Содержание
Технология сварка меди в домашних условиях полуавтоматом
Когда разговор заходит о сварке меди, то необходимо понимать, что этот металл обладает уникальными свойствами. А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.
Содержание страницы
- 1 Особенности сварки меди
- 2 Ручная дуговая сварка медных сплавов
- 2.1 Полезные советы
- 3 Ручная аргонодуговая сварка
- 4 Сваривание угольными и графитовыми электродами
- 5 Сварка меди и алюминия
- 6 Сварка меди со сталью
Особенности сварки меди
Необходимо отметить тот факт, что чем чище медь, тем лучше она сваривается. Но кроме этого на качество процесса влияют и ниже следующие факторы.
Но кроме этого на качество процесса влияют и ниже следующие факторы.
- Как и многие цветные металлы, при соприкосновении с кислородом медь начинает окисляться. Окисел – это тонкая жаропрочная пленка, которая мешает проводить сваривание медных заготовок. Поэтому на стадии подготовки оксидную пленку обязательно удаляют разными способами.
- Медь обладает очень большим коэффициентом линейного расширения. Он в полтора раза больше, чем у стали. Поэтому при охлаждении происходит сильная усадка. Именно этот фактор негативно влияет на качество шва, в котором во время усадки появляются трещины.
- В нагретом состоянии медь поглощает водород и кислород. Первый внутри металла после остывания образует поры. Второй окисел на поверхности.
- При резком нагреве и остывании структура металла меняется. Из мелкозернистой он превращается в крупнозернистую. А это увеличение хрупкости в зоне сварки.
- Коэффициент теплопроводности у меди в семь раз больше, чем у стали. То есть, при нагреве металл быстро расплавляется, при снижении температуры быстро становится твердым.
 Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
Резкий переход от одной стадии в другую становится причиной образования внутри дефектов. - Текучесть меди. Этот показатель в 2,5 раза больше, чем у стали. При высоком нагреве, а это иногда требуется для сваривания толстых заготовок, полная проплавка с одной стороны практически невозможна. Поэтому сварка меди и ее сплавов проводится по двусторонней технологии. Когда с одной стороны производится полная сварка шва, а с задней стороны окончательно формируется сварочный шов. Кстати, именно текучесть меди осложняет сварку в вертикальном и потолочном положении.
- Перед тем как варить медь, необходимо понять, что прочность и пластичность материала снижается с повышением температуры. До +200С эти показатели находятся еще в норме, а вот с повышением их значение резко снижается. К примеру, при нагреве в пределах 500-550С пластичность практически падает до нуля. Поэтому высока вероятность появления внутри сварочного шва трещин. При высоком значении тока не стоит проводить двухслойное заполнение зазора между свариваемыми заготовками, даже если детали будут иметь большую толщину. Надо постараться все сделать за один проход.
 Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
Резкий переход от одной стадии в другую становится причиной образования внутри дефектов. Надо постараться все сделать за один проход.
Надо постараться все сделать за один проход.Как уже было сказано выше, проще всего сваривать чистую медь без примесей или раскисленную, в которой кислорода всего 0,01%. А так как такая медь встречается редко, в основном в промышленности используются ее сплавы, то рекомендуется сварку проводить в защитных газах или флюсах с присадочными материалами, в которые входят раскислители. А именно: кремний, марганец, алюминий и прочие добавки. Кстати, сварку меди электродами (расплавляющимися) также можно проводить. Единственно – это, чтобы в стержень входили раскислители, о которых было упомянуто выше.
Ручная дуговая сварка медных сплавов
Вообще, дуговая электросварка меди используется часто, особенно в домашних условиях. Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Технология сварки меди заключается в следующем.
- Производится очистка кромок соединяемых заготовок от загрязнений, для чего используется любой растворитель.
- Затем счищается оксидная пленка с помощью железных щеток, наждачки или другим абразивным инструментом.
- Далее производится сам процесс сваривания электродом.
