Содержание
Технические характеристики порошка абразивного ТУ 3989-001-14850363-2004.
Заявки на приобретение купершлак, абразивный порошок: отправляйте на [email protected]
1.Удельная проводимость не более 0,25 мСм/см
2.Размер зерен 0,5 2,5 мм более 85 % от общей массы
3.Влажность не более 0,2 %
4.Степень очистки:
— от Sa 1, Sa 2, Sa 2,5, Sa 3 — Swedish Standard. (ISO 8501)
— BS4232 — British Standard. Second Quality
5. Расход: 14 — 30 кг/м2 в зависимости от необходимой степени очистки начального состояния и геометрии поверхности.
6.Твердость по Моосу min 6 (ISO 11127-4:1993. Подготовка стальной поверхности перед нанесением красок и связанных с ними продуктов. Методы испытания неметаллических абразивов для пескоструйной, дробеструйной очистки. Определение твердости путем испытания с применением предметных стекол.)
7.Плотность 3300-3900 кг/м3
8.Насыпная плотность 1600-1900 кг/м3
9. По степени воздействия на организм человека абразивный порошок относится к веществам IV класса опасности по ГОСТ 12.1.005 10.Не содержит свободного кварца, не приводит к заболеванию силикозом.
По степени воздействия на организм человека абразивный порошок относится к веществам IV класса опасности по ГОСТ 12.1.005 10.Не содержит свободного кварца, не приводит к заболеванию силикозом.
10 Полное соответствие всем нормативам ISO 11126-3: 1993. Подготовка стальной поверхности перед нанесением красок и связанных с ними продуктов. Технические условия на неметаллические абразивы для песко/дробеструйной очистки.
11 Химический состав:
- Оксид железа (Fe2O3) 40-50 %
- Оксид кремния (SiO2) 25-35%
- Оксид магния (МдО) не более 5%
- Оксид кальция (СаО) 6-10%
12 Образование малого количества пыли при струйной очистке.
13 Примерный гранулометрический состав:
Размер фракций, мм | Более 2,5 | 1,40-2,50 | 1,00-1,40 | 0,80-1,00 | 0,63-0,80 | 0,50 0,63 | Менее 0,50 |
|---|---|---|---|---|---|---|---|
Количество, % | 2,2 | 28,9 | 26,4 | 18,3 | 11,7 | 8,2 | 4,3 |
ТУ 3989-001-14850363-2004
Настоящие технические условия распространяются на порошок абразивный, получаемый из гранулированных шлаков медеплавильного производства и предназначенный для очистки металлических поверхностей струйными аппаратами.
Пример условного обозначения при заказе и в документации:
Порошок абразивный по ТУ 3989-001-14850363-2004
1. Технические требования
1.1 Порошок абразивный из шлаков медеплавильного производства должен соответствовать требованиям настоящих технических условий.
1.2 Основные параметры и свойства
1.2.1 Форма частиц — остроугольная.
1.2.2 Цвет — черный.
1.2.3 Твердость по шкале Мооса должна быть не менее 6.
1.2.4 Удельная проводимость порошка должна быть не более 0,25 мСм/см.
1.2.5 Размер зерен должен быть не менее 0,5 мм и не более 3,0 мм.
Масса зерен размером 0,5?3,0 мм должна составлять не менее 85 % от общей массы.
1.2.6 По согласованию с потребителем зерновой состав абразивного порошка может быть изменен.
1.2.7 Массовая доля влаги должна быть не более 0,2 %.
1.3 Порошок абразивный производится из шлаков гранулированных медеплавильного производства по ТУ 1789-001-34557754-99. Допускается для производства порошка абразивного применять шлаки по ТУ 1783-00194412-28-02.
1.3.1 Химический состав порошка абразивного соответствует химическому составу шлака, который приведен в ТУ 1789-001-34557754-99 (ТУ 1783-00194412-28-02).
