Большая Энциклопедия Нефти и Газа. Корень сварного шва
Сварка трубопроводов. Вид, технология и дефект сварного шва
Технология сварного шва.
Использование электродуговой сварки встречается в нашей жизни повсеместно, характерно оно надёжным соединением металлических труб между собой. Поэтому в нашей специфике широко используется в системе отопления, ибо там, где высокое давление и предельные температуры, конкуренцию этому материалу не составит никакой другой. В такой системе предусмотрено использование безшовных труб, а сварка их между собой предусматривает особую технологию, соблюдать, которую требуется неукоснительно. Заключается она в проваре корня шва.
При сваривании труб и элементов оборудования на обычном водопроводе, или скажем канализации — всё гораздо проще. Описываемое же мною ниже, напрямую касается системы пара, и аналогичен ему процесс монтажа на газопроводе высокого давления. Интересует Вас, уважаемый посетитель такая информация? Тогда приглашаю ознакомиться, я постарался изложить всё простым языком.
Вид сварного шва.
Итак, имеем две трубы одного, либо различного диаметра, рассмотрим и тот, и тот вариант. В первом случае состыкуем трубу с отводом, а во втором — нам необходимо врезать трубу диаметром 76 миллиметров, в трубу диаметром 133 миллиметра. Для того, чтобы нам добиться абсолютной (не побоюсь этого слова) герметичности сварного соединения сварной шов будет двойным. Вначале провариваем так называемый — корень шва, а затем его перекроем вторым.Разобьём весь процесс на несколько этапов, каждый из них важен и производится без «косяков», ежели что то пошло не так, лучше на начальной стадии добиться «идеальности». В нашем случае не пройдёт весёлая присказка: «Может не потечёт».
1. Подготовка свариваемых поверхностей.Включает в себя доскональную подгонку их друг к другу. На обоих стыкуемых поверхностях снимается фаска, в идеале под 45 градусов к оси трубы. Снять её необходимо с условием оставления торца плоским, шириной в 2-3 миллиметра.
Здесь и далее, чтобы особо не подыскивать подходящих слов, для наглядности снабжаю пост фотоснимками и видеороликом.
На этом фотоснимке нанесена разметка на конце трубы, придерживаясь линии которой нам необходимо вырезать элемент, называется это у нас — «сделать усы», либо — «вырезать рыбку».

А здесь снимок, как выглядит вырезанная и обработанная поверхность заготовки.

На этом фото представлен стык на прихватках. Обе плоскости поверхностей имеют фаски и не соприкасаются между собой, имея зазор в 2-3 мм, необходим он (зазор) для провара корня шва.
Важно что бы свариваемые элементы были соосны, ни о каком смещении относительно друг друга не может быть и речи, иначе стык будет забракован.Выставляем и прихватываем между собой. В случае не одинакового зазора между поверхностями, что имеет место быть при неровном резе трубы, дорабатываем при помощи болгарки с отрезным диском, добиваемся равномерности по всему периметру.
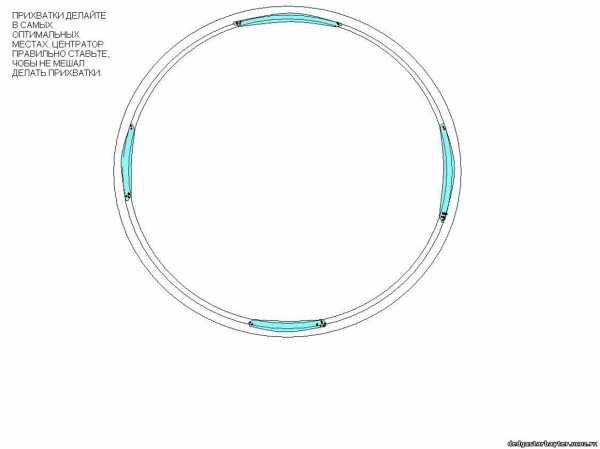
 Трубы диаметром до 50 миллиметров прихватываются в двух местах, на более же крупных диаметрах — не менее трёх прихваток, а варить начинаешь с места логичного размещения четвёртой. Уже в процессе сварки, доходя до очередной прихватки, её надо счистить.
Трубы диаметром до 50 миллиметров прихватываются в двух местах, на более же крупных диаметрах — не менее трёх прихваток, а варить начинаешь с места логичного размещения четвёртой. Уже в процессе сварки, доходя до очередной прихватки, её надо счистить.