Но так как толщина медных деталей может варьироваться в больших пределах, то и сам режим сварки будет отличаться. К примеру, для соединения заготовок толщиною 6-12 мм, необходимо разделать кромки так, чтобы образовался V-образный зазор. При этом угол между кромками должен быть в пределах 60-70°. Если используется двусторонняя сварка, то угол можно уменьшить до 50°. Зазор между деталями создается путем сдвига заготовок, чтобы между ними образовалась щель шириною 2,5% от длины самого сварочного шва.
Если раздвижение деталей не производится, то необходимо провести их прихватку. Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Если свариваемый металл имеет толщину больше 12 мм, то лучше использовать Х-образную разделку кромок, а соответственно и двустороннюю обварку. Если по каким-то причинам использовать данную разделку невозможно, то можно использовать V-образную. Правда, придется полностью заполнять зазор, на что уйдет больше электродов и времени.
Полезные советы
- Стыковые соединения варить лучше на подкладках, которые будут понижать температуру в зоне сварки и не давать металлу утекать сквозь зазор. Здесь можно использовать подкладки стальные, медные, графитовые и другие. Ширина подкладки 40-50 мм.
- Перед сваркой меди электродом необходимо кромки подогреть до 300-400С.
- Стержень электродов, используемых для сварки медных сплавов, должен изготавливаться из меди или бронзы с легирующими добавками (кремний, марганец и так далее).

Ручная аргонодуговая сварка
Сварка меди аргоном – это еще один вариант соединения медных заготовок. Для этого используется постоянный ток прямой полярности, вольфрамовый неплавящийся электрод и присадочный материал из меди, бронзы или медно-никелевого сплава марки МНЖКТ.
Перед началом работ кромки стыка прогревают до 800С. Сварку ведут справа налево, присадочный пруток впереди горелки. Дуга короткая.
Сваривание угольными и графитовыми электродами
Эта разновидность сварки медных сплавов применяется редко. Угольные электроды используются при соединении заготовок толщиной до 15 мм, графитовые больше данной величины. Режим сварки:
Угольные электроды используются при соединении заготовок толщиной до 15 мм, графитовые больше данной величины. Режим сварки:
- Ток постоянный.
- Полярность прямая.
- Присадочный стержень в сварочную ванну не погружают. Расстояние 5-6 мм.
- Процесс производится в защитном флюсе. Его наносят на присадочный стержень, который предварительно обмакивается в жидкое стекло.
- Зазор – 0,5 мм.
- Используется подкладка асбестовая или графитовая.
- Медь толщиною до 5 мм варится без предварительного подогрева.
- Сваривание необходимо проводить за один проход.
Сварка меди и алюминия
Два этих металла можно сварить двумя способами: контактной сваркой и замковым соединением. В первом случае необходимо учитывать, что алюминиевый материал обладает низшей температурой плавления, чем медь. Поэтому при стыковке нужно алюминиевую заготовку брать длиною больше, на поправку плавления.
При сварке рекомендуется проводить обдув зоны сваривания, используя для этого азот. Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Замковое соединение – это когда на пластину из алюминия накладывается плоская деталь из меди. При этом производится сварка медной заготовки по периметру. При этом ширина шва должна быть равна толщине медной накладки. Процесс проводится с использованием графитовых вставок, которые и будут формировать шов соединения.
Сварка меди со сталью
Варить медь со сталью сложно, но можно. Для этого используются все те же методы, что и при сварке двух стальных заготовок. Единственное, на что необходимо обратить внимание, это разная температура плавления металлов. Поэтому при формировании кромок нужно кромку стальную делать более длиной (в 3,5 раза) и тонкой, чтобы в процессе сварки тонкий металл начинал быстрее плавиться.
