Содержание
Сила тока при сварке
Вакуумные масла
Вакуумные смазки
Смазочное оборудование
Насосы для AdBlue
Сварочное оборудование
Сварочные генераторы
Генератор сварочный относится к многофункциональным устройствам, преобразующим энергию вращения якоря в постоянный ток. Эту энергию можно направить на сварочные работы, а можно просто использовать сварочный генератор в качестве источника питания.
Подробнее…
Сила тока при сварке
Сила тока при сварке зависит от диаметра электрода и толщины свариваемого изделия. Тем не менее, при регулировке тока сварки, в зависимости от применяемого электрода, можно использовать и упрощённый принцип: 1 миллиметр диаметра электрода умножаем на 35 ÷ 40 А сварочного тока…
Подробнее…
Класс защиты по IP
У всех сварочных аппаратов в технической документации указан класс защиты, например IP21. И, естественно, возникает вопрос, а что это за класс защиты такой и от чего он, собственно, защищает? Класс защиты по IP — это класс защиты электрооборудования от внешних факторов по стандарту IEC-952.
Подробнее…
Выбираем инвертор
Многих начинающих сварщиков занимает вопрос о том, как выбрать инверторный сварочный аппарат. Какой сварочный аппарат выбрать для дома. В этом нехитром деле имеет смысл обратить внимание на соотношение цены и качества, а не просто хвататься за то, что дешевле. При выборе сварочного инвертора учтите следующее…
Подробнее…
- Подробности
- Категория: Сварка (материалы)
Сварочный ток выбираем в зависимости от диаметра электрода. А выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
| Диаметр электрода, мм | Сварочный ток, А |
| 1,6 | 35-60 |
| 2,0 | 30-80 |
| 2,5 | 50-110 |
| 3,0 | 70-130 |
| 3,2 | 80-140 |
| 4,0 | 110-170 |
| 5,0 | 150-220 |
Рекомендации для нижнего положения шва
| Толщина металла, мм | Диаметр электрода, мм |
| 2 — 3 | 1,6; 2,0 |
| 3 — 5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
| 5 — 8 | 3,0; 3,2; 4,0; 5,0 |
При подборе источника тока (сварочного инвертора), в зависимости от применяемого электрода, можно использовать упрощенную формулу: 1 мм диаметра электрода умножаем на 35 ÷ 40 А сварочного тока.
Пример: диаметр электрода 3 мм.
3 х (35…40) = 105…120 А, т.е. источник (сварочный инвертор) должен иметь максимальный ток не менее 120 А.
Важно: для сварки вертикальных и потолочных швов силу тока уменьшают на 10 — 20 %.
- < Назад
- Вперёд >
Сварка электродом и сила тока: ключевые моменты
Работа со сварочным аппаратом – это навык, освоение которого приходит с практикой. Выбор правильных электродов и силы сварочного тока считается не менее легким процессом из-за широкого диапазона электродов. Все зависит от типа металла, его механических свойств. Электроды работают с определенным типом источника сварочного тока. Перед включением сварочного и начала работ вам нужно определиться с факторами выбора электродов и расчета силы сварочного тока.
В этом обзоре мы рассмотрим основные принципы расчета силы токов при сварке электродом и рассмотрим теорию, рекомендации специалистов, которые помогут на практике избежать типичных ошибок.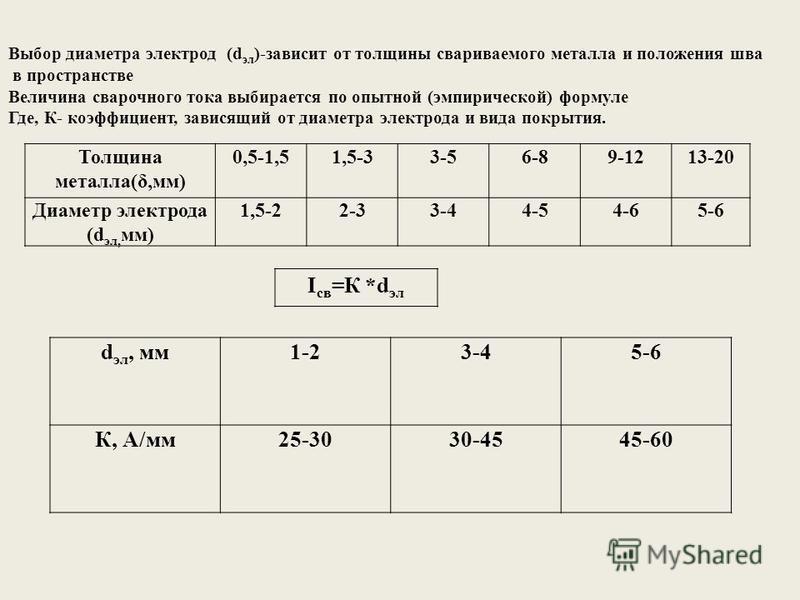 Если вы работаете со сварочным аппаратом с ручными настройками, уделите этому вопросу должное внимание. В современных моделях есть автоматический режим.