1.4 Упаковывание и маркировка
1.4.1 Упаковывание порошка абразивного производится в мягкие контейнеры марки МКР-1,0 С-1,3 ППр, МКР-0,9 С2-1,0 ППР грузоподъемностью 1 тонна.
1.4.2 Допускается упаковывание порошка абразивного в другие упаковочные средства, исключающие попадания влаги и имеющие необходимую прочность.
1.4.3 Температура порошка при упаковывании в мягкие контейнеры не должна превышать 65оС.
1.4.4 На мягкие контейнеры с порошком абразивным наносится маркировка, содержащая:
— наименование предприятия-изготовителя;
— условное обозначение;
— дату изготовления;
— номер партии;
— масса.
1.5 Перечень документов, на которые сделаны ссылки в данных ТУ, приведен в Приложении А.
2 Требования безопасности и охраны окружающей среды
2.1 Производственный процесс изготовления порошка абразивного должен соответствовать СП 2. 22.1327-03.
22.1327-03.
2.2 При погрузке и разгрузке порошка абразивного необходимо соблюдать требования техники безопасности по ГОСТ 12.3.009.
2.3 По степени воздействия на организм человека порошок абразивный относится к веществам 4 класса опасности фиброгенного действия по ГОСТ 12.1.007.
2.4 С целью охраны атмосферного воздуха от загрязнений должен быть организован контроль за соблюдением предельно допустимых выбросов, утвержденных в установленном порядке в соответствии с ГОСТ 17.2.3.01-86 и ГН 2.1.6.1338 — 2003.
2.5 Порошок абразивный не образует токсичных соединений в воздушной и водной среде.
2.6 Порошок абразивный пожаро — и взрывобезопасен.
2.7 Микроклимат воздуха рабочей зоны должен соответствовать СанПиН 2.2.4.548.
2.8 Для обеспечения защиты от пыли при производстве порошка абразивного должны применяться индивидуальные средства защиты органов дыхания по ГОСТ 12.4.034.
2.9 Содержание естественных радионуклидов должно соответствовать требованиям ГОСТ 30108 и СП 2. 6.1758-99.
6.1758-99.
3 Правила приемки
3.1 Приемка абразивного порошка производится партиями. За партию принимается количество однородного по качеству порошка абразивного, произведенного за период работы одной бригады.
3.2 Партия порошка абразивного должна сопровождаться документом о качестве с указанием:
— наименования предприятия-изготовителя;
— условного обозначения;
— номера партии;
— даты изготовления;
— массы нетто;
— значений качественных характеристик порошка абразивного.
3.3 Отбор проб для определения качественных характеристик порошка абразивного из каждой партии проводится в соответствии с требованием стандарта ИСO11127-1.
3.4 В случае несоответствия результатов испытаний требованиям настоящих технических условий проводятся повторные испытания на удвоенном количестве порошка. Результаты повторных испытаний являются окончательными и распространяются на всю партию. В случае повторных неудовлетворительных результатов анализа партия бракуется.
4 Методы контроля
4. 1 Отбор проб для определения качественных характеристик порошка абразивного должен проводиться в соответствии с требованием стандарта ИСО 11127-1.
1 Отбор проб для определения качественных характеристик порошка абразивного должен проводиться в соответствии с требованием стандарта ИСО 11127-1.
4.2 Определение гранулометрического состава порошка абразивного должно проводиться в соответствии с требованием стандарта ИСО 11127-2.
4.3 Определение массовой доли влаги порошка абразивного должно проводиться в соответствии с требованием стандарта ИСО 11127-5.
4.4 Определение твердости порошка абразивного должно проводиться в соответствии с требованием стандарта ИСО 11127-4.
4.5 Определение удельной проводимости порошка абразивного производится в соответствии с требованием стандарта ИСО 11127-6.
5 Транспортирование и хранение
5.1 Транспортирование порошка абразивного должно производиться в соответствии с Правилами перевозки грузов и условиями погрузки и крепления грузов, утвержденными Министерством путей сообщения Российской Федерации.
