перед тем как собирать самодельный сварочный аппарат, рекомендуется подготовить все компоненты по схеме, инструмент для выполнения сборки. Для такой самоделки понадобятся:
- нож;
- комплект отверток;
- ножовка по металлу;
- проволока, полосы из меди;
- паяльник для соединения деталей электронных схем;
- металлический лист малой толщины:
- резьбовые компоненты крепежа;
- компоненты для формирования электронных схем;
- текстолит;
- термобумага;
- слюда;
- стеклоткань.
 Для применения в домашних условиях изготавливают чаще инверторы, которые функционируют от стандартной электросети (220В). Если существует потребность, то можно также собрать аппарат, который будет функционировать от трехфазной электросети (380В). Инверторы подобного типа отличаются собственными преимуществами, одним из которых можно обозначить довольно высокий КПД в отличие от однофазных изделий.
Для применения в домашних условиях изготавливают чаще инверторы, которые функционируют от стандартной электросети (220В). Если существует потребность, то можно также собрать аппарат, который будет функционировать от трехфазной электросети (380В). Инверторы подобного типа отличаются собственными преимуществами, одним из которых можно обозначить довольно высокий КПД в отличие от однофазных изделий.
Намотка трансформатора
Чтобы произвести намотку трансформатора понадобиться полоска из меди: толщина – 0,3 мм, ширина – 40 мм. Проволока из меди подходит для высокого нагрева. Термопрослойку можно выполнить из бумаги, используемой для кассовых аппаратов, или ксероксной. Но второй вариант хуже, бумага не достаточно прочная, может порваться.
Лакоткань – оптимальный доступный изоляционный материал, желательно использовать минимум слой. Для электрической безопасности устройства можно поместить в обмотки пластины из текстолита. Напряжение зависимо от качества выполненной изоляции между обмотками. Длины полос из бумаги должно хватать для полного перекрытия периметра обмотки и еще должен быть запас – минимум 2 см.
Запрещено использовать толстую проволоку, так как работа инверторного сварочного аппарата основана на высокочастотных токах. Если взять такой провод, то его сердцевина при работе задействоваться не будет. В результате может произойти перегрев трансформатора.
Для того чтобы не допустить подобного эффекта, рекомендуется брать проводник минимальной толщины, большей площади. Поверхность подобного типа не перегреется, является эффективным проводником.
При выполнении вторичной обмотки рекомендовано использовать 3 полоски из меди, отделяемые между собой фторопластовой пластинкой. И снова выполняется термическая прослойка из бумажной кассовой ленты. Недостаток этой бумаги – темнеет после нагревания, но остается прочной на разрыв.Вместо полоски из меди можно также использовать проволоку ПЭВ – диаметр не более 0,7 мм. Такой провод имеет большое количество жил – это его основное достоинство. Но подобный вариант обмотки намного хуже, чем медный, провода подобного типа обладают значительными воздушными просеками, из-за чего плохо стыкуются.
При использовании ПЭВ конструкция полуавтомата из инвертора имеет четыре обмотки (используется ПЭВ диаметром – 0,3 мм):
- первичная обмотка – 100 витков;
- 1-я вторичная обмотка – 15 витков;
- 2-я вторичная обмотка – 15 витков;
- 3-я вторичная обмотка – 20 витков.
Обязательно необходим вентилятор охлаждения трансформатора и всей конструкции. Для этих целей прекрасно подойдет кулер системного блока (220В, 0,15А).
Охлаждение
Силовые компоненты схемы самодельного сварочного инвертора, изготовленного самостоятельно, значительно нагреваются. Это может способствовать быстрой поломке. Чтобы не допустить их перегревания, кроме радиаторов охлаждения для блоков, нужно дополнительно устанавливать вентиляторы.
При наличии вентилятора большой мощности, можно обойтись только им. При этом поток холодного воздуха необходимо направлять на силовой трансформатор. При использовании вентиляторов небольшой мощности, к примеру, от старых ПК, их нужно около шести, три из которых будут охлаждать трансформатор.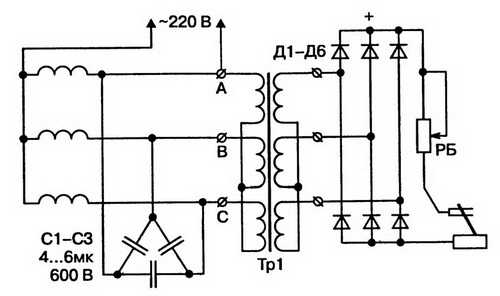 Также, чтобы не допускать перегревания сварочного аппарата своими руками, рекомендуется устанавливать на наиболее нагревающийся радиатор температурный датчик, который при достижении максимально допустимой температуры подаст сигнал на автоматическое отключение.
Также, чтобы не допускать перегревания сварочного аппарата своими руками, рекомендуется устанавливать на наиболее нагревающийся радиатор температурный датчик, который при достижении максимально допустимой температуры подаст сигнал на автоматическое отключение.
Для эффективной работы вентиляционной системы в корпусе сварочного агрегата необходимо правильно установить воздухозаборники, решетки которых не должны быть перекрыты.
Настройка
Самодельный сварочный инвертор собрать несложно, и для этого не требуются значительные капиталовложения. Но выполнить его настройку без привлечения специалиста проблематично. Как сделать и настроить самодельный инвертор самостоятельно?
Инструкция
- Необходимо предварительно на плату сварочного агрегата подать напряжение. Блок станет издавать характерный писк. Сетевое напряжение также нужно подать на вентилятор охлаждения, который не допустит перегрева деталей, и агрегат будет стабильней работать.
- Когда силовые конденсаторы получили достаточную зарядку, необходимо замкнуть токоограничивающий резистор (проверяется работа реле, на резисторе должно быть нулевое напряжение).
Важно – если сварку подключить без токоограничивающего резистора, возможен взрыв!
- Использование подобного типа резистора существенно снижает скачки тока в момент подключения сварки к сети 220В.
- Наш инструмент вырабатывает ток более 100А. Данный параметр зависит от конкретно применяемой схемы, а вычислить его можно с помощью осциллографа.
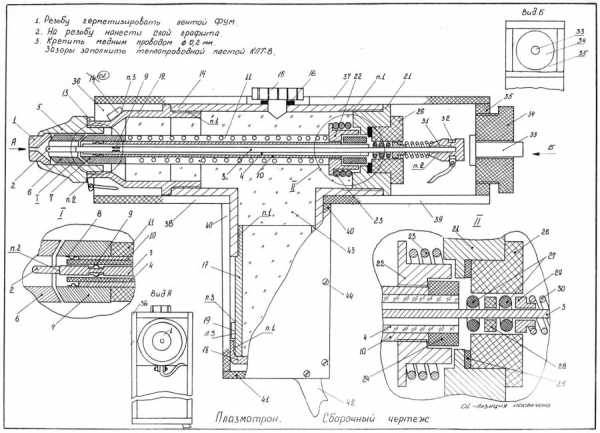
- Проверка режима сварки на блоке управления самодельного плазмореза. Для этого нужно подсоединить к выходу усилителя оптрона вольтметр. Для устройств незначительной мощности среднее амплитудное напряжение должно быть порядка 15В.
- Далее нужно проверить выходной мост на правильность его сборки. Для этого подается от подходящего блока питания напряжение 16В на вход агрегата. Блок на холостом ходу потребляет ток порядка 100 мА, что стоит учесть при выполнении контрольных замеров.
- Работу своего самодельного инвертора можно сравнить с работой промышленного. На обеих обмотках осциллографом измеряется соответствие друг другу импульсов.
- Далее нужно проконтролировать работу сварочного устройства с подсоединенными силовыми конденсаторами. Необходимо поменять напряжение с 16В на 220В, подсоединяя инвертор напрямую к электросети. С помощью осциллографа, подсоединенного к выходным транзисторам, наблюдаем за формой сигнала, ее соответствие испытаниям на минимальном напряжении.
Инвертор для сварки является достаточно востребованным агрегатом в любой сфере деятельности: на производстве, в домашних условиях. А благодаря использованию встроенного регулятора, выпрямителя тока сварочный агрегат инверторного типа позволит добиться наиболее эффективных результатов сварки, если их сравнивать с результатами аналогичных работ с использованием стандартных сварочных агрегатов, на которых установлены трансформаторы из стали электротехнической.
Вывод
Сборка самодельного аппарата для точечной сварки не представляет особой сложности. Если для этого нет достаточного опыта, то можно всегда обратиться к специалистам за дополнительной консультацией. Но в результате можно собрать агрегат с дополнительными функциями, которых лишены заводские аналоги, и существенно сэкономить денежные средства.
electrod.biz
Что нужно для того, чтобы правильно собрать сварочный аппарат, можно ли сделать сварочный аппарат своими руками.
Для сборки аппарата сварочного своими руками одного желания будет недостаточно, а если быть точным — маловато. Поэтому естественным образом в голову закрадывается мысль,
«А можно ли вообще собрать аппарат сварочный самостоятельно?». Можно и даже нужно!
Что необходимо для сборки сварочного аппарата
Для сборки сварочного инвертора своими руками первоначально необходимо определиться с электрической схемой, которая будет соответствовать необходимым рабочим параметрам аппарата.