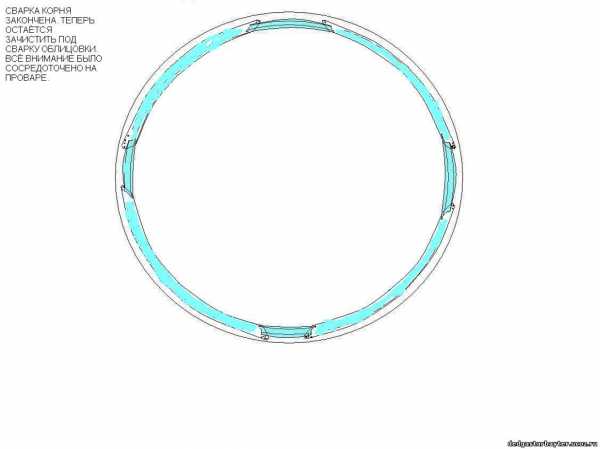
Сварка корня шва.
Всё готово к провару на первый раз, чем и занимается далее сварщик.
Здесь в его работе очень важен такой нюанс, как недопустить образования пор. Дело в том, что когда заканчивается электрод, в этом месте и образуется сия оказия. Дабы её (пору) удалить, надо зачистить поверхность до блеска, и лишь после этого зажечь на этом месте следующий электрод.

По завершении обкатки стыка, настаёт черёд работы монтажника.
3. Выбор корня шва.Заключается в обработке места сварки по всей окружности, до металлического блеска. Буквально — не должно остаться и намёка на неровность канавки, и уж тем более остатков шлака. Все края и неровности сглаживаются, а поверхности по обе стороны от шва зашлифовываются так же до металлического блеска, миллиметров по двадцать в каждую сторону. Я делаю это при помощи всё той же болгарки, с установленным на ней зачистным диском.При выполнении этого этапа мною был замечен дефект — пора, образовалась она на месте «замка» сварки.Вот наглядный результат:


Если монтажник заметил сей «косяк», необходимо это место вычистить, вплоть до проявления зазора, предусматривая при этом уклоны фасок свариваемых поверхностей.

Указать на наличие поры сварщику, он её «закидает». Затем выбрать подвареное место до металлического блеска. Как писал выше — довести всё до идеальности.
После этого сварной может приступить к следующему этапу.
4. Перекрытие корневого шва.Соблюдая, что написал выше в рамочке, во 2 пункте, он обкатывает стык по кругу. Электроды не экономя, шов получается «жирным».Затем монтажник обрабатывает шов при помощи всё той же болгарки с зачистным кругом.В общем выглядит вот так:

Здесь ещё важен такой момент: при зачистке недопустимы «подрезы» свариваемых поверхностей, в предупреждение этому шлифуешь в одном заданном направлении — от трубы к шву.Здесь красным отмечены места возможного появления «подрезов».

При наличии этого «косяка» — стык забраковывается.
Дополню описание ещё парой фотографий. На них сварной стык трубы с фланцем. Снаружи фланца провар осуществляется в соответствии всему выше описанному процессу, то есть — сварка корня шва, его выборка, перекрытие и зачистка.

Помимо этого свариваем стык ещё и изнутри фланца:

Дефект сварного шва.
Порину, и как её убрать мы с Вами посмотрели, а теперь давайте поясню моменты из-за которых велика вероятность её появления.
1. Не просушены надлежащим образом электроды;2. Не зачищено место прерывания сварного шва, в момент окончания электрода и вставки в держак следующего;3. Халатное отношение к процессу подготовки свариваемых поверхностей;4. Возможные сквозняки в трубопроводе.
О первой вероятности должно быть известно каждому сварщику, ибо они проходят специальное обучение.Вторая и третья характеризуется добросовестностью отношения к исполнению своих прямых обязанностей.А вот по последнему моменту чуть подробнее:Доводилось мне столкнуться с этой проблемой, сварщик варит, я выбираю корень, там порина — зачищаю, он опять варит, выбираю — порина, зачищаю, варит — порина. Потом догадались, трубопровод был длинный и с одной стороны имел связь с атмосферой, в общем пока эту связь ватными штанами не заткнули, к положительному результату не пришли.
Ну вот вроде и всё, что хотел рассказать, буду закругляться. Если будете соблюдать всё описанное, в итоге получите стык — идеальный. Никакой «светила», не найдёт причин забраковать, а рентген покажет соответствие стандартам.
Вот обещанный в начале статьи видеоролик, на сколько смог смонтировал понятным:
Я не тешу своё самолюбие, и совершенно не считаю себя «мастером пера», поделился лишь тем, что знаю из своего опыта. Интересующемуся же более глубокими познаниями в данной сфере, могу порекомендовать изучение книги, скачать можно кликнув на картинку расположенную ниже. Книга не бесплатна, но и цена не велика, всего то 84 рубля, мало того есть возможность прочесть фрагмент для ознакомления, и совершить покупку, лишь при условии, что заинтересовала. Книга состоит из 510 страниц и имеет 234 иллюстрации. В благонадёжности распространителя можете не сомневаться, «кидка» по перечислении денег не будет, проверял лично.
