Электроды для сварки меди и ее сплавов. Латунные электроды
Электроды для сварки латуни

Сварка цветных металлов имеет свои особенности, и в частности сплавы следует рассматривать порой обособленно. Так и латунь, сплав меди и цинка в условиях воздействия высоких температур в расплавленном состоянии имеет некоторые особенности как самого сплава, который из-за высокого содержания меди подвержен высокой жидкотекучести, так и соединений цинка, которые приводят к нарушению монолитной структуры сварного шва, и как следствие, его разупрочнению. Расплав латуни также весьма активно поглощает газы, в частности кислород и водород, что приводит к образованию трещин и полостей в металле сварного шва.
Электроды для сварки латуни, как правило, используются двух видов – это графитированые электроды и толстопокрытые электроды, преимущественно с покрытием ЗТ.
Выполнение сварочных работ графитовым стержнем по изделиям из латуни небольшой толщины проводится без применения присадочной проволоки на постоянном токе прямой полярности. Для изделий больших толщин сварка выполняется под флюсом. На присадочную проволоку 6-8 мм из сплава латуни (самый распространенный ЛК-80-3), наносится флюс. Как правило его состав включает 35% криолита, 50% фтористого калия, 12.5% хлоритого натрия, 2.5% древесного угля. Следует отметить, что применение угольных электродов находит более широкое применение при наплавке.
При сварке латуни металлическим толстопокрытым электродом, его стержень как правило изготовлен из латунного сплава ЛК-80-3 или сплава бронзы КМц-3-1. Типовым покрытием считается состав из 50% ферромарганца, 20% жидкого стекла, 12% полевого шпата, 10% плавикового шпата, и 8% ферросилиция. При сварке применяется постоянный ток. Объемные детали следует предварительно прокаливать до температуры 200-300°С. Также на толщинах более 5 мм, рекомендуется применять V-образную разделку кромок. При этом шов можно после остывания проковать. Для сплавов с пониженным содержанием меди проковка шва выполняется нагорячо. Если появляется вопрос, какими электродами варить латунь из отечественных можно выделить ММЗ-2, ЦБ-1, МН-4. Из зарубежных UTP-32, UTP-34, ZELLER 340M.
Обязательным условием при сварке латуни является правильное предварительное прокаливание электродов. Причем, рекомендуется изначально электроды просушить около 2- часов при температуре 30°С, а затем уже прокаливать при температуре 150-250 °С в течении получаса.
В целом не зависимо от того, какие электроды использовать для сварки латуни, этот процесс является достаточно сложным и требует определенного опыта и высокой квалификации. Поэтому во многих случаях используется газовая сварка. При этом нужно избегать наличия водорода в струе горелки, и использовать пламя с избытком кислорода. Возможно также применение аргонодуговой сварки вольфрамовым электродом, при этом стоит использовать присадку в виде бронзового прутка для простых латунных сплавов, а для более сложных сплавов следует использовать присадочную проволоку из сплава, идентичному свариваемым деталям.
elektrod-3g.ru
Сварка латуни в домашних условиях
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.

Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов. Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Как правильно заварить латунь – варианты и особенности
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки (и даже средней толщины), то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, то зазор можно увеличить вдвое.
- Оптимальный вариант – использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку. Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
- Увеличение зазора между латунными заготовками – это снижение качества сварного шва.
- При длинных швах и малых зазорах увеличивается в них напряжение, что ведет к деформации и образованию трещин.
Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворителем, чтобы удалить все загрязнения.
Очень важный момент – это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне производится не цельным швом, а небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный вариант для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится или на открытых площадках, или в помещениях с хорошо работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применять электродуговую технологию. Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).
Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. В-третьих, перед началом процесса производится прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ – это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то ковать стык надо на горячо. В некоторых случаях необходим и отжиг металла (постепенное снижение температуры после сильного нагрева), который проводится при температуре 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс – БД-3.
Сварочный режим: ток – постоянный, полярность – прямая. Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии не обеспечивают необходимый результат, то применяется именно газовая сварка. Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Электроды для сварки латуни
Сварка латуни имеет свои особенности, которые непременно надо учитывать для получения качественного шва. Для работы с этим сплавом необходимы не только определенные флюсы и присадки, но и электроды для сварки.