Схема выбирается на основании параметров тока сварочного и комплектующих, из которых планируется собрать сварочный аппарат. Напомним, что максимальный уровень сварочного тока для сварочных аппаратов, может быть задан в рабочем интервале от 40 до 130 А.Мощность сварочного тока в данном случае позволит производить сварку деталей электродом 3 мм. В качестве схемы и элементной базы для сварочного аппарата рекомендуется использовать радиодетали советского производства: диоды, тиристоры, резисторы, транзисторы, конденсаторы, дроссели, а также «не пробитые» готовые трансформаторы.

Как показывает практика, отработанные и проверенные веками схемы не будут в дальнейшем нуждаться в сложной регулировке и настройке стендовым оборудованием.

Не помешает также полистать журналы «Радиолюбитель» за 60-е годы, где доступно, а главное правдиво изложены основы знаний по электротехнике для жаждущих и поклонников радиоэлектроники.
Если рассмотреть сборку сварочного инвертора фабричного изготовления «Made in China», ценой до 500 у.е., то можно обнаружить знакомые со времен эпохи СССР электронные элементы. Ах, вот откуда «дровишки»!
Позаимствованная однажды схема была взята на вооружение китайскими специалистами, которые наладили серийное производство сварочных аппаратов. Так почему бы не собрать сварочный инвертор своими руками, приобретя за копейки необходимые элементы.
Из каких элементов должен состоять сварочный аппарат
Сварочный аппарат предназначен для работы с электродами до 4-5 мм и обладает значительным запасом по току.Основные технические характеристики аппарата сварочного:• максимальный рабочий ток от 220 до 250 А• питанием является бытовая электросеть 220 В• наличие тока холостого хода до 30 А• управление током сварки от 30 до 220 А.