Если вы работаете со сварочным аппаратом с ручными настройками, уделите этому вопросу должное внимание. В современных моделях есть автоматический режим.
Сварочный ток: что нужно знать о нем
Сам процесс варки зависит от двух составляющих – диаметр электродов и сила тока при сварке электродом. Если вы правильно определяете их, проблем в работе не возникнет. При работе с металлом также обратите внимание на марку электродов, положение аппарата при сварке, полярность тока для сварки. Перед началом работы определить со швом, который вы хотите получить в результате, насколько для вас важна его аккуратность, точность. Тогда уже переходите к установке режима сварки и силы сварочного тока.
Для новичков важно запомнить базовое правило: сила сварочного тока определяется после ознакомления с диаметром электродов, который вы намерены использовать для сварки. Это базовый фактор для планирования работы.
Сварка металла электродом: как выбрать
 youtube.com/embed/LAx_fanEB_g?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» frameborder=»0″>
youtube.com/embed/LAx_fanEB_g?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» frameborder=»0″>
Чтобы правильно подобрать электрод, оцените состав выбранного металла. Суть заключается в том, что состав электродов должен соответствовать типу металла. Только в этом случае удастся обеспечить прочный сварочный шов. Если определить состав металла проблематично, разберитесь в следующих моментах:
- Внешний вид металла. Если вы работаете со сломанной деталью, проверьте внутреннюю поверхность и определите, является ли подобранный металл литым.
- Магнитный или нет. Если металл магнитится, вероятнее всего, речь идет об углеродистой или легированной стали. Если основной металл не магнитится, материал может быть марганцевой сталью, нержавеющей сталью серии, цветным сплавом (алюминий, латунь, медь или титан).
- Образовавшиеся искры. Если во время прикосновения к дробилке металл образовывает большое количество иск, это свидетельствует о содержании углерода.

- Прочность. Сравните минимальную прочность электрода на разрыв с пределом прочности основного металла. Прочность на растяжение электродов на стержне можно определить по первым двум цифрам классификации на боковой поверхности электрода.
- Сварочный ток. Некоторые типы электродов могут использоваться только с источниками питания переменного или постоянного тока, в то время как другие виды электродов работают с обоими. Чтобы определить правильный тип сварочного тока для конкретных электродов, обратитесь к четвертой цифре классификации, которая представляет тип покрытия и тип совместимого сварочного тока.

Какой ток соответствует диаметру электродов
Выбор силы тока: простое объяснение
Поскольку сварка – это дело практики, изначально вы можете протестировать разную силу токов при работе с металлическими изделиями. Определено, что при сварке электродом 3 мм сила тока должна быть в пределах от 65 до 100 Ампер. Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Если у вас электрод диаметром 4 мм, тогда на аппарате устанавливаем значение от 120 до 200 Ампер. Сварка электродом 4 мм встречается часто и позволяет выполнять швы разного вида. Это наиболее популярный вариант для промышленной сварки. Если вы научитесь настраивать сварочный ток для 4 мм в этом диапазоне, это будет большим плюсом.
При работе с электродами 5-миллиметровым, переходим на более серьезную силу токов – от 160 до 200 Ампер. В этом случае специалисты советуют переходить на полупрофессиональные трансформаторы. Только в этом случае можно гарантировать стабильную работу аппарата и горение дуги.
Если говорить об электродах 8-ми миллиметров и большего диаметра, тогда стоит переходить на профессиональное оборудование. Это единственный вариант. Минимальное значение силы токов составит 250 Ампер, но чаще всего сварщики сталкиваются и с показателями до 350 Ампер.
На современном рынке встречаются инверторные сварочные аппараты. Это компактное оборудование, отличающееся надежностью. Они удобны для домашнего использования, но чаще подходят для сварки проволоки малого диаметра. Следовательно, сила токов не превысит 50 Ампер. Такие сварочные аппараты способны плавно регулировать силу токов с минимальной погрешностью при выполнении сварочного шва.