Трудности сварки латуни
Под действием высоких температур проявляется такое качество латуни как повышенная жидкотекучесть. Придает это качество входящая в ее состав медь. Из-за этого расплавленная латунь активно поглощает газы (особенно это касается водорода и кислорода), что приводит к образованию микротрещин и пор в сварочном шве. Чтобы избежать подобных неприятностей, свариваемые детали следует зачистить до металлического блеска, тогда удастся удалить следы грязи, жира, окислов. Сварка должна выполняться хорошо прокаленными электродами.
качество входящая в ее состав медь. Из-за этого расплавленная латунь активно поглощает газы (особенно это касается водорода и кислорода), что приводит к образованию микротрещин и пор в сварочном шве. Чтобы избежать подобных неприятностей, свариваемые детали следует зачистить до металлического блеска, тогда удастся удалить следы грязи, жира, окислов. Сварка должна выполняться хорошо прокаленными электродами.
Другая трудность – интенсивное испарение цинка. Окись этого металла довольно ядовита, что негативно сказывается на здоровье сварщика. Предупредить испарение цинка можно с помощью мощного пламени горелки. Как правило, используется пламя такой же мощности, что требуется для сварки стали, хотя сама латунь – более легкоплавкий материал. Также необходимо избегать водорода в сварочном пламени. Именно этот газ заставляет цинк усиленно испаряться и приводит к пористости шва. Чтобы увеличить наличие в пламени кислорода, берут присадку с сильным окислителем – чаще всего кремнием.
Используемые для латуни электроды
Прежде чем купить сварочные электроды, следует определиться, с какой толщиной придется работать и что сваривать – лист или литье. Для латуни применяют такие виды электродов:
- графитизированные; они наиболее подходят для работы с листом небольшой толщины; сварка ими ведется без присадочного материала;
- покрытые; покрытие выбирается типа ЗТ, стержень изготавливается из бронзы; ими сваривают дефекты литья, а также простые латуни; сложные сплавы требуют, чтобы стержень электрода был того же состава, что и свариваемый металл;
- вольфрамовые; работа ими ведется в аргоне; используется присадка: бронзовый пруток для простых латуней, а для сложных – присадочная проволока того же состава, что и сплав.
Контактные телефоны:
promsnabynt.ru
Виды и технологические особенности сварки латуни
Латунь представляет собой сплав меди с легирующим компонентом – цинком. Активное испарение цинка при выполнении сварки латуни является причиной образования пор в сварном шве, что снижает качество соединения. В процессе работы в воздух выделяются ядовитые пары цинка, которые представляют опасность для человека. Чтобы обеспечить требуемую прочность соединения и избежать негативных последствий, необходимо соблюдать требования технологий создания сварных швов.
Виды технологий сварки изделий из латуни

Виды сварки латуни
В целом технология сварки медного сплава похожа на сваривание изделий из чистой меди. Выполнение соединения латунных изделий толщиной до 10 мм не требует предварительного подогрева элементов. При соединении более массивных деталей рекомендуется произвести местный подогрев до 350ºС.
Изделия толщиной до 6 мм можно сваривать с зазором от 1 до 2 мм без подготовки специальных кромок. При большей толщине элементов необходима V-образная или X-образная разделка швов.
Специалистами разработано несколько видов технологий эффективной сварки изделий и поверхностей из латуни. Конкретный вид выбирается в зависимости от наличия оборудования, источника электричества, условий проведения работ и требований к качеству сварного соединения.
Дуговая сварка латуни
Схема дуговой сварки
Для дуговой (электродуговой) сварки латуни применяется постоянный электрический ток, который вырабатывается источником большого тока при относительно невысоком напряжении. Напряжение подаётся на электрод и на соединяемую поверхность, в результате чего между ними возникает электрическая дуга.
Сварочный процесс латунных заготовок производится короткой дугой. Технология дуговой сварки основана на одновременном плавлении электрода и свариваемых деталей.
Дуговой вид сварки латуни предусматривает использование графитированных или толстопокрытых электродов из латунной проволоки, содержащей в составе, кроме меди и цинка, еще марганец, алюминий, железо и кремний.
Покрытие стержня таких электродов представляет собой слой обмазки, которая изготавливается из смеси жидкого стекла с сухими веществами:
Состав сварочного электрода
- марганцевой рудой;
- ферромарганцем;
- меловой крошкой;
- графитом;
- алюминием.
Эта технология допускает использование угольных электродов с присадкой, покрытой специальными флюсами. Сила тока и величина сечения электрода выбираются в зависимости от толщины свариваемых латунных деталей. Так, для деталей с толщиной стенки до 5 мм необходим ток в 250 ампер и угольный электрод с сечением 10 мм.