5.2 Транспортировка упакованного порошка абразивного может осуществляться в открытых вагонах, автомобильным и водным транспортом.
5.3 Допускается транспортировка порошка абразивного насыпью в вагонах-хопперах, цистернах-цементовозах.
5.4 Мягкие контейнеры с порошком абразивным должны храниться уложенными в штабель на деревянных решетках, настилах, поддонах.
5.5 Под воздействием окружающей среды у порошка абразивного может измениться только значение массовой доли влаги.
6 Гарантии изготовителя
6.1 Соответствие порошка абразивного требованиям настоящих технических условий гарантируется при соблюдении условий транспортирования и хранения.
6.2 Гарантийный срок хранения — 1 год.
ГОСТ 12.1.007-76 | ССБТ. Вредные вещества. Классификация и общие требования безопасности |
|---|---|
ГОСТ 12.3.009-76 | ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности |
ГОСТ 12.4.034-85 | ССБТ. Средства индивидуальной защиты органов дыхания. |
ГОСТ 17.2.3.01-86 | Атмосфера. Правила контроля качества воздуха населенных пунктов |
ГОСТ 30108-94 | Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов |
ИСO 11127-1-93 | Подготовка стальной основы перед нанесением красок и подобных покрытий. Методы испытания неметаллических абразивов, применяющихся для струйной очистки. Часть 1. Отбор образцов |
ИСO11127-2-93 | Подготовка стальной поверхности перед нанесением красок и связанных с ними продуктов. Методы испытания неметаллических абразивов для песко/дробеструйной очистки. Часть 2. Определение гранулометрического состава |
ИСO11127-4-93 | Подготовка стальной поверхности перед нанесением красок и связанных с ними продуктов. Методы испытания неметаллических абразивов для песко/дробеструйной очистки. |
ИСO11127-5-93 | Подготовка стальной поверхности перед нанесением красок и связанных с ними продуктов. Методы испытания неметаллических абразивов для песко/дробеструйной очистки. Часть 5. Определение содержания влаги |
ИСO11127-6-93
| Подготовка стальной поверхности перед нанесением красок и связанных с ними продуктов. Методы испытания неметаллических абразивов для песко/дробеструйной очистки. Часть 6. Определение растворенных в воде загрязняющих веществ путем измерения удельной проводимости |
ТУ 1789-001-34557754-99 | Шлак гранулированный медеплавильного производства |
ТУ 1783-00194412-28-02 | Шлаки гранулированные отражательной плавки |
СанПиН 2.2.4.548-96 | Гигиенические требования к микроклимату производственных помещений |
СП 2. | Гигиенические требования к организации технологических процессов, производственному оборудованию и рабочему инструменту |
СП 2.6.1758-99 | Нормы радиационной безопасности (НРБ-99) |
ГН 2.1.6.1338-2003 | Гигиенические нормы. ПДК вредных веществ в атмосферном воздухе населенных мест |
ГН 2.2.5.1313-2003 | Гигиенические нормы. Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны |
 Классификация и маркировка
Классификация и маркировка Часть 4. Определение твердости путем испытания с применением предметных стекол
Часть 4. Определение твердости путем испытания с применением предметных стекол 22.1327-03
22.1327-03
Стандарты ISO, Купершлак ИСО 11126-3
При определении точной степени удаления ржавчины и очистки стальной поверхности перед покраской Сигма использует Международный стандарт ISO 8501-01-1988 и ISO 8504-1992.
ISO 8501-01 употребляется по окалине. Это означает следующие уровни заражения ржавчиной:
А = стальная поверхность в большой степени покрытая окалиной , но в незначительной степени или совсем не затронута ржавчиной.
Б = стальная поверхность, которая начала ржаветь и с которой окалина начала осыпаться.
С = стальная поверхность, с которой окалина отвалилась и откуда она может быть удалена, но с легким видимым питтингом
Д = стальная поверхность, с которой окалина отвалилась, но с легким питтингом, видимым невооруженным глазом.
