Содержание
Какие бывают сварочные электроды по чугуну?
04.04
2019
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Содержание
1. Особенности чугуна
2. Лучшие электроды по чугуну
3. Холодная сварка чугуна
4. Горячая сварка чугуна
5. Основные марки электродов по чугуну
Наряду со сталью чугун является основным конструкционным материалом. Однако в силу своего физико-химического состава он имеет массу особенностей, которые следует учитывать при сварке. Кроме того, типов чугуна несколько, что также необходимо брать во внимание при выборе сварочных расходников. Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Какие же бывают сварочные электроды по чугуну? Для начала рассмотрим специфические свойства.
Особенности чугуна
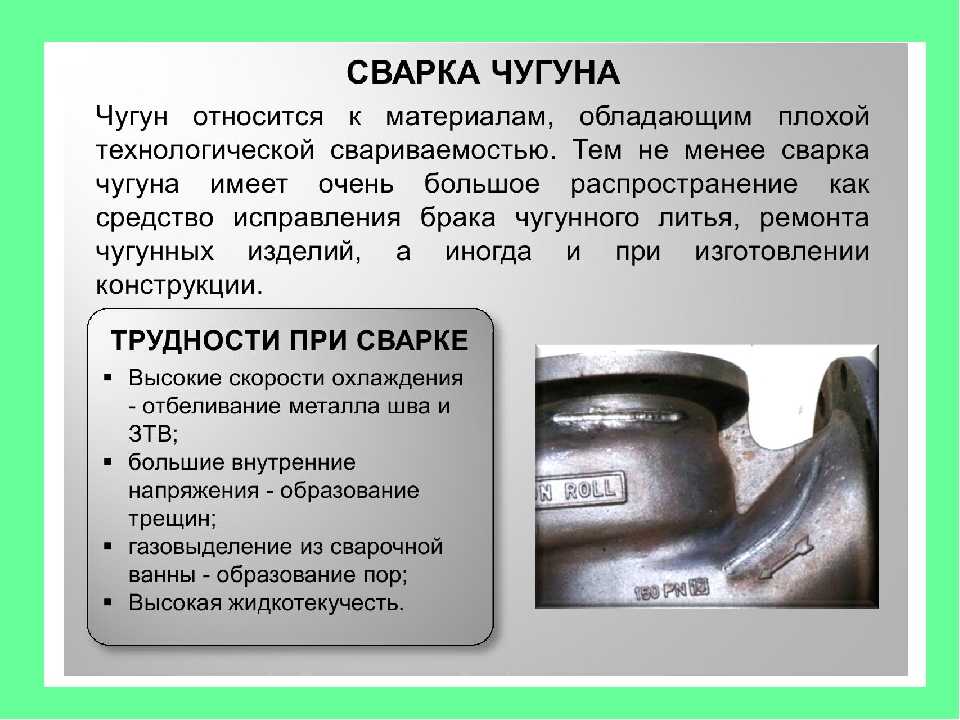
В отличие от стали чугун содержит в себе значительное количество углерода — от 2 до 6%, при этом СО2 находится в нем в свободном состоянии — в виде графита. Это обуславливает его уникальные характеристики — он чрезвычайно тверд, но при этом хрупок, обладает низкой пластичностью и вязкостью. Эти свойства сказываются при обработке и сварке металла. При неправильно выбранных параметрах, материалах и технике сварки существуют следующие риски:
- из-за наличия графита в металле могут образовываться трещины;
- углерод выгорает, что приводит к образованию пор в сварном шве;
- образуются тугоплавкие окислы, у которых температура плавления выше, чем у чугуна.
Кроме того, затруднения при сварке может вызвать и такое его свойство, как высокая жидкотекучесть, препятствующая образованию качественного шва.
Быстрое охлаждение серого чугуна после температуры нагрева более 750°С ведет к превращению графита в карбид железа — цементит.
Сам чугун превращается из серого в белый. Такой чугун сварке не подлежит.
 Сам чугун превращается из серого в белый. Такой чугун сварке не подлежит.
Сам чугун превращается из серого в белый. Такой чугун сварке не подлежит.Марки электродов по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
| Марка электродов | Тип чугуна | Направление сварки | Тип сварки | Свойства |
| МНЧ-2 |
|
|
| Предпочтительны для заварки первого слоя в соединениях, от которых требуется высокая плотность швов и чистота поверхности после обработки |
| ЦЧ-4 |
| в нижнем положении |
| Для конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью. |
| ОЗЧ-6 |
|
|
| Для ручной дуговой сварки и наплавки тонкостенных деталей. |
| ОЗЧ-4 |
|
|
| Предпочтительны при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость. |
| ОЗЧ-2 |
|
| холодная сварка | Для сварки, наплавка и заварка дефектов литья при восстановлении чугунных изделий. |
| ОЗЖН-1 |
|
| холодная сварка | Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. |
| OK 92.18 |
| все положения | горячая сварка | Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). |
Холодная сварка чугуна
Холодная сварка — это сварка чугуна без предварительного подогрева деталей.
Для холодного метода сварки тебуются специальные электроды. Сюда относят такие марки, как МНЧ-2 (хорошо сваривают детали в ответственных конструкциях) ОЗЧ-2, ОЗЧ-6 (особенно эффективны при работе с тонкостенными изделиями), ЦЧ-4, а также ОЗЖН-1 (устранение серьезных дефектов).
Горячая сварка чугуна
Горячая сварка — это сварка, при которой требуется предварительная прокалка чугуна.
Собственно «горячим» методом называется тот, при котором металл нагревается до температуры +500. .. + 600 °С, «полугорячим» — температура достигает +300 +400 °С, «теплым» — +200 °С. Наиболее часто для этого используются универсальные электроды марки ЦЧ-4, а также OK 92.18 («теплый» способ) и ОМЧ-1. Также в этом случае применяются электродные прутки марок УОНИИ, АНО, угольные и другие электроды.
.. + 600 °С, «полугорячим» — температура достигает +300 +400 °С, «теплым» — +200 °С. Наиболее часто для этого используются универсальные электроды марки ЦЧ-4, а также OK 92.18 («теплый» способ) и ОМЧ-1. Также в этом случае применяются электродные прутки марок УОНИИ, АНО, угольные и другие электроды.
Основные марки электродов по чугуну
МНЧ-2
Универсальные никелемедные электроды, позволяющие работать с любыми видами чугуна — ковким, серым и высокопрочным. Изделия этой марки специально разработаны для того, чтобы сварку можно было выполнять без предварительного прокаливания. Сердечник из монель-металла (большая часть — никель, 28,5% медь, также присутствуют железо и марганец) имеет специальное покрытие. Основное назначение: холодная сварка, наплавка, заварка дефектов литья. Сварка возможна в любых пространственных положениях кроме потолочного и сверху вниз, производится при постоянном токе обратной полярности. Помимо универсальности применения в ряду преимуществ:
- отсутствие в необходимости прокалки — незначительный подогрев требуется только при работе с толстыми изделиями;
- легкий поджиг, стабильное горение дуги, высокая скорость расплавления при сравнительно низкой температуре, легкое отделение шлаковой корки;
- отличное качество получаемого шва по прочности, пластичности, стойкости к коррозии;
- цветовая идентичность основного и наплавляемого металла;
- низкая твердость шва, благодаря чему при эксплуатации конструкции риски образования трещин в районе соединения минимальны.

Данная марка электродов по чугуну для электродуговой сварки повсеместно применяется при ремонте изношенных деталей в шестернях, насосах, редукторах, экскаваторных ковшах и других узлах и механизмах. Аналоги марки МНЧ-2 по международной классификации — электроды типа ENiCu-B.