Если сварка производится угольными электродами, то процесс проводится на постоянном токе прямой полярности. Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Иногда встречаются ситуации, когда надо приварить медную шпильку к стальной детали. Для этого нужно применять обратную полярность, сам процесс проводится под флюсом без предварительного прогрева кромок. Стальные шпильки к медным деталям привариваются плохо, поэтому на шпильку надевают в натяг медное кольцо, которое и приваривается к медной заготовке.
Вот такие способы сварки медных сплавов и заготовок, которые сегодня применяются в промышленности и в домашних мастерских. Обязательно посмотрите видео, размещенное на этой странице сайта.
Сварочный провод — паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.
Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.
Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.
Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.
Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.
Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Как потеть медную трубу (сделай сам)
Обновлено: 07 июля 2021 г.
Каждый раз получайте идеальные, герметичные соединения сантехники.
Следующий проект›
Семейный Разнорабочий
Пайка медных водопроводных труб — несложный навык. Даже новичок может научиться паять герметичные соединения за 30 минут. Процесс прост — если вы будете следовать нескольким основным рекомендациям. В этой статье мы покажем вам, как быстро и легко паять медь.
Процесс прост — если вы будете следовать нескольким основным рекомендациям. В этой статье мы покажем вам, как быстро и легко паять медь.
от экспертов по DIY в журнале Family Candyman
- Время
- Сложность
- Стоимость
- Если вы используете трубки диаметром более ¾ дюйма, нагревайте соединения трубок с нескольких сторон для более равномерного повышения температуры. Добавьте медный припой в нескольких точках и осмотрите соединение, чтобы убедиться, что припой заполняет соединение со всех сторон.
- Для пайки латунных фитингов, таких как клапан на фото 7, требуется больше тепла. Оставьте клапан открытым, чтобы внутри трубки не возникло давление, что может привести к протечке соединения. А если клапан имеет мягкие пластиковые или резиновые детали, по возможности снимите их, чтобы не испортить.
- Временно повесьте огнезащитную ткань (начальное фото) или стальную пластину на дерево и другие горючие материалы при пайке поблизости. В любом случае держите под рукой огнетушитель или ведро с водой на случай возникновения пожара.
- Выключайте фонарь, когда кладете его. Баллон с пропаном опрокинут. В конце концов зажженный факел упадет и что-то сожжет.
- Труборез
- Бессвинцовый припой
- Флюс-паста
- A Full Day
- начинающий
- МЕНЬШЕ, чем 2000219
9
- : МЕНЬШЕ, чем 2000211111117
- .
Базовые паяльные горелки
Существует два обычных газовых регулятора: один с автоматическим воспламенителем, а другой требует бойка или спички.
Рецепт успешной пайки состоит из двух частей: подготовительной работы и одной научной части. Если вы хорошо выполняете два важных этапа подготовки — очистка и подогрев шва — дело доделает сам припой. Когда соединение достаточно нагрето, расплавленный припой моментально стекает в соединение и полностью покрывает все сопрягаемые поверхности, как будто следуя подробной инструкции. Там он твердеет при остывании. Presto, у вас есть прочное, герметичное соединение.
В этой статье мы познакомим вас с основными этапами пайки медных труб и пайки медных труб, используемых в большинстве домов. Изучите различные типы медных труб во время подготовки. Как вы увидите, для успешной пайки медных фитингов не нужны специальные навыки. Вы можете легко спаять медное соединение без утечек с первой попытки, но вы также можете ошибаться. Мы покажем вам, как их избежать, а также предупредим вас о простых, но важных мерах предосторожности, которые защитят вас от ожогов и уберегут ваш дом от пожара.
Основным инструментом для пайки является пропановая горелка, состоящая из регулятора и комбинации наконечников, которые ввинчиваются в верхнюю часть небольшого резервуара. Для работы откройте клапан регулировки подачи топлива и зажгите наконечник. Для облегчения зажигания мы рекомендуем регулятор со встроенным воспламенителем (вверху слева). Газ загорается нажатием кнопки. Если вы покупаете более простую версию (вверху справа), купите также и ударник. Сжатие проволочной ручки производит искры, которые воспламеняют газ. Боек проще и безопаснее спичек.
