Назначение и применение газа для сварки. Как варить газом
Как варить полуавтоматом правильно? Как варить полуавтоматом без газа?
Сварочные работы являются одним из самых ответственных этапов как промышленного производства, так и малого бизнеса. Не следует также забывать об их важности в аспекте даже банального приусадебного хозяйства. Во всех этих случаях от качества сварки часто зависит не только эксплуатационная надежность готового изделия, но и безопасность людей, которые им пользуются.
 Особенно надежна и качественна сварка полуавтоматическими сварочными аппаратами, выполняемая в среде инертных газов. Знаете, как варить полуавтоматом? Сегодня мы именно об этом и поговорим.
Особенно надежна и качественна сварка полуавтоматическими сварочными аппаратами, выполняемая в среде инертных газов. Знаете, как варить полуавтоматом? Сегодня мы именно об этом и поговорим.
Общие понятия
В общем и целом, процесс этот является одной из многих разновидностей классической электродуговой сварки. Так как ее сопротивление намного выше такового для электрода, большая часть энергии выделяется в пространство около дуги, оплавляя свариваемую поверхность и сам электрод, в результате чего образуется так называемая сварная ванна.
После того как соединение остынет и закристаллизуется, образуется сварной шов, который на данном этапе развития технологий считается наиболее надежным способом сочленения металлических деталей.
Основные принципы сварки полуавтоматом
В отличие от классической дуговой сварки, в рассматриваемом нами процессе превалирующее значение имеют две вещи: электрод (сварная проволока) и инертный газ, защищающий сварную ванну. Перед тем как варить полуавтоматом, очень желательно последний купить в достаточном количестве.
Последнее обстоятельство чрезвычайно важно. Дело в том, что сварной шов всеми доступными способами стараются сохранить от взаимодействия с кислородом окружающей среды во время проведения работы: во-первых, в противном случае образуется много окалины, а поверхность соединения становится далека от идеала. Во-вторых, в самом металле шва появляется огромное количество окислов, которые крайне негативно влияют на качество готового сочленения. Именно поэтому в сварном деле широко используется аргон и углекислота.
Схематичное описание процесса сварки

В процессе сварки электрод (проволока) проходит сквозь сопло горелки, где и расплавляется из-за высокой температуры дуги. Так как сварочная проволока подается непрерывно, удается достичь постоянного качества и скорости процесса. Направление и скорость выбираются вручную. Следить за непрерывностью подачи электрода также приходится самому сварщику. В международной классификации такой процесс обозначается как GMAW (gas metal arc welding). Различают сварку в инертном или активном газе.
Последний используется в тех случаях, когда свойства металла не позволяют достичь каких-то особенных характеристик сварного шва. Вот как варить полуавтоматом.
Какое для этого требуется оборудование?
В комплект оборудования должен входить сам сварочный аппарат, источник сварного тока, устройство для подачи проволоки, а также баллон с газом. Устройства такого типа выпускаются как в портативных вариантах, так и в виде шасси для использования в полевых условиях. Так как научиться варить полуавтоматом подобного типа сложно, к работе допускаются только специалисты, прошедшие необходимый инструктаж.
Какими характеристиками отличается обычное оборудование подобного типа?
- Сила тока от 40 до 600 А.
- На самой сварочной дуге напряжение составляет от 16 до 40 В.
- Скорость прохождения скрепляемого участка может достигать 2 см в секунду.
- Для различных целей и материалов используется проволока, толщина которой составляет от 0,5 до 3 мм.
- За секунду расходуется от 30 до 250 мм электрода.
- Расход инертного газа может достигать 60 литров за одну минуту. Минимальным значением считается расход в три литра за одну минуту.
- В один сварочный баллон помещается до 100 литров инертного или активного газа.

Предпочтительные разновидности подающего механизма
Полуавтоматические сварочные аппараты во многом различаются по устройству механизма для подачи электродной сварочной проволоки, так что на этом моменте следует остановиться подробнее. В наиболее распространенном варианте используется толкательный тип: он сильно упрощает конструкцию горелки, но в этом случае длина шланга для подачи газа ограничена максимум тремя метрами. Лучше использовать тянущую конструкцию: длина шланга в этом случае может достигать 20 метров.
Перед покупкой сварочного аппарата следует самое пристальное внимание обратить на горелку. Так как сопло является тем элементом, который изнашивается едва ли не быстрее всего, оно должно быть максимально качественно изготовлено. Обратите внимание, что при сварке нужно постоянно очищать его от прилипших кусочков окалины. Очень внимательно нужно следить за состоянием наконечника, так как в случае его повреждения качество сварки резко падает.
Важно! Перед тем как варить нержавейку полуавтоматом, купите сменные комплекты. На нержавеющую сталь уходит много проволоки и инертного газа. Для ее сварки требуется мощная электрическая дуга, металл сильно греется, сопло быстро изнашивается.
Какие материалы следует использовать в работе?
Как мы уже говорили, проволоку можно использовать от 0,5 до 3 мм толщиной. Чем она тоньше, тем лучше горение дуги, тем глубже проплавление свариваемого материала. Учтите, что можно использовать электрод толще 3 мм, но на каждый «лишний» миллиметр должно приходиться по 100 дополнительных ампер.