Важно. Если осуществляется многослойная наплавка, валик необходимо постепенно охлаждать до температуры 60 °С и проковывать легкими ударами молотка. Таким образом снижается внутреннее напряжение в структуре металла и снижаются риски появления в околошовной зоне трещин. Длина самого сварочного валика — от 30 до 50 мм.
ОЗЧ-4
По своим свойствам эти электроды с основным покрытием практически так же универсальны, как и марка МНЧ-2 — с ними можно выполнять сварку чугунов любого вида. Электроды позволяют получить шов повышенной износостойкости (что важно, если эксплуатация изделия предусматривает постоянное трение металла о металл), а также высокую технологичность при обработке резанием и высокую стойкость к ударным нагрузкам. Для сварки и наплавки используется ток обратной полярности. Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.
Для сварки и наплавки используется ток обратной полярности. Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.
Важно. Наиболее эффективно электроды ОЗЧ-4 проявляют себя при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость.
ЦЧ-4
Электроды с основным покрытием, предназначенные как для горячей, так и для холодной сварки ковкого, высокопрочного, серого чугунов. Основное назначение — заварка дефектного литья, наплавка при ремонте чугунных деталей. Также это — электроды по чугуну и нержавейке, они позволяют качественно сваривать два этих сплава с разной структурой. Нередко для получения более эфективного результата применяются только для наплавки первых слоев, после чего она выполняется другими, специальными электродами.
ОЗЧ-2
Это медные электроды для сварки чугуна (медный сердечник) с кислым покрытием. Имеют ограниченную сферу использования — применяются для работы только с ковким (мягким и вязким) и серым чугуном. Спектр работ — холодная сварка, а также наплавка и заварка дефектов литья при восстановлении чугунных изделий. Длина валика, которыми рекомендуется выполнять сварку, — небольшая, в диапазоне 30… 50 мм. Полученный валик необходимо охладить до 60 °С и далее проковать несильными ударами молотка. Перед сваркой электрод следует прокалить в течение часа при температуре 190-210 градусов. Сварка допустима в нижнем и вертикальном положениях постоянным током обратной полярности.
ОЗЖН-1
Сфера использования — исключительно холодная сварка. Используется постоянных ток обратной полярности. Типы свариваемых чугунов — высокопрочный и серый. Перед сваркой необходима часовая прокалка электрода при температуре 350°С. Как и в случае с другими марками по чугуну, валик следует проковать легкими ударами молотка для снятия внутреннего напряжения в металле шва. Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. В последнем случае эти электроды необходимо комбинировать с МНЧ-2 или ОЗЧ-3 (ими наплавляются первый и промежуточные слои).
Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. В последнем случае эти электроды необходимо комбинировать с МНЧ-2 или ОЗЧ-3 (ими наплавляются первый и промежуточные слои).
OK 92.18
Новое название этих электродов — OK Ni-Cl. Имеют основное покрытие с высоким содержанием графита. Предназначены для сварки с минимальным подогревом. Работают и на постоянном, и на переменном (при этом пониженных) токах. Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). Отвечая на вопрос, какие подходят электроды для сварки чугуна и стали, отметим, что наряду с ЦЧ-4 подходят и эти.
Сколько стоят электроды по чугуну
Основные факторы, определяющие стоимость этого расходного материала, — бренд и страна-производитель, тип электродов, их марка и состав покрытия. Традиционно более дорогими считаются качественные европейские и американские аналоги — например, продукция таких известных брендов, как ASPIK или UTP. Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Где можно купить электроды по чугуну
Покупать такую продукцию стоит только у известных производителей и проверенных поставщиков – это гарантия высокого заводского качества и репутация бренда. Именно такое высокое качество имеют электроды по чугуну, производителем которых является одно из старейших в России профильных предприятий – Магнитогорский электродный завод.
На нашем сайте вы можете купить продукцию по цене производителя. В зависимости от марки материал отлично подойдет как для сварки, так и для восстановительной наплавки. Изделия имеют сертификаты ГОСТ Р и санитарно-эпидемиологической экспертизы.
Возможно, вас заинтересует
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
ЦЧ-4
Ток — переменный или постоянный
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(5 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
МНЧ-2
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(5 кг)
Ø
5
(1 кг)
Ø
5
(5 кг)
ОЗЧ-6
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(5.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ОЗЧ-2
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Какие выбрать электроды для сварки чугуна: маркировка, правила выбора
Содержание
- 1 Особенности материала
- 2 Какими электродами можно варить чугун — виды и свойства
- 3 Маркировка и обозначение
- 4 Какие выбрать электроды
- 4.1 Чем заварить ковкий чугун
- 4.2 Какие электроды подходят для серого чугуна
- 5 Холодная сварка чугуна – нюансы и выбор электродов
Соединив железо и углерод, человек получил особенный материал – чугун.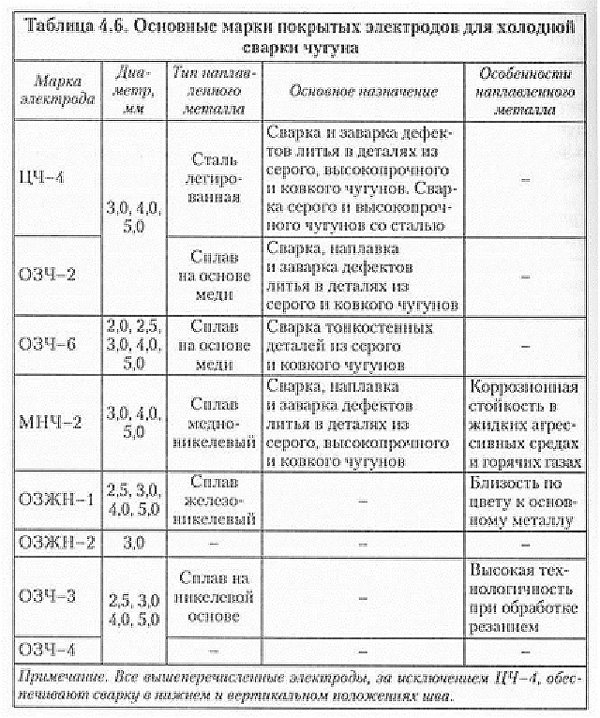 Но без специальных добавок он получается хрупким. Поэтому обязательно выполняется легирование сплава, то есть, к основным компонентам добавляют хром, никель или магний. Элементы придают соединению такие свойства, как:
Но без специальных добавок он получается хрупким. Поэтому обязательно выполняется легирование сплава, то есть, к основным компонентам добавляют хром, никель или магний. Элементы придают соединению такие свойства, как:
- легкость;
- прочность;
- устойчивость к коррозии.
Но они не облегчают процесс сварки, в которой нуждаются изделия из сплава. Для выполнения работы требуются специальные электроды по чугуну. Они бывают разных видов, что слегка усложняет выбор. В статье рассматриваются виды и отличия расходных материалов, маркировка электродов по чугуну, а также их выбор.
Содержание
- Особенности материала
- Какими электродами можно варить чугун — виды и свойства
- Маркировка и обозначение
- Какие выбрать электроды
- Чем заварить ковкий чугун
- Какие электроды подходят для серого чугуна
- Холодная сварка чугуна – нюансы и выбор электродов
Особенности материала
Для сплава характерна низкая свариваемость. Поэтому прежде чем приступать к работе, необходимо узнать о некоторых особенностях процесса. Это свойство объясняется тем, что в составе содержится более 2% углерода. Из-за чего выбирают такие сварочные электроды, которые компенсируют отрицательные качества материала.
Поэтому прежде чем приступать к работе, необходимо узнать о некоторых особенностях процесса. Это свойство объясняется тем, что в составе содержится более 2% углерода. Из-за чего выбирают такие сварочные электроды, которые компенсируют отрицательные качества материала.
Причины затруднений в работе легко также бывают следующими:
- образуются не проваренные участки в зоне соединения из-за окисления поверхности;
- место стыка быстро охлаждается и становится твердым;
- процесс сварки такого металла усложняется из-за его жидкотекучей формы. Поэтому удержать сплав в одном месте непросто.