Сварочный аппарат, который собирается своими руками, должен состоять из блока питания и собственно электронного блока. Конструкцию электронного блока необходимо продумать, учитывая размеры и схему крепления и установки выходного трансформатора, а также охлаждающих элементов.
Конструктивно сварочный аппарат, собираемый самостоятельно, состоит из блоков:• блока питания• блока выпрямителя• блока инвертора
блок питания
Основным элементом блока питания сварочного инвертора является трансформатор трехфазный с двумя обмотками. Рекомендуется производить соединение первичных обмоток на магнитопроводе по типу «звезда» или «треугольник». Такие типы соединения применяют для устройства в случае его питания от сети потребителя напряжением 220/380 В.

Если планируется подключение устройства к однофазной сети 220 В., применяют соединение обмоток крайних стержней магнитопровода параллельно-встречным соединением.Схему соединения вторичной обмотки необходимо фиксировать в разомкнутый «треугольник». Для ручной намотки значение витков обмоток трансформатора является расчетным.
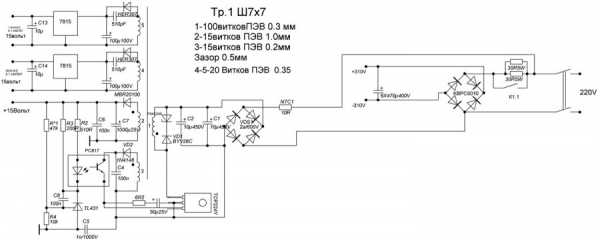
Так, например для блока питания, рассчитанного на источник тока 250 А, будет применена схема, в которой:• для первичной обмотки трансформатора, который формируется самостоятельно, первичная обмотка будет состоять из 100 витков провода ПЭВ сечением 0,3 мм.• для вторичной обмотки 2 будет задействовано 15 витков провода сечением 1 мм.• для вторичной обмотки 3 будут использованы 15 витков ПЭВ сечением 0,2 мм.• для вторичной обмотки 4 и 5 используют 20 витков провода сечением 0,35 мм.
Намотка трансформатора осуществляется на ферритовый сердечник Ш7х7 или 8х8.Конструкция и блок питания, включая трансформатор должны находится в определенном температурном режима, поэтому необходимо предусмотреть наличие вентилятора 220 В на 0,13 А. Для этих целей можно использовать вентиляторы от старых РС Pentium 4.
принцип действия инверторной схемы
Согласно схеме работоспособность инвертора сварочного осуществляется от сети 220 В, начиная с выпрямления сглаживающими конденсаторами.
Затем полученный импульс подается на транзисторные ключи, осуществляющие передачу постоянного напряжения в высокочастотное переменное. Высокочастотное переменное напряжение подается на трансформатор ферритовый.Таким образом, основными этапами преобразования энергии в инверторе являются:• выпрямление входного переменного напряжения сети 220 В• преобразование напряжения постоянного в высокочастотное переменное• понижение напряжения высокочастотного• выпрямление пониженного напряжения.

блок выпрямителя
Инверторная схема состоит из мощных транзисторов-ключей, переключающихся с частотой до 80 кГц. Чтобы транзисторы заработали, необходимо подать постоянное напряжение, полученное с выпрямителя. В качестве выпрямителей в схеме сварочного инвертора выступает диодный мост, сигнал который сглаживается фильтрами конденсаторами.
Так осуществляется основная ступень преобразования входного напряжения. Транзисторы переключаются на частоте до 80 кГц, поэтому работа понижающего трансформатора осуществляется на такой же частоте.
Необходимо напомнить, что на конденсаторах фильтра напряжение превосходит напряжение с выходом диодного моста в 1,41 раза. После прохождения диодного моста пульсирующее напряжение 220В будет накоплено конденсаторами по формуле: 220В х 1,41 = 310,2 В.

Ограничение рабочего напряжения в 250 В позволит получить 350 В на выходе фильтра, что и требовалось получить. Благодаря высокой частоте можно уменьшить вес и габариты трансформатора.На плате блока выпрямителя предусмотрено место установки реле промежуточного и вентилятора охлаждения.
Сборка сварочного инвертора
Корпус сварочного инвертора может быть изготовлен из тонкой листовой стали, текстолита или винипласта. Отлично, если в хозяйстве домашнего Мастера имеется готовый корпус от какого-либо прибора.

Произведите компоновку основных собранных блоков инвертора и закрепите их. На лицевую сторону корпуса необходимо установить светодиодный индикатор и тумблер для включения, а также переменное сопротивление для регулировки мощности сварочного тока.

На корпусе должны быть также расположены зажимы для кабелей сварочных.
svouimirukami.ru
Как собрать простой сварочный аппарат в домашних условиях
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.

Краткое содержимое статьи:
Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.
Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.

Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.

Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.

Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.

Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.

Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.

Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, — его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет. Проще работать начинающим сварщикам.

Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.

Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.

Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях






















Помогите сайту, поделитесь в соцсетях ;)
instrumentgid.ru
Как самостоятельно собрать импульсный сварочный аппарат
Функциональный и надёжный сварочный аппарат своими руками собрать не слишком сложно. Понадобятся элементарные навыки обращения с паяльником, умение читать электрические схемы. Впрочем, с помощью подробной инструкции даже новичок в состоянии сделать все необходимые действия правильно.