Боек проще и безопаснее спичек.
Также купите «флюс для лужения» (фото 5) или «флюс для пасты». Кислотный флюс очищает поверхность меди при нагревании соединения, обеспечивая равномерное растекание припоя. Оба типа работают хорошо. Флюс для лужения содержит небольшое количество припоя, но вам все равно придется добавить больше припоя.
Все основные инструменты для пайки медных труб можно найти в хозяйственных магазинах с полным спектром услуг или в бытовых центрах — пропановую горелку, припой, наждачную шкурку (фото 3) и флюс. Мы также рекомендуем труборез, огнезащитную ткань (см. начальное фото), плотные перчатки и защитные очки. Наденьте перчатки и защитные очки, а также плотную рубашку с длинными рукавами и головной убор, чтобы защитить себя от ожогов, если капнет расплавленный припой.
Типы припоя
Купить бессвинцовый припой , предназначенный для медных водопроводных труб; Вы найдете его в отделе сантехники в магазине. Припой со свинцом все еще доступен, но свинец может попасть в воду, поэтому не используйте его.
Шаг 2 : Отрежьте медь с помощью трубореза
Фото 1
Аккуратно отрежьте медные трубки с помощью трубореза. Зажмите трубу между отрезным и направляющим дисками и вращайте резак, надрезая трубу по всему периметру. Затяните ручку резака на четверть оборота и снова поверните резак, делая более глубокие надрезы на трубе. Продолжайте затягивать и вращать резак до тех пор, пока труба не оторвется, всего около восьми оборотов.
Медь — мягкий металл, который легче всего резать труборезом (Фото 1). Купите тот, который режет до 1 дюйма. трубы, самый большой размер, который вам, вероятно, понадобится для большинства бытовых водопроводных сетей. Отрежьте большую трубу ножовкой, но обязательно спилите все заусенцы, оставшиеся от зубьев пилы. В противном случае ваш сустав будет протекать. Крепко возьмитесь за медную трубку одной рукой и засуньте один конец под колено, чтобы она не соскальзывала, пока вы затягиваете и вращаете резак (фото 1). Не затягивайте слишком быстро; вы помнете трубу, и вам придется начинать сначала.
Шаг 3 : Удалите заусенцы
Фото 2:
Рассверлите отрезанный конец, чтобы удалить внутренний заусенец, вставив расширитель и повернув его на полный оборот.
Срез может выглядеть чистым, но не забудьте удалить небольшой внутренний заусенец (Фото 2) — выступ меди, который вдавливается внутрь отрезным кругом. В противном случае это будет препятствовать потоку воды по трубе.
Шаг 4 : Очистите наждачной бумагой
Фото 3
Очистите грязь и ржавчину снаружи конца трубы с помощью наждачной бумаги. Медь должна блестеть.
Затем очистите места сопряжения трубок и фитингов, даже если они блестят как новые. Тщательная очистка является ключом к успешной пайке медных труб. Он обеспечивает прочное, герметичное соединение.
Шаг 5 : Очистите щеткой для фитингов
Фото 4
Очистите внутреннюю часть фитингов медных труб специальной проволочной щеткой, размер которой соответствует диаметру трубы. Вы также можете обернуть наждачную шкурку вокруг пальца, чтобы добраться до внутренней части, но не касайтесь очищенной поверхности голыми руками.
Вы также можете обернуть наждачную шкурку вокруг пальца, чтобы добраться до внутренней части, но не касайтесь очищенной поверхности голыми руками.
Очистка состоит из двух этапов: во-первых, удалите всю коррозию с сопрягаемых поверхностей (фото 3 и 4), а во-вторых, покройте поверхности флюсом (фото 5), кислотной пастой, которая химически травит медь.