Гостям блога рекомендую подписаться на получение новых статей блога, для этого надо лишь ввести адрес своей электронной почты в форму, которая откроется при прокрутке страницы в самый низ.
Полезные ссылки:Размеры глубины «усов» для труб различного диаметра.Герметичная резьба на паропроводе высокого давления.Монтаж разводки водопровода из полипропилена.
Если появились вопросы, или есть чем дополнить статью, милости прошу в графу комментарии.Всем успехов в монтаже, с уважением Андрей.
Кликни по иконке, если считаешь, что эта информация будет полезна твоим друзьям.
Поделиться с друзьями в сети:
1
santehskript.ru
Корень шва - это... Что такое Корень шва?
корень шва — Часть сварного шва, наиболее удалённая от его лицевой поверхности [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] [ГОСТ 2601 84] Тематики сварка, резка, пайка EN rootroot of weldweld root DE… … Справочник технического переводчика
Корень шва — – часть сварного шва, наиболее удаленная от его лицевой поверхности. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
КОРЕНЬ ШВА — часть сварного шва, наиболее удалённая от его лицевой поверхности (Болгарский язык; Български) корен на шев (Чешский язык; Čeština) kořen svaru (Немецкий язык; Deutsch) Nahtwurzel; Schweißnahtwurzel (Венгерский язык; Magyar) varratgyök… … Строительный словарь
КОРЕНЬ ШВА — [weld root] часть сварного шва, наиболее удаленная от его лицевой поверхности … Металлургический словарь
корень шва (металлургия) — корень шва Часть сварного шва, наиболее удаленная от его лицевой поверхности. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN weld root … Справочник технического переводчика
корень — 3.2 корень: Простая морфема, выступающая как основа, из которой производится слово с помощью фонетических изменений или расширения за счет словосложения или добавления аффиксов. Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.3-251-2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО "Газпром" — Терминология СТО Газпром 2 2.3 251 2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО "Газпром": 3.13 валик: Металл сварного шва, наплавленный или… … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru
КОРЕНЬ ШВА - это... Что такое КОРЕНЬ ШВА?
Корень шва — По ГОСТ 2601 74 Источник: ГОСТ 25225 82: Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод … Словарь-справочник терминов нормативно-технической документации
корень шва — Часть сварного шва, наиболее удалённая от его лицевой поверхности [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] [ГОСТ 2601 84] Тематики сварка, резка, пайка EN rootroot of weldweld root DE… … Справочник технического переводчика
Корень шва — – часть сварного шва, наиболее удаленная от его лицевой поверхности. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
КОРЕНЬ ШВА — [weld root] часть сварного шва, наиболее удаленная от его лицевой поверхности … Металлургический словарь
корень шва (металлургия) — корень шва Часть сварного шва, наиболее удаленная от его лицевой поверхности. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN weld root … Справочник технического переводчика
корень — 3.2 корень: Простая морфема, выступающая как основа, из которой производится слово с помощью фонетических изменений или расширения за счет словосложения или добавления аффиксов. Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.3-251-2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО "Газпром" — Терминология СТО Газпром 2 2.3 251 2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО "Газпром": 3.13 валик: Металл сварного шва, наплавленный или… … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru
Персональный сайт - СВАРКА КОРНЯ
Теперь о правилах при сварке корня.
Нарушив хоть одно из них, можете не рассчитывать на чистый качественный корень.
Притупление 2мм (лучше чуть - чуть больше, чем меньше).
Не должно быть ветра, сквозняка в трубе (даже лёгкий ветерок - это поры).
Постоянка очень боится воды, электроды просушены (труба тоже теплая , сухая).
Сварочный ток не должен быть большим (нарушает структуру металла и поры).
Короткая дуга (слегка касаемся обмазкой сварочной ванны, очень слегка).
Правильный зазор (зависит от толщины стенки трубы и металла из которого труба).
Готовим катушку.
Чтобы не повторятся, прочитайте статью: КАК ЗАВАРИТЬ ЧИСТЫЙ СТЫК НА ПРОСВЕТ. Приготовили катушку, выставляем зазор 2,6мм (оббитым электродом). Прихватываем, желательно прихватки длинной по 15мм. Труба 219. Толщина стенки 8мм. Это самая лёгкая труба для учёбы.
Начинаем варить корень.
Лучше учиться с поворотки. Варите вертикал, по началу он самый простой. Сели поудобней, электрод перпендикулярно к трубе и электрод направлен на ось трубы или немножко задран вверх. Задирать вверх даже лучше.