Даже если вы новичок и ранее не сталкивались со сваркой, ориентируясь на утвержденные стандарты легко выбрать силу тока и не допустить типичных ошибок при сварке электродом. Старайтесь избегать неаргументированных советов экспертов. Если вы ошибетесь с силой тока, есть вероятность, что металл будет прожигаться или не сможет плавиться на необходимую глубину. Значения силы тока для создания качественных швов фиксируются в ГОСТах и нормативных международных документах. Пользуйтесь ими и только с этой информацией вы сможете добиться желаемого результата.
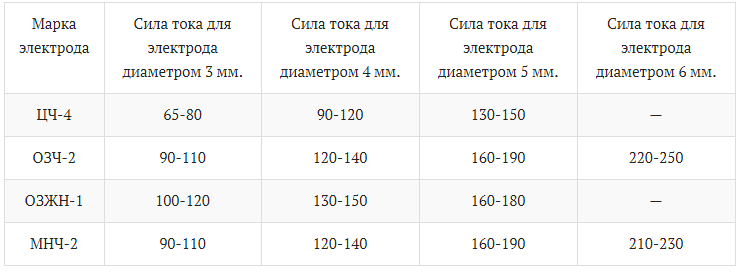
Еще одна более универсальная таблица поможет вам настроить сварочный аппарат под работу с конкретным электродом:
Сила сварочного тока: какие параметры стоит учитывать
Помимо диаметра электрода важно обратить внимание на следующие параметры:
- сварка и толщина металла. Это обязательный фактор, который поможет определиться с диметром электрода;
- положение сварки. Только в нижнем положении вы не сможете сварить детали, других ограничений нет;
- многослойная сварка. Если вам нужно проварить в несколько проходов, тогда придется экспериментировать с силой токов;
- марка электрода. Чаще всего обращают внимание на этот пункт профессиональные сварщики, работающие с несущими конструкциями, в которых нельзя допускать ошибок. В таком случае есть определенные требования и к марке электрода;
- типы токов. Род бывает переменный и постоянный. Поскольку определенные электроды могут работать только с конкретными тирами, это может быть важно;
- какая полярность.
 Это обязательный фактор, который поможет определиться с диметром электрода;
Это обязательный фактор, который поможет определиться с диметром электрода;
Вывод: почему важно определиться с силой сварочного тока
Если вы работаете со сварочным аппаратом без автоматического режима, определяться с силой токов придется научиться. За счет его изменения реально делать шов более прочным, утолщенным в зависимости от поставленной цели. Ошибки на практике встречаются, и это нормально. Но, если вы не хотите на них учиться, достаточно пользоваться таблицами, которые мы обозначили в обзоре. Сохраните их и при необходимости пользуйтесь. Через время вам удастся настраивать инвертор без погрешностей, чем вы упростите процесс сварки.
Ошибки на практике встречаются, и это нормально. Но, если вы не хотите на них учиться, достаточно пользоваться таблицами, которые мы обозначили в обзоре. Сохраните их и при необходимости пользуйтесь. Через время вам удастся настраивать инвертор без погрешностей, чем вы упростите процесс сварки.
Как выбрать сварочную силу тока?
Понимание всех циферблатов и цифровых индикаторов на сварочном аппарате может быть пугающим. Несколько элементов управления на аппарате для сварки стержнем будут проще, чем на аппарате TIG. Топовый аппарат TIG может иметь до 20 ручек управления для различных настроек.
Аппараты для ручной сварки, аппараты для сварки MIG и аппараты для сварки TIG имеют различные элементы управления на передней части аппарата. Они предназначены для регулировки уровня тока, необходимого для сварки.
Но как узнать, на какой сварочный ток или напряжение установить аппарат?
Установка силы тока на сварочном аппарате, будь то Stick (SMAW), MIG (GMAW) (*обычно используется настройка напряжения) или TIG (GTAW), зависит от некоторых ключевых переменных, таких как область применения и основной материал, процесс сварки , и электрод.
Как только вы определите эти три основные переменные, вы можете настроить свой сварочный аппарат и начать наложение сварного шва. В этой статье мы подробно обсудим эти три переменные, а также дадим несколько «советов для профессионалов»!
Содержание
1
Применение сварки и основной материал
В этом разделе мы обсудим применение сварки, основной материал и, в частности, как это относится к выбору силы тока на сварочном аппарате.
Сварочное приложение
Сварочное приложение имеет прямую зависимость от силы тока, используемой при сварке.
Микросварка TIG и сварка лазерным лучом имеют схожие области применения, но в случае сварки TIG сила тока довольно низкая. Однако в случае лазерной сварки сила тока вообще отсутствует, поскольку внутри заготовки отсутствует электрический ток. Напротив, сварка MIG и сварка Stick (а иногда и сварка TIG) могут использовать очень высокие настройки силы тока для достижения оптимального проникновения в заготовку.
