Содержание
Красностойкость — быстрорежущая сталь — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Красностойкость быстрорежущей стали обусловлена присутствующими в мартенсите легирующими элементами: вольфрамом, ванадием и хромом. Эти элементы выделяются из мартенсита лишь при повышенных температурах ( 500 — 600 С), а образуемые ими сложные карбиды мало коагулируют при этих температурах.
[1]
Красностойкость быстрорежущей стали объясняется тем, что специальные элементы, входящие в состав стали, препятствуют распаду структуры мартенсита. Такими элементами являются: хром, вольфрам, молибден и ванадий. Эти элементы, образуя сложные карбиды, препятствуют распаду мартенсита, так как они выделяются ( выпадают) из мартенсита при более высокой температуре, чем углерод из мартенсита в углеродистых сталях.
[2]
Красностойкость быстрорежущей стали может быть повышена ( см. стр.
[3]
Красностойкость быстрорежущих сталей достигает 600 — 650 С; она зависит в основном от двух факторов — химического состава сталей и режима их термической обработки. Некоторые быстрорежущие стали содержат кобальт, который также повышает их красностойкость. Однако с увеличением содержания кобальта и ванадия шлифуемость сталей ухудшается, повышается их чувствительность к обезуглероживанию. Чтобы придать быстрорежущим сталям хорошие режущие свойства, их подвергают термической обработке по специальному режиму.
Некоторые быстрорежущие стали содержат кобальт, который также повышает их красностойкость. Однако с увеличением содержания кобальта и ванадия шлифуемость сталей ухудшается, повышается их чувствительность к обезуглероживанию. Чтобы придать быстрорежущим сталям хорошие режущие свойства, их подвергают термической обработке по специальному режиму.
[4]
Красностойкость быстрорежущих сталей равна примерно 600 С.
[5]
| График термической обработки быстрорежущей стали.
[6] |
Вольфрам придает красностойкость быстрорежущей стали.
[7]
Значительное повышение красностойкости быстрорежущей стали достигается увеличением в ней процентного содержания кобальта.
[8]
Методика определения красностойкости быстрорежущей стали установлена ГОСТ-1. По этой методике для определения красностойкости закаленные и нормально отпущенные образцы стали подвергают четырехкратному нагреву до 575, 600, 625, 650 и 700 с продолжительностью каждого нагрева по 1 часу; для каждой температуры нагрева используют отдельные образцы. После охлаждения измеряют твердость нагревавшихся образцов. Измерение твердости после многократного нагрева характеризует изменения структуры, происходящие в стали вследствие воздействия высоких температур. Сталь, лучше сохраняющая свою структуру и свойства ( в этих испытаниях — твердость), обладает лучшей красностойкостью, а следовательно, и способностью противостоять действию температур, возникающих в процессе резания.
После охлаждения измеряют твердость нагревавшихся образцов. Измерение твердости после многократного нагрева характеризует изменения структуры, происходящие в стали вследствие воздействия высоких температур. Сталь, лучше сохраняющая свою структуру и свойства ( в этих испытаниях — твердость), обладает лучшей красностойкостью, а следовательно, и способностью противостоять действию температур, возникающих в процессе резания.
[9]
I Вольфрам придает красностойкость быстрорежущей стали.
[10]
Закалка при температуре ниже заданной снижает красностойкость быстрорежущей стали, а при температуре выше заданной увеличивает количество остаточного аустенита.
[11]
Температуры, возникающие при резании пластмасс, при нормальной эксплуатации режущего инструмента не превосходят красностойкости быстрорежущих сталей, а тем более твердосплавных инструментальных материалов. Поэтому теплового разрушения режущих кромок также произойти, не может.
[12]
Цианирование имеет целью либо повышение поверхностной твердости, износостойкости и усталостной прочности машиностроительной стали; тогда этот процесс ведут при температурах 820 — 950 С, либо повышение поверхностной твердости и красностойкости быстрорежущей стали — в этом случае процесс ведется при 540 — 560 С. Последнее время успешно опробовано цианирование при 780 — 850е С инструментальных углеродистых и легированных сталей в целях повышения красностойкости и износостойкости.