Зажгли дугу, ток правильный, (прочитайте: КАК ЗАВАРИТЬ ЧИСТЫЙ СТЫК НА ПРОСВЕТ) короткая дуга, расплавьте притупление и у вас получится между трубами начало св.шва. Варим не спеша, аккуратно , ТОК НЕБОЛЬШОЙ, МЕТАЛЛ ВЯЗКИЙ. Вы увидите, что расплавленное притупление с двух сторон образует окошко. Это окошко называется технологическим окном.
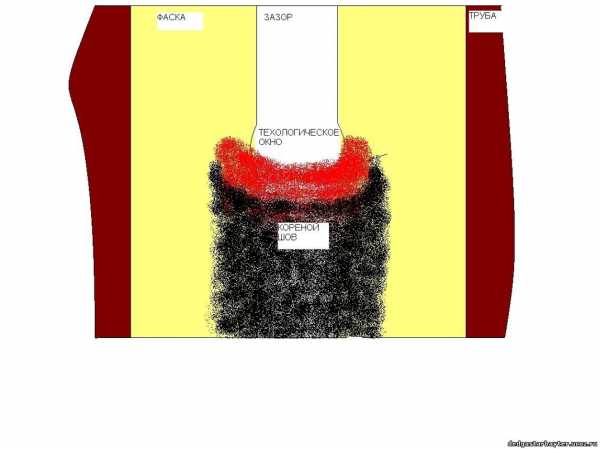
ПРИ СВАРКЕ КОРНЯ ТЕХНОЛОГИЧЕСКОЕ ОКНО -ЭТО САМОЕ ГЛАВНОЕ ДЛЯ СВАРЩИКА. По технологическому окну сварщик имеет представление о проваре, о ширине и высоте провара (сварочный шов внутри трубы, он же провар). И вообще технологическое окно говорит о том: есть провар или нет.
ПРОВАРОМ НАЗЫВАЕТСЯ СПЛАВЛЕНИЕ КРОМОК РАЗДЕЛКИ ТРУБЫ (разделка трубы - это фаска и притупление в нашем случае).
Катушка должна быть не шире 20см, чтобы было удобно рассмотреть шов (провар) внутри трубы. Узкая катушка быстро нагреется и будет не правильно работать теплопоглощение.
Немножко проварив, посмотрите что получается, сделайте поправки и пробуйте варить дальше. Не лезьте на потолок , пока не научитесь варить уверенно вертикал, поверьте, будет только хуже. Научившись уверенно варить вертикал, вы будете знать, что требовать от потолка и потом от выхода с потолка на вертикал. Самое сложное нижнее положение, учитесь его варить в последнюю очередь.
При сварке корня обратите внимание на то, что большой обратный валик склонен к внутренним порам. Большой обратный валик дольше остывает и успевает вступить в реакцию с внешней средой. А если ещё и ветер или сквозняк в трубе - это почти гарантия появления пор.
При сварке корня сила тока должна быть такой, чтобы металл остывал (кристаллизовался) за вами буквально за одну секунду. Провар (высоту св. шва внутри трубы) лучше держать в диапазоне от нуля до одного миллиметра.
При маленьком притуплении вам не на что будет опереться и будет появляться не технологическое окно, а отверстие, куда бесконтрольно будет стекать металл, а на потолке будет провис.
Зазор должен быть от 1мм до 2мм в зависимости от толщины стенки. В крайнем случае, 2,5мм.Большой зазор - это тоже почти гарантия внутренних пор.
И так, мы увидали технологическое окно, расплавляем притупление равномерно с двух сторон, сварочный шов поднимается вверх. Весь смысл в том, чтобы вы постоянно видели технологическое окно, которое является гарантией провара. Но окно само не будет появляться, надо приложить всё ваше мастерство, чтобы оно было всегда одного диаметра. А это естественно ваш провар, он будет ровный одной высоты и ширены. Потом со временем вы само собой научитесь формировать высоту обратного валика, это придёт само.
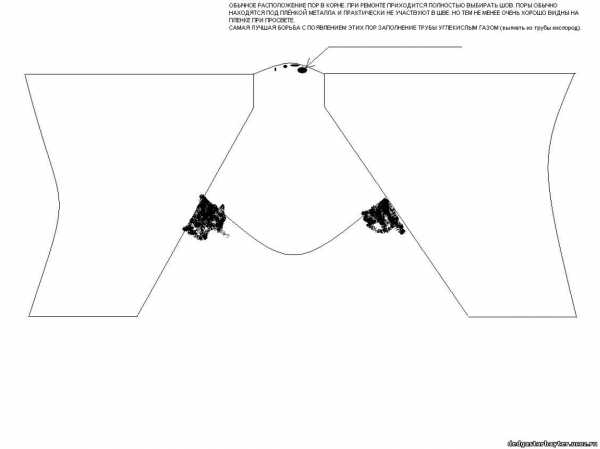
Диаметр технологического окна не делайте большим, до трёх мм,больше не надо. Большое тех. окно - это тоже внутренние поры. Причём поры располагаются очень коварно и они вроде бы в разрезе не участвуют в толщине стенки трубы, но на плёнке видны очень отчётливо и естественно: ремонт. Попробую изобразить на картинке обычное расположение пор в корне.