Особенностью сварки чугунный изделий является необходимость поддержания равномерного нагрева и охлаждения деталей. При халатном отношении к требованию на месте соединения могут появиться трещины. Другая проблема при сварке, с которой сталкиваются мастера – пористость шва. Это происходит из-за активного выделения газов во время плавления.
Для чугуна важно подобрать электроды с определённым химическим составом и правильный метод обработки.
Какими электродами можно варить чугун — виды и свойства
Электроды по чугуну различаются по материалу, из которого выполнен стержень. Это может быть следующее:
- проволока, изготовленная либо из легированной стали, либо из углеродистой стали;
- прутки, созданные из чугуна;
- медная проволока.
Все детали, которые произведены из стали, обрабатываются специальным составом, содержащим ферросилиций. Благодаря их использованию получают сварочный шов, который состоит из серого вида.
Этот вид расходного материала чаще всего используется для соединения несложных деталей, на которые в будущем не будет прикладываться серьёзная нагрузка. Материал подходит для применения в домашних условиях. Но прежде чем приступать к сварке, важно ознакомиться с основными нюансами работы, чтобы получить плотный и надёжный шов.
Марка электродов по чугуну СВ-08 и СВ-08А говорит о том, что они изготовлены из стальной проволоки. Существуют и другие виды, каждых из которых обладает индивидуальными качествами. Также выпускаются расходные материалы со стержнем, изготовленным из чугуна. Мастерам также предстоит выбрать один из двух типов изделия, которые отличаются покрытием.
Также выпускаются расходные материалы со стержнем, изготовленным из чугуна. Мастерам также предстоит выбрать один из двух типов изделия, которые отличаются покрытием.
В одном случае покрытие представляет собой смесь углекислого бария и карбоната, а во втором — компоненты графитообразующей группы. Специалисты также используют детали для сварки изделий, изготавливаемые из стержней комбинированного типа. Выбирая, какие использовать, необходимо учитывать их эксплуатационные и геометрические характеристики, а также предусмотреть, каким требованиям должно соответствовать соединённое изделие.
Маркировка и обозначение
Выбрать подходящий расходный материал, можно по наименованию изделий, установленных ГОСТом. Маркировка даст необходимую информацию о составе. Большинство изделий изготавливается из железа, но есть и с другими химическими элементами.
Достаточно посмотреть на обозначение марки, чтобы расшифровать состав. Например, популярный расходник МНЧ-2, состоит из:
Например, популярный расходник МНЧ-2, состоит из:
- М-меди;
- Н- никеля;
- Ч- предназначен для чугуна;
- 2-соотношение основных элементов.
Профессионалы и домашние мастера давно используют определённые электроды для сварки чугуна, среди которых следует отметить следующие:
- ОЗЧ-4, который выгоден, потому что позволяет соединять детали в любом положении;
- ОК -92.18, подходящий для горячей сварки;
- ЦЧ-4, относящийся к универсальным электродам.
Расходные материалы также выпускаются зарубежными производителями – UTP и ASPIK. Выбор для конкретного случая зависит от типа сплава и толщины изделия.
Какие выбрать электроды
Главным критерием при покупке является соответствие материала типу свариваемого предмета. Несмотря на наличие универсальных изделий, рекомендуется сваривать электродом, стержень которого выполнен из особого материала.
При выборе также следует присмотреться к наружной обработке, которая бывает основной или кислой. Каждый из видов по-разному реагирует на условия эксплуатации. Если предстоит работа со старым и некачественным изделием из чугуна, то необходимо использовать модели с толстым слоем покрытия.
Каждый из видов по-разному реагирует на условия эксплуатации. Если предстоит работа со старым и некачественным изделием из чугуна, то необходимо использовать модели с толстым слоем покрытия.
Для тонкостенных предметов применяются элементы, толщина которых совпадает с толщиной изделий или максимально приближена. Проигнорировав правило, мастер сталкивается с залипанием или плавлением деталей насквозь. Из-за этого пострадает внешний вид изделия.
Насколько успешной, быстрой и результативной окажется работа, определяется правильностью выбора расходных материалов. Поэтому мастерам, которые впервые в жизни собираются соединить детали из этого сплава при помощи сварки рекомендуется использовать проверенные элементы, вроде марок ИНЧ-2, ЦЧ-4. Их толщина составляет от 3 до 6 мм, поэтому шов получится качественным. Из зарубежных марок для этого случая подходит универсальная UTP, обладающая всеми необходимыми свойствами.
Для серых и высокопрочных чугунов применяются марки ОЗЖН – 1 и ОК- 92. 18. Новички могут изучить таблицы с маркировкой, где указывается также, для какого вида сплава предназначается тот или иной вариант, в каком положении его использовать и технологические свойства.
18. Новички могут изучить таблицы с маркировкой, где указывается также, для какого вида сплава предназначается тот или иной вариант, в каком положении его использовать и технологические свойства.
Чем заварить ковкий чугун
На сегодняшний день все марки электродов для сварки чугуна обеспечивают качественное соединение металлических сплавов. Но крайне важно для каждого вида сплава подобрать правильные варианты, потому что они значительно упростят процесс.
Поэтому для ковкого чугунного изделия следует выбирать такие марки электродов, как:
- ОЗЧ-2, для которого не нужен подогрев и допускаются любые положения для работы, кроме полупотолочного;
- МНЧ-2, главное достоинство которого – стойкость к появлению трещин. Сварка выполняется постоянным током обратной полярности.
Какие электроды подходят для серого чугуна
Другой вид сплава — серый также требует использования конкретных марок при сварке. Наплавка материала осуществляется следующими видами – ОЗЧ-2 и ОЗЖН-1. Условия использования практически идентичные описанным выше. За исключением марки ОЗЖН-1, который применяется при больших объёмах работы и применяется при холодном методе.
Условия использования практически идентичные описанным выше. За исключением марки ОЗЖН-1, который применяется при больших объёмах работы и применяется при холодном методе.
Способ сваривания металла также следует учитывать, выбирая детали из широкого ассортимента.
Холодная сварка чугуна – нюансы и выбор электродов
Холодная сварка — это один из самых распространённых способов соединения деталей. Она отличается от горячего метода длительной подготовкой. Перед началом сварки требуется зачистка, фрезеровка и сверление изделий. Таким образом добиваются максимальной чистоты и гладкости.
Электроды для холодной сварки чугуна рекомендуется использовать следующие:
- чугунные;
- стальные;
- медные, но содержащие не более 50% железа;
- медные, в состав которых входят 15% никеля.
Если детали соединяются при помощи холодного метода, то следует следить за тем, чтобы они не достигли определённой температуры. Иначе шов в месте соединения получится очень хрупким. К этому методу особенно часто прибегают в бытовых условиях потому что не требуется высокое качество соединения и применение специализированного оборудования.
К этому методу особенно часто прибегают в бытовых условиях потому что не требуется высокое качество соединения и применение специализированного оборудования.
Наиболее качественный результат можно получить, используя чугунные электроды. В процессе крайне важно придерживаться всех требований и правил безопасности, подобрать правильные материалы, тогда можно будет надеяться на ожидаемый результат. После изучения нюансов работы с ней справится и непрофессионал.
Как сварить чугун
Дата: 17-11-2021
Weldclass Academy
Сварка чугуна сопряжена с уникальными проблемами, особенно с предотвращением дальнейшего растрескивания. Вот простое руководство, которое поможет вам сделать это правильно.
1. Процесс
Стик/MMA:
Стик, возможно, является лучшим и наиболее популярным процессом, когда речь идет о ремонте трещин в обычных чугунах, особенно там, где у пользователей ограниченное оборудование и/или опыт. Чугунные стержни/электроды легко доступны в небольших количествах (или «ручных упаковках»), что идеально подходит для разовых работ.