[13]
| Быстрорежущие стали ( по ГОСТ 9373 — 60.
[14] |
Вольфрам обеспечивает красностойкость быстрорежущей стали. Хром способствует большей прокаливаемости быстрорежущей стали.
[15]
Страницы:
1
2
Быстрорежущая сталь | это… Что такое Быстрорежущая сталь?
Быстроре́жущие ста́ли — легированные стали, предназначенные, главным образом, для изготовления металлорежущего инструмента, работающего при высоких скоростях резания.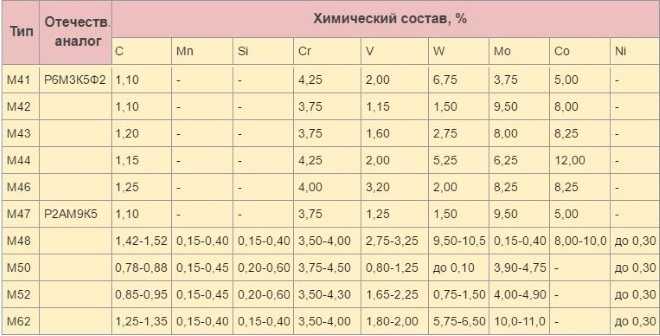
Быстрорежущая сталь должна обладать высоким сопротивлением разрушению, твёрдостью (в холодном и горячем состояниях) и красностойкостью.
Высоким сопротивлением разрушению и твердостью в холодном состоянии обладают и углеродистые инструментальные стали. Однако инструмент из них не в состоянии обеспечить высокоскоростные режимы резания. Легирование быстрорежущих сталей вольфрамом, молибденом, ванадием и кобальтом обеспечивает горячую твердость и красностойкость стали.
Содержание
|
Истории создания
Сверло с покрытием из нитрида титана
Для обточки деталей из дерева, цветных металлов, мягкой стали резцы из обычной твердой стали были вполне пригодны, но при обработке стальных деталей резец быстро разогревался, скоро изнашивался и деталь нельзя было обтачивать со скоростью больше 5 м/мин[1].
Барьер этот удалось преодолеть после того, как в 1858 году Р. Мюшетт получил сталь, содержащую 1,85 % углерода, 9 % вольфрама и 2,5 % марганца. Спустя десять лет Мюшетт изготовил новую сталь, получившую название самокалки. Она содержала 2,15 % углерода, 0,38 % марганца, 5,44 % вольфрама и 0,4 % хрома. Через три года на заводе Самуэля Осберна в Шеффилде началось производство мюшеттовой стали. Она не теряла режущей способности при нагревании до 300 °C и позволяла в полтора раза увеличить скорость резания металла — 7,5 м/мин.
Спустя сорок лет на рынке появилась быстрорежущая сталь американских инженеров Тэйлора и Уатта. Резцы из этой стали допускали скорость резания до 18 м/мин. Эта сталь стала прообразом современной быстрорежущей стали Р18.
Еще через 5—6 лет появилась, сверхбыстрорежущая сталь, допускающая скорость резания до 35 м/мин. Так, благодаря вольфраму было достигнуто повышение скорости резания за 50 лет в семь раз и, следовательно, во столько же раз повысилась производительность металлорежущих станков.
Дальнейшее успешное использование вольфрама нашло себе применение в создании твердых сплавов, которые состоят из вольфрама, хрома, кобальта. Были созданы такие сплавы для резцов, как стеллит. Первый стеллит позволял повысить скорость резания до 45 м/мин при температуре 700—750 °C. Сплав видиа, выпущенный Круппом в 1927 году, имел твердость по шкале Мооса 9,7—9,9 (твердость алмаза равна 10).