Если у вас не получается, обратите внимание в первую очередь на силу тока ( правильную сборку катушки не обсуждаем, всё должно быть идеально). Если ток маленький, вы не увидите тех.окно, если ток большой, будет не окно ,а отверстие куда устремится металл.
При большом токе не надо делать разные хитроумные движения, которые гасят ток, просто скиньте ток на пружине(баластнике, гитаре). Если всё правильно, корень варится очень даже легко. Варите, смотрите что получается, поправки в голове и пробуйте(тренируйтесь). Потом, когда получится вертикал ,пробуйте потолок или постепенно опускайтесь в низ и поднимайтесь вверх.
Сварщиком ещё никто не родился, но есть правда такой момент: одному даётся быстрее, чем другому. Поэтому, у кого не получается , не расстраивайтесь и не опускайте руки, вы ещё вполне возможно будете варить лучше тех, кто быстрее схватил и успокоился.
Теперь о секретах.
Поверьте, что их нет. Есть у сварщика только личный опыт. Поэтому и делимся личным опытом.
Сварку корня трубы со стенкой 8 - 10мм, лучше варить сразу с заполнением.При стенке 12мм и толще заполнение придётся варить отдельно. Ход электрода напоминает треугольник. С края на край, посмотрели в тех.окно (посмотрели, имеется ввиду электродом, обозначили тех.окно), чуть назад и опять с края на край и в тех.окно и т.д. При движении с края на край не сплавляйте края фаски, они вам послужат направляющими при сварке облицовки.
Но такой ход не пройдёт на потолке, будет провис. Почему провис, ответ в статье: КАК ЗАВАРИТЬ ЧИСТЫЙ СТЫК НА ПРОСВЕТ. Хотя, кто знает чужие возможности.
При толщине 10мм и больше варите в три прохода. Корень, заполнение, облицовка. Но если надо заработать стенку 10мм, можно и в два прохода выкрутить.
Регламентировать ход электродом нельзя, он меняется по ситуации, главное выполнять правила , это варим только с низу вверх и не бросаем сварочную ванну от защиты газовым облаком. Не делаем электродом больших движений, не больше 5мм.
Прочитав советы, вы должны чётко понимать, что надо делать, а чего категорически нельзя. Всё остальное зависит от вас, не спеша, спокойно, аккуратно; скорость придёт сама. Когда был молодой, один сварщик со стажем 35 лет сказал: Учись варить хорошо, плохо получится само.
Следующий шаг в сварке корня это научится варить так, чтобы не было видно где закачивался один электрод и начинался другой. Обратный валик должен быть без кратеров(ямка в сварочном шве) и без непровара. Чтобы не было статовых пор и пор при окончании электрода.
Все картинки будут вид с боку в разрезе. Когда вы прихватываете трубу(варите корень) сварочный шов выглядит так.
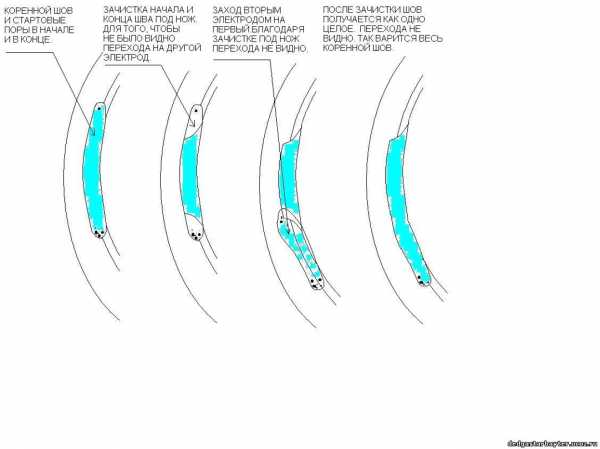
Вы видите, что в начале и в конце св .шва образуются поры - это неизбежный процесс. Такие поры на плёнке, это ремонт. Не полагайтесь на ремонт, это очень коварная процедура. Во время ремонта варить тяжелей в силу разных нюансов. Это вы поймете, когда начнёте работать, объяснять очень долго. Не думайте , что всё ремонтируется с первого раза, бывает четыре ремонта потом вырезка стыка. Поэтому не спеша , медленно, правильно с первого раза. Не ленитесь брать в руки шлифмашинку, это ваш лучший помощник.
