Содержание
Сварка дюралюминия. — Аргонодуговая сварка — TIG
#1
MGSD843
Отправлено 23 October 2011 12:13
нужно заварить трещину на охладительном блоке из дюралюминия американского трактора Cat, при сварке ВИГ,сплавление и очистка шва происходит нормально, присадочный материал ложится ровно и плотно, но после остывания, даже не полного, шов дает трещину в около шовной зоне, пробовал с предварительным и последующем прогревом тех. феном, не помогает. Может быть сложный дюралюминий аналогичные блоки от БМВ варились и не лопались.
- Наверх
- Вставить ник
#2
tig
Отправлено 23 October 2011 17:29
С каких это пор дюралюминий стал литейным сплавом? Вернее с чего это Вы взяли что это дюраль?
Трещина от неправильной присадки(разный ТКТР) Варили небось алюминиевой жилой из проводки?
4043 нет, или религия не позволяет пользоватся нормальной присадкой?
http://websvarka. ru/…ch=1 -примерно таже ситуация.
ru/…ch=1 -примерно таже ситуация.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#3
митька51
Отправлено 23 October 2011 20:09
alsi5 или 4043 рулит.По моему мнению(может ошибочному)безошибочная присадка для сварки алюминия.
- Наверх
- Вставить ник
#4
swamp
Отправлено 26 October 2011 22:06
посмотри на совет в теме д16
- Наверх
- Вставить ник
#5
ARGONIUS
Отправлено 31 October 2011 01:30
сложный дюралюминий аналогичные блоки от БМВ
блоки от БМВ,как и все остальные -силумин. Правильно говорят, нужна присадка 4043. Если есть 4047- ещё лучше.
Правильно говорят, нужна присадка 4043. Если есть 4047- ещё лучше.
http://argonius52.ru/
- Наверх
- Вставить ник
#6
tig
Отправлено 31 October 2011 01:44
Если есть 4047- ещё лучше.
Вот тут категорически не согласен-если в основном металле кремния 5-6 процентов, то 4047 со своими 12% ну никак не подходит. Другое дело АК9М2 (9-12% кремния) 4047 оптимален, а 4043 уже нет.
Прежде чем совать в сварочную ванну присадку какую ни попадя иногда стоит посмотреть на маркировку самой детали. Правда должен признать что в этом плане наши детали более информативны чем вражеские забугорные.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#7
ARGONIUS
Отправлено 01 November 2011 01:39
-если в основном металле кремния 5-6 процентов, то 4047 со своими 12% ну никак не подходит.

Я так понимаю излишек легирующих добавок в металле шва вредить не должен. Или слишком много «хорошо»- тоже нехорошо? Просветите по данному вопросу.
http://argonius52.ru/
- Наверх
- Вставить ник
#8
tig
Отправлено 01 November 2011 06:28
Чем меньше шов отличается от основного металла тем лучше. Это как борщ-нехватка соли как и избыток негативно сказывается на вкусовых качествах оного
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#9
ARGONIUS
Отправлено 01 November 2011 22:27
Чем меньше шов отличается от основного металла тем лучше.
Это как борщ-нехватка соли как и избыток негативно сказывается на вкусовых качествах оного
 Это как борщ-нехватка соли как и избыток негативно сказывается на вкусовых качествах оного
Это как борщ-нехватка соли как и избыток негативно сказывается на вкусовых качествах оногохорошо сказано.
http://argonius52.ru/
- Наверх
- Вставить ник
#10
Тоха
Отправлено 05 November 2011 07:25
хорошо сказано.
Вот я попал на форум. Иногда сам хотел бы высказаться,да уже все сказано и добавить нечего.
- Наверх
- Вставить ник
#11
copich
Отправлено 07 November 2011 09:40
Вот я попал на форум.
 Иногда сам хотел бы высказаться,да уже все сказано и добавить нечего.
Иногда сам хотел бы высказаться,да уже все сказано и добавить нечего.+1 добавлять уже не чего!