 Инертные газы могут быть использованы как в чистом виде, так и в смесях. Средний расход газа легко высчитать, зная среднюю скорость прохождения обрабатываемого участка и удельное потребление расходного материала, которое можно узнать из справочников для специалистов по сварке.
Инертные газы могут быть использованы как в чистом виде, так и в смесях. Средний расход газа легко высчитать, зная среднюю скорость прохождения обрабатываемого участка и удельное потребление расходного материала, которое можно узнать из справочников для специалистов по сварке.
Немного о силе тока и напряжении
Разумеется, сила тока зависит от толщины свариваемого материала, а также от диаметра используемой проволоки. Чем толщина больше, тем глубина проплавления материала и общая производительность работы меньше. Чем напряжение выше, тем глубже проплавление металла. Но нужно помнить, что при этом увеличивается объем сгоревшего материала и окалины, а ширина шва сильно растет. Напряжение выставляется по силе тока. Информацию подробнее нужно искать в инструкции к сварочному аппарату.
Скорость подачи электрода устанавливается, исходя из характеристик материала и требуемой прочности шва. Время сварки зависит как от толщины соединяемого материала, так и от предполагаемой ширины шва. На высокой скорости, таким образом, настоятельно рекомендуем делать только узкие соединения, так как при широких швах вы получите отвратительное качество сочленения и большое количество окалины.

О расходе газа
Чем проволока толще, тем больше расходуется инертного газа на защиту поверхности свариваемого материала. Понизить расход можно, плотнее прижимая сопло горелки к рабочей поверхности, или же банально уменьшив скорость сваривания деталей. Внимание! Если вы переборщите со скоростью (увеличивая ее ради роста производительности), наконечник сопла может выйти за пределы сварочной ванны, подвергаясь ускоренному окислению и разрушаясь от этого.
Правильная работа с электродами
Стабильность сварочного процесса во многом зависит от выпуска и скорости расхода электродной проволоки. Чем вылет больше, тем менее стабильной становится дуга. Кроме того, в этом случае огромное количество материала уходит в окалину. Во многом это связано с тем, что резко сокращается зона сварочной ванны, наконечник и сам материал начинают окисляться ускоренными темпами. Если вылет излишне мал, резко ухудшается видимость при проведении сварки.
Варка алюминия
А как варить алюминий полуавтоматом? Алюминий – металл химически инертный, так как на его поверхности имеется толстая амальгама. Чтобы ее прожечь, нужна мощная дуга. В качестве электрода используется тонкая алюминиевая проволока. Обязательно (!) нужно использовать инертный газ, так как при малейшем доступе кислорода амальгама мгновенно восстанавливается.

Важные рекомендации
Если вы варите тонкий металл, то шов обязательно нужно вести сверху вниз. Шов необходимо делать как можно более тонким, так как в этом случае его толщина получается примерно одинаковой с обеих сторон. Если вы делаете излишне широкое сочленение, то вряд ли сумеете избежать прожога материала. Чтобы избежать порчи материала, рекомендуем увеличивать скорость сварки, уменьшая при этом напряжение сварочного тока.
В том случае, когда вы варите материал на подкладочном основании, обеспечьте как можно более плотное его прижатие. Дело в том, что дуга очень сильно разогревает металл, в результате чего его листы небольшой толщины начинают сильно изгибаться из-за температурной деформации. Чтобы уменьшить проявления этого физического эффекта, изгибайте стыки в сторону подкладки. Так как правильно варить полуавтоматом данным способом может быть сложно, перед работой сделайте несколько пробных швов.
Если свариваемый металл более 1,5 мм в толщину, советуем производить работу на весу. Настоятельно при этом рекомендуем располагать электрод в вертикальном положении, направляя его точно на ванну. Сваривая метал толщиной от 1,3 до 2 миллиметров, выбирайте режимы так, чтобы шов получался максимум за один проход. Перед тем как правильно варить полуавтоматом машину, обязательно подгоните детали друг к другу, разметьте фронт работ: кузов легко испортить, так что работать нужно очень аккуратно.
Если зазоры между плохо подогнанными деталями слишком велики, рекомендуем поступать следующим образом: также проводить сварку сверху вниз, проводить эксперименты с колебаниями мощности, а также время от времени прекращать работу, давая законченным участкам окрепнуть. Еще раз напомним: перед тем как правильно варить полуавтоматом, желательно подогнать детали друг к другу. Вы потратите совсем немного времени, зато процесс сварки пойдет куда быстрее.
Варим металл без использования инертных газов
 Все вышесказанное справедливо для сварки металлов в среде инертных газов. Но что же делать в том случае, когда у вас попросту нет возможности или средств для покупки баллонов, как варить полуавтоматом без газа? Специально для этих случаев производители выпускают особые сорта электродной проволоки.
Все вышесказанное справедливо для сварки металлов в среде инертных газов. Но что же делать в том случае, когда у вас попросту нет возможности или средств для покупки баллонов, как варить полуавтоматом без газа? Специально для этих случаев производители выпускают особые сорта электродной проволоки.