Давайте сварим 159 трубу, поэтапно в разрезе.
Собрали стык по всем правилам, прихватили в разрезе - это получилось так.
Варим корень дальше, между прихватками покажем один электрод, меньше рисовать, но смысл не меняется.Получается следующая картинка.
Варим корень дальше,между прихватками покажем один электрод,меньше рисовать,но смысл не меняется.Получается следующая картинка.
 При сварке обращаем всё внимание на то,что получается внутри(на провар).Снаружи нас выручит шлифмашинка,электрод начинаем сплавлять толко в зоне шва.Как видим корень варится очень даже не сложно.Надо просто выполнять все действия,и не лениться брать в руки шлифмашинку. Для тех кому надоело брать в руки после каждого электрода шлифмашинку.
При сварке обращаем всё внимание на то,что получается внутри(на провар).Снаружи нас выручит шлифмашинка,электрод начинаем сплавлять толко в зоне шва.Как видим корень варится очень даже не сложно.Надо просто выполнять все действия,и не лениться брать в руки шлифмашинку. Для тех кому надоело брать в руки после каждого электрода шлифмашинку.
Следите за тем, чтобы после окончания электрода металл не вздувался пузырем, если это происходит, то надо правильно уходить из сварочной ванны, мы говорим о корне. Поджали электродом технологическое окно( ткнули в зазор), отойдите назад, влево на фаску(обязательно короткая дуга). Отходите в низ на 4-5мм, затем полумесяцем через низ на правую фаску и выход. Обязательно короткая дуга. Смысл в том, что вы даёте остыть корню(закристаллизироваться), не прекращая защищать его от воздействия внешней среды. Если пора не появляется вы всё делаете правильно, не давайте металлу остыть, как можно быстрее меняйте электрод и вперёд. Не дать остыть для того, чтобы не было видно перехода с электрода на электрод
sazab.narod.ru
Корень - сварной шов - Большая Энциклопедия Нефти и Газа, статья, страница 1
Корень - сварной шов
Cтраница 1
Корень сварного шва можно зачищать прямой и угловой шлифовальными машинами ( рис. 47, а, б), при этом толщина круга должна быть на 1 - 1 5 мм меньше, чем зазор между свариваемыми деталями. [2]
Корень сварного Шва нужно зачищать кругами, толщины которых на 1 - 1 5 мм меньше, чем зазор между свариваемыми элементами конструкции. [3]
Для удаления корня сварного шва и выдувания трещин в сварном шве и околошовной зоне применяют аце-тилено-кислородный резак РАП-62 с двумя сменными мундштуками, с помощью которых можно делать пазы шириной от 7 до 16 мм и глубиной 2 - 9 мм. [5]
Например, глубина залегания непровара корня сварного шва с симметричной X-образной разделкой кромок всегда составляет половину толщины, а угол наклона в вертикальной плоскости несплавления по кромкам сварного соединения равен углу скоса кромок. [6]
Разделительную резку металла, вырезку корня сварного шва и удаление дефектов сварного соединения осуществляют с помощью газовых резаков. [7]
С помощью резаков выполняют разделительную резку металлов, вырезку корня сварного шва и удаление дефектов сварного соединения или стального литья и проката По виду нагрева удаляемого металла резаки классифицируются на газовые и электродуговые. Последние по принципу резки подразделяются на воздушно-дуговые и плазменные. [9]
С помощью резаков выполняют разделительную резку металлов, вырезку корня сварного шва и удаление дефектов сварного соединения или стального литья и проката. По виду нагрева удаляемого металла резаки классифицируются на газовые и электродуговые. Последние по принципу резки подразделяются на воздушно-дуговые и плазменные. [11]
Применение поверхностной резки позволяет избежать трудоемких операций по вырубке корня сварного шва или удалению дефектных участков шва, что имеет большое значение в условиях строительного производства. [13]
Импульсная дуга приводит к кратковременному расплавлению металла, поэтому металл корня сварного шва быстрее охлаждается и кристаллизуется. На остывающую порцию расплавленного металла накладывается новая, а так как дуга на некоторый промежуток времени прерьгоается и новый металл в это время - не добавляется, то и не будет прожогов. [14]
Страницы: 1 2 3 4
www.ngpedia.ru
Непровар корня сварного шва: причины дефекта, метод устранения
В технологическом процессе сварочных работ появляется непровар сварного шва, который ухудшает технологические свойства материала. Оценка приёмки работы требует проверки сварных соединений, где необходимо высокое качество обработки поверхности соединяемых плоскостей. Все образования на поверхности, имеющие неоднородную структуру и форму, именуются как дефект сварного шва непровар. В свою очередь существует разделение степени и уровни непровара, которые имеют следующие характеристики дефектов:
- Горячие или холодные микротрещины.