Для прочного и надёжного соединения элементов по технологии электродуговой сварки должны быть выполнены определённые условия:
- массивные детали необходимо предварительно прогревать;
- тонкие листы следует соединять одним проходом, поскольку многослойный метод вызывает увеличение количества трещин и пор в металле;
- толщина латунных листов на один проход не должна превышать 3 мм;
- с внутренней стороны под шов рекомендуется помещать асбестовую подкладку, чтобы избежать вытекания металла.
Аргонная сварка латуни
Аргонная сварка – это вид дуговой сварки в среде защитного газа аргона, поэтому она ещё называется аргонодуговой. Такая технология является самой распространённой, так как обеспечивает требуемое качество работ и позволяет сгладить нежелательные последствия. Сварочный процесс с использованием инертного газа предназначен для сварки толстых заготовок латуни.
Сварка латуни аргоном — схема процесса
Перед началом работы необходимо зачистить поверхности до металлического блеска. Для удаления окисления используется азотная кислота, затем изделие следует промыть и просушить.
Латунь сваривается посредством длинной электрической дуги отдельными валиками, так как сплошной метод может прожечь изделие насквозь. Для получения качественного шва напряжение дуги в сварочной зоне необходимо постепенно уменьшать.
Для технологии аргонодуговой сварки используют как плавящиеся, так и неплавящиеся электроды. В качестве неплавящегося элемента обычно применяется вольфрамовый электрод. Подходящим присадочным материалом является бронзовый или фосфорный пруток. Присадочная проволока заделывается в шов вручную. Весь процесс сопровождается характерным треском, который обусловлен выделением цинковых паров.
Достоинства аргонной сварки:
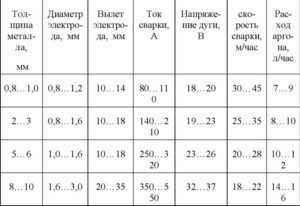
Ориентировочные режимы сварки латуни
- нет необходимости в применении дорогостоящих электродов и флюсов;
- технология является качественной и относительно безопасной;
- сварка осуществляется с хорошей скоростью;
- достигается результат требуемого эстетического уровня;
- в процессе работы производится выдувание вредных отходов инертным газом;
- сварные швы не покрываются шлаковой коркой;
- аргон защищает кромки свариваемых деталей от возникновения на них оксидных корок.
Сварка изделий из латуни с помощью газа
Технология газовой сварки применяется в том случае, когда отсутствует электричество или электродуговая сварка не обеспечивает получение ожидаемого результата. Процесс газосварки гарантирует прочность шва, но имеет существенный недостаток – большое испарение цинка. Для уменьшения объёма выделяющегося цинка применяется окислительное пламя. Благодаря пламени на поверхности образуется плёнка оксида цинка, препятствующая поступлению вещества в воздух.

Газовая сварка
Сварочное пламя влияет на прочность шва, поэтому мощность пламени подбирается исходя из оптимального расхода ацетилена. Во избежание перегрева металла такой расход должен составлять от 100 до 120 дм³/ч на миллиметр толщины поверхности. Сварочное пламя направляется на присадочный материал, расположенный под прямым углом к мундштуку. Конец присадочного прутка следует постоянно держать в пламени. Скорость сварки должна быть максимальной.
В процессе газовой сварки используется самофлюсующаяся присадочная проволока, дополнительного применения флюса при этом не требуется. Можно применять кремнистую латунную проволоку, благодаря которой повышаются прочность и плотность шва. Сечение присадки выбирается в зависимости от параметров соединяемого сплава.
Шлаки, которые образуются при сварке, смываются водой. После сварки для обеспечения плотности, прочности, мелкозернистости шва осуществляется его проковка и последующий отжиг с постепенным охлаждением.
С осторожностью следует создавать потолочные швы, учитывая текучесть расплавленного материала. Мощность пламени при этом должна быть снижена.

Сущность газовой сварки
Сварка латуни с металлами и сплавами
Технология сварки латунных элементов с другими металлами имеет свои особенности, так как на прочность соединения влияют различные физико-химические характеристики сплавов. Чаще всего используется сварка с применением неплавящегося вольфрамового электрода. Хороший результат даёт проведение работ в специальной камере, условия в которой находятся под постоянным контролем.