При ее изготовлении могут быть использованы две технологии: запрессовка в тонкую металлическую трубку флюса или же включение его компонентов непосредственно в металл электрода.
Чем же хороша такая проволока? Все дело в физике: когда электродуговой разряд начинает ее расплавлять, вокруг сварной ванны образуется облако из тех соединений, которые входят в состав флюса. Таким образом, заменяется классический инертный газ, так как сгоревший флюс защищает свариваемый материал не намного хуже.
Вот как варить полуавтоматом без газа.
Немного о технике безопасности
Наша статья была бы не полной, если бы мы не упомянули о требованиях техники безопасности. Напомним, что ТБ при проведении электродуговой сварки требует создания как минимум десятиметровой защитной зоны вокруг места проведения работ. Если расстояние будет меньше, то присутствующие люди всерьез рискуют получить тяжелые ожоги сетчатки глаза. Чтобы подробнее узнать о конкретных нормативах и правилах, следует внимательно прочитать инструкцию к своему оборудованию.
Специалист в обязательном порядке должен использовать индивидуальные защитные приспособления, тщательнейшим образом проверять перед началом работы все имеющееся оборудование. Строго запрещено начинать сварку, если выявлена хоть одна механическая или электрическая неисправность. Всегда помните о том, что сварочные работы являются источником повышенной опасности возникновения пожара.
Так как варить полуавтоматом сварочным зачастую приходится в помещениях, убирайте из зоны работ весь горючий материал.
Выводы
В завершение нужно сказать, что качество сварки получается действительно высоким только в том случае, когда поверхность деталей перед проведением работ тщательно зачищается от загрязнений и жиров. Кроме того, огромную роль играет правильная настройка оборудования: если вы переборщите с мощностью, можете прожечь листы железа насквозь. Решите делать работу медленнее – высока вероятность неаккуратных широких швов и появления большого количества окалины.
На последнюю не только уходит металл самой детали. Как мы говорили выше, окалина способствует скорейшему износу сопла горелки и прочих важных деталей сварочного аппарата. Очень важно это помнить перед тем как варить полуавтоматом машину: металл кузова особой толщиной не отличается, а потому может прогореть насквозь.
4u-pro.ru
Как правильно варить сваркой машину. Как правильно варить. Kak-PravilnoDelat
А как правильно варить эл сваркой?
Вчера по просьбе радиослушателей наваривал резьбовую часть полдюйма на отрезаный конец трубопровода 3/4. Фан был еще тот.
в итоге прорезал тричетверти вдоль чуток, вбил туда полдюйма, обжал как мог и пропилы и стыки заварил.
Извел 4 электрода. после 1-го шов вроде нормальный без окалины, но вода текла через микропоры шва. Я сжег еще 3 электрода, создал наплав, но ента сволочь текла через поры
Я забил, сказал всем что заржавеет и течь перестанет:)
Вопрос - а как варит грамотно чтоб сразу без течей?
нужно ли прижимать электрод к точке сварки или лучше вести дугу на расстоянии от свариваемого материала?
Обсуждение закрыто модератором
Это не просто 1. Подготовка стыка. Свариваемые кромки нужно высушить, зачистить от ржавчины до чистого металла и снять фаски. Фаски снять таким образом, чтобы при стыковании на виде сбоку две фаски смотрелись как буква V. Это V-образная разделка.2. Если аппарат варит переменным током, то взять электрод АНО-4 или ОЗС-12 (не надо МР-3, т.к. МР требует напряжения хол. хода от 60В, это или промышленый аппарат, или инвертор). АНО и ОЗС не требуют повторной прокалки, не боятся следов ржавчины.Если аппарат на пост. ток, то УОНИ-13/55. Диаметр электрода 2.5 - 3 мм. По хорошему требуют повторной прокалки при +300оС 1 час, иначе будут поры. Варить обратной полярностью.Режимы сварки указывают на этикетках пачек.Из производителей в Москве лучше взять Сычевский электродный завод. Лосиноостровский и Спецэлектрод не того.3. Состыковать трубки с зазором 1 мм и сделать 2-3 прихватки электродом. Болгаркой зачистить прихватки от шлака до чистого металла. 4. Заварить шов аккуратными скобкообразными движениями. Дугу держать короткой около 2 мм. Каждый отрыв дуги грозит порой. Место обрыва дуги лучше обработать болгаркой.На одном месте дугу не держать, можно прожечь металл.Если труба лежит горизонтально, то варят с двух сторон снизу вверх, навержу соединяют замком.Красиво заварить - очень сложно, надо года 3 - 4 поработать сварщиком, чтобы только-только ремесло освоить.
Вообще то трубы варят газом
Re:А как правильно варить эл сваркой? gt; Вопрос - а как варит грамотно чтоб сразу без течей?gt; gt; нужно ли прижимать электрод к точке сварки или лучше вести дугу на расстоянии от свариваемого материала?
Лучше в начале потренироваться на плоской повнрхности.