В 1970-х годах в связи с дефицитом вольфрама быстрорежущая сталь марки Р18 была почти повсеместно заменена на сталь марки Р6М5, которая в свою очередь вытесняется безвольфрамовыми Р0М5Ф1 и Р0М2Ф3.
Характеристики быстрорежущих сталей
Горячая твердость
Твердость инструментальных сталей при повышенных температурах[2]
На рисунке приведены кривые, характеризующие твердость углеродистой и быстрорежущей инструментальных сталей при повышенных температурах испытаний. При нормальной температуре твердость углеродистой стали даже несколько выше твердости быстрорежущей стали. Однако, в процессе работы режущего инструмента, происходит интенсивное выделение тепла. При этом до 80 % выделившегося тепла уходит на разогрев инструмента. Вследствие повышения температуры режущей кромки начинается отпуск материала инструмента и снижается его твердость.
Однако, в процессе работы режущего инструмента, происходит интенсивное выделение тепла. При этом до 80 % выделившегося тепла уходит на разогрев инструмента. Вследствие повышения температуры режущей кромки начинается отпуск материала инструмента и снижается его твердость.
После нагрева до 200 °C твердость углеродистой стали начинает быстро падать. Для этой стали недопустим режим резания, при котором инструмент нагревался бы выше 200 °C. У быстрорежущей стали высокая твердость сохраняется при нагреве до 500—600 °C. Инструмент из быстрорежущей стали более производителен, чем инструмент из углеродистой стали.
Красностойкость
Если горячая твердость характеризует то, какую температуру сталь может выдержать, то красностойкость характеризует, сколько времени сталь будет выдерживать такую температуру. То есть насколько длительное время закаленная и отпущенная сталь будет сопротивляться разупрочнению при разогреве.
Существует несколько характеристик красностойкости. Приведем две из них.
Первая характеристика показывает, какую твердость будет иметь сталь после отпуска при определенной температуре в течение заданного времени.
Второй способ охарактеризовать красностойкость основан на том, что интенсивность снижении горячей твердости можно измерить не только при высокой температуре, но и при комнатной так как кривые снижения твердости при высокой температуре и комнатной идут эквидистантно, а измерить твердость при комнатной температуре, разумеется, гораздо проще, чем при высокой. Опытами установлено, что режущие свойства теряются при твердости 50 HRC при температуре резання, что соответствует примерно 58 HRC при комнатной. Отсюда красностойкость характеризуется температурой отпуска, при которой за 4 часа твердость снижается до 58 HRC (обозначение K4р58).
| Марка стали | Температура отпуска, °C | Время выдержки, час | Твердость, HRCэ |
|---|---|---|---|
| У7, У8, У10, У12 | 150—160 | 1 | 63 |
| Р9 | 580 | 4 | |
| У7, У8, У10, У12 | 200—220 | 1 | 59 |
| Р6М5К5, Р9, Р9М4К8, Р18 | 620—630 | 4 |
Сопротивление разрушению
Кроме «горячих» свойств от материала для режущего инструмента требуются и высокие механические свойства; под этим подразумевается сопротивление хрупкому разрушению, так как при высокой твердости (более 60 HRC) разрушение всегда происходит по хрупкому механизму. Прочность таких высокотвердых материалов обычно определяют как сопротивление разрушению при изгибе призматических, не надрезанных образцов, при статическом (медленном) и динамическом (быстром) нагружении. Чем выше прочность, тем большее усилие может выдержать рабочая часть инструмента, тем большую подачу и глубину резания можно применить, и это увеличивает производительность процесса резания.
Прочность таких высокотвердых материалов обычно определяют как сопротивление разрушению при изгибе призматических, не надрезанных образцов, при статическом (медленном) и динамическом (быстром) нагружении. Чем выше прочность, тем большее усилие может выдержать рабочая часть инструмента, тем большую подачу и глубину резания можно применить, и это увеличивает производительность процесса резания.