Разновидности дуговой сварки
Наиболее распространённым является соединение медного сплава со стальными поверхностями. В результате на стали под слоем латуни нередко появляются трещины. Чтобы избежать такого недостатка, рекомендуется в качестве элемента соединения выбирать никелевый сплав. Для сваривания латунной детали с легированной нержавеющей сталью используется присадочный латунный пруток.
Соединение титановых поверхностей с латунными заготовками приводит к созданию хрупких конструкций. Для обеспечения прочности шва следует применить промежуточные титановые вставки. Такие вставки усиливаются методом легирования титана ниобием или молибденом. Физические свойства ниобия сходны с титаном, поэтому этот сплав хорошо контактирует с латунью.
Сварка латуни может производиться самостоятельно без привлечения специалистов по той технологии, которая наиболее подходит для проведения работ. В любом случае процесс должен проходить на открытом воздухе, или в помещении, оборудованном мощными вытяжными устройствами. При этом не следует забывать о средствах индивидуальной защиты:
- маске;
- перчатках;
- очках;
- респираторе;
- специальной одежде.
Видео по теме: Сварка латуни
promzn.ru
Электроды для сварки меди и ее сплавов
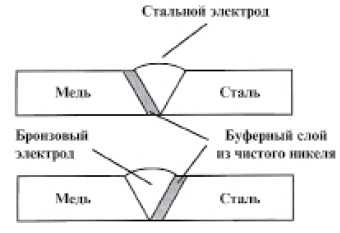
Когда сваривают медные сплавы со сталями (в том числе и с коррозионностойкими), следует применять буферную технологию. Жидкая медь и, в несколько меньшей степени бронза, перераспределяются в зоне термического влияния стали и располагаются по границам зерен.
Эти фазы имеют температуру плавления на несколько сотен градусов ниже, чем сталь. Проникновение происходит быстро и может достигать глубины более 1 мм, вызывая в этой зоне образование горячих трещин. Этот феномен усугубляется наличием растягивающих напряжений, которые всегда присутствуют при сварке. Это может также наблюдаться при сварке сплавов на никелевой основе, за исключением чистого никеля и медноникелевых сплавов. По этой причине чистый никель и медноникелевые сплавы могут использоваться как буферные слои, позволяющие избежать растворения меди.
Растворение меди может и не оказывать влияния на свариваемость, однако, если сварка проводится при высоких температурах, то растворения меди следует избегать, т.к. охрупчивание будет происходить по границам зерен. В этих случаях должен использоваться никелевый или медноникелевый буферный слой.
Буферный слой может накладываться либо со стороны меди, либо со стороны стали. После наплавки буферного слоя отсутствует контакт между наплавленным металлом и металлом, находящимся под буферным слоем.
В обоих случаях для наплавки буферных слоев следует использовать электроды из чистого никеля ОК 92.05. Для окончательного заполнения разделки используют электроды из коррозионностойкой стали или из бронзы (в зависимости от того, на какой стороне находится буферный слой). Рисунки на странице показывают, как накладываются буферные слои и заполняется разделка.
Когда буферные слои наносят со стороны меди или бронзы, следует применять предварительный подогрев до 300-500°С. При сварке тонколистового металла может быть подогрет только металл, находящийся в зоне разделки.
При наложении буферного слоя со стороны стали, температура предварительного подогрева определяется температурой подогрева этой стали.
При наложении буферного слоя со стороны стали и при использовании электродов на медной основе, медная деталь должна быть подогрета до 150-200°С (если это алюминиевая или оловянистая бронза) и др 100°С (если это кремниевая бронза).
При наложении буферного слоя со стороны медного сплава и при использовании электродов на никелевой основе, нет необходимости в предварительном подогреве, т.к. изолирующий никелевый слой эффективно снижает высокую теплопроводность меди.