Электрод нужно в начале прижать (постучав до возникновения дуги, а затем вести на расстоянии 1-2 см (точно уже не помню) от шва, сам электрод должен идти в виде перевернутой буквы П .Примерно так|_______||_______||_______||_______|
Да уж, герметично варить шов не профессионалу это фантастика-))) Вот сколько уже переварил всего, но даже на постоянном токе не смог научиться-))) Тем более не горизонтальный шов. Вообще-то к варке труб даже сварщика 3 разряда не допускают-))) Вообще нужна практика, правильно подобранные электрод и сила тока. Легче варить постоянным током, дуга мягче, лучше держиться на электроде. Сложность доставляет варка герметичного шва на вертикальной поверхности, под силой гравитации раскаленные метал сползает. При работе, нужно элетрод вести круговыми движениями от себя или на себя, хорошо проваривая метал двух элементов. Помимо непровара можно прожечь стенку, так же очень неприятно. В свое вермя намучавшись и попалив немеренно электродов и металла, просто пригласил сварщика, он за пять минут все сварил-)))С уважением Андрей.
Кстате этот шов в скорости оторвет так чта советую переделать. Варить две трубы достаточно сложно. Нужно очень хорошее прилегание стыков. Сначала зафиксировать несколькими прихватами. Потом равномерно проваривать поворачивая трубу и прогревая шов движениями влево вправо чтобы доиться нормального провара.
Варить - это как машину водить. Несложно, но нужен навык. Причем обучаться с инструктором.
это отдельная наука. тут глянь a href='http://www.ewm.ru/index.php?page=techpid=100023' http://www.ewm.ru/index.php?page=techpid=100023 /a
Можно ли в наших машинах варить инвертором. Как правильно варить машину инвертором
Можно ли в наших машинах варить инвертором
Автомобильный инвертор для сварки кузова должен будет работать практически на минимальной мощности как правильно варить машину инвертором. Тогда быстрее бросайте все и бегите устраиваться сварщиком они в большой цене Рассчитывайте на пару пачек электродов как минимум. После сварки два металла стянутся друг к другу. да так что еще скажете откуда этот угол образовался. Как сделать звук компьютера через телевизор. Ни чего мудрить не нужно и будем использовать в качестве дополнительно металла для сварки ту же троечку.Основной газ применяемый для полуавтоматической сварки это СО2 двуокись углерода. также именуется как диоксид углерода. угольный ангидрид.
Кроме того. пыль на поверхности свариваемого металла может вызвать поломку аппарата. Так как искры от электрической дуги брызжут во все стороны и тонкие хб перчатки ими прожигаются насквозь. Это значит. что подающий ролик нужно установить так. чтобы проволока попала в правильную канавку. Причм. углекислотный полуавтомат можно назвать основным видом сварочных аппаратов для гаражников. и сервисов выполняющих кузовной ремонт. Манометр имеет две шкалы и показывает как давление газа на выходе. так и его расход в литрах в минуту.
- А еще в ваших машинах можно варить борщ! вари как.
- Как правильно варить сварочным инвертором; Как правильно.
При этом. кремний и марганец из проволокиокисляются в первую очередь. заменяя собой элементы из металла конструкции. которую мы свариваем. Специализированный интернетмагазин сварочных инверторов 0503850685 Для испытаний инверторов на возможность сварки тонкого металла было использовано железо 0. 8 мм с крыла автомобиля Жыгули и электроды АНО21 сечением 2 мм. Если напряжение под нагрузкой меньше 205 210 Вольт. то работа обычного полуавтомата становится проблематичной. Подача газа открывается газовым клапаном. расположенным. как правило. но не всегда. в горелке. Так получается что инверторы подороже варят тонкое железо не намного лучше чем обычный бытовой. Понятно. что иметь на каждый вид работ свой сварочник это просто великолепно. К нему балон углекислоты на 10 литров. импортную горелку 3 метра. Можно использовать различные аппараты. но факт остается фактом и понятно что электроды как правило прожигают жестянку. И если по объему у обычного газового баллона все в порядке. то насчет его давления и присоединительной резьбы. такого не скажешь. Выводугадать с силой тока. ну и знать основные правила электросварки. При сварке электрическая дуга от души излучает жесткий ультрафиолетовое излучение в таком количестве. что любой салон загара отдыхает. Лишнее доказательство мои многочисленные поделки с использованием сварки см. Дело в том. что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. В прошедшие выходные купил себе полуавтомат инвертор Циклон201 httpwww. Сварка будет успешной с любой проволокой. лишь бы она была омедннной и без грязи и ржавчины. То есть. прозрачный в обычных условиях светофильтр в момент вспышки дуги моментально затемняется. и ваши глаза не успевают нахвататься зайцев.
Как правильно варить сварочным аппаратом
Одним баллоном большим можно две машины полностью. Для испытаний инверторов на возможность сварки тонкого металла было. Как варить полуавтоматом машину. чтобы не оставлять никаких. Надо делать не чтобы дшево. а чтоб ПРАВИЛЬНО. чтоб машина не расползлась на. Приходится в стык. сам страшно не люблю это занятие. но увы. Ниже 80А тройкой варить не умеет. дуга просто не горит. электрод липнет. Приходится варить в стык. сам страшно не люблю это занятие. но увы.