Например; Высокотехнологичная сварка TIG на выпускном коллекторе вертолета будет иметь совершенно другую необходимую силу тока, чем, скажем, для нефтепровода. Разница будет заключаться в сварке более тонких экзотических металлов и приварке трубы диаметром три фута к следующей по порядку трубе.
В некоторых приложениях сила тока выбирается для удобства. Например, вы можете захотеть сварить MIG лист металла с другим листом металла в своей мастерской, поэтому вы можете увеличить силу тока, чтобы как можно быстрее наложить сварной шов.
Это не означает, что быстрое прохождение сварного шва является хорошей практикой, но ускорение сварного шва в некритичных условиях очень распространено.
СОВЕТ ПРОФЕССИОНАЛА: Если вы заинтересованы в том, чтобы увидеть все виды сварочных работ в одном месте, вам следует посетить верфь, производственный цех или местное техническое или профессиональное училище. Скорее всего, вы можете увидеть конкретное приложение для сварки, которое вас интересует, и вы можете захотеть продолжить изучение этого приложения с точки зрения карьеры.

Основной материал
Категория основного материала довольно широка. Поэтому мы сосредоточимся на двух основных направлениях в категории основного материала. И это Тип и Толщина.
Обе эти области очень тесно связаны с тем, какая сила тока должна использоваться на сварочном аппарате.
Как тип материала может повлиять на выбор силы тока?
Тип материала, используемого в различных сварочных работах, может широко варьироваться от сварки к сварке, от рабочей площадки к рабочей площадке или даже от технологии сварки к технологии сварки.
Прежде чем даже подумать о том, на какую силу тока настроить сварочный аппарат, спросите себя, какой металл вы будете сваривать.
Основными типами материалов, которые можно сваривать стандартными методами сварки, являются углеродистая сталь, нержавеющая сталь и алюминий. Для всех трех типов материалов требуются разные значения силы тока на соответствующих сварочных аппаратах. Наиболее заметна разница между черными и цветными металлами, т. е. между сталью и алюминием.
е. между сталью и алюминием.
Для некоторых материалов требуются более высокие или более низкие настройки силы тока в зависимости от точки плавления сырья. Это очень заметно при взгляде на алюминиевые материалы. Прежде всего потому, что температура плавления алюминиевого материала обычно составляет около 1200 градусов по Фаренгейту.
Выбор силы тока при сварке алюминия
При сварке алюминиевых материалов обычно необходимо переключать ток с постоянного (постоянный) на переменный (переменный). Кроме того, сила тока должна быть увеличена, чтобы компенсировать более высокую температуру плавления алюминия.
Сварка алюминия методом ВИГ уникальна тем, что используется переменный ток из-за его характеристик очистки. Это достигается за счет переменного сварочного тока с одного направления на другое.
После зажигания дуги в алюминиевом сварочном валике TIG и образования сварочной ванны оператор должен перемещать валик относительно быстро. Это связано с тем, что алюминиевый основной материал имеет тенденцию «впитывать» высокую силу тока и потенциально деформировать основные металлы.
Это связано с тем, что алюминиевый основной материал имеет тенденцию «впитывать» высокую силу тока и потенциально деформировать основные металлы.
Ручка Сварочный ток для стали различной толщины
Регулировка силы тока сварки электродом для компенсации толщины стального материала аналогична процессам, необходимым для компенсации толщины материала с помощью сварочного аппарата MIG.
Ручные сварочные аппараты имеют простую ручку управления на передней части аппарата, которая регулирует силу тока поворотом запястья. Таким же образом, сварочные аппараты MIG обладают такой же упрощенной функциональностью, которая пригодится, когда вы хотите переключиться с толстой детали на тонкую.
СОВЕТ ПРОФЕССИОНАЛА: Если вы не уверены, какую силу тока использовать с определенным куском материала, будь то толстый или тонкий, алюминий или сталь, всегда полезно потренироваться на сварке на куске материала. похож на конечную металлическую заготовку, которую вы собираетесь сваривать.
 Эта небольшая практика сэкономит вам часы времени на шлифовку сварного шва после того, как вы обнаружите, что ваш сварной шов не имеет нужной степени проплавления для толщины свариваемого материала.
Эта небольшая практика сэкономит вам часы времени на шлифовку сварного шва после того, как вы обнаружите, что ваш сварной шов не имеет нужной степени проплавления для толщины свариваемого материала. Сварка электродом: переход от тонкой заготовки к толстой
Сварка электродом, которая имеет наиболее заметные изменения при переходе от тонкой заготовки к толстой.