Условное обозначение положения сварки
| Марка, тип покрытия, описание | классификация | Тип. хим.состав наплавленного металла | Типичные механические свойства металла шва |
| ОК 94.25Тип покрытия — основной.Электрод оловянисто-бронзового типа для сварки оловяннистых бронз, красной латуни. Используется также для сварки меди или бронзы со сталью, чугуном.Применяется также для наплавки на сталь для защиты от коррозии.Рекомендации по сварке: При сварке меди и бронз предварительный подогрев до 300°С позволяет получить лучшее сплавление. При сварке крупногабаритных объектов предварительный подогрев обязателен. Рекомендуются кромки с широкой разделкой.Угол между электродом и направлением сварки должен быть 90°, дуга — короткой.Ток = + .Положение 1, 2, 3, 4.Выпускается в упаковке VacPac. | ЕL-Cu Sn 7 / DIN1733Российский аналог:АНЦ/ОЗМ3;Комсомолец 100; ОЗБ-2М | Mn Sn 7,0Р 0,10Fe Сu основа | Предел текучести 235 МПАПредел прочности 330-390 МПаУдлинение 25% KV+20°C 25 Дж0°С 20 ДжТвердость 95 НВ |
| ОК 94.35Тип покрытия — основной.Медно-никелевый электрод для сварки меди со сталями и никелевыми сплавами, а также для наплавки буферных слоев. Применяется в химическом машиностроении, а также при изготовлении установок опреснения морской воды.Ток = +.Положение 1, 2, 3, 4, 6Выпускается в упаковке VacPac | EL-CuNi30Mn /DIN 1733E Cu Ni/ AWSA5 6 | C max 0,05Si max 0,05Мп 1,5Ni 30Сu основа Fe 0,6 | Предел прочности 400 МПаУдлинение 35%Твердость 120 НВ |
www.deltasvar.ru
Электроды для сварки меди
Электроды для сварки цветных металлов: алюминия, меди, никеля и их сплавов.
| Сеть профессиональных контактов специалистов сварки. | ||
Темы: Электроды сварочные, Сварка алюминия, Ручная дуговая сварка, Сварка меди.
К этой группе относятся электроды, предназначенные для сварки алюминия, меди, никеля и их сплавов. Электроды для сварки цветных металлов не стандартизованы и их производят по отдельным техническим условиям. Исключение - высоконикелевые электроды, которые применяются для сварки сплавов на железоникелевой и никелевой основах и высоколегированных сталей, вследствие чего они входят в ГОСТ 10052-75.
Сварка цветных металлов может существенно отличаться от сварки стали, из-за резкого различия их физико-химических свойств. Главными факторами, определяющими свариваемость цветных металлов, являются температуры плавления и кипения, теплопроводность, сродство к содержащимся в воздухе газам (кислороду, азоту, парам воды).
Электроды для сварки алюминия и его сплавов
Алюминий и алюминиевые сплавы обладают малой плотностью, высокой тепло- и электропроводностью, повышенной коррозионной стойкостью.
Особенностью алюминия и его сплавов является легкая окисляемость. Это приводит к тому, что на их поверхности практически всегда присутствует плотная тугоплавкая пленка оксида алюминия. Эта пленка может образовываться и на поверхности сварочной ванны, что нарушает стабильность процесса сварки, препятствует формированию шва, приводит к появлению непроваров и неметаллических включений. Для получения качественных сварных соединений необходимо принимать специальные меры, направленные на удаление оксидной пленки. При ручной дуговой сварке это достигается путем введения в состав электродного покрытия хлористых и фтористых солей щелочных и щелочно-земельных металлов. В расплавленном состоянии эти материалы создают необходимые условия для удаления пленки и устойчивого горения дуги.
| Марка электродов | Диаметр, мм | Положение сварки | Основное назначение |
| ОЗА-1 | 4,0; 5,0 | Нижнее, ограниченно вертикальное | Сварка и наплавка технически чистого алюминия |
| ОЗА-2 | 4,0; 5,0 | Нижнее, ограниченно вертикальное | Заварка дефектов литья и наплавка изделий из алюминиево-кремнистых сплавов |
| ОЗАНА-1 | 3,0; 4,0; 5,0 | Нижнее, вертикальное | Сварка и наплавка изделий из технически чистого алюминия |
| ОЗАНА-2 | 3,0; 4,0; 5,0 | Нижнее, вертикальное | Заварка дефектов литья и наплавка изделий из алюминиево-кремнистых сплавов |
Электроды для сварки меди и ее сплавов
Медь обладает высокой тепло- и электропроводностью, повышенной жидкотекучестью расплавленного металла. Для нее характерна активность при взаимодействии с газами, особенно с кислородом и водородом, что может явиться причиной образования пор в металле шва и микротрещин. Для предотвращения появления таких дефектов в сварных соединениях надлежит применять только хорошо раскисленную медь. Сварку следует выполнять тщательно прокаленными электродами, свариваемые элементы в местах наложения швов должны быть хорошо зачищены до металлического блеска с удалением оксидов, загрязнений, жиров и пр.