Видео инструкция сварки полуавтоматом вертикального шва. Пытался варить кузовщину инвертором. через 5 минут бросил. Научитесь варить он в 99 случаев перестанет вас удовлетворять. вы все равно. Как правильно варить сварочным инвертором Как правильно.
Как правильно варить полуавтоматом машину
Как правильно варить машину инвертором | Рейтинг: 7 / 10 ( 49 )
Как варить газосваркой
В наше время для проведения ремонтных работ в области судостроения, автомобилестроения, строительства широко используют газовую сварку. В процессе газосварки пламенем в открытой горелке плавится основной и присадочный материал. При газосварке происходит плавное нагревание металла. Благодаря этому, она нашла широкое применение при сварке цветных металлов, чугуна и стали.

Пламя в горелке поддерживается благодаря подаче горючих газов, находящихся в баллоне: пропана, диацина, водорода, метана, ацетилена, кислорода и прочих. При проведении газосварки необходимо очень тщательно соблюдать технику безопасности. В радиусе метра, возле вас должны отсутствовать легковоспламеняющиеся предметы. Не лишним будет запастись емкостью с водой.
Газосварке отдают предпочтение из-за ее простоты и мобильности.
Процесс газосварки прост, поэтому можно без труда освоить технику нагрева и сварки. Главное для сварщика – это овладеть работой при помощи горелки и прутка. Это обеспечит качественное исполнение газосварочных работ.
У тех, кто впервые проводит газосварочные работы, как правило, возникают множество вопросов, связанных с техникой, методикой и самим процессом газосварки. Начинающий сварщик старается выбрать для себя самую оптимальную технику, зависящую от вида материалов, использующихся в процессе сварки.Чтобы умело подойти к процессу сварки, можно воспользоваться советами, которые непременно вам помогут.
Инструкция по работе с газосваркой
Сначала необходимо выбрать оборудование. Не забывайте, что в процессе сварки вам придется работать с газовым баллоном. Поэтому необходимо хорошо ознакомится с правилами по технике безопасности.
В зависимости от вида поверхности, которую необходимо сварить, выбирается определенная техника сварки.
Ацетилен #8212; основной компонент в процессе газосварки. Для сварки используют растворенный (в баллоне) или газообразный ацетилен. Ацетиленовые баллоны применяют при газосварочных работах любой сложности, как на бытовом уровне, так и при проведении высокотехнологичной сварки. Ацетилен можно назвать одним из самых качественных источников пламени. Это обусловлено тем, что нет надобности в использовании какого-нибудь окислителя.
Вначале необходимо подготовить газовый баллон, с помощью которого будет производиться ацетиленокислородная газосварка, учитывая труднодоступные места.Также потребуется горелка, имеющая четыре наконечника. Для отработки навыков сварки вначале необходимо использовать наконечник наименьшего размера. Старайтесь следить за поддержанием давления во всех шлангах аппарата. Давление для кислорода и для ацетилена должно отличаться. Необходимо следить, чтобы показатели давления оставались на уровне: для кислорода не более 0,3МПа, для ацетилена #8212; не менее в 1 кПа.
В процессе газосварки можно воспользоваться кислородным шлангом, который относится к III классу. Он обеспечит подачу кислорода к газовому баллону с оптимальным давлением, что предусмотрено техникой газосварки для небольших соединений.
Чтобы шов при сварке поверхностей был качественный и красивый, используют Г3. Его применение требует мастерства и более повышенных требований со стороны техники безопасности. В любом случае, на вас должна быть надета защитная форма #8212; это уплотненные штаны и куртка. Голова должна быть защищена шапкой. Лицо необходимо полностью прикрыть, используя специальную маску.
Овладеть в полной мере искусством газосварки можно только после учебы и окончания специальных курсов. Это поможет вам правильно выбрать горелку для газовой сварки. При выполнении газосварочных работ необходимо правильно располагать прибор относительно свариваемых поверхностей, соблюдая при этом оптимальный угол. Это необходимо для образования красивого и ровного шва. По окончанию газосварочных работ, для придания изделию эстетичного вида нужно аккуратно зачистить окалину.
Tag:
газосварка, как варить газосваркой, газосварка для начинающих, Как работать газосваркой, как правильно варить газовой сваркой
Статьи по теме
Источники: http://forum.auto.ru/housing/912589/, http://www.anna-perenna.by/wsw/kak-pravilno-varit-mashinu-invertorom, http://www.stroy-db.ru/instrumeny/kak-varit-gazosvarkoj/
Комментариев пока нет!
kakdelat-pravilno.ru
Газ для сварки
Сегодня трудно представить монтажные работы без сварочных операций, использующих специальный газ для сварки в смеси с кислородом.