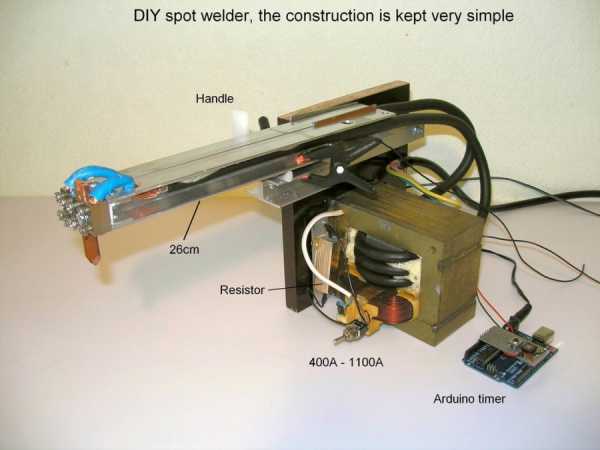
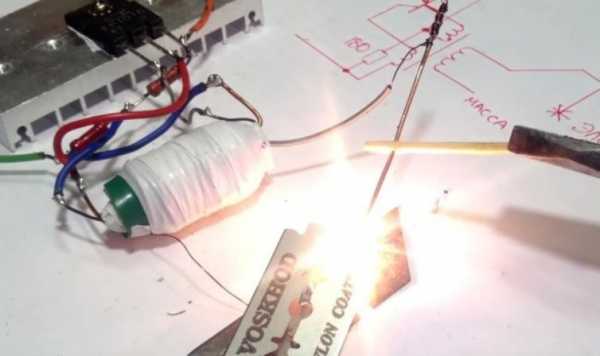
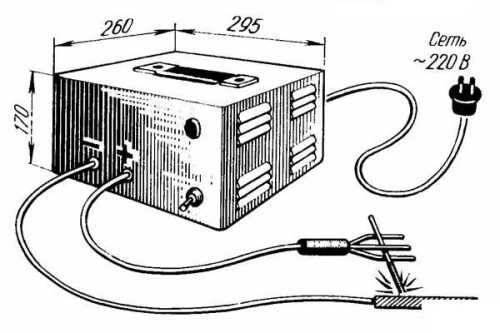
Компактный сварочный аппарат, созданный своими руками
Преимущества и особенности
С помощью сварки можно быстро создавать надёжные соединения металлических деталей, поэтому такая технология часто используется на практике.
Используя соответствующее оборудование, ремонтируют автомобили и садовую технику, восстанавливают целостность повреждённых конструкций и возводят новые сооружения. Наличие дома сварочного аппарата позволит не обращаться к дорогим услугам профессионалов. Но приобретение стандартного изделия в магазине сопряжено с достаточно большими затратами.