- Наверх
- Вставить ник
#12
ARGONIUS
Отправлено 09 November 2011 02:08
На «ЧИПе» выдвигалось предположение что если неизвестен химсостав свариваемого ал-сплава можно скрутить присадки 4043 и 5356 и варить такой скруткой. Кто нибудь так пробовал делать? Мнения и предположения есть?
http://argonius52.ru/
- Наверх
- Вставить ник
#13
tig
Отправлено 09 November 2011 08:16
При всем моем уважении к участникам форума Desti подобное предложение могу назвать только ламерским бредом.
«Авось получится и морду не набьют» примерно так рассуждает автор этого предложения.
Даже по цвету дуги на ремонтируемой детали можно примерно определить лигатуру. Тем более что для алюминия их всего две-кремний и магний. Остальные (медь, титан, цинк, берилий и прочие) во внимание можно не принимать-их процентное содержание мало, влияние на сварку минимально и присадок со сложным хим составом промышленность не выпускает.
Магний подсвечивает дугу зеленым (вести скользящим движением, не дожидаясь сварочой ванны, смотреть не на дугу а на околодуговое пространство)-присадка 5356.
Кремний дугу не окрашивает-присадка 4043
Цинк окрашивает дугу в красноватые цвета(малиновый, сиреневый)+ копоть в околошовной зоне-это сплавы ЦАМ. Варить довольно гиморойное дело, цинковую провлоку найти для меня проблематично. Варю только по настоятельным просьбам клиентов, без никаких гарантий по минимальным расценкам (лиш бы хватило на аргон и электричество)-доверия к этим швам у меня никакого.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#14
ARGONIUS
Отправлено 12 November 2011 04:38
предложение
предположение
мне кажется это кардинально разные понятия…
Тем более что для алюминия их всего две-кремний и магний. Остальные (медь, титан, цинк, берилий и прочие) во внимание можно не принимать-их процентное содержание мало, влияние на сварку минимально и присадок со сложным хим составом промышленность не выпускает.
Магний подсвечивает дугу зеленым (вести скользящим движением, не дожидаясь сварочой ванны, смотреть не на дугу а на околодуговое пространство)-присадка 5356.
Кремний дугу не окрашивает-присадка 4043
Замечательное в смысле практического применения определение. Очень толково и доходчиво.
http://argonius52.ru/
- Наверх
- Вставить ник
#15
MGSD843
Отправлено 20 November 2011 22:15
При всем моем уважении к участникам форума Desti подобное предложение могу назвать только ламерским бредом.
«Авось получится и морду не набьют» примерно так рассуждает автор этого предложения.
Даже по цвету дуги на ремонтируемой детали можно примерно определить лигатуру. Тем более что для алюминия их всего две-кремний и магний. Остальные (медь, титан, цинк, берилий и прочие) во внимание можно не принимать-их процентное содержание мало, влияние на сварку минимально и присадок со сложным хим составом промышленность не выпускает.
Магний подсвечивает дугу зеленым (вести скользящим движением, не дожидаясь сварочой ванны, смотреть не на дугу а на околодуговое пространство)-присадка 5356.
Кремний дугу не окрашивает-присадка 4043
Цинк окрашивает дугу в красноватые цвета(малиновый, сиреневый)+ копоть в околошовной зоне-это сплавы ЦАМ. Варить довольно гиморойное дело, цинковую провлоку найти для меня проблематично. Варю только по настоятельным просьбам клиентов, без никаких гарантий по минимальным расценкам (лиш бы хватило на аргон и электричество)-доверия к этим швам у меня никакого.

а какие расценки при сварки нормальной дюрали, качественном шве?
- Наверх
- Вставить ник
#16
ARGONIUS
Отправлено 20 November 2011 23:13
сварки нормальной дюрали,
Насколько я знаю дюраль не варится, либо варится очень плохо, функциональный сварной шов на дюрали я не видел. Её обычно клепают.
Её обычно клепают.
Если вы спрашиваете про силумин или АМГ, то везде по -разному. Примерно от 50-80р. за 1см шва. Но может быть и больше, в зависимости от сложности случая, или наоборот дешевле если швы очень длинные.
http://argonius52.ru/
- Наверх
- Вставить ник
#17
MGSD843
Отправлено 21 November 2011 11:20
спасибо большое
- Наверх
- Вставить ник
#18
copich
Отправлено 21 November 2011 14:07
Насколько я знаю дюраль не варится, либо варится очень плохо, функциональный сварной шов на дюрали я не видел.