Сварка электродами отличается от сварки MIG и TIG тем, что оператор сварки должен выбрать другой электрод, который лучше всего подходит для толщины заготовки. Тот же электрод, который хорошо подходит для тонкой стали, не будет так полезен при сварке более толстой стали. Это связано с тем, что более толстый кусок стали требует большего проплавления и более широкого корня сварного шва.
Более тонкий электрод не справился бы с задачей — он просто слишком быстро израсходовался бы.
Процесс сварки и выбор силы тока
Сварочные процессы, которые мы рассмотрим в контексте выбора силы тока, представляют собой три основных процесса: TIG (дуговая сварка вольфрамовым электродом в газе, или GTAW), MIG (дуговая сварка металлическим электродом в газе, или GMAW), и Stick (дуговая сварка защищенным металлом или SMAW).
Существуют и другие технологии сварки, которые можно обсудить в контексте выбора силы тока. Но эти три технологии сварки чаще всего используются новичками.
Сварка ВИГ
Сварка ВИГ в целом предназначена для тех сварщиков, у которых наилучшая зрительно-моторная координация, поскольку большинству сварщиков ВИГ требуется координация рук, глаз и ног — почти как вождение автомобиля!
Уникальной характеристикой сварки TIG, когда речь идет о силе тока, является то, что ножная педаль сварочного аппарата TIG регулирует силу тока, необходимую для сварки, в зависимости от ввода пользователя.
Ножная педаль начинает с 0 ампер в состоянии покоя и постепенно увеличивается по мере того, как сварщик нажимает на педаль до определенного предела. Предел регулировки силы тока с помощью ножной педали ограничен силой тока аппарата для сварки ВИГ и/или настройками аппарата.
Некоторые аппараты для сварки TIG имеют функцию «Пиковая сила тока» на панели управления, которая должна быть установлена примерно на 40-50 % выше желаемого диапазона силы тока, который будет использоваться при сварке.
Некоторые аппараты для сварки TIG имеют другие функции управления силой тока, такие как фоновая сила тока или точная регулировка силы тока при использовании переменного тока. Но эти корректировки выходят за рамки этой статьи.
Сварка MIG
В этой статье мы будем использовать настройки переменного напряжения вместо настроек силы тока, которые чаще используются в других технологиях сварки.
Настройки напряжения на стандартном аппарате для сварки MIG определяют мощность, используемую во время сварки MIG. Всегда существует необходимый баланс между напряжением и скоростью подачи проволоки. Тем более, что скорость подачи проволоки необходимо увеличивать, так как напряжение также увеличивается, иначе сварочная ванна не будет должным образом снабжаться присадочным материалом.
Для тонких материалов вы должны начать с самой низкой настройки напряжения, а для более толстых материалов вы соответственно увеличите напряжение. Сварочные аппараты MIG по своей природе стабильны, если основные материалы не меняются слишком сильно. Оператор сварки может годами устанавливать настройки сварочного аппарата MIG, если он или она не меняет тип используемого материала.
Оператор сварки может годами устанавливать настройки сварочного аппарата MIG, если он или она не меняет тип используемого материала.
СОВЕТ ПРОФЕССИОНАЛА: Все сварочные аппараты MIG разные, и все способы сварки разные. После того, как вы найдете оптимальную настройку сварки для вашего аппарата MIG (для вашего конкретного применения), запишите его на бумаге и прикрепите к боковой части вашего сварочного аппарата. Это избавит вас от головной боли, которая возникает, когда другой оператор использует ваш аппарат, или
Сварка стержнем
Сварка стержнем, как упоминалось ранее, имеет наиболее значительную корреляцию между нанесением сварного шва и силой тока сварки.
Сварщик может использовать одну настройку силы тока в один день, когда он или она сваривает стальной лист для конструкции, а затем использовать другую настройку в другой день, когда он или она сваривает поверхность ковша обратной лопаты.