Химический состав быстрорежущих сталей
| Марка стали | C | Cr | W | Mo | V | Co |
|---|---|---|---|---|---|---|
| Р0М2Ф3 | 1,10—1,25 | 3,8—4,6 | — | 2,3—2,9 | 2,6—3,3 | — |
| Р6М5 | 0,82—0,90 | 3,8—4,4 | 5,5—6,5 | 4,8—5,3 | 1,7—2,1 | < 0,50 |
| Р6М5Ф2К8 | 0,95—1,05 | 3,8—4,4 | 5,5—6,6 | 4,6—5,2 | 1,8—2,4 | 7,5—8,5 |
| Р9 | 0,85—0,95 | 3,8—4,4 | 8,5—10,0 | < 1,0 | 2,0—2,6 | — |
| Р18 | 0,73—0,83 | 3,8—4,4 | 17,0—18,5 | < 1,0 | 1,0—1,4 | < 0,50 |
Изготовление и обработка быстрорежущих сталей
Быстрорежущие стали изготавливают как классическим способом (разливка стали в слитки, прокатка и проковка), так и методами порошковой металлургии (распыление струи жидкой стали азотом)[2]. Качество быстрорежущей стали в значительной степени определяется степенью ее прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация.
Качество быстрорежущей стали в значительной степени определяется степенью ее прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация.
При изготовлении быстрорежущих сталей распространенной ошибкой является подход к ней как к «самозакаливающейся стали». То есть достаточно нагреть сталь и охладить на воздухе, и можно получить твердый износостойкий материал. Такой подход абсолютно не учитывает особенности высоколегированных инструментальных сталей.
Перед закалкой быстрорежущие стали необходимо подвергнуть отжигу. В плохо отожженных сталях наблюдается особый вид брака: нафталиновый излом, когда при нормальной твердости стали она обладает повышенной хрупкостью.
Грамотный выбор температуры закалки обеспечивает максимальную растворимость легирующих добавок в α-железе, но не приводит к росту зерна.
После закалки в стали остается 25—30 % остаточного аустенита. Помимо снижения твердости инструмента, остаточный аустенит приводит к снижению теплопроводности стали, что для условий работы с интенсивным нагревом режущей кромки является крайне нежелательным. Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском[2]. При обработке стали холодом ее охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается.
Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском[2]. При обработке стали холодом ее охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается.
Принципы легирования быстрорежущих сталей
Высокая твердость мартенсита объясняется растворением углерода в α-железе. Известно, что при отпуске из мартенсита в углеродистой стали выделяются мельчайшие частицы карбида. Пока выделившиеся карбиды еще находятся в мельчайшем дисперсном рассеянии (то есть на первой стадии выделения при отпуске до 200 °C), твердость заметно не снижается. Но если температуру отпуска поднять выше 200 °C, происходит рост карбидных выделений, и твердость падает.
Чтобы сталь устойчиво сохраняла твердость при нагреве, нужно ее легировать такими элементами, которые затрудняли бы процесс коагуляции карбидов. Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Это обусловлено тем, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °C.
Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Это обусловлено тем, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °C.
Таким образом, красностойкость создается легированием стали карбидообразующими элементами (вольфрамом, молибденом, хромом, ванадием) в таком количестве, при котором они связывают почти весь углерод в специальные карбиды и эти карбиды переходят в раствор при закалке. Несмотря на сильное различие в общем химическом составе, состав твердого раствора очень близок во всех сталях, атомная сумма W+Mo+V, определяющая красностойкость, равна примерно 4 % (атомн.), отсюда красностойкости и режущие свойства у разных марок быстрорежущих сталей близки. Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
Маркировка быстрорежущих сталей
В советских и российских марочниках сталей марки быстрорежущих сталей обычно имеют особую систему обозначений и начинаются с буквы «Р» (rapid — скорость). Связанно это с тем, что эти стали были изобретены в Англии, где такую сталь называли «rapid steel». Цифра после буквы «Р» обозначает среднее содержание в ней вольфрама (в процентах от общей массы, буква В пропускается). Затем указывается после букв М, Ф и К содержание молибдена, ванадия и кобальта. Инструменты из быстрорежущей стали иностранного производства обычно маркируются аббревиатурой HSS (High Speed Steel).