Если вы спрашиваете про силумин или АМГ, то везде по -разному. Примерно от 50-80р. за 1см шва. Но может быть и больше, в зависимости от сложности случая, или наоборот дешевле если швы очень длинные.
 Её обычно клепают.
Её обычно клепают.Не вся дюраль не варится либо варится очень плохо. Да, есть дюраль которая совсем не вартися. Из-за ее свойств ее только клепают. Крылья, седушки пилотов и пр конструкции. Но дюраль которая вартися — собственно современными инверторами легко варится, только присадок нужен хороший и тип подобрать.
- Наверх
- Вставить ник
#19
ARGONIUS
Отправлено 21 November 2011 16:45
Но дюраль которая вартися — собственно современными инверторами легко варится, только присадок нужен хороший и тип подобрать.

простите, не затруднит уточнить, или дать ссылку, какие марки дюрали варятся и какой присадок при этом используется? В общем если не затруднит-поподробней. Для меня ФУНКЦИОНАЛЬНЫЙ, ПОЛНОЦЕННЫЙ ШОВ на дюрали- это нонсенс , если честно. Хотелось бы расширить свой кругозор. Про условно и плохосвариваемые дюрали я слышал. Интересует качественный и полноценный шов.
http://argonius52.ru/
- Наверх
- Вставить ник
#20
copich
Отправлено 24 November 2011 06:19
простите, не затруднит уточнить, или дать ссылку, какие марки дюрали варятся и какой присадок при этом используется? В общем если не затруднит-поподробней.
 Для меня ФУНКЦИОНАЛЬНЫЙ, ПОЛНОЦЕННЫЙ ШОВ на дюрали- это нонсенс , если честно. Хотелось бы расширить свой кругозор. Про условно и плохосвариваемые дюрали я слышал. Интересует качественный и полноценный шов.
Для меня ФУНКЦИОНАЛЬНЫЙ, ПОЛНОЦЕННЫЙ ШОВ на дюрали- это нонсенс , если честно. Хотелось бы расширить свой кругозор. Про условно и плохосвариваемые дюрали я слышал. Интересует качественный и полноценный шов.ни как не могу найти фотографии. Дело было под аргонную сварку. Есть фирма, которая делает люки (люки невидимки). Так у них задача стояла, по сварке алюминиевых люков. Алюминий они освоили, но после пошла дюраль. Тип дюрали сейчас точно (да и приблизительно) уже не вспомню. Но под рукой было две присадки, одна АМг, вторая АМц. Я АМц попробовал, не получалось, АМг5 шов начал хорошо ложиться и трещины не появлялись. Т.е. если своим телом сварить, то в месте шва (по центру) медленно с остыванием проявлялась трещина. С применением присадка ни каких трещин не было. Так собственно когда встал вопрос про сварку, я попросил образцы, т.к. слышал про сварку дюрали. После пробы и посоветовал аппарат. На заводе «Звезда», изготавливают кресла для пилотов. Так там дюраль которая совсем не варится. Поэтому только заклепки применяют. Аппарат применял CEA, с прямоугольным импульсом.
Так там дюраль которая совсем не варится. Поэтому только заклепки применяют. Аппарат применял CEA, с прямоугольным импульсом.
- Наверх
- Вставить ник
Как сварить алюминий полуавтоматом? — новости и статьи
1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
Большая теплопроводность. Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
Наличие оксидной пленки. Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.

Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
| Рисунок 1 | ||
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
| Рисунок 2 | |
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам.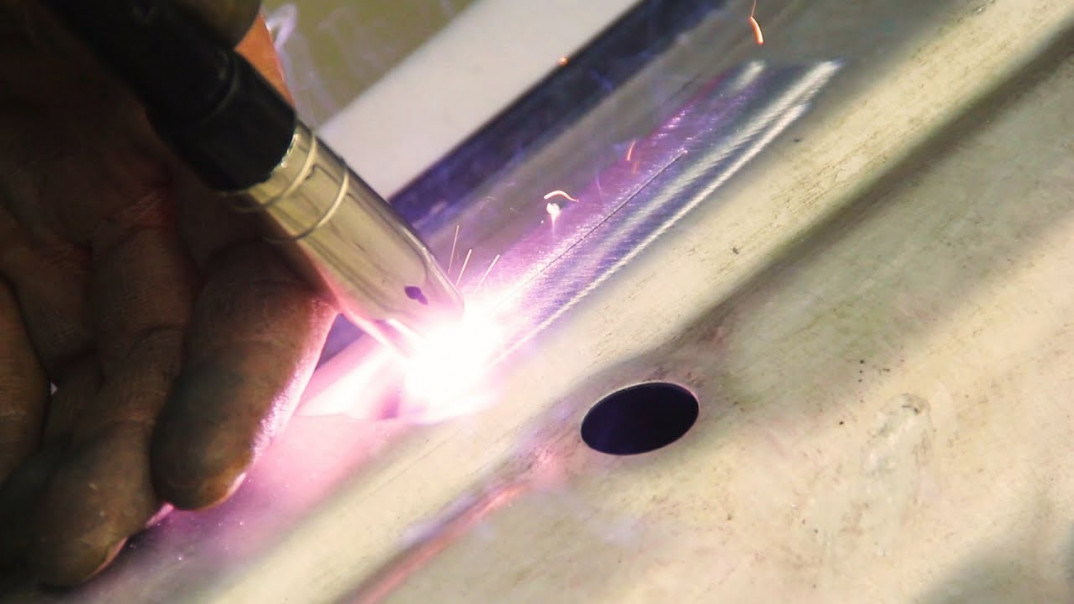 Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
| Рисунок 3 | Рисунок 4 |
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun (рис. 6).
| Рисунок 5 | Рисунок 6 |
— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с бОльшим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .
7) .
Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
Рисунок 8
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл.2.
| Таблица 2 | ||||||||||||
Диаметр проволоки, мм | Тип защитного газа | Токи струйного переноса, А | ||||||||||
| 0.8 | 100% Аргон | 85-95 | ||||||||||
| 1.0 | 100% Аргон | 105-115 | ||||||||||
1. 2 2 | 100% Аргон | 130-140 | ||||||||||
| 1.6 | 100% Аргон | 175-185 | ||||||||||
Таким образом, мы выяснили, что для сварки алюминия полуавтоматом не обязательно иметь очень дорогое оборудование, хоть оно и позволяет добиться наилучшего качества швов. Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
Сварщик по классификации алюминиевых сплавов
Промышленные деформируемые алюминиевые сплавы делятся на семь серий. Есть еще восемь — сплавов, не попавших в первую семерку и девятую — резервную. Разница между партиями заключается в разных основных легирующих элементах. Различные легирующие элементы придают различные свойства алюминиевым сплавам.
Сварка чистого алюминия
Серия сплавов 1ххх называется «Сплав» весьма условно. Это высокочистые варианты технически чистого алюминия. ГОСТ 4784 так и называет их: «алюминиевые марки». Однако железо часто является не только примесью, но и легирующим элементом — оно повышает прочность алюминия. Предел прочности сплавов этой серии составляет от 70 до 150 МПа. Они сварные, хотя из-за узкого интервала затвердевания требуют особой технологии сварки. Их высокая коррозионная стойкость делает их пригодными для использования в химических резервуарах и трубопроводах. Из-за их высокой электропроводности используется для изготовления шинопроводов. Эти алюминиевые сплавы обладают относительно низкими прочностными характеристиками и поэтому редко используются для конструкционных элементов. Чаще всего это сварка сварочных материалов с одинаковым химическим составом или сварка алюминиевых сплавов серии 4ххх в зависимости от назначения изделия и условий его эксплуатации.
сварка дюралюминия
серия 2ххх. Это серия термически упрочняемых алюминиевых сплавов. Их предел прочности при растяжении от 190 до 430 МПа. Они содержат меди от 0,7 до 6,8 %. Эти высокопрочные сплавы часто используются в аэрокосмической и авиационной технике. Они сохраняют высокую прочность в широком диапазоне температур.
Это серия термически упрочняемых алюминиевых сплавов. Их предел прочности при растяжении от 190 до 430 МПа. Они содержат меди от 0,7 до 6,8 %. Эти высокопрочные сплавы часто используются в аэрокосмической и авиационной технике. Они сохраняют высокую прочность в широком диапазоне температур.