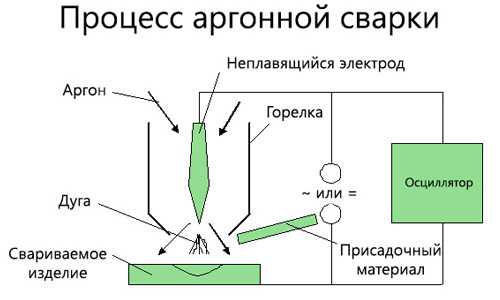
Схема аргонной сварки.
Благодаря этому получается пламя очень высокой температуры горения, достаточной для надежного скрепления различных деталей и конструкций. Каждый из газов, которые используют в сварочных операциях, обладает своими свойствами и назначением, о которых пойдет речь ниже.
Газовая смесь как источник тепла для сварки
Газовой сваркой называют такой вид сварочных операций, при котором в зоне соединения металлических заготовок расплавление производится за счет воздействия на сварочную ванну пламени, возникающего при окислении тех или иных газов.
Таблица физических свойств газов для сварки.
Таким образом, источником горения является соответствующий газ. В частности, горючими газами может выступать ацетилен, природный и нефтяной газы, водород, бензиновые и керосиновые пары, некоторые другие газы. Как правило, для максимальной эффективности работ формируются газовые смеси для сварки.
В практике газосварочных работ наибольшее распространение получила ацетилено-кислородная смесь, которая обеспечивает самую высокую температуру сварочного пламени.
В сравнении с электродуговой сваркой, газосварка имеет свои преимущества. Она более проста, не требует сложного оборудования и источников электроэнергии. В то же время газосварка менее производительна, чем электродуговая технология, газ нагревает зону больше, чем нужно, для качественного сваривания и не обеспечивает такой прочности свариваемой конструкции, как электросварка. Чаще всего газом пользуются для обработки тонколистовых металлических изделий, чугунных деталей, изделий из меди, алюминия, латуни и ряда других металлов.
Вернуться к оглавлению
Сварка в газовой среде: какой должна быть смесь?
На эффективность сварочного процесса влияет состояние катализатора смеси, в роли которого выступает кислород. От степени его чистоты зависит скорость выполнения работ и качество соединительного шва.
Чтобы получить интенсивное и максимально жаркое пламя горелки, необходимо применение технически чистого кислорода.
Влияние компонентов газа на характеристики сварочного процесса.
Приток именно такого кислорода в пламя придает последнему отличные окислительные и восстановительные характеристики.
Между тем, использование чистого кислорода некоторым образом усложняет процесс. В частности, смешение чистого кислорода с некоторыми горючими газами делает их особенно взрывоопасными, так как они сгорают слишком быстро. Кроме того, работа с чистым кислородом требует, чтобы он хранился в специальных баллонах, что создает дополнительные неудобства.
Альтернативой такому способу является способ использования неочищенного (атмосферного) кислорода. Он более взрыво- и пожаробезопасен, но сварочные операции с его применением менее эффективны. Так как в окружающем воздухе кислород занимает не более 20% объема, смесь атмосферных газов не может обеспечить очень высокую температуру горения. По этой причине процедура сварки значительно замедляется.
Вернуться к оглавлению
Кислород — обязательный компонент газовой сварки
Для газосварочных работ кислород выделяют из окружающего воздуха, сильно охлаждая газовую смесь. Иногда чистый катализатор получают методом электролиза из обыкновенной воды.
Технический кислород, предназначенный для газовой сварки, в соответствии с государственным стандартом делится на 3 сорта:
- I сорт — содержание чистого кислорода не менее 99,7%;
- II сорт — не менее 99,5%;
- III сорт — не менее 99,2%.
Классификация основных видов сварки.
Остальную очень незначительную часть объема технического кислорода составляет аргон, азот, водяные пары.
При работе с техническим кислородом необходимо всегда помнить о его основных свойствах, располагающих к активному горению.
В частности, сжатый кислород следует ограждать от соприкосновения с различными жирами и маслами, которые в этом случае способны самовозгораться или вызвать взрыв. Особую пожарную опасность представляют собой горючие пористые материалы вроде угля, сажи, ваты, войлока и некоторых других.
Будучи по какой-то причине пропитанными жидким кислородом, они становятся настоящей опасной взрывчаткой.
Вернуться к оглавлению
Горючие газы и их использование в сварочных работах
В перечень горючих газов, применяемых в промышленной газосварке, входит несколько наименований. Газосварщики могут работать с ацетиленом, пропаном, бутаном, водородом, керосином, бензолом, бензином, а также с их смесями.
Но самым распространенным и практичным в этой роли признан ацетилен — газообразное соединение углерода и водорода (С2Н2). Соединяясь с кислородом, он дает оптимально высокую для сварочного процесса температуру горения — 3100-3200°С.
Температура горения горючих газов.
Указанный горючий газ для сварки бесцветен, однако отличается очень резким, хорошо узнаваемым запахом. Каждому работнику, имеющему дело с ацетиленом, необходимо помнить, что технический ацетилен при продолжительном вдыхании может вызвать головокружения и даже опасные отравления.
Следует также иметь в виду, что ацетилен сам по себе взрывоопасен при ускоренном нагревании до 450°С и при атмосферном давлении, превышающем показатель в 1,5 кгс/см2, если его концентрация в воздушной смеси составляет от 2,2% до 93%.