Профессионалы очищают медь полосками наждачной бумаги с зернистостью 120, которая обычно продается вместе с припоем и флюсом на полках скобяных изделий и в домашнем центре (фото 3). Но в крайнем случае подойдет тонкая стальная вата или обычная наждачная бумага с зернистостью 120. Также наждачной бумагой очистите внутреннюю часть фитингов медных труб; просто оберните короткий кусочек вокруг пальца и достаньте его внутрь. Но у тебя скоро заболят пальцы! Удобная щетка для фитингов, показанная на Фото 4, облегчает эту задачу, особенно при работе с небольшими (1/2 дюйма) фитингами из медных труб.
Шаг 7 : Флюс для соединения
Фото 5
Нанесите ровный слой флюса на соединяемые поверхности — концы труб и внутреннюю часть фитингов. Затем сдвиньте соединение, пока медная трубка не сядет на всю глубину. Сотрите лишний флюс.
Затем сдвиньте соединение, пока медная трубка не сядет на всю глубину. Сотрите лишний флюс.
Шаг 8 : Нагрейте соединение
Фото 6: Нагрейте соединение и полейте припоем
Нагрейте соединение пропановой горелкой, перемещая конус вперед и назад для равномерного нагрева. Держите припой напротив стыка на стороне, противоположной пламени, пока он не расплавится и не потечет в стык. Сустав должен казаться полным со всех сторон. Переход к следующему суставу. Припой затвердевает по мере остывания.
Как правило, проще всего очистить, профлюсить и собрать весь участок меди, а затем сразу же приступить к пайке соединений медных труб на месте (начальное фото). Зажгите факел и отрегулируйте пламя так, чтобы синий конус в центре был длиной около 1-1/4 дюйма. Чем длиннее конус, тем жарче пламя. Самая горячая точка находится на кончике конуса, поэтому держите пламя так, чтобы кончик едва касался фитинга (фото 6). Нет необходимости нагревать медную трубу напрямую, потому что фитинг быстро отводит тепло к трубе внутри соединения. Когда температура меди достигает точки плавления припоя, проволока припоя, которую вы прижимаете к меди, внезапно расплавится и потечет в соединение. Держите припой напротив пламени, самой холодной точки, чтобы убедиться, что все части соединения достаточно горячие. Припой не заполнит места, температура которых ниже его температуры плавления. Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Когда температура меди достигает точки плавления припоя, проволока припоя, которую вы прижимаете к меди, внезапно расплавится и потечет в соединение. Держите припой напротив пламени, самой холодной точки, чтобы убедиться, что все части соединения достаточно горячие. Припой не заполнит места, температура которых ниже его температуры плавления. Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Шаг 9 : Используйте специальные методы для труднодоступных мест
Фото 7: Нагрейте удлинитель из тяжелой латуни
Будьте терпеливы при пайке латунных клапанов. Фитингу может потребоваться в пять-шесть раз больше тепла, чтобы поднять соединение до точки плавления припоя. Если есть возможность, прогрейте шов с нескольких сторон. Всегда оставляйте клапаны хотя бы частично открытыми при их пайке.
Всегда оставляйте клапаны хотя бы частично открытыми при их пайке.
Фото 8: Резьбовые переходники с наклоном
Наклоняйте конец трубки вверх при пайке медной трубы на резьбовом переходнике, чтобы избежать заполнения резьбы лишним припоем.
Фото 9. Избегайте нанесения слишком большого количества медного припоя
Избегайте перекармливания косяка. Около 1/2 дюйма припоя достаточно для 1/2 дюйма. медное соединение, 3/4 дюйма припоя для 3/4 дюйма. медный стык. Перекармливание может засорить трубку.
Нельзя паять трубки, в которых есть вода. Вы должны слить воду из линий и высушить трубки в месте пайки. Нагрев трубки горелкой ускоряет процесс. Убедитесь, что любое давление, возникающее в трубке во время пайки, может выйти. Самый простой способ — держать кран открытым на одном конце линии.