Чугунные стержни/электроды легко доступны в небольших количествах (или «ручных упаковках»), что идеально подходит для разовых работ.
Кислородная пайка:
Не такая прочная, как сварка, и может не подходить для применений, где отливка будет подвергаться воздействию высоких рабочих температур (например, коллекторы и детали двигателя). Однако может быть хорошим вариантом, когда компонент не будет подвергаться нагрузкам/растяжениям или высоким температурам и/или ремонту трудносвариваемых типов чугуна, где процессы сварки не успешны.
Прутки для припоя Weldclass
Кислородно-кислородная сварка:
В прошлом это был популярный метод, до того как электродуговая сварка стала более доступной и широко используемой. Поиск правильного типа присадочной проволоки может быть затруднен из-за снижения популярности этого процесса. Обратите внимание, что это возможно только с кислородно-ацетиленовым топливом (не кислородно-сжиженным нефтяным газом).
MIG:
Как правило, это удобный процесс, однако получение чугунной проволоки MIG может быть трудным и дорогостоящим. Стоит рассмотреть для больших или повторяющихся работ.
TIG:
Требует больше опыта/навыков по сравнению со сваркой электродом или сваркой MIG. Не образует брызг, что является преимуществом при ремонте критически важных поверхностей, где брызги могут привести к повреждению или дорогостоящей и трудоемкой очистке. Поиск правильного типа наполнителя может быть трудным и дорогостоящим.
Данное руководство по сварке предназначено для сварки электродами, однако общие принципы применимы ко всем процессам.
2. Очистка
Крайне важно, чтобы область сварки была очень чистой. Грязь, масло и примеси сделают невозможным получение качественного сварного шва. Очистка паром (или горячей водой) часто является лучшим методом, так как загрязнения часто впитываются в пористую поверхность чугуна. Очистите вокруг и со всех сторон детали, а не только непосредственно свариваемые поверхности.
Очистите вокруг и со всех сторон детали, а не только непосредственно свариваемые поверхности.
3. Подготовка
Выровняйте трещины с помощью борфрезы или шлифовального круга, часто лучше всего использовать U-образную канавку. Или, если детали свариваются встык, скосите края соединения.
4. Выбор сварочного электрода:
Следует использовать специальные чугунные электроды с высоким содержанием никеля от 50% до 99%. (Некоторые сварщики заявляют, что можно использовать стальные электроды «общего назначения» для сварки чугуна. Хотя это возможно в некоторых случаях, растрескивание гораздо более вероятно, и это определенно не рекомендуется).
Чугунные электроды Weldclass Platinum NiFe 3,2 мм подходят для сварки обычных чугунов друг с другом и со сталью. Металл сварного шва также прочнее и устойчивее к растрескиванию при затвердевании, чем электроды из чистого никеля (Ni-Cl).
Для ответственных применений, сварки специального или чувствительного оборудования и т. д. вам может потребоваться консультация с металлургом и/или первоначальным производителем свариваемого оборудования, чтобы определить правильный тип расходных материалов для сварки.
д. вам может потребоваться консультация с металлургом и/или первоначальным производителем свариваемого оборудования, чтобы определить правильный тип расходных материалов для сварки.
Чугунные электроды Weldclass
5. Термическая обработка по сравнению с холодной сваркой
Поскольку чугун относительно хрупок и склонен к растрескиванию (по сравнению со сталью), контроль нагрева имеет решающее значение для достижения успешного сварного шва. Локализованное тепло, вызванное сваркой, заставляет «горячий» металл расширяться и сжиматься с другой скоростью по сравнению с «холодным» металлом, что может вызвать дальнейшее растрескивание самой отливки и / или растрескивание нового металла сварного шва по мере его затвердевания, или растрескивание позже, когда в эксплуатации.
Настоятельно рекомендуется предварительный и последующий нагрев. Сварка чугуна часто связана с ремонтом уникальной детали, которую трудно заменить, а это означает, что вы хотите, чтобы все было в вашу пользу, чтобы добиться наилучшего результата с первого раза.
«Холодная сварка» чугуна возможна в некоторых применениях. Тем не менее, это более рискованно и сложно, чем «горячая сварка», и мы не рекомендуем это, если у вас нет а) предыдущего опыта сварки того же компонента / приложения или б) вы не можете сначала выполнить несколько тестовых сварных швов.
6. Предварительный нагрев
Предварительный нагрев отливки/компонента до 120-150 o °C перед сваркой.
Если у вас ограниченный доступ к нагревательному оборудованию, небольшие компоненты можно нагревать в обычной духовке для приготовления пищи, что также позволяет легко контролировать температуру.
Для более крупных компонентов потребуется кислородная горелка или газовая горелка, например Platinum LT40. Если у вас нет такого оборудования, как инфракрасный термометр, измерить (или оценить) температуру может быть сложно. В любом случае, предварительный подогрев всегда лучше, чем полное отсутствие нагрева. Важно прогреть отливку как можно более равномерно.
7. Техника сварки
Ниже приведены рекомендуемые технологии для успешной сварки чугуна электродом/стержневым электродом. Эти этапы особенно важны, если отливка подвергается или будет подвергаться нагрузке или растяжению.
- Наплавляйте короткие сварные швы (длиной около 25 мм) во избежание перегрева
- Чрезмерный ток вызовет перегрев, устанавливайте значение тока/силы как можно ниже в пределах диапазона, рекомендованного производителем электрода
- Вместо того, чтобы накладывать каждый валик рядом с другим, расположите сварные швы в шахматном порядке по всей длине трещины, чтобы помочь равномерно распределить тепло и напряжение. Например, поместите валик на каждом конце трещины, затем посередине, а затем расположите остальные в шахматном порядке.
- Прокалывание каждого сварного шва в течение 1–2 минут с помощью молотка с шариковым штифтом сразу после каждого валика сварного шва помогает снизить напряжения, вызванные усадкой металла по мере его охлаждения. Хотя это не всегда необходимо, рекомендуется использовать его там, где высок риск растрескивания, в том числе в тех случаях, когда отливка будет подвергаться нагрузкам/растяжениям.
- Если конец последнего сварного шва слишком полный или комковатый, немного отшлифуйте конец, чтобы получить идеальное начало, не способствующее образованию шлаковых включений
- Повторяйте описанную выше процедуру до завершения, убедившись, что в работе остается достаточно тепла (в зависимости от размера сварного шва может потребоваться повторный нагрев в процессе сварки)
 Хотя это не всегда необходимо, рекомендуется использовать его там, где высок риск растрескивания, в том числе в тех случаях, когда отливка будет подвергаться нагрузкам/растяжениям.
Хотя это не всегда необходимо, рекомендуется использовать его там, где высок риск растрескивания, в том числе в тех случаях, когда отливка будет подвергаться нагрузкам/растяжениям.
8. Последующий нагрев
Последующий нагрев не менее важен для предотвращения растрескивания, чем предварительный нагрев. Повторно нагрейте отливку, чтобы обеспечить равномерный общий нагрев, затем оберните изделие каким-либо материалом (например, сварочным покрывалом или тяжелой тряпкой), который поможет сохранить тепло и позволит компоненту остывать как можно медленнее.
Метки
ММА (палка) Сварка
Комментарии
 ..
..Обратите внимание: Спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Сварка чугуна: основные процедуры
Чугун представляет собой сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7 процента и менее 4,5 процента.
Общая свариваемость чугуна низкая и зависит от типа материала, сложности, толщины, сложности литья и потребности в обрабатываемости.
Ковкий и ковкий чугун имеет хорошую свариваемость, в то время как серый и белый чугун можно сваривать только для мелких деталей.