Наряду с ацетиленом, в сварочном деле применяются и его заменители. Такими веществами могут быть как некоторые другие газы, так и ряд жидкостей. В частности, природный газ или пропан-бутан могут применяться при сварочной обработке тонких стальных листов.
Вернуться к оглавлению
Использование защитных газов для большего эффекта сварки
При выполнении работ на электродуговой сварке нередко в качестве дополнительного подспорья применяются так называемые защитные газы. В их число входят как активные газы (например, углекислый газ, азот, водород), так и инертные газы (аргон, гелий).
Расчет расхода защитного газа при сварке.
Назначение защитных газообразных веществ — создавать оптимальную физическую среду в сварочной ванне. Благодаря этим газам расплав получается качественным, равномерным. При этом сам сварочный процесс существенно ускоряется, а соединительный шов выходит прочным и с необходимыми технологическими параметрами.
Процесс сварки в газовой защитной среде выглядит довольно просто. С помощью специального сопла газовой горелки под заданным давлением к месту действия сварочной дуги направляется смесь газов, из которой образуется защитная среда. Как правило, для создания данной газовой среды (при выборе сварки полуавтоматом) смешивают какой-либо инертный газ и углекислый газ.
Метод сварочных работ, при котором используется защитный газ для сварки, в настоящее время широко применяется как в промышленности, так и в домашних условиях. Для качественной и безопасной работы следует особое внимание обратить на выбор соответствующего надежного оборудования. Отметим, что, видя спрос на такие устройства, многие ведущие фирмы освоили производство высококачественных полуавтоматов (можно, например, вспомнить в связи с этим популярную марку электро- и газосварочного оборудования МПТК).
Вернуться к оглавлению
Некоторые особенности использования газовых смесей для сварки
Для того чтобы добиться заданных характеристик сварочного шва и соединения разных заготовок, уменьшить разбрызгиваемость расплавленного металла, сварщики активно применяют различные сочетания нескольких газов в одной смеси. Свойства смеси всегда зависят от процентного соотношения составляющих ее веществ.
Главным требованием к газовым смесям является ограниченное содержание в них вредных компонентов и примесей. К таковым относится водород, азот и некоторые другие вещества. Их избыток ведет к ухудшению качества шва.
В частности, при перенасыщенности смеси водородом во время сварки формируется пористая структура свариваемого металла. Происходит это в момент остывания (ниже 200°С) и кристаллизации металлического расплава. К пористости и уменьшению пластичности материала приводит и применение смеси с избытком азота в ней.
Отрицательно воздействуют на свариваемый металл и водяные пары, содержащиеся в газовой смеси. Дело в том, что из-за высокой температуры вода разделяется на водород и кислород. Водород, как уже было отмечено, сразу же вступает в реакцию с металлом и делает его пористым.
Как можно заметить, от газов и их смесей, от правильности их составления во многом зависит качественный результат всей сварочной операции.
expertsvarki.ru
Газовая сварка и её применение на практике.
Одним из методов соединения деталей из металла между собой является газовая сварка, при которой сварочный процесс осуществляется путем нагревания и плавления кромок соединяемых металлов. Производится он при помощи сварочного пламени, образованного в результате сгорания ацетилена в направленной струе кислорода. Также для этих целей используются водород, керосин, бензин и другие горючие газы. Температура пламени в результате горения этих газов достигает температуры в 3050—3150 °С. При газовой сварке заполнение зазора между кромками соединяемых деталей происходит при помощи присадочной проволоки, которая при плавлении в пламени заполняет этот зазор.
 Производится газовая сварка при помощи специального оборудования, состоящего из баллонов для хранения газов, редуктора с двумя манометрами (низкого и высокого давления), предназначенного для регулировки подачи газов при производстве сварочных работ, а также горелки и шлангов для подачи газов в горелку от регулировочного редуктора.
Производится газовая сварка при помощи специального оборудования, состоящего из баллонов для хранения газов, редуктора с двумя манометрами (низкого и высокого давления), предназначенного для регулировки подачи газов при производстве сварочных работ, а также горелки и шлангов для подачи газов в горелку от регулировочного редуктора.
 Газовая сварка используется в промышленности для соединения (сваривания) конструкций из стали и некоторых цветных металлов, включая латунь и чугун, имеющих толщину не более пяти миллиметров. Также газовая сварка применима для наплавочных работ, пайки и других ремонтов. Сваривание металлов большей толщины производится при помощи электродуговой сварки. Стоит отметить, что газовая сварка металлов малоэффективна в сравнении с электродуговой.
Газовая сварка используется в промышленности для соединения (сваривания) конструкций из стали и некоторых цветных металлов, включая латунь и чугун, имеющих толщину не более пяти миллиметров. Также газовая сварка применима для наплавочных работ, пайки и других ремонтов. Сваривание металлов большей толщины производится при помощи электродуговой сварки. Стоит отметить, что газовая сварка металлов малоэффективна в сравнении с электродуговой.