Степени предварительной подготовки поверхности Стандарт ISO определяет семь степеней подготовки поверхности.
В спецификациях часто употребляются следующие стандарты:
ISO-St Обработка вручную и электроинструментами. Подготовка поверхности вручную и с помощью электроинструментов: скобление, зачистка проволочными щетками , механическими щетками и шлифовка, — обозначается буквами «St».
Прежде, чем начать очистку вручную или электроинструментами, толстые слои ржавчины должны быть удалены способом обрубки. Видимые загрязнения от масла, жира и грязи тоже должны быть удалены.
После очистки вручную и электроинструментами, поверхность должна быть очищена от отслаивающейся краски и пыли.
ISO-St2 Тщательная очистка вручную и электроинструментами.
При поверхностном рассмотрении невооруженным взглядом, подложка должна выглядеть очищенной от видимых следов масла, жира и грязи и от плохо прилегающей окалины, ржавчины, краски и посторонних веществ.
ISO-St3 Очень тщательная очистка вручную и электроинструментами.
То же самое, что и для St2, но подложка должна быть очищена намного более тщательно, до появления металлического блеска.
ISO-Sa Пескоструйная очистка
Подготовка поверхности способом пескоструйной обработки обозначается буквами «Sa».
Прежде, чем приступить к пескоструйной очистке, толстые слои ржавчины должны быть удалены методом обрубки. Видимые масляные, жировые загрязнения и грязь тоже должны быть устранены.
После пескоструйной обработки подложка должна быть очищена от пыли и мусора.
ISO-Sal Легкая пескоструйная очистка.
При проверке невооруженным взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от окалины с плохим прилеганием, ржавчины, краски и других посторонних веществ.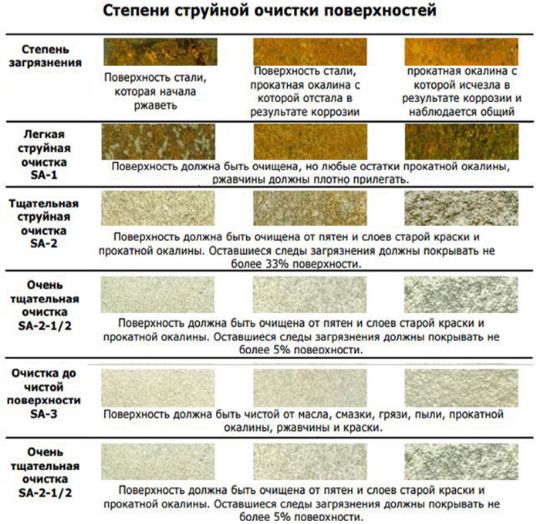
ISO-Sa2 Тщательная пескоструйная очистка.
При проверке невооруженным взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Каждое остаточное загрязнение должно иметь плотное прилегание.
ISO-Sa2,5 Очень тщательная пескоструйная очистка.
При проверке невооруженным взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Все остаточные следы заражения должны проявляться только в форме едва заметных пятен и полос.
ISO-Sa3 Пескоструйная очистка до визуально чистой стали.
При проверке невооруженным взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Поверхность должна иметь однородный металлический блеск.
Замечание Фотографии в ISO Публикациях стандартов даны лишь как иллюстрации. Они не демонстрируют полную степень подготовки, которая также включает операции по зачистке, что не видно по фотографиям (бесцветные загрязнения)
Эквиваленты: Что касается пескоструйной очистки, эквиваленты соответствия британским, германским и американским стандартам даны в следующей таблице.