Наиболее широко используемый тип чугуна известен как серый чугун. Серый чугун имеет разнообразный состав, но обычно он состоит в основном из перлита с рассеянными повсюду графитовыми чешуйками.
Существуют также легированные чугуны, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания определенных свойств.
Другой легированный чугун представляет собой аустенитный чугун, который модифицируют добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре. Аустенитные чугуны обладают высокой степенью коррозионной стойкости.
В белом чугуне почти весь углерод находится в связанной форме. Это обеспечивает чугун с более высокой твердостью, которая используется для сопротивления истиранию.
Ковкий чугун получают, подвергая белый чугун специальной термообработке отжигом для изменения структуры углерода в железе. Структура изменяется на перлитную или ферритную, что повышает ее пластичность.
Чугун с шаровидным графитом и ковкий чугун изготавливают путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или узловатую форму, а не обычную форму чешуек в сером чугуне . Такая структура обеспечивает большую степень пластичности или ковкости отливки.
Основным фактором, усложняющим сварку чугуна, является его недостаточная пластичность. Если чугуны нагружаются сверх их предела текучести, они ломаются, а не деформируются в какой-либо значительной степени. Следовательно, присадочный металл и конфигурация детали должны быть выбраны таким образом, чтобы свести к минимуму сварочные напряжения.
Процессы MMA, дуговой сварки с флюсовой проволокой, MIG, TIG и газовой сварки обычно используются с присадочными материалами на основе никеля для получения высококачественных сварных швов, но чугунные и стальные электроды также могут обеспечивать удовлетворительные сварные швы в определенных сплавах.
Свариваемость железом типа
Применение
Эти типы металлов широко используются в:
- сельскохозяйственном оборудовании
- на станках в качестве оснований, кронштейнов и крышек
- для фитингов
- чугунная труба
- Блоки двигателей автомобилей, головки, коллекторы
- подготовка воды
- ремонт дефектов с целью модернизации или спасения отливки перед обслуживанием
Редко используется в строительных работах, за исключением сжатых элементов. Он широко используется в строительной технике для противовесов и в других приложениях, для которых требуется вес.
Характеристики
| Чугун | Прочность на растяжение (МПа) | Прочность на сжатие (МПа) | Твердость (HB) | Удлинение (%) | Прочность (Дж) |
|---|---|---|---|---|---|
| Белый | 200 – 410 | н/д | 321 – 500 | Очень низкий | Очень низкий |
| Податливый | 276 – 724 | 1350 – 3600 (перлитный и мартенситный) | 110–156 (ферритная) 149–321 (перлитная и мартенситная) | 1 – 10 | 4 – 12 Дж при 20°C |
| Серый | 152 – 431 | 572 – 1293 | 156 – 302 | <0,6 | Очень низкий |
| Ковкий | 345 – 827 | 359 – 920 | 143 – 302 | 2 – 20 | 16 – 27 при 20°C |
Серый (серый) или чешуйчатый графит
Если графит существует в виде разветвленных взаимосвязанных чешуек; этот тип железа относительно дешев и имеет плохие механические свойства.
Серый чугун обычно можно сваривать с помощью GMAW (SMA), MIG (GMA) или FCAW, если используются специальные расходные материалы и процедуры.
Серый чугун имеет низкую пластичность и, следовательно, не расширяется и не растягивается в значительной степени до разрушения или растрескивания. Из-за этой характеристики при сварке чугуна кислородно-ацетиленовой сваркой необходим предварительный нагрев. Однако его можно сваривать дуговой сваркой без предварительного нагрева, если тщательно контролировать температуру сварки.
Этого можно добиться, сваривая только короткие участки соединения за один раз и давая этим участкам остыть. Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и устраняется опасность растрескивания отливки.
Большие отливки со сложными сечениями, такие как моторные блоки, можно сваривать без демонтажа и предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. Ковкий чугун, такой как ковкий чугун, ковкий чугун и чугун с шаровидным графитом, можно успешно сваривать. Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Шаровидный или шаровидный графит (ковкий чугун)
Где графит существует в виде графита в сфероидальной форме, а механические свойства приближаются к свойствам стали. Сварку чугуна с шаровидным графитом, как правило, легче, чем серого чугуна, но все же требуются специальные расходные материалы и процедуры.
Ковкий CI
Если графит существует в виде узелков или розеток, полученных путем термообработки. Ковкий чугун имеет две основные формы: ковкий чугун с черной сердцевиной, который имеет такую же свариваемость, что и чугун с шаровидным графитом, и ковкий чугун с белой сердцевиной, который легко сваривается с ферритными расходными материалами при условии соблюдения мер по ограничению проникновения.
Белый
Твердый, хрупкий железосодержащий материал без свободного графита. Белые утюги обычно считаются несвариваемыми.
Аустенитный
Где графит может существовать либо в чешуйчатой, либо в узловатой форме, что приводит к хорошей коррозионной и термостойкости. Многие марки аустенитного чугуна можно сваривать с использованием специальных расходных материалов и процедур.
CI с высоким содержанием кремния и алюминия
Где графит существует в основном в виде чешуек, а материал обладает хорошей коррозионной стойкостью. Этот сплав можно сваривать с использованием специальных расходных материалов и процедур.
Чугунные сварочные наконечники
Большинство проблем связано с высоким содержанием углерода. Это приводит к проблемам с растрескиванием и проблемам термоконтроля. Чугуны содержат примерно от 2 до 4% углерода.
Сварка стержнем может использоваться для ремонта отливок с несколькими типами сварных швов, пригодных для машин:
- никель 55 мягкая сварка
- никель 99 мягкая сварка
- Припой HTS-528 (самый прочный припой для сварки чугуна с удобным встроенным флюсом)
Никель — это цветной сплав, который не поглощает углерод, что делает его хорошим выбором для ремонта.
- Предварительно нагрейте любую отливку во избежание растрескивания. Контролируйте предварительный нагрев с помощью височной палочки. Когда он плавится, это означает, что вы можете приваривать его к отливке. Предварительный нагрев отливки перед ремонтом сваркой может быть очень полезен для контроля скорости охлаждения после сварки. Это особенно важно при ремонте сложных форм, поскольку материалы различной толщины по-разному реагируют на тепло от сварочной ванны, что может привести к разрушительным термическим напряжениям и деформации.
- Очистите все соединения, подлежащие ремонту или сварке, включая жир и грязь. Используйте шлифовальные или очищающие растворители.
- Если после ремонта возникла проблема с пористостью, отшлифуйте участок до чистого металла
- При ремонте с дефектами литья, такими как газовые пробоины или трещины, все дефектные участки должны быть удалены методом холодного долбления, выдалбливания или шлифования. При строжке покрытым электродом или воздушно-угольной дугой вокруг места строжки образуется зона термического влияния. Отливку следует предварительно нагреть до 300°C перед строжкой, чтобы снизить риск растрескивания в этой области. Канавка также должна быть слегка отшлифована для удаления затвердевшего материала перед нанесением ремонта, так как графит в этой области может раствориться во время выдалбливания, увеличивая его чувствительность к растрескиванию при последующей сварке. При удалении трещин или линейных дефектов концы трещины перед выдалбливанием следует затупить сверлением, чтобы предотвратить дальнейшее распространение при подготовке к ремонту. Истинные концы трещины, которые могут быть очень тонкими, должны быть обнаружены методом проникающих красок или магнитопорошковым методом перед бурением.
Родственные : Что вызывает трещины в сварных швах?
В видео используется положительный постоянный ток. Используйте соответствующее защитное снаряжение и избегайте воздействия дыма.