Применение
В последние десятилетия использование быстрорежущей стали сокращается в связи с широким распространением твёрдых сплавов. Из быстрорежущей стали изготавливают в основном концевой инструмент (метчики, свёрла, фрезы небольших диаметров) В токарной обработке резцы со сменными и напайными твердосплавными пластинами почти полностью вытеснили резцы из быстрорежущей стали.
По применению отечественных марок быстрорежущих сталей существуют следующие рекомендации.
- Сталь Р9 рекомендуют для изготовления инструментов простой формы не требующих большого объема шлифовки, для обработки обычных конструкционных материалов. (резцов, фрез, зенкеров).
- Для фасонных и сложных инструментов (для нарезания резьб и зубьев), для которых основным требованием является высокая износостойкость, рекомендуют использовать сталь Р18 (вольфрамовая).
- Кобальтовые быстрорежущие стали (Р9К5, Р9К10) применяют для обработки деталей из труднообрабатываемых коррозионно-стойких и жаропрочных сталей и сплавов, в условиях прерывистого резания, вибраций, недостаточного охлаждения.
- Ванадиевые быстрорежущие стали (Р9Ф5, Р14Ф4) рекомендуют для изготовления инструментов для чистовой обработки (протяжки, развёртки, шеверы). Их можно применять для обработки труднообрабатываемых материалов при срезании стружек небольшого поперечного сечения.
- Вольфрамомолибденовые стали (Р9М4, Р6М3) используют для инструментов, работающих в условиях черновой обработки, а также для изготовления протяжек, долбяков, шеверов, фрез.

Примечания
- ↑ Мезенин Н. А. Занимательно о железе. — М.: «Металлургия», 1972. — 200 с.
- ↑ 1 2 3 Гуляев А. П. Металловедение. Учебник для втузов. 6-е изд., перераб. и доп. — М.: Металлургия, 1986. — 544 с.
- ↑ Марочник сталей и сплавов / В. Г. Сорокин, А. В. Волосникова, С. А. Вяткин, и др. Под общ. ред. В. Г. Сорокина. — М.: Машиностроение, 1989. — 640 с.
Литература
- Гуляев А. П. Металловедение. Учебник для втузов. 6-е изд., перераб. и доп. — М.: «Металлургия», 1986. — 544 с.
- Технология конструкционных материалов. Под ред. А. М. Дальского. — М.: «Машиностроение», 1958.
Физические свойства быстрорежущей стали
Физические свойства быстрорежущей стали
Быстрорежущая сталь — это класс сплавов инструментальной стали, используемых для высокоскоростных операций, таких как резка и сверление. Понимание физических свойств быстрорежущей стали поможет вам сделать правильный выбор для вашего применения.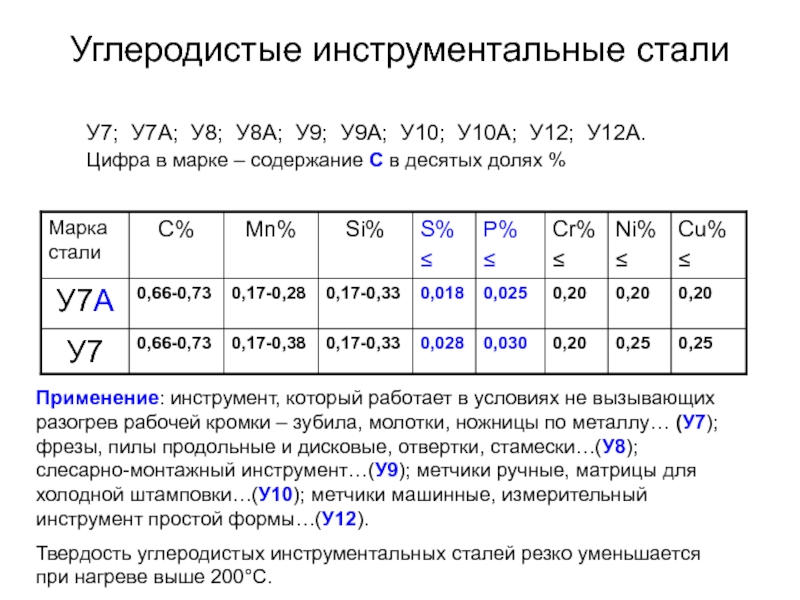
Молибден Сплав быстрорежущей стали
Серия марок быстрорежущей стали с молибденом считается вариантом по умолчанию для многих применений инструментальной стали. Пять распространенных марок серии M включают M2, M3, M4, M7 и M42.