ISO 8501-01 |
|
|
|---|---|---|
SIS 05 59 00 | BS 4232 | SSPC-Vis 1 |
DIN 55928 Часть 4 |
|
|
Sa 3 | 1-ый сорт | Белый металл SP 5 |
Sa 2.5 | 2-ой сорт | Почти белый SP 10 |
Sa 2 | 3-ий сорт | Коммерческий SP 6 |
|
Потребители песка шлакового Завода КАЗ выделяют следующие составляющие его качества:
|
|
Дает возможность подрядным организациям оперативно получить песок шлаковый в любом регионе России. Купершлак Завода КАЗ имеется в наличии в следующих городах:
Борисоглебск, Брянск, Волгоград, Владивосток, Иркутск, Казань, Красноярск, Краснодарский край, Москва, Набережные Челны, Находка, Нижнекамск, Нижний Новгород, Новокузнецк, Новосибирск, Омск, Ростов-на-дону, Санкт-Петербург, Сургут, Тмск, Уфа, Хабаровск.
Купить купершлак для пескоструя можно со склада завода в городах: Архангельск, Калининград, Карабаш, Мурманск, Ревда, Тамань, Хабаровск.
Подробнее
|
Большинство успешных компаний берегут свое время. Для них является ценностью наша способность разработать под их задачу техническое решение и снабдить их объект полным комплексом, включающем в себя не только материалы для пескоструя, но и весь спектр пескоструйного и окрасочного оборудования.
Приобретение всего необходимого в одном месте – это удобно, быстро и выгодно.
|
Мы ценим наших клиентов, поэтому предлагаем выгодную систему скидок, в зависимости от объема закупаемого шлакового песка.
Скидка рассчитывается менеджером индивидуально при наличии от Вас заявки.
Возможность предоставления скидки Вы можете уточнить у Вашего персонального менеджера. Или по телефону: 8 (351) 220-82-02
|



Медношлаковые пескоструйные абразивы (силикат железа)
- Домашний
- Логин
- Тележка
- Запросить цену
- Страницы технических данных
- Блог
Почему выбирают медный шлак? Абразив из медного шлака (железо-силиката) имеет БОЛЬШУЮ ПЛОТНОСТЬ, ЧЕМ УГОЛЬНЫЙ ШЛАК (~ НА 20% ВЫШЕ), И ПОЭТОМУ БУДЕТ ВЗРЫВАТЬСЯ БЫСТРЕЕ, ЧЕМ УГОЛЬНЫЙ ШЛАК, И ВЫ МОЖЕТЕ ЕГО УТИЛИЗИРОВАТЬ В ПАРУ РАЗ. Следовательно, медь приведет к меньшему потреблению продукта, меньшим затратам на утилизацию и, в целом, к более экономичной среде по сравнению с гранатом, оксидами алюминия, дробленым бутылочным стеклом или угольными шлаками.
Следовательно, медь приведет к меньшему потреблению продукта, меньшим затратам на утилизацию и, в целом, к более экономичной среде по сравнению с гранатом, оксидами алюминия, дробленым бутылочным стеклом или угольными шлаками.
- Медный шлак представляет собой твердую, кубовидную и агрессивную пескоструйную среду. Вопреки своему названию, он почти не содержит меди!
- Лучший абразивный материал по скорости резания и стоимости за кв. фут.
- Одобрено CARB
- Перерабатывается в портландцемент
- Blastox доступен — пожалуйста, укажите требуемый процент при запросе предложения (15% или 20%).
- Угловатый и агрессивный.
- Запрос предложения по фрахту
Sharpshot (R) медный шлак (железо-силикат) для пескоструйной обработки доступен в 3 основных сортах:
- Крупный: 12/30
- Средний: 20/50
- Штраф: 30/60
Минимальный заказ : Один поддон в мешках по 75 фунтов = 3000 фунтов; или Одна большая сумка = 4000 фунтов навалом. Обычно отгружаются полные фургоны или бортовые платформы, но при необходимости мы можем отправить несколько поддонов (стоимость перевозки за фунт резко возрастает, если мы отправляем меньше, чем полный фургон или бортовую платформу).
Обычно отгружаются полные фургоны или бортовые платформы, но при необходимости мы можем отправить несколько поддонов (стоимость перевозки за фунт резко возрастает, если мы отправляем меньше, чем полный фургон или бортовую платформу).