Сварочный ремонт чугуна Рекомендуется предварительный подогрев
Преимущества чугуна
Преимущества чугуна в качестве металла для сварки:
- Более текучий, чем сталь (лучшая литейная способность)
- Температура плавления ниже, чем у стали
- Недорогой материал
- Можно формовать литьем в песчаные формы
- Желательные свойства, такие как:
– Демпфирующая способность
– Теплопроводность
– Пластичность
– Твердость
– Прочность
Плохая и улучшенная конструкция сварного шва чугуна
| Плохая конструкция | Улучшенный дизайн |
|---|---|
| Сварные швы с частичным проплавлением | Сварные швы с полным проплавлением |
| Неравномерная толщина | Постоянная толщина |
| Без подкладочного углового шва | С подкладным угловым швом |
Модификации конструкции соединения, снижающие риск растрескивания при сварке чугуна.
Процессы сварки чугуна
Сварка используется для спасения новых чугунных отливок, ремонта отливок, вышедших из строя в процессе эксплуатации, и соединения отливок друг с другом или со стальными деталями в производственных операциях.
В таблице ниже показаны сварочные процессы, которые можно использовать для сварки литых, ковких и шаровидных чугунов.
Выбор процесса сварки и сварочных присадочных металлов зависит от желаемых свойств сварного шва и ожидаемого срока службы. Например, при использовании процесса дуговой сварки в защитном металле могут использоваться различные типы присадочного металла. Присадочный металл влияет на цветовое соответствие сварного шва по сравнению с основным материалом.
Соответствие цвета может быть определяющим фактором, особенно при спасении или ремонте отливок, когда различие в цвете недопустимо.
Независимо от того, какой из сварочных процессов выбран, необходимо выполнить определенные подготовительные действия.
Важно точно определить тип свариваемого чугуна, будь то серый чугун, ковкий или ковкий чугун.
Если точная информация неизвестна, лучше предположить, что это серый чугун с низкой пластичностью или без нее.
Как правило, не рекомендуется выполнять сварку и ремонт отливок из серого чугуна, которые подвергаются нагреву и охлаждению в нормальных условиях эксплуатации, особенно когда температура нагрева и охлаждения изменяется в диапазоне температур, превышающем 400°F (204°C).
Если в качестве присадочного материала не используется чугун, металл сварного шва и основной металл могут иметь разные коэффициенты расширения и сжатия. Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун.
Ремонт этих типов отливок можно произвести, но надежность и срок службы при таком ремонте нельзя с точностью предсказать.
Подготовка чугуна к сварке
При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в зоне сварки. Это означает удаление краски, жира, масла и других посторонних материалов из зоны сварки.
Это означает удаление краски, жира, масла и других посторонних материалов из зоны сварки.
Область сварки желательно кратковременно нагревать для удаления захваченных газов из зоны сварки основного металла. Кожу или поверхность с высоким содержанием кремния также следует удалить рядом с областью сварки как с лицевой, так и с корневой стороны. Края соединения должны быть зачищены или отшлифованы, чтобы образовался угол или скос 60°.
При наличии канавок следует использовать V-образную канавку с прилежащим углом 60-90°. V должен выступать примерно на 1/8 дюйма (3,2 мм) от дна трещины. На каждом конце трещины необходимо просверлить небольшое отверстие, чтобы предотвратить ее распространение.
Всегда следует использовать сварные швы с полным проплавлением, так как трещина или дефект, не удаленные полностью, могут быстро появиться снова в условиях эксплуатации.
Предварительный подогрев желателен для сварки чугуна любым из сварочных процессов. Его можно уменьшить при использовании чрезвычайно пластичного присадочного металла.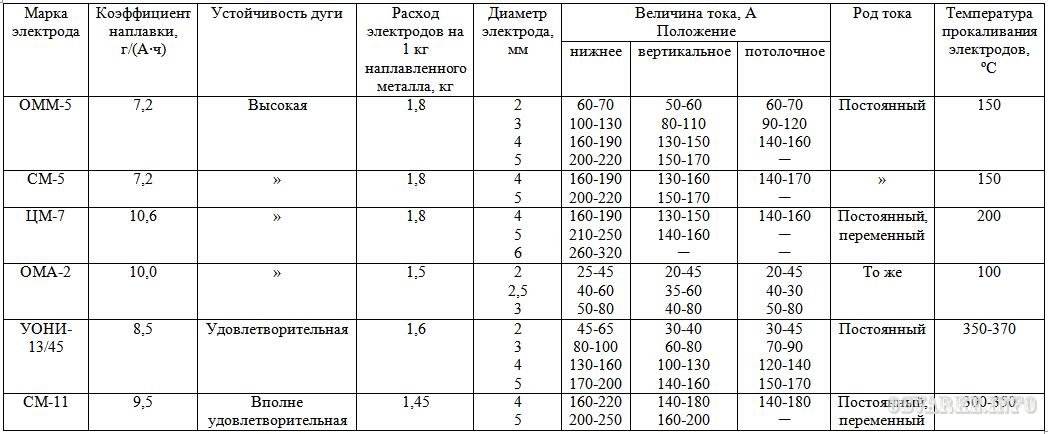 Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна.
Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна.
Температуры предварительного нагрева должны быть связаны с процессом сварки, типом присадочного металла, массой и сложностью отливки. Предварительный нагрев можно осуществить любым из обычных способов.
Факельный нагрев обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, а в некоторых случаях вокруг детали строят временные печи, а не помещают деталь в печь.
Таким образом, детали могут поддерживаться при высокой межпроходной температуре во временной печи во время сварки. Предварительный нагрев должен быть общим, так как он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в любой точке.
Предварительный нагрев помогает размягчить область, прилегающую к сварному шву; способствует дегазации отливки, что, в свою очередь, снижает вероятность пористости наплавленного металла шва; и увеличивает скорость сварки.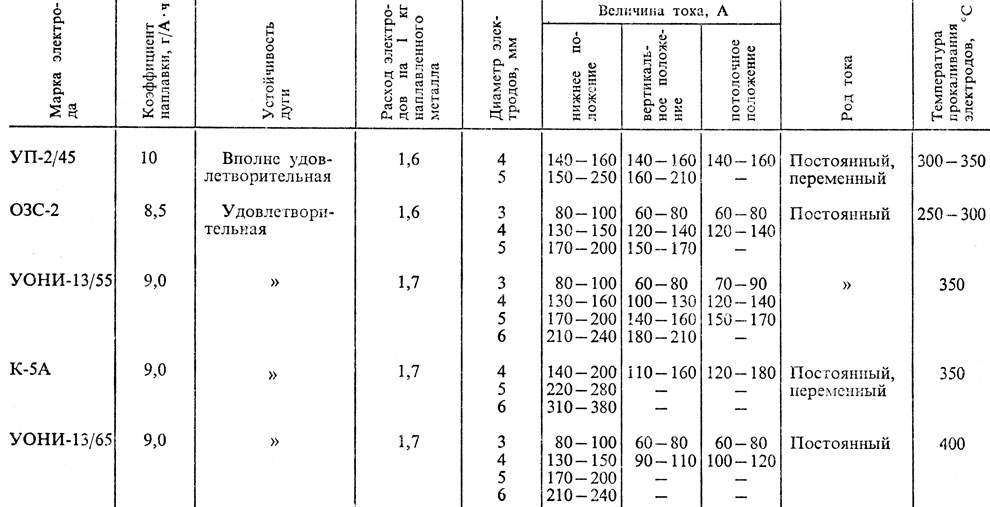
Медленное охлаждение или последующий нагрев улучшают обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно более медленным. Это можно сделать, покрыв отливку изоляционными материалами, чтобы не допустить проникновения воздуха или ветра.
Электроды
Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в экстренных случаях.
При использовании стального электрода необходимо учитывать усадку стального металла шва, углерод, поглощаемый металлом шва из чугуна, и твердость металла шва, вызванную быстрым охлаждением. Сталь дает усадку больше, чем чугун, при переходе из расплавленного состояния в твердое.