- M2: Это самый популярный выбор среди инструментальных сталей. Он обеспечивает баланс износостойкости, ударной вязкости, красной твердости и легкости шлифования. Подробнее о M2 ниже.
- M3: Этот сорт имеет более высокое содержание углерода и ванадия по сравнению с M2 (хотя и ниже, чем M4). Результатом является улучшенная износостойкость и твердость до красного цвета, но сниженная ударная вязкость. Легкость шлифования существенно снижена по сравнению с М2 (примерно вдвое).
- М4: При еще более высоких уровнях углерода и ванадия, чем у M3, характерные изменения M4 еще более экстремальны. Износостойкость и твердость на красном повышены по сравнению с M3, в то время как ударная вязкость и легкость шлифования снижаются.
- M7: Обладая повышенным содержанием молибдена по сравнению с M2, этот сорт может иметь хорошо сбалансированные характеристики. Он имеет хорошо сбалансированную ударную вязкость, красную твердость и легкость шлифования, а также повышенную износостойкость. Все четыре характеристики примерно средние для М-серии.
- M42: Эта марка быстрорежущей стали имеет повышенное содержание кобальта. Он характеризуется высокой износостойкостью и красной твердостью, но очень низкой ударной вязкостью и легкостью шлифования. Он популярен для производства металла.

Свойства молибденовой быстрорежущей стали – AISI M2
Этот сорт молибденовой быстрорежущей стали заслуживает особого упоминания, поскольку он является самым популярным. Раньше эта честь доставалась марке Т1, разновидности вольфрамовой стали. Однако М2 обладает превосходной прочностью на изгиб, ударной вязкостью и термопластичностью. Это немалое улучшение. Каждая характеристика увеличивается не менее чем на 50% по сравнению с T1.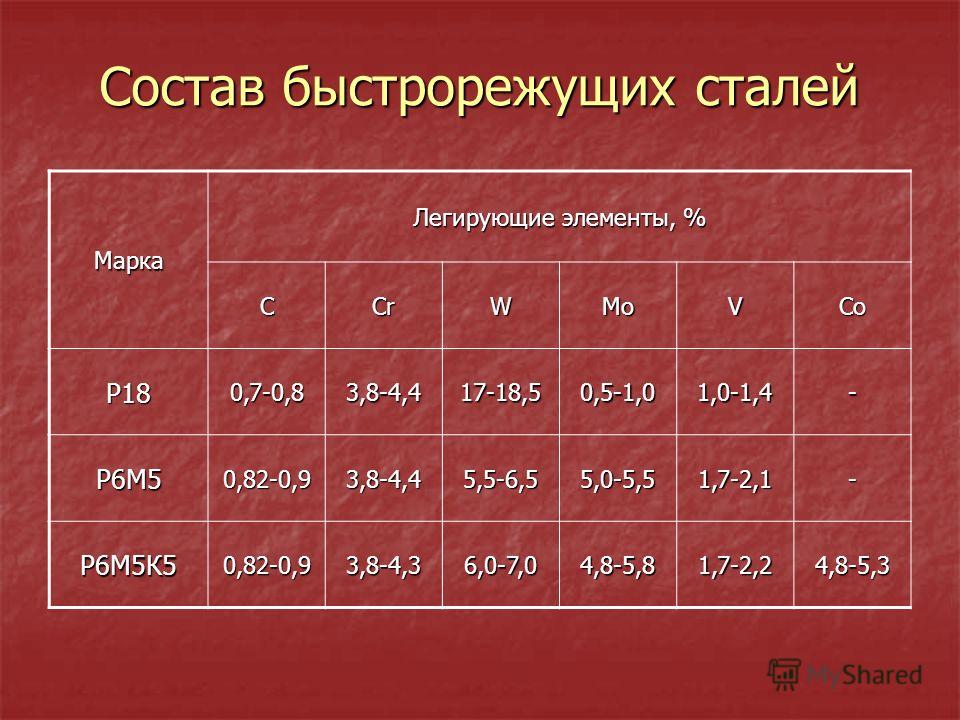 M2 предлагает отличный баланс стоимости и производительности. Он используется для мельниц, прокатных стеллажей, ножей, сверл, метчиков, штампов и многих других применений.
M2 предлагает отличный баланс стоимости и производительности. Он используется для мельниц, прокатных стеллажей, ножей, сверл, метчиков, штампов и многих других применений.
Вольфрамовая быстрорежущая сталь
Быстрорежущие стали серий T и M являются двумя основными типами, содержащими различное количество вольфрама. PM T15 имеет более высокий уровень содержания вольфрама, чем другие сорта – 12,25%. Это включение ставит PM T15 в один ряд с лучшими из наших сплавов быстрорежущей стали по износостойкости и красной твердости. Его ударная вязкость сравнима с M3, но легкость шлифования относительно низкая. См. вольфрамовую быстрорежущую сталь для получения дополнительной информации и подробностей об этом типе стали.
Порошковая металлургия Марки быстрорежущей стали
Порошковая металлургия использует металлические порошки для создания стальных сплавов, помогая улучшить многие характеристики. Некоторые марки порошковой металлургии включают PM M4, PM M48, PM 23, PM 30 и PM 60.
- PM M4: Порошковая металлургия увеличивает срок службы режущего инструмента по сравнению с обычными коваными марками. Это придает PM M4 очень высокую износостойкость и прочность. Однако красная твердость и легкость шлифования ниже среднего.
- PM M48: Этот сорт имеет повышенное содержание вольфрама и добавление 8,5% кобальта по сравнению с PM M4. Это значительно улучшает его красную твердость, а также облегчает шлифовку. Однако прочность снижается более чем на треть.
- PM 23: Этот сорт представляет собой сталь порошковой металлургии, соответствующую AISI M3:2. Имеет относительно сбалансированные характеристики, по всем которым превосходит М2. В частности, высоки прочность и легкость шлифования.
- PM 30: Этот сорт часто считается альтернативой М42. Он имеет аналогичную износостойкость и твердость до красного цвета, но меньше жертвует прочностью и легкостью шлифования.
- PM 60: Это высоколегированный сплав с высоким содержанием углерода, кобальта, молибдена, вольфрама и ванадия. Он имеет самую высокую износостойкость и твердость до красного цвета среди всех марок, но низкую ударную вязкость и легкость шлифования.
 Он имеет самую высокую износостойкость и твердость до красного цвета среди всех марок, но низкую ударную вязкость и легкость шлифования.
Он имеет самую высокую износостойкость и твердость до красного цвета среди всех марок, но низкую ударную вязкость и легкость шлифования.HSS с высоким содержанием ванадия
PM A11 представляет собой стальной сплав с высоким содержанием ванадия, получаемый методом порошковой металлургии. Он характеризуется отличной износостойкостью (выше, чем у всех марок, кроме PM 60) и хорошей ударной вязкостью. Тем не менее, он имеет чрезвычайно низкую красноту твердости и плохую легкость шлифования.