Советы по безопасности
ОСТОРОЖНО!
Держите под рукой огнетушитель и ведро с водой или пульверизатор. . . на всякий случай, если ваш факел начнет огонь. Помните, что во время пайки медных труб в доме часто отключают водопровод!
Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для самостоятельной пайки медных труб перед началом работы — вы сэкономите время и нервы.
Пропановая горелка,
Наждачная шкурка, зернистость 120,
Огнезащитная ткань,
Огнетушитель,
Щетка для фитингов,
Боек,
Перчатки
Необходимые материалы для этого проекта
Избегайте походов за покупками в последнюю минуту, заранее подготовив все материалы, включая медный припой. Вот список.
Первоначально опубликовано: 25 ноября 2019 г.
Похожие проекты
Популярные обучающие видео
Как паять медные трубы — зернистость и полировка
ДАЧА ТОПОЛЯ
*этот пост спонсирован Bernzomatic
Умение паять медные трубы — это один из таких сложных навыков, как умение управлять механической коробкой передач или подключать осветительные приборы, которые не часто используются, но встречаются иногда очень удобно! Сегодня мы делимся простым процессом пайки медных труб в партнерстве с Bernzomatic.
Сейчас мы занимаемся реконструкцией нашего восьмого старого дома, и в каждом отдельном проекте мы сталкивались с медной сантехникой (часто смешанной с оцинкованной сталью). Очень здорово иметь возможность временно закрыть или адаптировать медные трубы, чтобы мы могли продолжить ремонт, не вызывая сантехника. Шаги по пайке медной сантехники довольно просты, и если вы посмотрите видео и прочитаете этот пост, я уверен, что вы сможете выполнить базовый ремонт медных труб в кратчайшие сроки!
Основы пайки медных труб
Инструменты и расходные материалы
Бернзоматическая горелка
Бернзоматическое топливо
ГЛАКИ
Защита глаз
ПЕЧАТНА адаптер
Видеоруководство
Шаги
Шаг 1
Перекрыть подачу воды в дом и сбросить обратное давление, перекрыв кран или шланговый нагрудник (*если возможно, откройте кран ниже уровня трубы, которую вы будете резать, чтобы вода стекала из трубы в раковина или снаружи).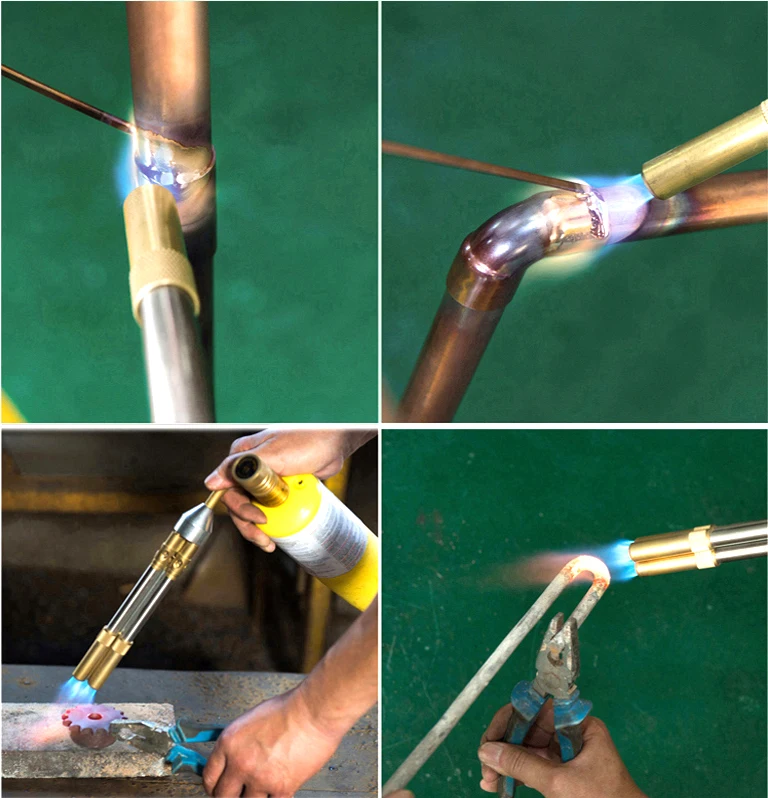
Шаг 2
Отрежьте трубу с помощью трубореза, демонстрационной пилы или ножовки.