При использовании стального электрода эта неравномерная усадка вызывает напряжения в месте соединения после сварки. Когда на соединение наносится большое количество присадочного металла, чугун может треснуть сразу за линией сплавления, если не будут приняты превентивные меры.
Чтобы преодолеть эти трудности, подготовленное соединение следует сваривать, наплавляя металл шва в виде коротких нитевидных валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Они производятся с перерывами и, в некоторых случаях, с помощью процедуры возврата и пропуска.
Во избежание затвердевания дуга должна зажигаться в V, а не на поверхности основного металла. Каждый короткий отрезок наплавленного металла, нанесенный на соединение, должен быть слегка отшлифован в горячем состоянии с помощью небольшого молотка со сферической головкой и остыть перед нанесением дополнительного наплавленного металла. Упрочняющее действие выковывает металл и снимает напряжения при охлаждении.
Используемые электроды должны иметь диаметр 1/8 дюйма (3,2 мм) для предотвращения перегрева при сварке. Сварку следует производить с обратной полярностью. Переплетение электрода должно быть сведено к минимуму. Каждое наплавленное металлическое наплавление должно быть тщательно очищено перед добавлением дополнительного металла.
Чугунные электроды должны применяться там, где требуется последующая обработка сварного соединения.
Электроды из нержавеющей стали используются, когда не требуется обработка сварного шва.
Процедура сварки этими электродами такая же, как и для сварки электродами из мягкой стали. Электроды из нержавеющей стали обеспечивают превосходный сплав между присадочным и основным металлами.
Необходимо проявлять особую осторожность, чтобы избежать растрескивания сварного шва, усадки примерно на 50 процентов больше, чем из-за того, что нержавеющая сталь расширяется, а мягкая сталь расширяется при одинаковых изменениях температуры.
Дуговая сварка чугуна
Процесс дуговой сварки защищенным металлом может использоваться для сварки чугуна.
Можно использовать четыре типа присадочных металлов:
- Электроды с чугунным покрытием
- Покрытые электроды из сплава на основе меди
- Покрытые электроды из сплава на основе никеля
- м Электроды с покрытием из мягкой стали
Существуют причины для использования каждого из различных конкретных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавки, прочность наплавки и пластичность конечного шва.
При дуговой сварке чугунными электродами (ECI) необходимо предварительно нагреть до температуры от 250 до 800°F (от 121 до 425°C), в зависимости от размера и сложности отливки и необходимости механической обработки наплавки и прилегающих участков.
Чем выше степень нагрева, тем легче будет обрабатывать наплавленный металл.
В целом, лучше всего использовать электроды небольшого размера и относительно низкую настройку тока. Должна использоваться средняя длина дуги и, по возможности, сварка должна выполняться в горизонтальном положении.
Должна использоваться сварка внахлестку или в скипе, а наклеп поможет снизить напряжения и сведет к минимуму деформацию.
Рекомендуется медленное охлаждение после сварки.
Эти электроды обеспечивают превосходное соответствие цвета серого чугуна см. Прочность сварного шва будет равна прочности основного металла.
Существует два типа электродов на основе меди:
- Медно-оловянный сплав
- Медь алюминиевая
Медно-цинковые сплавы нельзя использовать для электродов для дуговой сварки из-за низкой температуры кипения цинка.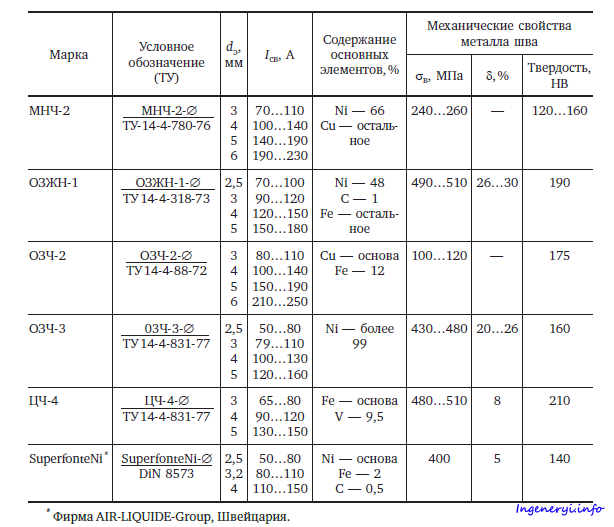 Цинк улетучивается в дуге и вызывает пористость металла сварного шва.
Цинк улетучивается в дуге и вызывает пористость металла сварного шва.
При использовании электродов с медной основой рекомендуется предварительный нагрев от 250 до 400°F (от 121 до 204°C). Следует использовать маленькие электроды и слабый ток. Дуга должна быть направлена на наплавленный металл или ванну, чтобы избежать провара и смешения основного металла с металлом сварного шва. После сварки рекомендуется медленное охлаждение. Электроды с медной основой не обеспечивают хорошего цветового соответствия.
Существует три типа никелевых электродов, используемых для сварки чугуна. Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагрев до 100°F (38°C).
Эти электроды можно использовать во всех положениях; однако рекомендуется горизонтальное положение. Между проходами следует удалять сварочный шлак.
Никелевые и железоникелевые покрытия чрезвычайно пластичны и не становятся хрупкими при поглощении углерода. Твердость зоны термического влияния может быть сведена к минимуму за счет уменьшения проникновения в основной металл чугуна.
Вышеупомянутый метод воспроизведения дуги на ванне, а не на основном металле, поможет свести к минимуму растворение. Медленное охлаждение и, при необходимости, последующий нагрев улучшат обрабатываемость околошовной зоны. Электроды на основе никеля не обеспечивают близкого цветового соответствия.
Медно-никелевые электроды бывают двух марок. Любой из этих электродов можно использовать таким же образом, как никелевый или железоникелевый электрод, с примерно тем же методом и результатами. Отложения этих электродов не обеспечивают цветового соответствия.
Электроды из мягкой стали не рекомендуются для сварки чугуна, если наплавка должна подвергаться механической обработке. Осадок из мягкой стали наберет достаточно углерода, чтобы образовался высокоуглеродистый осадок, который невозможно подвергнуть механической обработке. Кроме того, отложения из мягкой стали будут иметь пониженный уровень пластичности в результате повышенного содержания углерода.
Этот тип электрода следует использовать только для мелкого ремонта и не следует использовать, когда требуется механическая обработка. Для небольших ремонтных работ возможен минимальный предварительный подогрев.
Для небольших ремонтных работ возможен минимальный предварительный подогрев.
Маленькие электроды при низком токе рекомендуются, чтобы свести к минимуму растворение и избежать концентрации усадочных напряжений.
Должны использоваться короткие сварные швы с использованием блуждающей последовательности, и сварной шов должен быть обработан как можно быстрее после сварки. Наплавленный электрод из мягкой стали обеспечивает точное соответствие цвета.
Сварка чугуна угольной дугой
Чугунные отливки можно сваривать угольной дугой, чугунным стержнем и сварочным флюсом для чугуна. Соединение следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки.
Лужа расплавленного металла может быть обработана угольным электродом для перемещения образовавшегося шлака или оксидов на поверхность. Сварные швы, выполненные угольной дугой, остывают медленнее и не такие твердые, как сварка металлической дугой и чугунным электродом. Сварные швы поддаются механической обработке.
Сварные швы поддаются механической обработке.
Газокислородная сварка чугуна
Газокислородная сварка часто используется для сварки чугуна. Можно использовать большинство топливных газов. Пламя должно быть от нейтрального до слегка уменьшающегося. Следует использовать флюс.
Доступны два типа присадочного металла:
- чугунные стержни
- медно-цинковые стержни
Сварные швы, выполненные подходящим чугунным электродом, будут такими же прочными, как и основной металл. Все эти красные сварочные оттенки обеспечивают хорошее цветовое соответствие. Следует использовать оптимальную процедуру сварки в отношении подготовки шва, предварительного нагрева и последующего нагрева.