Хорошей новостью о сварке электродом является то, что есть диаграммы, которые можно легко найти в Интернете, , которые обычно очень хорошо предсказывают силу тока, необходимую для определенной толщины сварного шва и сопровождающего электрода для сварки электродом.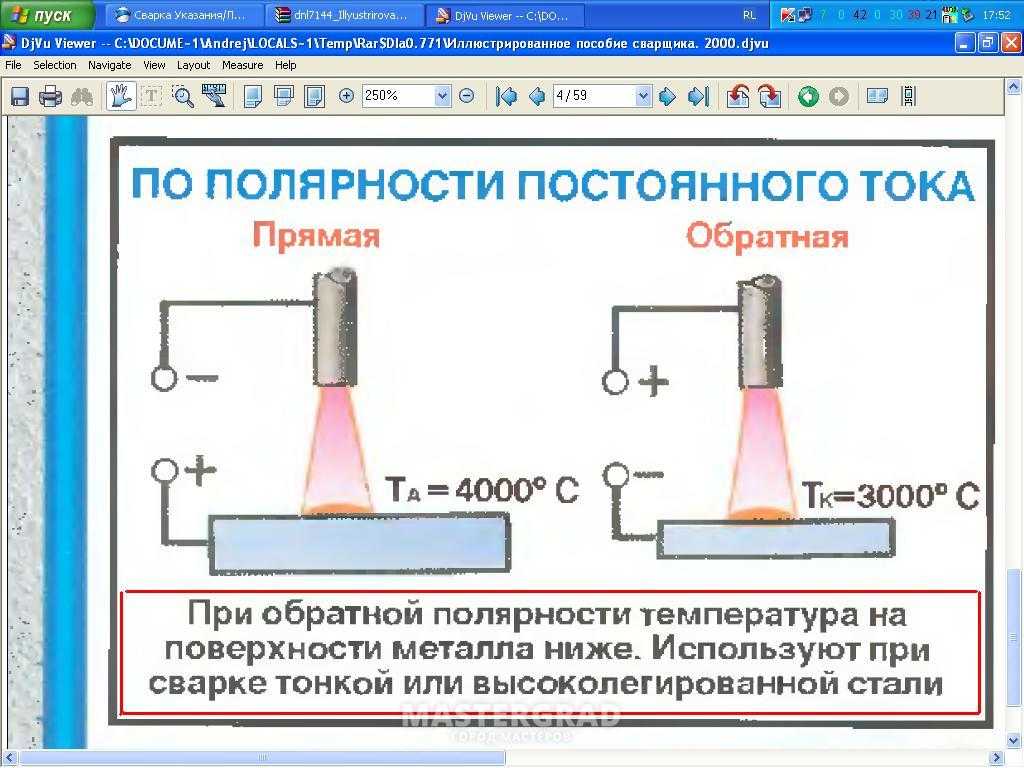
Если вы будете следовать уровням силы тока, показанным на одной из этих диаграмм, вы должны быть в хорошей форме. Если вам нужно внести незначительные коррективы в температуру сварки, находясь «под колпаком» во время сварки электродом, самый простой способ добиться этого — слегка отвести сварочный стержень от сварочной ванны, чтобы слегка «длинная дуга». Это позволит получить более широкую и горячую лужу.
СОВЕТ ПРОФЕССИОНАЛА: Хорошее эмпирическое правило для настройки вашего аппарата для ручной сварки (SMAW) на приблизительную правильную настройку для начала: настройка силы тока должна быть примерно такой же, как десятичный эквивалент диаметра стержня. Например, диаметр стержня 3/32 дюйма будет (0,094) 90 ампер, диаметр стержня 1/8” будет (0,125) 125 ампер, диаметр стержня 5/32” будет (0,157) 155 ампер. Это эмпирическое правило работает для электродов большинства размеров, и как только вы зажжете дугу и получите первый валик сварного шва на своей детали, вы сможете отрегулировать настройки оттуда.
Электрод
Единственным процессом сварки, в котором электрод и сила тока существенно связаны, является сварка электродом или SMAW. Этот тип сварки и сила тока настолько зависят друг от друга в этой категории, поэтому эта тема вошла в тройку основных факторов выбора силы тока.
В процессах сварки TIG и сварки MIG используются электроды по определению, но при сварке TIG используется полуплавкий вольфрамовый стержень, а при сварке MIG используется легкоплавкая проволока, оба из которых не имеют большого значения при выборе силы тока.
Существует множество типов электродов для электродуговой сварки, и каждый из них предназначен для конкретного применения. Например, электроды различаются по толщине свариваемого основного материала.
Они также различаются по горизонтальному, вертикальному или потолочному расположению. Эти различные свойства отражены в четырех- или шестизначном числе, напечатанном на каждом электроде-стержне для удобства справки.
Эти числа сообщают пользователю, для какого источника питания, положения сварки, прочности на растяжение и проплавления был разработан данный электрод.
Наиболее распространенными электродами на рынке являются электроды 6010, 6013 и 7018. Эти три электрода очень распространены в промышленности благодаря их невероятной гибкости в применении.
Как выбрать правильный электрод и силу тока?