Сварочный аппарат фабричного производства
Если сделать сварочный аппарат дома самому, получится не только сэкономить. Личный подбор комплектующих, контроль выполнения рабочих операций, тщательная проверка – всё это обеспечит безупречное качество, ничем не уступающее фабричным аналогам. При возникновении неисправностей будет нетрудно восстановить функциональное состояние сварочного аппарата, без обращения в ремонтную мастерскую. Остаётся только правильно выбрать схему.
По многим параметрам предпочтительнее импульсный сварочный аппарат. Он вполне соответствует категории «мини», из-за компактных размеров.
Если собрать лёгкий и прочный корпус, оснастить его ремнём, то можно будет удерживать сварочный аппарат на плече в процессе сварки. Наиболее совершенные модели в состоянии дать ток 160-180 А, при маленьком весе. Аналогичный сварочный аппарат, собранный по «классической» схеме в несколько раз больше. Он весит от 12 кг и более.
Необходимый результат получают с помощью следующих преобразований:
- Ток из стандартной сети (220 V, 50-60 Гц) выпрямляется.
- Чтобы устранить паразитные пульсации используют фильтр.
- Далее с помощью транзисторов, выполняющих функции коммутаторов, ток преобразуется в переменный.
- Следующий этап, снижение напряжения, позволяет получить на выходе сварочного аппарата сильный ток, достаточный для сварочных процедур.
Чтобы упростить задачу, из состава оборудования исключают специальный механизм, который в автоматическом режиме обеспечивает подачу проволоки.
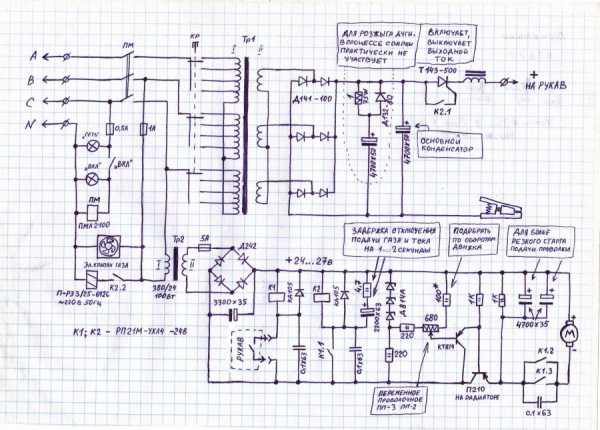
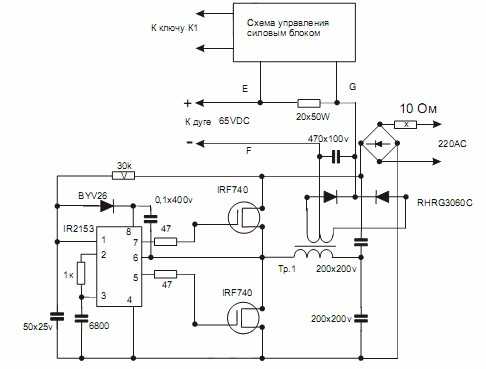
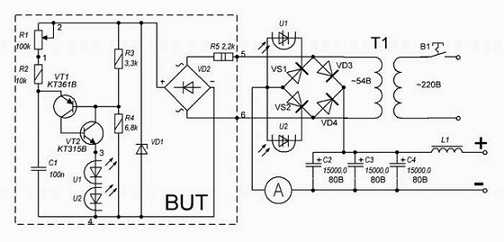
Следующая принципиальная схема сварочного аппарата нужна для создания в домашних условиях блока питания.
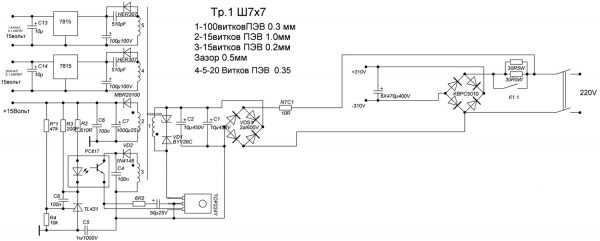
Схема блока питания, применяемая в домашних условиях
Чтобы трансформатор получился компактный и достаточно мощный, его наматывают на Ш-образном ферритовом сердечнике стандартным проводом ПЭВ.
Данные, которые обеспечат стабильность параметров сварочного аппарата
| Первичная | 100 | 0,3 |
| Вторичная №2 | 15 | 1 |
| Вторичная №3 | 15 | 0,2 |
| Вторичная №4 | 20 | 0,35 |
| Вторичная №5 | 20 | 0,35 |
Блок питания собран из стандартных деталей с применением типовых схемотехнических решений. Элементы крепят на плате из текстолита. Параметры единственного нестандартного изделия (трансформатора) приведены выше в таблице. При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
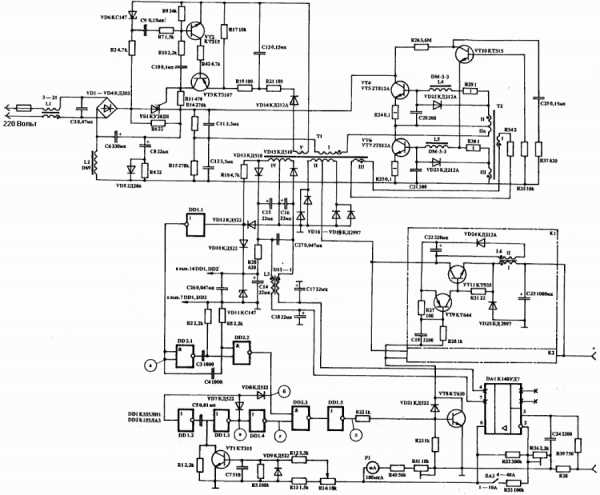
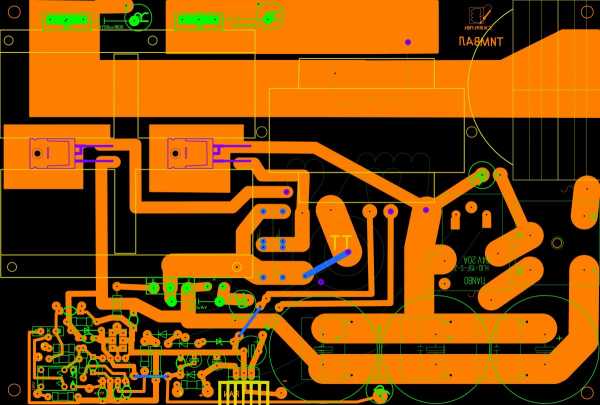
На рисунке ниже приведена принципиальная схема основного блока.
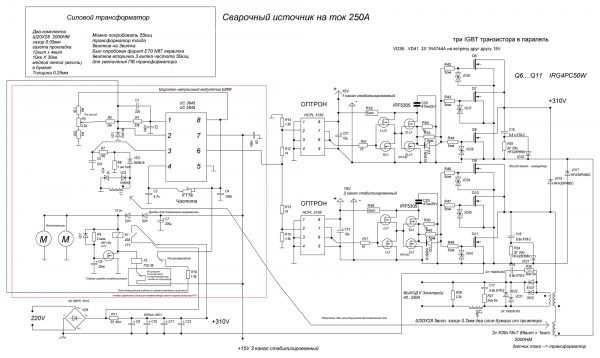
Импульсный сварочный аппарат – принципиальная схема
Особенности, которые нужно учитывать в процессе сборки основного блока сварочного аппарата дома:
- Если использовать стандартные данные, то выходная частота сварочного аппарата получится около 41-42 кГц. Чтобы повысить её на 8-10 кГц, можно сделать иное количество витков во вторичной обмотке трансформатора.