Медно-цинковые стержни производят сварные швы. Существует две классификации:
- марганцевая бронза
- малодымящая бронза
Наплавленная бронза обладает относительно высокой пластичностью, но не обеспечивает совпадения цветов.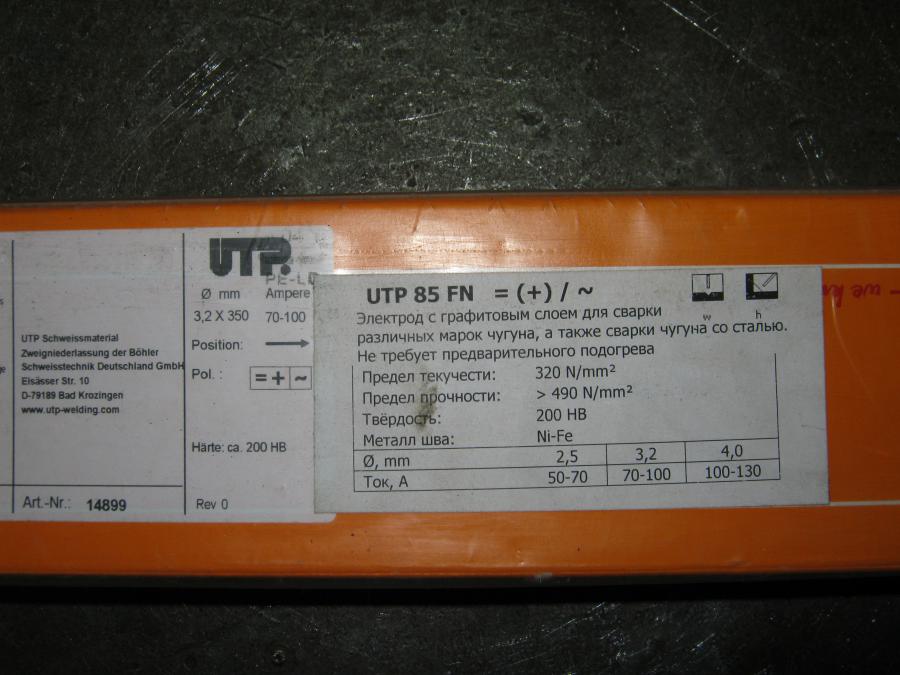
Пайка и сварка пайкой Чугун
Пайка используется для соединения чугуна с чугуном и сталью.
В этих случаях конструкция соединения должна быть выбрана для пайки таким образом, чтобы капиллярное притяжение вызывало протекание присадочного металла между близко прилегающими деталями. Обычно используется факельный метод. Кроме того, в качестве источников тепла можно использовать угольную дугу, двойную углеродную дугу, газовую вольфрамовую дугу и плазменную дугу.
Обычно используются два припоя припоя; оба являются медно-цинковыми сплавами.
Сварка пайкой также может использоваться для соединения чугуна. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения. Это иногда называют бронзовой сваркой. Следует использовать материал наполнителя с температурой жидкости выше 850°F (454°C). Сварка пайкой не обеспечит совпадения цветов.
Сварка твердым припоем также может выполняться дуговой сваркой в среде защитного газа и дуговой сваркой в среде защитного газа.
Предварительный нагрев до высокой температуры обычно не требуется для сварки пайкой, если только деталь не является чрезвычайно тяжелой или сложной по геометрии. Бронзовый наплавленный металл обладает чрезвычайно высокой пластичностью, что компенсирует недостаточную пластичность чугуна. Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди образует связь с чугуном.
Поскольку перемешивание материалов незначительно или отсутствует, зона, прилегающая к сварному шву в основном металле, заметно не упрочняется. Сварной шов и прилегающие к нему участки можно обрабатывать после завершения сварки.
Обычно для большинства применений достаточно предварительного нагрева до 93°C. Скорость охлаждения не является чрезвычайно важной, и термообработка для снятия напряжения обычно не требуется.
Этот тип сварки обычно используется для ремонтной сварки автомобильных деталей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие совпадения цветов не вызывает возражений.
Его можно использовать только в том случае, если отсутствие совпадения цветов не вызывает возражений.
Дуговая сварка чугуна в среде защитного газа
Процесс дуговой сварки в среде защитного газа может использоваться для сварки ковкого железа и углеродистой стали. Можно использовать несколько типов электродной проволоки, в том числе:
- Мягкая сталь с использованием 75 % аргона + 25 % CO2 для защиты.
- Никель-медь с использованием 100% аргона для защиты.
- Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты.
Во всех случаях при низком токе следует использовать электродную проволоку малого диаметра. С электродной проволокой из мягкой стали подается защитная газовая смесь аргон-CO2 для минимизации проникновения.
В случае присадочного металла на основе никеля и припоя на основе меди наплавленный присадочный металл чрезвычайно пластичен. Мягкая сталь обеспечивает точное соответствие цвета. Обычно требуется более высокий предварительный нагрев для снижения остаточных напряжений и склонности к растрескиванию.
Дуговая сварка чугуна флюсовой проволокой
Этот процесс в последнее время используется для сварки чугуна. Более успешным применением было использование порошковой проволоки на основе никеля.
Эта электродная проволока обычно работает с защитным газом CO2, но когда более низкие механические свойства не вызывают возражений, ее можно использовать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева.
Методика должна минимизировать проникновение в основной металл чугуна. Последующий нагрев обычно не требуется. Цветовое соответствие не получено.
Другие процессы
Другие процессы сварки могут использоваться для чугуна.
- Термитная сварка – используется для ремонта некоторых типов деталей станков из чугуна.
- Припой – может использоваться для соединения чугуна, а иногда и для ремонта небольших дефектов в мелких отливках.
- Сварка оплавлением – также может использоваться для сварки чугуна.

Техника сварки
Шпилька
Метод шипования для ремонта чугуна
Трещины в крупных отливках иногда ремонтируют шипованием.
В этом процессе трещина удаляется путем шлифовки V-образной канавки.
Отверстия просверливаются и нарезаются под углом с каждой стороны паза, и в эти отверстия ввинчиваются шпильки на расстояние, равное диаметру шпилек, причем верхние концы выступают примерно на 1/4 дюйма (6,4 мм) над поверхностью чугуна.
Шпильки должны быть приварены одним или двумя валиками вокруг каждой шпильки, а затем соединены друг с другом металлическими валиками.
Сварные швы должны выполняться на коротких участках, и каждый участок должен подвергаться наклепу в горячем состоянии для предотвращения высоких напряжений или растрескивания при охлаждении. Каждому валику необходимо дать остыть и тщательно очистить его перед нанесением дополнительного металла.
Если метод шипования не может быть применен, края соединения должны быть выколоты или обработаны с помощью инструмента с закругленным концом, чтобы сформировать U-образный паз, в который должен быть наплавлен металл сварного шва.
Изменение конструкции соединения
Предпочтительно использовать сварной шов с полным проплавлением, а не с частичным проплавлением. Сварные швы разной толщины могут привести к неравномерному усадочному напряжению и неравномерному расширению во время цикла сварки.
Изменение схемы сварки для размещения сварных швов в области постоянной толщины может быть полезным. Другой совет — использовать угловой сварной шов для поддержки напряженных зон.
Нарезка торцевых канавок
Нарезка торцевых канавок в чугуне
Выдалбливание или шлифование канавок на поверхности подготовленной канавки под сварку с последующим использованием наплавленного валика для заполнения канавок перед заполнением всего соединения иногда является предпочтительным методом (см. ниже).
Этот подход снижает риск образования трещин за счет изменения траектории трещины. В первую очередь наплавляются валики, находящиеся в контакте с отливкой, когда зона термического влияния напряжений и линия сплавления находятся на низком уровне.