Электрод 6010 предназначен для глубокого проникновения в заготовку, тогда как электрод 6013 предназначен для меньшего проникновения. Для наилучшего внешнего вида сварщика сварщик должен выбрать сварочный электрод 7018.
После того, как вы выбрали сварочный электрод для стержневой сварки, прочтите информацию на боковой стороне контейнера с электродом, чтобы узнать, какую силу тока рекомендует производитель электрода. Конкретная используемая сила тока зависит, прежде всего, от диаметра электрода.
Например, электрод восьмого диаметра отлично сваривается при силе тока от 75 до 125 ампер. В то время как электрод диаметром 5/32 может оптимально сваривать до 220 ампер.
В то время как электрод диаметром 5/32 может оптимально сваривать до 220 ампер.
Лучший способ определить оптимальную силу тока, которую следует использовать, — проверить сварочный электрод на куске металла и понаблюдать за получившимся сварным швом. Если он имеет приемлемый внешний вид и скорость проникновения, то бегите с ним.
Важным фактором при регулировке силы тока на вашем сварочном аппарате является рекомендуемый производителем сварочного аппарата рабочий цикл.
Рабочий цикл определяется как период времени, в течение которого сварочный аппарат может выполнять сварку в течение 10-минутного периода времени. Некоторые машины более тяжелые, чем другие.
Например, машина, используемая на стройке, скорее всего, будет иметь более тяжелые компоненты и более длительный рабочий цикл, чем сварочный аппарат-любитель в чьем-то гараже.
Рабочий цикл обратно пропорционален сварочному току. То есть по мере увеличения силы тока продолжительность рабочего цикла в минутах уменьшается.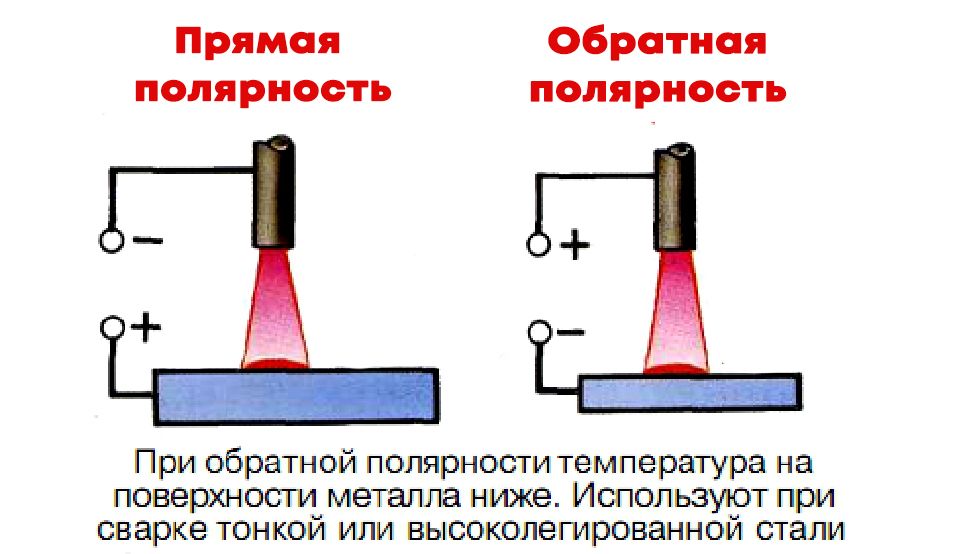
СОВЕТ ПРОФЕССИОНАЛА: Ищете решение для ситуации, когда у вас по какой-то причине откололся электрод с кучей флюса? Если вы выполняете сварочные работы, где сварной шов должен соответствовать определенным требованиям, об использовании электрода с зазубринами не может быть и речи. Один из способов, которым опытные сварщики спасают отколовшиеся электроды, заключается в том, чтобы иметь поблизости стальную пластину размером 6 x 6 дюймов, где они могут быстро наложить валик сварного шва, используя проблемную область электрода, а затем возобновить фактический валик сварного шва, когда электрод вернулся в раздел с хорошим потоком.
Заключение
Выбор силы тока не так сбивает с толку и пугает, как может показаться.
Существуют определенные ключевые переменные, определяющие силу тока, которая должна использоваться в определенном сварочном приложении, например, применение и основной материал, процесс сварки и электрод.
Принимая во внимание эти основные переменные, найти правильную силу тока, необходимую для вашего сварного шва, не составит труда. Как всегда, если вы все еще не уверены, в вашем распоряжении множество ресурсов, будь то в Интернете, в библиотеке или, как мне нравится, в вашем местном магазине сварочных материалов.