- Горячите или холодные макротрещины.
- Непровар корня сварного шва.
- Явные поры.
- Включения различных групп.
В целом, сварочные работы, в независимости от уровня и сложности, допускают появление непроваров, но при этом, необходимо устранить имеющиеся дефекты доступными средствами и технологиями.
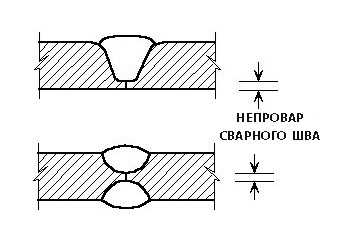
Пример непровара сварного шва
Способы проверки появления дефектов
Визуально определить место можно только в том случае, если сварщик имеет достаточный опыт работы в данной сфере и знает причины непровара сварного шва. Появление дефектов возможно в любом месте, и мастеру необходимо своевременно устранить проблему, используя разрешённые методы для сварочной технологии. Наличие дефекта может в дальнейшем вызвать разрушение, снизить сопряжение сварных участков, а также привести к выходу из строя конструкционного элемента.
Основные причины непровара сварного шва возникшей проблемы, выглядят следующими критериями:
- Сварочный ток имеет малые показатели.
- Электрод перемещается достаточно интенсивно и с большой скоростью.
- Очень большая длина размерного ряда дуги.
- Для кромок имеет место малого угла скоса.
- В кромках есть явные изъяны большого угла притупления.
- Свариваемые элементы для кромки или перемещены неправильно, или значительно смещены.
- Между расположенными кромками имеет место малой величины зазора.
- В процессе сварки используют электрод с большим диаметром, не предназначенный для проведения этапа сварочных мероприятий.
- Между свариваемыми кромками происходит затекания шлака.
Таким образом, непровар сварного шва это дефект который представляет особую угрозу и опасность при проведении дальнейших работ с конструкционными изделиями.
Терминология непровара
В среде специалистов существует особые трактования, указывающее на что это такое непровар сварного шва – это видимый или скрытый участок места соединения, где отсутствует эффект сплавления, который обязателен в данной ситуации. Чаще всего конструктивный непровар сварного шва можно встретить в корневой части места соединения, в кромках между соединениями, между смежными параметрами слоёв наплавляемого шва по кромке.

Видимый непровар на детали
Далее, определение непровара сварного шва указывает на то, что значительно уменьшается рабочее сечение конструкционного соединения шва. В свою очередь это приводит к естественному снижению работоспособности имеющегося сварного соединения.
Технологическая просветка сварных швов, признана своеобразным концентратором напряжений, вследствие чего появляются трещины различной глубины и жёсткости. Выявляется снижение коррозийной стойкости готового сварного соединения.
Пористость, основные моменты дефектов
Не менее важным элементом дефекта допуска непровара сварного шва является выявление ее пористости. Появление этой структуры вызвано маленькими пузырьками, которые образуются в виде газов в металле. Как правило, структура имеет сферическую, или близкую к этой форме круглую структуру. Для углеродистых сталей непровары в этих местах имеют не сферическую, а трубчатую форму исполнения. Первоначально, сферические образования появляются в жидком металле во время проведения сварочных работ. В течение определённого времени сварки, а точнее интенсивного газообразования, не все задействованные пузырьки технологического процесса успевают выйти на поверхность. Какая-то часть остаётся внутри конструкции сварного соединения. Габаритные объёмы и размеры таких «шариков» колеблются в различных диапазонах, начиная с микроскопических, и заканчивая полноценными большими сферами в диаметре 2-3 мм. Если проходит диффузия газов, сферы начинают еще больше расти внутри сварного соединения до момента полного затвердевания.
Такие дефектные явления могут образовывать цепочки, группы и прочие фактуры. В целом, чтобы правильно использовать рекомендуемый метод устранения непровар сварного шва, обращаем внимание на следующие причины возникновения проблемы:
- Наличие газовых соединений, которые не успевают выйти, и происходит кристаллизация структуры.
- Взаимодействие окиси железа с углеродом, вследствие чего возникает углекислый газ и окись углерода.
- Есть влага во флюсе или в процессе автоматической сварки.
- Возникновение ржавчин, как на концах сварных технологических соединений, так и на проволоке.