Шаг 3
Очистите конец отрезанной трубы и удалите окисленное покрытие мелкой наждачной бумагой (~>120). Если вы адаптируетесь к меди, убедитесь, что вы расширили внутреннюю часть трубы, чтобы она была гладкой и свободной от выступов / кусочков меди, которые могут препятствовать потоку воды. Я использую плоскогубцы или другой ручной инструмент с квадратным краем, чтобы скрутить трубу внутри.
Шаг 4
Нанесите ровный слой флюса-пасты вокруг только что отполированного конца трубы.
Шаг 5
Установите медный фитинг на конец трубы. Здесь я использую колпачок, но это может быть 90, муфта или адаптер. Независимо от того, что вам нужно, чтобы ваш проект продвигался вперед!
Шаг 6
Используйте горелку Bernzomatic для нагрева фитинга. Я использовал BZ820HT, у которого есть триггерный воспламенитель и гибкое соединение с баком. Это делает его действительно удобным для ограниченного пространства и для проектов с частыми запусками и остановками. Пропан имеет немного более низкую температуру пламени по сравнению с горючим MAP и хорошо подходит для пайки медных труб.
Я использовал BZ820HT, у которого есть триггерный воспламенитель и гибкое соединение с баком. Это делает его действительно удобным для ограниченного пространства и для проектов с частыми запусками и остановками. Пропан имеет немного более низкую температуру пламени по сравнению с горючим MAP и хорошо подходит для пайки медных труб.
Нагревайте фитинг до тех пор, пока флюсовая паста не начнет пузыриться, а пламя вокруг меди не приобретет легкий зеленый оттенок. Я люблю проверять готовность, слегка прикасаясь припоем к стыку на стороне, противоположной пламени. Если труба достаточно горячая, припой расплавится и втянется в соединение. Если он недостаточно горячий, припой остается твердым.
Не рекомендуется перегревать соединение, так как это может привести к выгоранию флюса пасты, что приведет к утечке из-за плохого проникновения припоя в соединение. Вы узнаете, если это произойдет, потому что припой просто сломается/слипнется на внешней стороне трубы и не попадет в соединение. Там есть немного температуры Златовласки, когда она достаточно горячая, чтобы расплавить припой, но не настолько горячая, чтобы флюс испарился. Как только труба достигает температуры, нанесение припоя занимает всего пару секунд. (Видео фиксирует этот процесс намного лучше, чем фотографии!)
Там есть немного температуры Златовласки, когда она достаточно горячая, чтобы расплавить припой, но не настолько горячая, чтобы флюс испарился. Как только труба достигает температуры, нанесение припоя занимает всего пару секунд. (Видео фиксирует этот процесс намного лучше, чем фотографии!)
Несколько дополнительных советов:
Перед тем, как припаивать линии подачи, возьмите кусок трубы и потренируйтесь с колпачком или другим фитингом пару раз, чтобы почувствовать процесс. И начните с горелки, немного отодвинутой назад, чтобы уменьшить вероятность перегрева соединения.
За прошедшие годы я обнаружил, что любые утечки после пайки были вызваны одной из двух причин: плохой подготовкой трубы, что означает, что я не выполнил равномерную шлифовку, или труба была помята или выдолблена, что мешало герметичному уплотнению после пайки. . Или проблемы с флюсом пасты: либо мой флюс пасты был старым и неоптимальным, либо я перегрел соединение.