Как всегда, если вы все еще не уверены, в вашем распоряжении множество ресурсов, будь то в Интернете, в библиотеке или, как мне нравится, в вашем местном магазине сварочных материалов.
Сварочные наконечники — Reading Electric
от readelectric | 25 июля 2008 г. | Пресс-релиз
Ручная сварка
Советы по улучшению сварки
Reading Electric, ведущий поставщик услуг по обслуживанию и решению проблем электромеханического оборудования для промышленных и коммерческих клиентов на протяжении более 50 лет, предоставляет техническую информацию жилым, коммерческим и промышленным сообществам региона. В этом бюллетене содержится информация о советах по улучшению вашей сварки электродом.
Прежде чем приступить к сварке, найдите минутку, чтобы просмотреть следующие советы, особенно если вы никогда не зажигали дугу или все еще думаете, какой аппарат использовать.
Вопрос: Какой тип сварочного аппарата лучше всего подходит для универсального использования?
Ответ: Сварочный аппарат с выходом AC/DC. Сварка на постоянном токе имеет преимущества перед переменным током для большинства применений Stick, в том числе: более легкий запуск; меньшее количество отключений и залипаний дуги; меньше брызг/лучший вид сварных швов; более легкая вертикальная сварка вверх и потолочная сварка; легче научиться «сваривать» и получить более плавную дугу. Обратная полярность постоянного тока (положительный электрод) обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный ток, в то время как прямая полярность постоянного тока (отрицательный электрод) лучше сваривает более тонкие металлы.
Сварка на постоянном токе имеет преимущества перед переменным током для большинства применений Stick, в том числе: более легкий запуск; меньшее количество отключений и залипаний дуги; меньше брызг/лучший вид сварных швов; более легкая вертикальная сварка вверх и потолочная сварка; легче научиться «сваривать» и получить более плавную дугу. Обратная полярность постоянного тока (положительный электрод) обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный ток, в то время как прямая полярность постоянного тока (отрицательный электрод) лучше сваривает более тонкие металлы.
Вопрос: Есть ли преимущества у выхода переменного тока?
Ответ: Да, если вам нужно сваривать материал, намагниченный от трения, например, когда сено, корм или вода постоянно трутся о стальную деталь. Выход постоянного тока не работает из-за «дуги дуги», когда магнитное поле выдувает расплавленный присадочный металл из сварочной ванны. Поскольку выход переменного тока чередует полярность, он позволяет сваривать намагниченные детали.
Поскольку выход переменного тока чередует полярность, он позволяет сваривать намагниченные детали.
Вопрос: Насколько большая машина мне нужна?
Ответ: Машина от 225 до 300 ампер справляется почти со всем, с чем столкнется средний человек; так как для большинства процедур сварки стержнем требуется 200 ампер или меньше. Чтобы сварить материал толще 3/8 дюйма, просто сделайте несколько проходов — это то, что делают профессионалы, даже при сварке конструкционной стали толщиной 1 дюйм.
Вопрос: Я вижу слово «рабочий цикл» в спецификациях продукта? Что это значит?
Ответ: Рабочий цикл — это количество минут из 10-минутного цикла, в течение которого может работать сварщик. Например, сварщик, который создает выход постоянного тока 200 ампер при 20-процентном рабочем цикле, может непрерывно сваривать при 200 амперах в течение двух минут, а затем должен охлаждаться в течение восьми минут, чтобы предотвратить перегрев. Рабочий цикл и сила тока обратно пропорциональны. Работая при токе 90 ампер, сварочный аппарат со 100-процентным рабочим циклом означает, что вы можете сваривать без остановки. Это правило обратной пропорциональности справедливо для большинства сварочных аппаратов, но не для всех.
Рабочий цикл и сила тока обратно пропорциональны. Работая при токе 90 ампер, сварочный аппарат со 100-процентным рабочим циклом означает, что вы можете сваривать без остановки. Это правило обратной пропорциональности справедливо для большинства сварочных аппаратов, но не для всех.
Вопрос: Какой тип стержня следует использовать для общих работ со сталью?
<
Ответ: Обычно для общих работ используются электроды 6010, 6011, 6013, 70248 и имеет специфические свойства: электроды 6010 проникают глубоко, а электроды 6013 проникают меньше. Для улучшения внешнего вида борта и работы с высокопрочными сталями (скажем, для сцепки) используйте стержень из 7018. Для лучшего проникновения в толстый материал отшлифуйте соединение до 30-градусного скоса (оставьте площадку шириной с никель на дне канавки) и сделайте несколько проходов. В качестве альтернативы сделайте первый проход с помощью стержня 6010, а затем сделайте «заглушку» с помощью стержня 7018.