Появление трещин
Это дополнительный дефект непровара, критерий связан, прежде всего, с образованием микроскопических или макроскопических компонентов межкристаллического разрушения, вследствие чего образуются малые полости с микроскопическими параметрами раскрытия. Наличие остаточных явлений напряжений на соединяемых участках приводит к тому, что в дальнейшем трещины с небывалой скоростью могут расширяться до невиданных размеров. Это процесс очень опасный, и в ряде случаев может привести к печальным последствиям эксплуатации значимых металлических узлов и компонентов. Причины возникновения трещин:
- Есть место повышенного усадочного напряжения, где происходит превышение предела прочности металла.
- Происходит жёсткий режим закрепления свариваемых элементов металла.
- В металле возникает так называемый эффект мартенсита, характерный для явления структурного напряжения.
- Во всех металлах есть место повышенное содержание серы, фосфора, а также углерода.
- Сварочные мероприятия проходили при очень низких температурах.
- На одном участке сосредоточено большое количество швов, которые вызывают комплексное сопряжение.
Группы непровара по ГОСТ
Существует единая классификация стандартов непровара дефектов сварных швов которые отражены в действующем регламентом положении ГОСТ 30242-97, где определено 6 основных групп или зон, характерные для каждого процесса и металла
Номер группы | Характер непровара |
1 | Трещина |
| 2 | Пора, а также полости |
3 | Включения твёрдой группы |
| 4 | Эффект несплавления или непровара по техническим параметрам |
5 | Техническое нарушение формы шва |
| 6 | Дефекты и группы, которые не включены в вышеназванные критерии дефектов. |
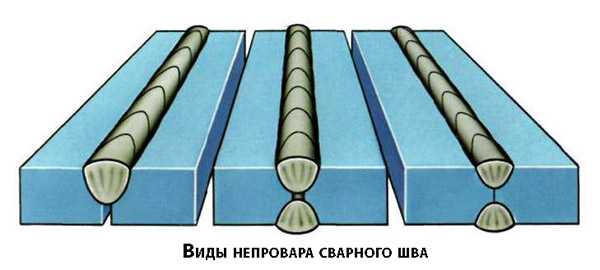
Виды непровара сварного шва
В техническом стандарте также даётся подробное описание того, как маркируется тот или иной тип непровара или технологического дефекта, связанные со сварочными работами. Все дефекты маркируются цифровыми значениями или маркировкой МИС (буквенное). Каждый дефект имеет собственную маркировку, причём группа маркировки зависит от номера группы в диапазоне от 1 до 6. Цифровое значение имеет 3 или 4 знака, буквенное значение 1-2 литеры английского алфавита, или отсутствует буквенное значение (числовое обязательное присутствует в списке). Для визуального определения варианта исполнения дефекта, в регламенте присутствует подробный рисунок, с объяснениями и разъяснениями дефектов непровара. Неполный провар имеет числовое значение 402, а буквенный ряд D.
Видео: описание непровара сварного соединения
svarkaipayka.ru
Корень сварного соединения - это... Что такое Корень сварного соединения?
Корень сварного соединения Root of weld — Корень сварного соединения.Точки, как показано в поперечном сечении на рисунке, в которых наплавленный валик пересекает поверхности свариваемых деталей, находящихся на минимальном расстоянии друг от друга.
Корень сварного соединения
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО "Профессионал", НПО "Мир и семья"; Санкт-Петербург, 2003 г.)
.
- Root of weld
- Root opening
Смотреть что такое "Корень сварного соединения" в других словарях:
корень сварного соединения — Точки, как показано в поперечном сечении на рисунке, в которых наплавленный валик пересекает поверхности свариваемых деталей, находящихся на минимальном расстоянии друг от друга. [http://www.manual steel.ru/eng a.html] Тематики металлургия в… … Справочник технического переводчика
Root of weld — Root of weld. См. Корень сварного соединения. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
СТО Газпром 2-2.3-251-2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО "Газпром" — Терминология СТО Газпром 2 2.3 251 2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО "Газпром": 3.13 валик: Металл сварного шва, наплавленный или… … Словарь-справочник терминов нормативно-технической документации
Перекрытие — Overlap Перекрытие. (1) Получение од ноосноориентированного волокнистого свариваемого металла вне пяты, поверхности или корня сварного соединения. (2) В роликовой сварке сопротивлением область, где происходит повторное сплавление. См. Face… … Словарь металлургических терминов
ГОСТ Р 53690-2009: Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали — Терминология ГОСТ Р 53690 2009: Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали оригинал документа: 3.6 заполняющий проход: При многослойной сварке проход(ы), накладываемый(ые) после корневого шва(швов) и перед облицовочным… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53688-2009: Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы — Терминология ГОСТ Р 53688 2009: Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы оригинал документа: 3.6 заполняющий проход: При многослойной сварке проход(ы), накладываемый(ые) после корневого шва… … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru