Содержание
Как согнуть профильную трубу в домашних условиях без трубогиба
Оглавление:
- Сложность при выполнении работ
- Зависимость способа гибки от вида материала
- Методы гибки
- Приспособления для выполнения работы
Профильная труба применяется для создания различных металлических конструкций. При выполнении таких работ часто возникает необходимость согнуть трубу. В производственных масштабах применяются специализированные гибочные станки. Приобретать профессиональный гибочный станок для применения в бытовых условиях нерентабельно. Поэтому многих людей интересует вопрос: как согнуть профильную трубу в домашних условиях?
Сложность при выполнении работ
Чтобы согнуть профильную трубу, нужно применить физическую силу. Для уменьшения силы, необходимой для изгиба, осуществляют нагрев требуемого участка до высокой температуры. В домашних условиях нагрев можно выполнить паяльной лампой или газовой горелкой.
Во время сгибания на разные стенки участка действуют различные силы:
- На внутреннюю воздействует сила сжатия.

- На наружную – сила растяжения.

Воздействие на один участок различных сил и вызывает трудности. Наружная поверхность во время изгиба подвергается растяжению. Излишнее давление может привести к порыву внешней поверхности или к уменьшению ее толщины. Внутренняя сторона, которая подвержена сжатию, может превратиться в складки.
Так, если не правильно осуществлять сгибание, можно помять или порвать заготовку. Во избежание повреждений детали, необходимо учитывать несколько важных факторов:
- Размер сечения.
- Толщину.
- Величина радиуса изгиба.
- Характеристики металла, из которого изготовлена деталь.
При выполнении процесса необходимо контролировать равномерность изгиба боковых стенок. Неравномерный изгиб боковых сторон может привести к нахождению различных частей одной заготовки в разных плоскостях.
Учитывая все перечисленные факторы, удастся правильно согнуть профильную трубу в домашних условиях.
Зависимость способа гибки от вида материала
Трубы могут иметь различное поперечное сечение. Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Чтобы правильно согнуть профильную трубу квадратного или прямоугольного сечения, не повредив ее, при расчетах необходимо отталкиваться от ее высоты. Если высота составляет менее 20 мм, то можно выполнять сгибание на промежутке, длина которого в два с половиной раза больше, чем высота. Предметы, высота которых более 20 миллиметров, необходимо сгибать на промежутках, имеющих длину в три с половиной раза больше.
Процесс гибки профильной трубы с помощью оправки
Большую роль при выборе способа гибки играют и характеристики металла, из которого изготовлена труба. При сгибании заготовки из низкоуглеродистой стали следует учитывать, что материал после проведения процесса частично вернет свою первоначальную форму. Поэтому, при выполнении работ в домашних условиях, следует загнуть требуемый участок немного сильнее. После отпружинивания металла изделие приобретет необходимую форму.
После отпружинивания металла изделие приобретет необходимую форму.
На минимально допустимый радиус сгиба влияет и толщина стенки. Для профилей, толщина стенок которых составляет менее двух миллиметров, лучше применить способ резки с последующим применением сварочных работ. Для более толстых стенок можно применить способы горячего или холодного прокатывания.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
 Он должен быть изготовлен из прочного материала;
Он должен быть изготовлен из прочного материала;Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
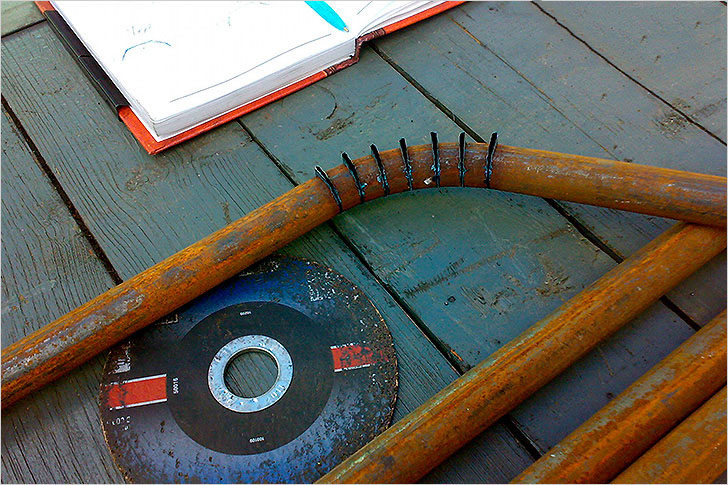
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.
Приспособления для выполнения работы
Согнуть профильную трубу в домашних условиях можно быстро и качественно, если изготовить специальные приспособления. Создать приспособление для гибки можно своими руками из подручных материалов.
Создать приспособление для гибки можно своими руками из подручных материалов.
Чтобы сгибать предметы с небольшим диаметром поперечного сечения и маленькой толщиной, можно использовать горизонтальную плиту с упорами. Для этого необходимо закрепить на плите штыри из металла. За счет упора, в штыри осуществляется сгибание предмета.
Как сделать трубогиб для гибки профильных труб
Изделия с высотой более 10 миллиметров, следует гнуть в роликовых приспособлениях. Работа с роликовыми приспособлениями позволяет выполнить сгибы высокой точности. Для снижения силы, прикладываемой оператором, давление на ролик осуществляется при помощи рычага.
Видео: Как согнуть трубу без трубогиба для навеса
Похожие статьи
Как согнуть профильную трубу в домашних условиях
Каркасные конструкции, ограждения и другие сооружения из труб надежны и практичны. При этом профильные трубы не только более эстетичны, но и обладают большей жесткостью. Как согнуть профильную трубу без образования складок и снижения прочности – не самый простой вопрос, однако и эту задачу можно решить в бытовых условиях.
При этом профильные трубы не только более эстетичны, но и обладают большей жесткостью. Как согнуть профильную трубу без образования складок и снижения прочности – не самый простой вопрос, однако и эту задачу можно решить в бытовых условиях.
Ручная гибка профильных труб
Профессиональный гидравлический трубогиб – достаточно дорогое оборудование, которое не окупится при разовой или периодической эксплуатации Его приобретение экономически нецелесообразно, поэтому следует решить, как согнуть профильную трубу в домашних условиях без применения дорогостоящей техники.
Для того, чтобы деформировать прочный прокат требуется приложить значительные усилия, но можно упростить задачу, используя несложные приспособления.
Использование пружины
Для реализации такого способа гибки профильных труб навивают пружину с квадратными звеньями. Каждая сторона звена такой пружины должна быть на несколько миллиметров меньше соответствующей стороны сечения профильной трубы. Готовую пружину помещают внутрь трубы и постепенно нагревают паяльной лампой место будущего сгиба. Для точного соблюдения радиуса лучше использовать болванку или шаблон, к которому прикладывают заготовку. Следует также позаботиться о собственной безопасности, работая в перчатках и используя клещи. Чтобы удерживать нагретую трубу.
Готовую пружину помещают внутрь трубы и постепенно нагревают паяльной лампой место будущего сгиба. Для точного соблюдения радиуса лучше использовать болванку или шаблон, к которому прикладывают заготовку. Следует также позаботиться о собственной безопасности, работая в перчатках и используя клещи. Чтобы удерживать нагретую трубу.
Простейшие приспособления
Самый простой домашний способ гибки труб предполагает соединение в одной конструкции лекала будущего готового изделия и упора для удобства выполнения работ. Оба этих элемента фиксируются на единой основе, образуя своеобразный рабочий стенд. Изготавливая такой простой, но функциональный самодельный трубогиб, следует принимать во внимание:
- Элементы стенда могут изготавливаться из твердых пород дерева или из металла. Дерево проще в обработке, но металл долговечнее и подходит для работы даже со стальными трубами.
- Если шаблон изготавливается из дерева, его рабочий торец (поверхность, на которую «ложится» сгибаемая труба) выполняется с уклоном, чтобы избежать соскальзывания изделия. При использовании металлического шаблона необходимо укомплектовать стенд фиксаторами.
- Для возможности изготавливать изделия с разными радиусами кривизны можно сделать шаблон съемным и заменять его на другой при необходимости.
- Универсальный самодельный трубогиб можно сделать, используя съемные металлические крючки-фиксаторы.
- Расширить возможности простейшего приспособления возможно, если применять лебедку.
 При использовании металлического шаблона необходимо укомплектовать стенд фиксаторами.
При использовании металлического шаблона необходимо укомплектовать стенд фиксаторами.Перечисленные выше рекомендации помогут решить, как сделать трубогиб просто и достаточно быстро, не обременяя в то же время бюджет непредвиденными расходами.
Существуют несложные способы упростить работу:
- Увеличить прикладываемое усилие легко с помощью рычага, просто вставив в конец трубы металлический стержень.
- Использовать гидростатические силы, для чего сгибаемую трубу заполняют водой и закрывают заглушками. Сгибать такую трубу следует с центра.
Видео по теме:
 youtube.com/embed/NxqH7XQKaPM?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/NxqH7XQKaPM?feature=oembed» frameborder=»0″ allowfullscreen=»»>
Сварной способ
Как согнуть профильную трубу без трубогиба, особенно, если у нее достаточно большая толщина стенок? При наличии определенных навыков для этих целей можно использовать болгарку и сварочный аппарат. Точность радиуса кривизны, как и в других случаях, соблюдается при помощи болванки.
Последовательность действий
- На профильной трубе отмечается участок будущего изгиба.
- На этом отрезке выполняются распилы болгаркой – пропиливаются три стенки, четвертая остается нетронутой. Расстояние между распилами выбирается произвольно. Чем меньше промежутки, тем более плавным и точным будет изгиб, но увеличится объем работ при сварке на следующем этапе.
- Труба с распилами прикладывается к болванке и аккуратно сгибается.
- Пропилы завариваются.
- Сварные швы шлифуются до получения ровной поверхности.
Согнуть профильную трубу своими руками таким способом не сложно, можно получить любой необходимый радиус и даже конструкции сложных форм.
Прокатные модели
Если вас интересует, как сделать трубогиб для частого применения, стоит обратить внимание на прокатные самодельные станки. Самым сложным в изготовлении таких конструкций является производство в домашних условиях деталей с высокой точностью.
Для продвижения (прогона) трубы используются ролики или подшипники.
- При необходимости гнуть алюминиевые или гибкие трубы, можно изготовить рабочие элементы из твердой древесины. Возможный вариант материала для изготовления роликов в этом случае – полиуретан. Преимущества дерева и полиуретана – небольшая стоимость, легкость изготовления в домашних условиях и простота замены при износе или повреждении.
- Если древесина не выдерживает интенсивной эксплуатации или самодельный трубогиб предполагается использовать для работы со стальными трубами, лучше использовать металлические рабочие детали.
- Расстояние между роликами влияет на работу оборудования – большие промежутки требуют приложения меньших усилий для деформации, но ограничивают возможности с точки зрения радиуса изгиба. При большом расстоянии между роликами значительный отрезок трубы вовсе не деформируется.
- Если дооснастить простую конструкцию боковыми роликами с возможностью изменения их положения, инструмент станет более универсальным.
- Боковые фиксаторы, обеспечивающие перпендикулярное положение трубы относительно осей роликов, позволяют избежать закручивания заготовки в спираль.
- Для равномерного сгиба без деформаций трубу требуется «прокатать» несколько раз (для небольшого радиуса – до 50-100 прогонов). Желательно при этом обеспечить одинаковую скорость движения и прикладываемые усилия.
 При большом расстоянии между роликами значительный отрезок трубы вовсе не деформируется.
При большом расстоянии между роликами значительный отрезок трубы вовсе не деформируется.Видео инструкция устройства трубогиба:
Как согнуть профильную трубу с помощью такого устройства?
При затягивании прижимного ролика труба начинает движение через трубогиб. На один прогон приходится половина оборота фиксирующей полосы. Если необходимо согнуть трубу со сварным швом, важно, чтобы при каждом проходе он находился с одной и той же стороны.
Трубогиб Huth HB-10 Полный комплект с комплектом матриц 028
Трубогиб Huth HB-10 с комплектом матриц 028
Включает 3-дюймовый гибочный инструмент и 3-сегментный расширитель
Huth модернизировал ряд электрических компонентов для повышения надежности. Блок кнопок управления убран с «передней» стороны трубогиба и заменен поворотным переключателем сбоку на раме. Это также увеличивает пространство между зоной гибки и оператором. Некоторые вспомогательные компоненты также были обновлены.
Эти изменения повышают срок службы модели 1600/HB-10. Зачастую они служат по 25 и более лет! Это изменение уменьшает общее количество компонентов, необходимых для того же уровня качества и функциональности. Если что-то в конечном итоге нуждается в замене, их проще и в целом дешевле заменить.
Этот новый элемент управления такой же, как и в нашей новой модели HB-05.
Полный пакет гибочного станка HB-10 компании Huth включает в себя новейший гибочный станок Huth с ручным управлением коленным суставом и комплексный набор инструментов — все, что вам нужно для изготовления труб, соответствующих оригинальному оборудованию, и труб, гнутых по индивидуальному заказу.
HB-10 — трубогиб Huth начального уровня, предназначенный для того, чтобы познакомить вас с качеством Huth и показать невероятный потенциал прибыли, который вас ждет.
HB-10 имеет активацию управления коленом, ручное управление глубиной изгиба и 58 000 фунтов. изгибающей способности — более чем достаточно для 3-дюймовой трубки.
Встроенный обжим/расширитель
Встроенный обжимной инструмент/расширитель для тяжелых условий эксплуатации дает вам полный набор возможностей для финишной обработки — трубы от 1 до 3 дюймов на обжимном конце и трубки от 1 до 5 1/2 дюйма на расширительном конце.
С автоматической системой расширения «бычий глаз» Huths Accu-Sizer вы сможете каждый раз точно настраивать расширение.
Колено
Активация Slim Knee Control позволяет вам приблизиться к работе для быстрого и точного сгибания.
Легко читаемый индикатор поворота показывает, насколько далеко вы находитесь в повороте.
Кроме того, вы получаете гибочные штампы, инструменты для окончательной обработки концов и DVD-диск Huth — все, что вам нужно, чтобы начать гибку труб для тысяч применений.
Изгиб трубки Huth 3 дюйма (верхняя часть на трубе) по сравнению с азиатским изгибом
(Обратите внимание на углубление на изгибе нижнего образца)
Изгиб трубки Huth 3 дюйма (трубка слева) по сравнению с азиатским производством
(Обратите внимание на уплощение трубы справа)
Простой в использовании трубогиб
Компрессионный трубогиб является чрезвычайно мощным и универсальным инструментом, но многие, кто им не пользовался, не в полной мере понимают, насколько он прост в использовании. Когда мы получим
люди делают свой первый изгиб, запугивание, как правило, исчезает, и энтузиазм берет верх!
У машины есть два конца: гибочный конец и конец, формирующий конец. Хорошо сосредоточьтесь на изгибающемся конце, чтобы показать, насколько прост этот инструмент. Есть 3
Хорошо сосредоточьтесь на изгибающемся конце, чтобы показать, насколько прост этот инструмент. Есть 3
вещи, которые вам нужно знать заранее: расстояние между изгибами, ориентацию желаемого изгиба и глубину желаемого изгиба.
Отметьте расстояние маркером: отметьте на трубе места, где должны быть изгибы, работая слева направо.
Теперь включите трубогиб, и вы почти готовы к работе: нанесите смазку и установите трубу в зажимы.
Установка поворотного диска для сохранения ориентации: перед вашим 1-м изгибом установка поворотного диска на дальнем правом конце вашей трубы, установленная на ноль, позволит вам ориентироваться как
ваш прогресс через несколько изгибов на каждой трубе. Это особенно важно, если вы используете карты программ гибки.
Выберите Радиус изгиба: Меньшие радиусы дают более узкие изгибы, большие радиусы менее щадящие. Обычно трубы меньшего размера используют меньшие радиусы (трубы большего размера используют большие радиусы)
минимум в 1,5-2 раза больше наружного диаметра трубки.
Изгиб до нужной глубины: Каждый гибочный станок имеет индикатор глубины гиба, а автоматические гибочные станки позволяют предварительно установить глубину гиба. Указатель сообщает вам, когда вы достигаете
ваш целевой угол изгиба.
В принципе, это все. Бывают случаи, когда немного больше знаний помогает (Когда я использую обувь? Что я использую для тонкостенного материала?). Но это сжатие
основы гибки для гибки на вашем станке!
«Гнуть выхлопную трубу без карточек? Смотри!»
Трубогиб квадратного сечения для гибки труб
Информация о товаре
Послать запрос
С помощью гибочного станка Stierli можно сгибать широкий спектр труб. Квадратные, прямоугольные или круглые трубы могут быть согнуты.
Квадратные, прямоугольные или круглые трубы могут быть согнуты.
Инструменты для гибки труб легко настраиваются.
Инструменты для круглых труб являются стандартными инструментами. Для гибки труб с квадратным поперечным сечением требуются специальные инструменты, которые должны быть адаптированы к поперечному сечению трубы.
Наши области применения для гибки труб
Наши трубогибочные машины могут специализироваться, например, на следующих областях применения. Если вам нужно специальное решение для гибки или правки труб, вероятно, Stierli Bieger сделает это.
Гибка газовых и водопроводных труб
Газовые и водопроводные трубы можно сгибать на гибочном станке Stierli с использованием стандартных инструментов для гибки труб. Для каждого размера трубы используется отдельный гибочный сегмент.
Наряду с трубами, соответствующими DIN EN _______, трубы для перил также можно сгибать без оправки. Однако эти трубы имеют больший радиус изгиба.
Однако эти трубы имеют больший радиус изгиба.
Гибка нержавеющих труб невозможна. Такие трубы необходимо всегда сгибать на дорновом гибочном станке.
Гибка газовых труб на стандартном трубогибе выполняется быстрее, чем на гибочном станке.
Гибка прямоугольных/квадратных труб
Гибка прямоугольных или квадратных труб может выполняться с помощью специального инструмента. При этом трубка слегка сжимается внутри, чтобы материал мог течь.
Эта процедура гибки труб очень экономична и быстрее, чем гибочная машина на оправке.
Отвод для американских труб
При гибке квадратных или прямоугольных труб внутренняя часть слегка сжимается, чтобы материал мог течь контролируемым образом. Это также известно как «американский изгиб трубы».
Эта процедура часто используется, когда такие трубы требуют экономичной гибки. Таким образом, не требуется дорогой станок для гибки на оправке, а процесс гибки также ускоряется.
Правка труб
Трубы могут быть сплющены в металлической или стальной конструкции. Сплющенные трубы можно использовать, например, для изготовления распорок.
Сплющенные трубы можно использовать, например, для изготовления распорок.
Гибка тяжелых труб большого диаметра до 400 мм
3-валковые гибочные станки для большего диапазона диаметров очень дороги или даже не производятся производителями 3-валковых гибочных станков.
Если радиус изгиба не должен быть слишком мал, такую трубу можно также поэтапно согнуть с помощью гибочного пресса Stierli.
Большие диаметры > 400 мм по запросу.
Складные трубы
Мы разработали решения для гибки складных труб в металлических и стальных конструкциях. В результате можно сэкономить трудоемкие работы по распиловке и сварке.
Процесс гибки труб волочением
Можно гнуть более тонкие трубы и меньшие радиусы, чем на стандартном трубогибочном станке (процесс гибки труб давлением). Процесс гибки труб волочением имеет несколько больше возможных применений, чем процесс гибки давлением.
Наши трубогибочные станки
Для гибки труб мы можем порекомендовать вам, например, следующие станки:
Подходящие машины
37 Артикул
Добавлено сравнение продуктов
Добавлено сравнение продуктов
Перейти к сравнению продуктов
Товар уже добавлен
Товар уже добавлен.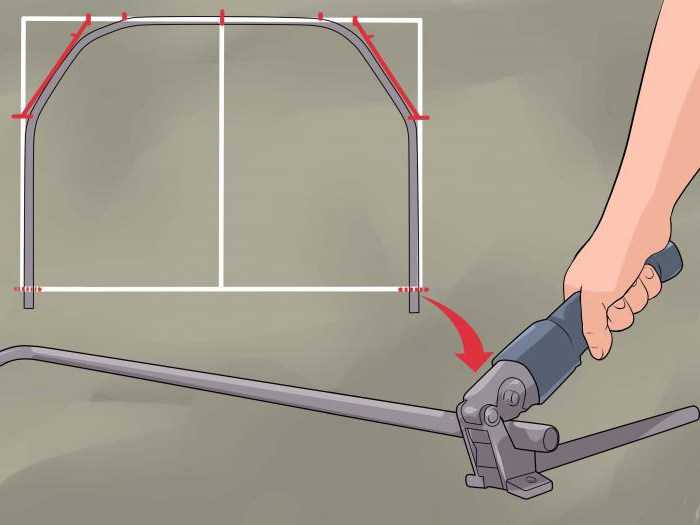 Пожалуйста, добавьте другой продукт или перейдите к
Пожалуйста, добавьте другой продукт или перейдите к
Сравнение продуктов
Добавлено сравнение продуктов
Товар добавлен в сравнение. Пожалуйста, добавьте хотя бы еще один продукт, чтобы начать сравнение продуктов.
120 HE
120 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | от 12 до / 120 кН |
|---|---|
| Высота инструмента | 130 мм / 5 «(дюйм) |
| Гибкость плоская | 130/12 мм |
| Устройство для правки | легкие работы по выпрямлению |
| Гибка труб | 3/8″ — 1 ½» |
| Круглый стержень | ø 25 мм |
| Управление | Ручное управление |
сравнивать
вся информация
120 ЧПУ
120 ЧПУ горизонтальный гибочный и правильный станок
| Рабочая мощность | от 12 до / 120 кН |
|---|---|
| Высота инструмента | 130 мм / 5 «(дюйм) |
| Гибкость плоская | 130/12 мм |
| Устройство для правки | легкие работы по выпрямлению |
| Гибка труб | 3/8″ — 1,5″ |
| Круглый стержень | ø 25 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
220 HE
220 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | от 22 до / 220 кН |
|---|---|
| Высота инструмента | 130 мм / 5,11 «(дюйм) |
| Гибкость плоская | 130/16 мм |
| Устройство для правки | ЕВР 100 |
| Гибка труб | 3/8″ — 1 ½» |
| Круглый стержень | ø 30-35 мм |
| Управление | ЧПУ |
сравнивать
вся информация
220 ЧПУ
220 ЧПУ горизонтальный гибочный станок для гибки и правки
| Рабочая мощность | от 22 до / 220 кН |
|---|---|
| Высота инструмента | 130 мм / 4,72 дюйма (дюйм) |
| Гибкость плоская | 130 х 16 мм |
| Устройство для правки | ЕВР 100 |
| Гибка труб | 3/8″ — 1 ½» |
| Круглый стержень | ø 35 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
820 HE — SE
820 HE — SE Гибочный станок для судовых профилей
| Рабочая мощность | 82 к / 820 кН |
|---|---|
| Гибкость плоская | л. с. 200 с. 200 |
| Гибка труб | 4 дюйма |
| Управление | Ручное управление |
сравнивать
вся информация
820 NC — SE
820 NC — SE Гибочный станок для судовых профилей
| Рабочая мощность | 82 к / 820 кН |
|---|---|
| Гибкость плоская | л.с. 200 |
| Гибка труб | 4 дюйма |
| Управление | ЧПУ |
сравнивать
вся информация
1300 HE — SE
1300 HE — SE Гибочный станок для судовых профилей
| Рабочая мощность | 130 до / 1300 кН |
|---|---|
| Гибкость плоская | л.с. 280 |
| Гибка труб | 4 дюйма |
| Управление | Ручное управление |
сравнивать
вся информация
1300 NC — SE
1300 NC — SE Гибочный станок для судовых профилей
| Рабочая мощность | 130 до / 1300 кН |
|---|---|
| Гибкость плоская | л. с. 280 с. 280 |
| Гибка труб | 4 дюйма |
| Управление | ЧПУ |
сравнивать
вся информация
2200 RP — SE
2200 RP — SE Гибочный станок для судовых профилей
| Рабочая мощность | 220 до / 2200 кН |
|---|---|
| Гибкость плоская | л.с. 320 |
| Гибка труб | 4 дюйма |
| Управление | Ручное управление |
сравнивать
вся информация
2200 NC — SE
2200 NC — SE Гибочный станок для судовых профилей
| Рабочая мощность | 220 до / 2200 кН |
|---|---|
| Гибка труб | 4 дюйма |
| Управление | ЧПУ |
сравнивать
вся информация
3300 RP — SE
3300 RP — SE Гибочный станок для судовых профилей
| Рабочая мощность | 330 до / 3300 кН |
|---|---|
| Гибкость плоская | л. с. 340 с. 340 |
| Гибка труб | 4 дюйма |
| Управление | Ручное управление |
сравнивать
вся информация
3300 NC — SE
3300 NC — SE Гибочный станок для судовых профилей
| Рабочая мощность | 330 до / 3300 кН |
|---|---|
| Гибкость плоская | л.с. 340 |
| Гибка труб | 4 дюйма |
| Управление | ЧПУ |
сравнивать
вся информация
4400 NC — SE
4400 NC — SE Гибочный станок для судовых профилей
| Рабочая мощность | 440 до / 4400 кН |
|---|---|
| Гибкость плоская | л.с. 430 |
| Гибка труб | 4 дюйма |
| Управление | ЧПУ |
сравнивать
вся информация
4400 RP — SE
4400 RP — SE Гибочный станок для судовых профилей
| Рабочая мощность | 440 до / 4400 кН |
|---|---|
| Гибкость плоская | л.
|