Упаковка: Навалом (россыпью), 2-тонные супермешки или мешки меньшего размера по 75 фунтов/поддон (3000 фунтов/поддон).
Типичные области применения железосиликатного медного шлака:
- Пескоструйная обработка, подготовка поверхности
- Шлифовальные круги (средний размер 20/50)
- Очистка от коррозии
- Добавка к цементу
- Пескоструйная обработка одежды и текстиля
- Пескоструйная обработка джинсов и одежды
- Взрыв морского нефтепровода
- Гидроабразивная резка глубоководных сооружений
- Кровельные гранулы — 12/30 для гонта с выступами, 40/120 для рулонной кровли из войлока и полиэстера
- Взрыв трубопровода
- Наполнитель для полей для гольфа — балласт для искусственного покрытия (30/60)
- Краски и покрытия
- Пескоструйная очистка
- Противоскользящая добавка для асфальта (30/60)
- Изоляция из шлаковой ваты
Информация о восстановлении и профиле :
- Sharpshot (R) Зернистость 12/30 можно восстановить до 5 раз, добавив в смесь 15 % нового материала.

- Sharpshot (R) 12/30 обеспечивает профиль от 4,5 до 5,0 мил при взрыве под давлением 90–100 фунтов на квадратный дюйм, с углом от 45 до 90 градусов и расстоянием 18–24 дюйма от поверхности.
- Sharpshot (R) зернистость 20/50 можно восстановить дважды. (Первая дробеструйная обработка будет 20/50, а затем вторая, восстановленная среда будет 30/60.)
- Sharpshot (R) 20/50 обеспечивает профиль 2,5–3,0 мил при дробеструйной очистке на 90-100 фунтов на квадратный дюйм, с углом от 45 до 90 градусов, расстоянием 18-24 дюйма от поверхности. Многие пользователи будут выполнять дробеструйную обработку при давлении 80 фунтов на квадратный дюйм, чтобы получить больше проходов из материала.
- 30/60 обеспечивает профиль от 2,0 до 2,5 мил при взрыве под давлением 90–100 фунтов на квадратный дюйм, с углом от 45 до 90 градусов и расстоянием 18–24 дюйма от поверхности.
- Профиль 3,0 мил возможен с 30/60, но только на новой стали без какого-либо покрытия.
- Зернистость 30/60 нельзя восстановить, она слишком мелкая.
- Абразивный медный шлак имеет достаточную плотность, чтобы его можно было извлекать через циклонный сепаратор только более крупного размера. Он имеет от 115 до 120 # на кубический фут. ЭТО БОЛЬШЕ ПЛОТНОСТЬ, ЧЕМ УГОЛЬНЫЙ ШЛАК (~ НА 20% ВЫШЕ), И ПОЭТОМУ БУДУТ ВЗРЫВАТЬСЯ БЫСТРЕЕ, ЧЕМ УГОЛЬНЫЙ ШЛАК, И ВЫ МОЖЕТЕ ЕГО УТИЛИЗИРОВАТЬ В ПАРУ РАЗ. УГОЛЬНЫЙ ШЛАК ИМЕЕТ МЕНЬШУЮ ПЛОТНОСТЬ ПРИМЕРНО 90 #’s/кубический фут Медь, таким образом, приводит к меньшему потреблению продукта, меньшим затратам на утилизацию и, в целом, к более экономичной среде по сравнению с гранатом, оксидами алюминия или дробленым бутылочным стеклом.
- Удельный вес ~3,4, чуть ниже алмаза.
- Медный шлак представляет собой твердую, кубовидную и агрессивную пескоструйную среду. Вопреки своему названию, он почти не содержит меди!
- С воздушным охлаждением, без водяного охлаждения. Угловатый и агрессивный. ** У нас также есть немного менее агрессивный медный шлак с водяным охлаждением.
- Независимые исследования показали, что это самый быстрорежущий шлаковый абразив.
- Экологически чистый.
- Одобрено для переработки в портландцемент.
- Лучший абразив для использования по скорости резания и стоимости за квадратный фут согласно независимым тестам NIOSH.
- Материал подвергается испытаниям как на мышьяк, так и на свинец, и поэтому он включен в список сертифицированных продуктов ВМС США.
- Калифорнийский совет по воздушным ресурсам (CARB), одобренный для сухой абразивоструйной очистки на открытом воздухе.
- Пожалуйста, напишите нам по электронной почте для индивидуального предложения по перевозке этого материала.
- Упаковка: навалом (насыпью), супермешки по 2 тонны или меньшие мешки по 75 фунтов.
- Плата за поддон также взимается. Возможна термоусадочная упаковка за дополнительную плату.
- Напишите нам, чтобы узнать индивидуальные цены и цены на несколько грузовиков!

Абразив Саудовской Аравии — Продукция
Товары
Продукция/ШЛАКОВЫЕ АБРАЗИВЫ
ШЛАКОВЫЕ АБРАЗИВЫ
Медный шлак
ИНДООБЛАСТ – МЕДНЫЙ ШЛАК
Индобласт шлаковая крупка – побочный продукт, образующийся при выплавке меди, который затем перерабатывается в абразивные изделия. Обычно он состоит из ферросиликатного материала и оксидов, образующихся при закалке расплавленного шлака в холодной воде. Этот процесс охлаждения дробит шлак на крупные угловатые частицы, что делает его идеальным выбором для многих применений.
Обычно он состоит из ферросиликатного материала и оксидов, образующихся при закалке расплавленного шлака в холодной воде. Этот процесс охлаждения дробит шлак на крупные угловатые частицы, что делает его идеальным выбором для многих применений.
Indoblast — это недорогой расходный абразив, подходящий для открытой пескоструйной очистки и благодаря низкому содержанию кремнезема не представляет опасности для здоровья, создаваемой кварцевым песком. Его острые твердые частицы могут обеспечить быструю очистку и отличный профиль поверхности.
ХИМИЧЕСКИЙ АНАЛИЗ | ФИЗИЧЕСКИЕ СВОЙСТВА | ||
Учредительный | % Масса | Собственность | Типичное значение |
Силикагель SiO2 | : 26-30% | Цвет | : Черный, стекловидный |
Свободный диоксид кремния | : | Форма зерна | : Угловой, многогранный |
Глинозем, Al2O3 | : 1 — 3% | Твердость | : 7 мох |
Оксид железа в виде FeO | : 42-48% | Удельный вес при 25oC | : 3,5 |
Оксид кальция, CaO | : 1-2% | Объемная плотность при 25oC | : 1,87 т/м3 |
Оксид магния, MgO | : 0,8 — 1,5% | рН | : 7,0 |
Оксид меди, CuO | : 0,60 — 0,70% | Электропроводность при 25oC | : 2 мСм/м |
Сульфаты | : 0,02 — 0,3% | Увеличение веса при зажигании | : 4% |
Хлориды | : 0,001 — 0,002% | Содержание влаги | : |
Марка | Диапазон размеров (мм) | Чистота Уровень | Поверхностный профиль Среднее, мкм | Заявка |
Грубая | 0,2 — 2,4 | Sa 2 1/2 / SP 10 | 100 | Идеальный размер для тяжелых взрывных работ, удаления толстой ржавчины и покрытий. |
Средний | 0,5 — 1,4 | Sa 3 / SP 5 | 75 | Универсальный размер для удаления средней и сильной ржавчины или покрытий |
Тонкая | 0,2 — 1,0 | Sa 3 / SP 5 | 40 | Очистка нового материала, удаление легких покрытий |

Особенности и преимущества
- Indoblast обладает более высокой устойчивостью к разрушению по сравнению с некоторыми другими одноразовыми абразивами.