- Для намотки трансформатора сварочного аппарата используют широкие (40 мм) полоски из меди толщиной 0,3 мм. Их изолируют специальной промасленной бумагой. Такое решение применено с целью блокировки поверхностных токов. При высокой частоте они смещаются из центра проводника, что не позволяет использовать его оптимальным образом.
Дополнительной проблемой является одновременный сильный нагрев сварочного аппарата. Приходится существенно увеличивать слой изоляции, чтобы предотвратить пробой.
- Вторичная обмотка создаётся из медных полос, которые разделяют предварительно слоем плёнки, изготовленной из фторопласта. Этот материал устойчив к нагреву и обладает отличными изоляционными характеристиками.
- Несколько проще сделать вторичную обмотку трансформатора сварочного аппарата из многожильных проводов с диаметром жил от 0,4 до 0,6 мм. Такой вариант хуже. Между проводниками останутся промежутки воздуха, то есть участки с низким коэффициентом теплопередачи. Итоговая площадь обмотки (в сечении) получится гораздо больше.
Параметры изделий сварочного аппарата, которые необходимо собрать
| Основной трансформатор | Ш20 х 28, феррит, 2000 нм | 12 и 4 витка, общая площадь сечений 10 и 30 мм. кв. соответственно |
| Дроссель (L2 на принципиальной схеме) | Ш20 х 28, феррит, 2000 нм | Пять витков, площадь сечения – 24 мм. кв. |
| Трансформатор токовый | Кольца ферритовые (2 шт.) 30 х 18 х 7 | Первичная – провод, проведённый через кольцо. Вторичная обмотка из провода 0,5 мм в диаметре, 86 витков. |
Мини-аппарат
При свободном расположении элементов на платах сварочного аппарата теплоотвод будет достаточным для нормального функционирования большинства деталей.
Хорошие условия для длительного сохранения работоспособности будут получены только при выполнении следующих условий:
- Для сборки силового моста используют два радиатора.
- Диоды сварочного аппарата HFA (25 и 30) можно изолировать типовыми прокладками из слюды.
- IRG4PC50W нагреваются сильнее, поэтому их крепят специальным составом ТС-10 или аналогом. Выполнять эту операцию будет удобнее, если приобрести термопасту в специальном шприце. Это приспособление пригодится для точного дозирования.
- В некоторых ситуациях импульсы тока способны создать резонансные колебания. Чтобы исключить такие явления сделать надо небольшую модернизацию стандартной схемы сварочного аппарата. Например, можно вставить сборку из конденсаторов между питанием 300 V и точкой соединения диодов моста.
- При покупке конденсаторов С15 (16) сварочного аппарата следует тщательно выбрать качественные изделия, созданные ответственными производителями. Затраты не будут чрезмерные. Но такая предусмотрительность снизит вероятность появления паразитных резонансных помех. Эти же конденсаторы, функционирующие полноценно, улучшат показатели производительности транзисторных ключей.
- Чтобы охлаждение сварочного аппарата было эффективным, помимо достаточного количества отверстий в корпусе, пригодится монтаж 2-3 вентиляторов.

Вентилятор, который применяется для охлаждения блока питания компьютера
Настройка и проверка мини-аппарата
Точное соблюдение инструкций поможет без ошибок собрать и настроить импульсный сварочный аппарат («мини») в домашних условиях:
- Начинают с подачи питающего напряжения на широтно-импульсный модулятор.
- Проверяют срабатывание реле сварочного аппарата К1 при полном заряде конденсаторного блока С9- С12. Эта цепь замыкает резистор R11, что снижает амплитуду скачка тока, когда аппарат включается. В нормальном состоянии реле срабатывает в интервале от 1 до 11 с., когда на ШИМ подано 15 V.
- На выходе этой платы проверяют наличие импульсов прямоугольной формы. Здесь понадобится осциллограф. Его можно взять в аренду, если нет планов последующего применения измерительной аппаратуры.

Как выглядит двухканальный осциллограф
- Далее надо посмотреть, какое напряжение на затворах транзисторов сварочного аппарата. Нормальный уровень будет в интервале от 15,9 до 16,1 V. Ниже – возможно. Превышение – недопустимо.
- В режиме холостого хода проверяется работа выпрямительного моста. Нужно, чтобы ток потребления не был больше 95 мА. Для этой операции используют напряжение 14-16 V.
- Чтобы убедиться в том, что фазы импульсов в обмотках соответствуют норме, также понадобится осциллограф. Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать.
- Далее проверяют форму сигналов на выходе ключевых транзисторов сварочного аппарата. Максимальная амплитуда не должна превышать 325-335 V. Осциллограф подключается к эмиттеру и коллектору. На диодный мост подают питание через нагрузку. Её имитируют стандартной лампой накаливания мощностью 200 Вт. Частоту широтно-импульсного модулятора предварительно настраивают на 54 кГц. Это можно сделать с помощью осциллографа.
- Предыдущий пункт – предварительная настройка сварочного аппарата. После получения нужных параметров снижают медленно частоту модулятора до момента, пока на нижней половине импульса не образуется изгиб. Это свидетельство того, что трансформатор перенасыщен. На этом уровне фиксируют частоту. Её делят на два, полученное значение складывают с первичным параметром. Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора).
- В этом режиме замеряют ток потребления диодного моста сварочного аппарата. Он должен быть в пределах диапазона 140-160 мА. При пробое обмоток ток через нагрузку увеличится, контрольная лампа накаливания будет ярко светить.
- На выходе аппарата создают индуктивную нагрузку. Для этого подсоединяют проводник длиной 2-2,5 м.
- Увеличивают проверочную нагрузку сварочного аппарата с помощью потребителя большой мощности. Подойдёт обычный бытовой электрический чайник с нагревательным элементом более 2 кВт. При замкнутом выходе аппарата проверят напряжение на нижнем ключе диодного моста. Оно должно быть менее 360 V (амплитуда сигнала проверяется с помощью осциллографа).
- В этом же режиме прислушиваются. Если зафиксирован шум, проверяют правильность фазировки датчика тока сварочного аппарата (кольцо на ферритовых сердечниках).
- Источниками помех могут быть: дроссель L2, силовые провода, основной трансформатор. Их компенсировать можно изменением расстояний, или установкой специальных экранов. Чувствительные элементы, воспринимающие электромагнитные колебания, это модулятор и оптроны.
- Далее увеличивают ток, изменяя сопротивление резистором R Контролируют расширение импульса на нижнем транзисторном ключе сварочного аппарата. Когда достигнуто максимальное значение, амплитуда не должна превышать 540 V.
- Предыдущую процедуру повторяют, отключив нагрузку. В том и другом случае контролируется отсутствие шумов.
После завершения перечисленных выше действий приступают к практическим испытаниям сварочного аппарата. Время рабочих операций увеличивают постепенно. Проверяют температуру радиаторов и силового трансформатора.
Видео
Сделать дома сварочный аппарат можно. Для этого необходимо точно воспроизвести технологии, описанные в статье. Нужно внимательно относиться ко всем этапам процесса, тщательно выполнять настройку. Эту принципиальную схему можно модернизировать, изменяя рабочую частоту и некоторые другие параметры. Чтобы аппаратом было удобно пользоваться, необходимо продумать конструкцию наплечных ремней, обеспечить хорошую устойчивость оборудования на поверхности.
Оцените статью:elquanta.ru
Как сделать самому сварочный аппарат в домашних условиях
Без сварочного аппарата сложно обойтись в строительстве, монтаже и ремонте. Обычно приобретают оборудование в готовом виде. Однако можно пойти и другим путем: сделать самому сварочный аппарат, ведь самостоятельно изготовленное устройство позволит значительно сэкономить средства и станет увлекательным делом для тех, кто любит мастерить.

Конструкция сварочного инвертора.
О способах соединения, обмотках и электроде
Существуют различные виды сварочных аппаратов. Наиболее распространенной ошибкой начинающих мастеров-умельцев является стремление сразу же изготовить сложное устройство. Схемы для производства сварочного аппарата легко найти в интернете, оптимальнее всего отдать предпочтение тому виду оборудования, изготовление которого не вызовет значительных затруднений и не займет много времени. Ремонт собственного сварочного аппарата не принесет больших проблем и значительных денежных трат для человека, изготовившего оборудование.
Устройство импульсного сварочного аппарата.
Сразу же возникает закономерный вопрос: какой сварочный аппарат лучше подойдет для работы в домашних условиях? Только малогабаритный. Оптимальным решением проблемы станет создание аппарата из уже имеющихся в распоряжении мастера-умельца устройств. Для работ потребуется трехфазный трансформатор. Первичные обмотки трансформатора необходимо соединить. У сварочного аппарата это производится на магнитопроводе «треугольником». Такой метод применяется только для аппарата, который планируется подключать к трехфазной сети с напряжением 380/220 В.
Электропитание и специфика конструкции аппарата — та задача, на решение которой надо обратить внимание в первую очередь. Если питание и внутреннее устройство оборудования не соответствуют друг другу, это приведет к тому, что техника, на создание которой ушли силы и время, станет представлять опасность для жизни и здоровья человека. Если сварочный аппарат будет питаться от однофазной сети 220 В, соединение первичной обмотки трансформатора должно быть выполнено иначе. Крайние стержни магнитопроводов аппарата соединяют встречно-параллельным способом. Для такого сварочного аппарата применяется другой принцип скрепления вторичных обмоток: фиксированная схема.
Схема сварочного аппарата.
Если устройство питается от однофазной сети 220 В, оно отличается и особенностями добавочной обмотки. Она накручена на все обмотки электропровода, которыми обладает сварочный аппарат. Для чего она нужна? Во время сварки происходят ступенчатые изменения сварочного тока. Им нужен балласт, чью роль выполняет добавочная обмотка. Ее отличительная черта: 40-50 витков. Для малогабаритного сварочного аппарата больше всего подойдет двухступенчатое регулирование электрического питания.
Новички часто неправильно выбирают размер электрода для устройства.
Для того чтобы самому сделать сварочный аппарат постоянного тока, необходим источник питания повышенной мощности, который способен преобразовывать номинальное напряжение обычной однофазной сети и обеспечивать постоянную величину соответствующего тока. Это необходимо для того, чтобы возникла и удерживалась нормальная электродуга.
Схема устройства сварочного полуавтомата.
Для источника питания повышенной мощности потребуются следующие составляющие:
- Выпрямитель.
- Инверторы.
- Трансформатор тока и напряжения.
- Регуляторы тока и напряжения (для улучшения качественных характеристик самой электродуги).
- Вспомогательные устройства.
Есть простое правило, которое поможет сделать нужный выбор: чем сильнее электрическая сеть и толще электропроводка, тем большим должен быть электрод.Основные составляющие сварочного аппарата:
- Магнитопровод трансформатора.
- Первичные обмотки.
- Вторичные обмотки.
- Добавочная обмотка.
- Выносные конденсаторы.
- Переключатель режимов сварки.
- Контактный температурный датчик и сигнальное звуковое устройство.
- Переключатели режимов сварки.
Вернуться к оглавлению
Зачем нужен бетон?
Схема самодельного сварочного аппарата постоянного тока.
Корпус сварочного аппарата — немаловажный вопрос. Для изготовления корпусов подобного оборудования принято применять специально приготовленный бетон. Он должен иметь хороший показатель пластичности. Подойдет тот, что наиболее легко принимает нужную форму и застывает в максимально короткие сроки.
Для корпуса потребуются мелкозернистый песок и цемент. Первый должен составлять 75% от сухой смеси бетона, второй — ее пятую часть. Оставшиеся 5% сухой смеси — это клей ПВА и стекловата в соотношении 1:1. Вместо клея можно использовать водорастворимый латекс.
Многие начинающие мастера считают, что изготовить сварочный аппарат намного легче, чем выполнить его корпус. На самом деле нет ничего сложного, если совершать все действия последовательно. Главная ошибка — неправильно выбранная толщина корпуса, она не должна быть меньше 1 см. Сварочный аппарат необходимо очистить. Затем устройство просушивают и только тогда приступают к изготовлению корпуса. Когда бетон застыл, сварочный аппарат обязательно надо обработать снаружи. Для этого нужен органический мономер.
Для данной задачи подойдут стирол или метилметакрилат. Как только бетон пропитан мономером, необходимо выполнить термообработку поверхности. Температура для этих целей должна быть не менее 700С. При этом происходит полимеризация мономера. В результате этой процедуры идет образование водонепроницаемого слоя на корпусе самого аппарата. После нее сварочный аппарат будет защищен от воздействия внешней среды.
Вернуться к оглавлению
Самый простой способ
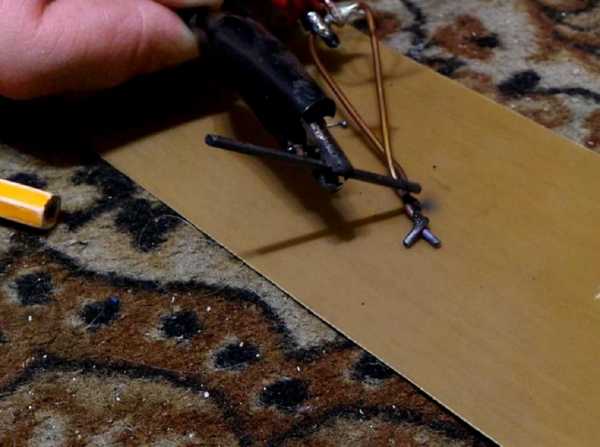
Точечная сварка наиболее востребована в повседневном быту, но часто у человека просто нет времени на изготовление сложной внутренней части сварочного аппарата. Если она вызывает затруднения, можно прибегнуть к самому примитивному варианту решения вопроса. Проверьте: какая неисправная бытовая техника есть в доме.
Чертеж самодельного сварочного аппарата.
Если сломалась микроволновая печь, не спешите ее выбрасывать — при наличии новой электропроводки, деревяшек, хомутиков и наконечников — аппарат для точечной сварки можно изготовить очень быстро.
Потребуются:
- Шайбы.
- Саморезы.
- Скобы.
Они должны соответствовать предполагаемым размерам сварочного аппарата. Если у сломавшейся микроволновой печи трансформатор исправен, он и станет основой нового самодельного оборудования.
Вернуться к оглавлению
Изготовление оборудования для сварки начинающими мастерами
Вначале у трансформатора удаляют вторичную обмотку. Данную операцию надо выполнять аккуратно. В качестве инструмента лучше использовать угловой шлифовальный станок с отрезным диском.
Принципиальная электрическая схема блока питания сварочного аппарата.
Частой ошибкой новичков является поврежденная основа, происходит это, как правило, из-за спешки. С вторичной обмотки удаляется пластинчатый сердечник. Как должен выглядеть после такой операции трансформатор? Обрезанным с двух сторон. Сразу же надо проверить, остались ли после удаления элемента сварочные точки. Если они есть, трансформатор будет работать более качественно. Идеальный вариант, если в процессе удаления вторичной обработки изоляция сердечник не получил дефектов. Но такое у новичков бывает весьма редко.
Далее закрепляется магнитный шунт, если он отделился от трансформатора. Шунт ограничивает мощность передачи тока между катушками. Трансформатор только тогда функционирует нормально, когда шунту не нанесен ущерб. Затем осуществляется перемотка трансформатора с применением толстого медного провода сечением 21 кв. мм. Если изоляция сердечника повреждена, данный участок закрывают изолентой. Она не допустит возникновения дефектов в обмоточном проводе. Часто у начинающих мастеров-умельцев возникает вопрос: сколько раз надо обмотать трансформатор. Как показывает практика, в среднем 3-4 раза вполне достаточно. Затем трансформатор сажают на деревянный брусок. Скобами закрепляют верхнюю и нижнюю рабочую станцию, которую чаще называют «челюсть». Чем качественнее закреплены в составляющих станции электроды, тем лучше работает трансформатор. Если контакт плохой, не будет достаточной температуры для осуществления сварки.
Электроды фиксируют саморезами на верхнем и нижнем брусках. Следующий шаг: подсоединение к ним проводов из обмотки. Сложность обычно вызывает правильное крепление медных клемм. Операцию очень просто выполнить при помощи плоскогубцев, предварительно обрезав провода. Как только домашний точечный сварочный аппарат готов, необходимо проверить его функционирование и только тогда выполнять с его помощью необходимые работы, соблюдая все правила техники безопасности.
moiinstrumenty.ru