Быстрорежущая сталь | Журнал Gear Solutions Ваш ресурс для производителей зубчатых колес
Чтобы быть эффективным при нарезании зубчатых колес, материал режущего инструмента должен обладать сочетанием следующих качеств:
• Долговечность: способность выдерживать — в высокой степени — возникающий износ. на границе раздела инструмента, и работа из-за давления процесса резания.
• Прочность: Способность выдерживать нагрузку, приложенную к инструменту давлением, необходимым для резки обрабатываемого материала.
• Красная твердость: Способность сохранять достаточную степень твердости, когда материал находится при высокой температуре из-за трения на срезе.
К сожалению, в любом материале увеличение одного из этих качеств всегда ведет к ухудшению других. В целом можно сказать, что прочность и красная твердость увеличиваются только за счет прочности. Материалы режущего инструмента относятся к одной из четырех основных категорий:
• Быстрорежущая сталь (HSS)
• Порошковая быстрорежущая сталь (PM)
• Материалы для мостов
• Карбиды
HSS и PM Материалы HSS
Наиболее часто используемый материал, быстрорежущая сталь, назван так из-за способности этого диапазона легированной стали резать железо, сталь и другие довольно твердые материалы на более высокая скорость, чем инструменты из простой углеродистой стали. Это связано со способностью быстрорежущей стали сохранять твердость при повышенной температуре. Это качество, известное как «красная твердость», варьируется в зависимости от марки быстрорежущей стали. Эта твердость является основным фактором износостойкости инструмента.
Эта твердость является основным фактором износостойкости инструмента.
Быстрорежущая сталь также прочнее при заданной твердости, чем углеродистая сталь, и способна выдерживать более высокие нагрузки при резании. Опять же, это желаемое качество зависит от класса материала. Прочность и твердость обычно обратно пропорциональны: чем выше твердость, тем более хрупким становится материал. Затем можно обобщить характеристики быстрорежущей стали:
• Высокая твердость при комнатной температуре
• Высокая «красная твердость»
• Приемлемая ударная вязкость
• Высокая износостойкость
Быстрорежущая сталь — это легированная сталь, в состав которой входят другие металлы, кроме железа. химия железа/углерода. Количество и количества этих легирующих металлов определяют характеристики конечного материала и приводят к широкому диапазону марок быстрорежущей стали, не все из которых используются в зуборезных инструментах.
В дополнение к железу, химия высокоскоростной стали будет содержать один или несколько из следующих (углерод, который не является металлом, является компонентом всех сталей):
углерод C Molybdenum MO
Хром ChrAnadium v
Вольфрам W Кобальт Co
Факторы долговечности, прочности и «красной твердости» отличают один сорт быстрорежущей стали от другого. Долговечность – это сопротивление износу при контакте с разрезаемым материалом. Прочность – это сопротивление разрушению зубьев при высоких режущих нагрузках. Красная твердость – это способность сохранять высокую твердость при повышенных температурах.
Долговечность – это сопротивление износу при контакте с разрезаемым материалом. Прочность – это сопротивление разрушению зубьев при высоких режущих нагрузках. Красная твердость – это способность сохранять высокую твердость при повышенных температурах.
Как и во всех материалах, трудно получить максимальную прочность и максимальную твердость в одной комбинации. Более твердые материалы служат дольше, режут более твердую сталь и легче ломаются. Многие из них классифицируются как порошковые металлы (ПМ), что обеспечивает более мелкозернистую структуру, лучшую прочность и долговечность после термической обработки.
Материалы, не содержащие ДМ, называются «коваными» быстрорежущими сталями. Оба этих типа доступны в виде стержней, но кованые стержни прокатываются из литого слитка. Материалы ПМ катают из слитков, созданных из прессованного, спеченного порошка. Результатом является очень мелкозернистая структура и, следовательно, превосходная прочность и долговечность.
Материалы PM имеют значительно более высокую стоимость, чем деформируемые материалы.