Большинство из них не считаются свариваемыми дуговой сваркой из-за их склонности к горячему растрескиванию и коррозии под напряжением. Однако в этой серии есть специально разработанные хорошо свариваемые дугой алюминиевые сплавы 2219.(наш Д20) и 2519. К ним часто приваривают свариваемый высокопрочный сплав 2319. Иногда, в зависимости от условий эксплуатации сварного шва, применяют для сварки алюминиевые сплавы из серии 4ххх, содержащие кремний или кремний в сочетании с медью.
Сварка алюминиево-марганцевых сплавов
серия 3ххх. Сплавы алюминиевые серии — нетермоупрочненные до предела прочности при растяжении от 110 до 280 МПа. Основной легирующий элемент — марганец, от 0,05 до 1,8 %. Они обладают умеренной прочностью, хорошей коррозионной стойкостью, хорошей формуемостью и пригодны для эксплуатации при повышенных температурах. В последние годы нам нравилось делать посуду. Сейчас они являются основным материалом для изготовления теплообменников автомобилей, химических заводов и электростанций. Их скромные прочностные характеристики делают их непригодными для конструкционных применений. Алюминиевые сплавы серии 3ххх сваривают сварочными сплавами серий 1ххх, 4ххх и 5ххх в зависимости от их химического состава, условий применения и эксплуатации.
Они обладают умеренной прочностью, хорошей коррозионной стойкостью, хорошей формуемостью и пригодны для эксплуатации при повышенных температурах. В последние годы нам нравилось делать посуду. Сейчас они являются основным материалом для изготовления теплообменников автомобилей, химических заводов и электростанций. Их скромные прочностные характеристики делают их непригодными для конструкционных применений. Алюминиевые сплавы серии 3ххх сваривают сварочными сплавами серий 1ххх, 4ххх и 5ххх в зависимости от их химического состава, условий применения и эксплуатации.
Сварка алюминиевых сплавов
серия 4XXX. Эта серия состоит из как термически упрочняемых, так и термически неупрочняемых алюминиевых сплавов. Прочность на растяжение – от 170 до 380 МПа. Они содержат кремния от 0,6 до 21,5 %. Кремний снижает температуру плавления и увеличивает текучесть материала при плавлении. Эти свойства весьма благоприятны для них как материалов для сварки плавлением и пайки. Кремний, когда он сам по себе, делает алюминий термически неупрочняемым, однако добавки магния или меди делают его термически упрочняемым сплавом. Обычно эти термически упрочняемые сплавы применяют только для сварки, когда сварную конструкцию после сварки необходимо подвергнуть термической обработке.
Обычно эти термически упрочняемые сплавы применяют только для сварки, когда сварную конструкцию после сварки необходимо подвергнуть термической обработке.
Сварка алюминиево-магниевых сплавов
Серия 5ххх. Термически неупрочняемые алюминиевые сплавы этой серии имеют предел прочности при растяжении от 125 до 350 МПа. Они содержат магния от 0,2 до 6,2 %. Эти сплавы обладают самой высокой прочностью среди неупрочняемых сплавов и хорошо свариваются термически. Они широко применяются в виде листов и плит для судостроения, транспортного машиностроения, при изготовлении сосудов высокого давления, строительстве мостов и зданий. Алюминиевые сплавы с содержанием магния до 2,5 % чаще всего успешно свариваются сваркой алюминиевых сплавов серий 5ххх и 4ххх. Сплав 5052 (сплав АМг2,5 по ГОСТ 4784) обычно считается предельным по содержанию магния, когда можно сваривать сварочный сплав серии 4ххх. Это связано со снижением механических свойств сварных швов вследствие эвтектического подплавления. Поэтому сплавы с повышенным содержанием магния не свариваются сплавами серии 4ххх, а сплавами серии 5ххх с близким химическим составом.
Поэтому сплавы с повышенным содержанием магния не свариваются сплавами серии 4ххх, а сплавами серии 5ххх с близким химическим составом.