Резка металлов производится кислородной струей при помощи резаков или специальных горелок. Основное отличие их от газосварочных горелок в том, что у них две кислородных струи – одна для прогревания металла, другая для выдувания расплавленного металла в местах резки. Резаки отличаются по конструкции сопла (мундштука), которые разделяются в отношении расположения нагревательного пламени и режущей струи ступенчатым расположением сопел, а также последующим и концентрическим. Еще они разделяются по роду применяемого горючего. Существуют резаки для водорода, ацетилена, светильного газа, водорода и пр.
Процесс резки металла заключается в следующем: в точке начала резания металл прогревается нагревательной струей до белого цвета, что соответствует примерно 1000°С, после чего металл частично сжигается или выдувается в месте резки. Очень важно при резке «держать» температуру плавления металла, для чего выбирается оптимальный вариант подачи режущей струи. Применяется для резки железа, низкоуглеродистых и низколегированных сталей.

В связи с тем, что газовая сварка и резка металлов - производственные процессы, требующие определенных навыков работы на газосварочном оборудовании и знания мер безопасности при выполнении огневых работ, для работ этого вида необходимо привлекать квалифицированных работников прошедших специальное обучение. Неаккуратное обращение с оборудованием, а также пренебрежение мерами безопасности могут привести к серьезным последствиям.
fb.ru
Как варить газосваркой
В наше время для проведения ремонтных работ в области судостроения, автомобилестроения, строительства широко используют газовую сварку. В процессе газосварки пламенем в открытой горелке плавится основной и присадочный материал. При газосварке происходит плавное нагревание металла. Благодаря этому, она нашла широкое применение при сварке цветных металлов, чугуна и стали.

Пламя в горелке поддерживается благодаря подаче горючих газов, находящихся в баллоне: пропана, диацина, водорода, метана, ацетилена, кислорода и прочих. При проведении газосварки необходимо очень тщательно соблюдать технику безопасности. В радиусе метра, возле вас должны отсутствовать легковоспламеняющиеся предметы. Не лишним будет запастись емкостью с водой.
Газосварке отдают предпочтение из-за ее простоты и мобильности.
Процесс газосварки прост, поэтому можно без труда освоить технику нагрева и сварки. Главное для сварщика – это овладеть работой при помощи горелки и прутка. Это обеспечит качественное исполнение газосварочных работ.
У тех, кто впервые проводит газосварочные работы, как правило, возникают множество вопросов, связанных с техникой, методикой и самим процессом газосварки. Начинающий сварщик старается выбрать для себя самую оптимальную технику, зависящую от вида материалов, использующихся в процессе сварки.Чтобы умело подойти к процессу сварки, можно воспользоваться советами, которые непременно вам помогут.
Инструкция по работе с газосваркой
Сначала необходимо выбрать оборудование. Не забывайте, что в процессе сварки вам придется работать с газовым баллоном. Поэтому необходимо хорошо ознакомится с правилами по технике безопасности.
В зависимости от вида поверхности, которую необходимо сварить, выбирается определенная техника сварки.
Ацетилен — основной компонент в процессе газосварки. Для сварки используют растворенный (в баллоне) или газообразный ацетилен. Ацетиленовые баллоны применяют при газосварочных работах любой сложности, как на бытовом уровне, так и при проведении высокотехнологичной сварки. Ацетилен можно назвать одним из самых качественных источников пламени. Это обусловлено тем, что нет надобности в использовании какого-нибудь окислителя.
Вначале необходимо подготовить газовый баллон, с помощью которого будет производиться ацетиленокислородная газосварка, учитывая труднодоступные места.Также потребуется горелка, имеющая четыре наконечника. Для отработки навыков сварки вначале необходимо использовать наконечник наименьшего размера. Старайтесь следить за поддержанием давления во всех шлангах аппарата. Давление для кислорода и для ацетилена должно отличаться. Необходимо следить, чтобы показатели давления оставались на уровне: для кислорода не более 0,3МПа, для ацетилена — не менее в 1 кПа.
В процессе газосварки можно воспользоваться кислородным шлангом, который относится к III классу. Он обеспечит подачу кислорода к газовому баллону с оптимальным давлением, что предусмотрено техникой газосварки для небольших соединений.
Чтобы шов при сварке поверхностей был качественный и красивый, используют Г3. Его применение требует мастерства и более повышенных требований со стороны техники безопасности. В любом случае, на вас должна быть надета защитная форма — это уплотненные штаны и куртка. Голова должна быть защищена шапкой. Лицо необходимо полностью прикрыть, используя специальную маску.
Овладеть в полной мере искусством газосварки можно только после учебы и окончания специальных курсов. Это поможет вам правильно выбрать горелку для газовой сварки. При выполнении газосварочных работ необходимо правильно располагать прибор относительно свариваемых поверхностей, соблюдая при этом оптимальный угол. Это необходимо для образования красивого и ровного шва. По окончанию газосварочных работ, для придания изделию эстетичного вида нужно аккуратно зачистить окалину.
Tag:
газосварка, как варить газосваркой, газосварка для начинающих, Как работать газосваркой, как правильно варить газовой сваркойСтатьи по теме
stroy-db.ru