Сварочные сплавы магний-алюминий-кремний
серия 6ххх. Эти термически упрочняемые алюминиевые сплавы имеют предел прочности при растяжении от 125 до 400 МПа. Они содержат небольшое количество магния и кремния – около 1 % каждого. Сплавы серии 6ххх широко применяются в сварных строительных конструкциях, преимущественно в виде штампованных профилей. Эти алюминиевые сплавы склонны к горячему растрескиванию во время затвердевания сварного шва. Поэтому их не сваривают без присадочной проволоки или сварочной проволоки. Сварочный сплав смешивается в сварочной ванне со свариваемым сплавом и предотвращает горячее растрескивание сварного шва. Сплавы 6ххх сваривают как при сварке сплавов 4ххх, так и при сварке сплавов 5ххх в зависимости от назначения свариваемого изделия и условий его применения.
Сварка высокопрочных алюминиевых сплавов
серия 7ххх. Данная серия включает термически упрочняемые алюминиевые сплавы с пределом прочности от 220 до 610 МПа. Основным легирующим элементом является цинк в количестве от 0,8 до 12,0 %. К этому ряду относятся самые прочные алюминиевые сплавы. Сплавы серии 7ххх применяются в авиационной, космической технике, спортивном инвентаре. Как и в серии 2ххх, большинство сплавов этой серии не считаются свариваемыми дуговой сваркой. Однако он имеет и хорошо свариваемые сплавы, как, например, сплав 7005 (сплав 1915 ГОСТ 4784), который приваривается к основным сварочным сплавам серии 5ххх.
Данная серия включает термически упрочняемые алюминиевые сплавы с пределом прочности от 220 до 610 МПа. Основным легирующим элементом является цинк в количестве от 0,8 до 12,0 %. К этому ряду относятся самые прочные алюминиевые сплавы. Сплавы серии 7ххх применяются в авиационной, космической технике, спортивном инвентаре. Как и в серии 2ххх, большинство сплавов этой серии не считаются свариваемыми дуговой сваркой. Однако он имеет и хорошо свариваемые сплавы, как, например, сплав 7005 (сплав 1915 ГОСТ 4784), который приваривается к основным сварочным сплавам серии 5ххх.
Источник: Т. Андерсон, www.thefabricator.com
Сварка дюралюминия – Цифровая библиотека ЕНТ
Один из 1 438 отчетов в
серии:
Технические меморандумы NACA доступны на этом сайте.
Показаны 1-4 из
14 страниц в этом отчете.
PDF-версия также доступна для скачивания.
Описание
Рассмотрены газовая и электросварка дюралюминия. Также описаны некоторые элементы, которые влияют на определение успешного сварного шва и проверку на наличие дефектов.
Физическое описание
[12] с. : больной.
Информация о создании
Нельсон, Ум.
Февраль 1927 года.
Контекст
Этот
отчет
входит в состав сборника под названием:
Коллекция Национального консультативного комитета по аэронавтике
а также
предоставлено отделом государственных документов библиотек ЕНТ
к
Электронная библиотека ЕНТ,
цифровой репозиторий, размещенный на
Библиотеки ЕНТ.
Его просмотрели 850 раз, из них 4 за последний месяц.
Более подробную информацию об этом отчете можно посмотреть ниже.
Поиск
Кто
Люди и организации, связанные либо с созданием этого отчета, либо с его содержанием.
Автор
- Нельсон, Ум.
лейтенант Комдр. Вт. Нельсон, (СС), USN
Создатель
- Соединенные Штаты. Национальный консультативный комитет по аэронавтике.
Предоставлено
Библиотеки ЕНТ Отдел государственных документов
Являясь одновременно федеральной и государственной депозитарной библиотекой, отдел государственных документов библиотек ЕНТ хранит миллионы единиц хранения в различных форматах. Департамент является членом Программы партнерства по контенту FDLP и Аффилированного архива Национального архива.
О |
Просмотрите этого партнера
Свяжитесь с нами
Исправления и проблемы
Вопросы
какая
Описательная информация, помогающая идентифицировать этот отчет.
Перейдите по ссылкам ниже, чтобы найти похожие элементы в электронной библиотеке.
Титулы
-
Основное название:
Сварка дюралюминия
-
Название серии:
Технические меморандумы NACA
Описание
Рассмотрены газовая и электросварка дюралюминия. Также описаны некоторые элементы, которые влияют на определение успешного сварного шва и проверку на наличие дефектов.
Физическое описание
[12] с. : больной.
Предметы
Ключевые слова
- дюралюминий
- металлические свойства
- сварка
Язык
- Английский
Тип вещи
- Отчет
Идентификатор
Уникальные идентификационные номера для этого отчета в электронной библиотеке или других системах.
- Присоединение или местный контроль № :
93R20052
- URL-адрес :
http://hdl.handle.net/2060/19930090762
Внешняя ссылка - Отчет № :
НАКА-ТМ-399
- Центр аэрокосмической информации, номер :
19930090762
- Архивный ресурсный ключ :
ковчег:/67531/metadc65211
Коллекции
Этот отчет является частью следующих сборников связанных материалов.
Коллекция Национального консультативного комитета по аэронавтике
Национальный консультативный комитет по аэронавтике (NACA) был федеральным агентством США, основанным 3 марта 1915 года для проведения, продвижения и институционализации авиационных исследований. 1 октября 1958 года агентство было распущено, а его активы и персонал переданы недавно созданному Национальному управлению по аэронавтике и исследованию космического пространства (НАСА).
О |
Просмотреть эту коллекцию
Архив технических отчетов и библиотека изображений
Эта подборка материалов из Архива технических отчетов и библиотеки изображений (TRAIL) включает труднодоступные отчеты, опубликованные различными государственными учреждениями. Технические публикации содержат отчеты, изображения и технические описания исследований, выполненных для правительственных учреждений США. Темы варьируются от добычи полезных ископаемых, опреснения и радиации до более широких исследований в области физики, биологии и химии. Некоторые отчеты включают карты, раскладки, чертежи и другие материалы большого размера.
О |
Просмотрите эту коллекцию
Какие обязанности у меня есть при использовании этого отчета?
Цифровые файлы
14
файлы изображений
доступны в нескольких размерах
1
файл
(.
pdf)- API метаданных:
описательные и загружаемые метаданные, доступные в других форматах
Когда
Даты и периоды времени, связанные с этим отчетом.
Дата создания
февраль 1927 г.
Добавлено в цифровую библиотеку ЕНТ
17 ноября 2011 г., 22:13
Описание Последнее обновление
7 сентября 2018 г.
, 10:47
Статистика использования
Когда последний раз использовался этот отчет?
Вчерашний день:
0
Последние 30 дней:
4
Всего использовано:
850
Дополнительная статистика
Взаимодействие с этим отчетом
Вот несколько советов, что делать дальше.
Поиск внутри
Поиск
Начать чтение
PDF-версия также доступна для скачивания.
Все форматы
Цитаты, права, повторное использование
Ссылаясь на этот отчет
Обязанности использования
Лицензирование и разрешения
Связывание и встраивание
Копии и репродукции
Международная структура взаимодействия изображений
Мы поддерживаем IIIF Презентация API
Распечатать/поделиться
Полезные ссылки в машиночитаемом формате.
Архивный ресурсный ключ (ARK)
- ERC Запись:
/арк:/67531/metadc65211/? - Заявление о стойкости:
/ark:/67531/metadc65211/??
Международная структура совместимости изображений (IIIF)
- IIIF Манифест:
/арк:/67531/metadc65211/манифест/
Форматы метаданных
- УНТЛ Формат:
/ark:/67531/metadc65211/metadata. untl.xml - DC РДФ:
/ark:/67531/metadc65211/metadata.dc.rdf - DC XML:
/ark:/67531/metadc65211/metadata.dc.xml - OAI_DC :
/oai/?verb=GetRecord&metadataPrefix=oai_dc&identifier=info:ark/67531/metadc65211 - МЕТС :
/ark:/67531/metadc65211/metadata. mets.xml - Документ OpenSearch:
/ark:/67531/metadc65211/opensearch.xml
Картинки
- Миниатюра:
/ark:/67531/metadc65211/миниатюра/ - Маленькое изображение:
/ковчег:/67531/metadc65211/маленький/
URL-адреса
- В текст:
/ark:/67531/metadc65211/urls.