При сварке латуней и бронз возникают дополнительные затруднения. Сварка латуни усложняется интенсивным испарением цинка, сварка бронз - высокой хрупкостью и малой прочностью в нагретом состоянии.
| Марка электродов | Диаметр, мм | Положение сварки | Основное назначение |
| Комсомолец-100 | 3,0; 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди |
| АНЦ/ОЗМ-2 | 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди, содержащей не более 0,01% кислорода |
| АНЦ/ОЗМ-3 | 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди, содержащей не более 0,01% кислорода |
| АНЦ/ОЗМ-4 | 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди, содержащей не более 0,01% кислорода |
| ОЗБ-2М | 3,0; 4,0 | Нижнее, горизонтальное, вертикальное | Сварка и наплавка бронз, заварка дефектов бронзового и чугунного литья |
| ОЗБ-3 | 4,0; 5,0 | Нижнее | Изготовление и восстановление электродов машин контактной сварки методом ручной дуговой наплавки |
Электроды для сварки никеля и монель металла
Никель и особенно его сплавы являются прочными и вязкими материалами. Они, в зависимости от состава, обладают высокой коррозионной стойкостью, жаростойкостью и жаропрочностью.
Сварка никеля и его сплавов затруднена вследствие большой чувствительности к примесям и, в первую очередь, к растворенным газам (кислороду, водороду и особенно азоту) и высокой склонности к образованию горячих трещин. Для предупреждения возможного образования пор и трещин необходимо применять основной металл и сварочные электроды высокой чистоты, осуществлять их качественную подготовку к сварке.
В целом по технологии и технике ручной дуговой сварки никель и его сплавы близки к высоколегированным коррозионно-стойким сталям.
| Марка электрода | Диаметр, мм | Положение сварки | Основное назначение |
| ОЗЛ-32 | 3,0; 4,0 | Нижнее, вертикальное | Сварка технически чистого никеля, наплавка коррозионно-стойких слоев на углеродистые и высоколегированные коррозионно-стойкие стали. Сварка никеля с углеродистыми и высоколегированными коррозионно-стойкими сталями |
| В-56У | 3,0; 4,0 | Нижнее, полувертикальное | Сварка монель-металла, наплавка коррозионно-стойкого слоя на углеродистую сталь. Сварка двухслойных сталей (Ст 3сп + монель) со стороны коррозионно-стойкого слоя. Сварка монель-металла с углеродистой сталью |
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
weldzone.info
Сварка чугуна медными электродами
Широкое применение при холодной сварке чугуна имеют медные электроды. Обычно такие электроды представляют медные стержни диаметром 3—6 мм, обернутые жестью толщиной 0,3 — 0,5 мм, с покрытием. В некоторых случаях применяют медные трубки с железным сердечником. Швы, наплавленные такими электродами (при правильном ведении сварки), легко обрабатываются. Участок отбеленной структуры имеет небольшие размеры и поэтому не затрудняет обработку. Прочность соединения несколько большая, чем при сварке стальными электродами. Однако швы могут получаться пористыми, особенно возле линии сплавления с чугуном.
Для уменьшения пористости рекомендуется применение флюсов или специальных покрытий. Простейшим флюсом может быть пережженная бура, а простейшим покрытием — меловое с добавкой буры.
Было предложено пользоваться медными электродами без обертки из жести, но с покрытием следующего состава:
Титановая руда | 5 вес. частей | Графит | 20 вес. частей |
Ферросилиций | 50 » | Мрамор | 15 » |
Алюминий в порошке | 15 » | Плавиковый шпат | 10 » |
Широко известны электроды Московского опытного сварочного завода типа ОЗЧ-1 с составом покрытия (в %):
Железный порошок | 50 | Ферромарганец малоуглеродистый | 2,5 |
Мрамор | 27 | ||
Плавиковый шпат | 7,5 | Ферросилиций | 2,5 |
Кварцевый песок | 4,5 | Ферротитан | 6 |
Жидкое стекло | 10—12/100 в. ч. |
Сварка такими электродами выполняется на постоянном токе обратной полярности.
На многих заводах применяются медные электроды с аналогичными покрытиями. Эти покрытия способствуют мелкокапельному переносу электродного металла и этим самым стабилизируют процесс сварки, защищают расплавленный металл от окисления, обеспечивают раскисление и легирование металла шва, способствуют улучшению устойчивости горения дуги.
В результате при удачном подборе покрытий и правильном выполнении процесса сварки сварные швы получаются совершенно плотные, достаточно прочные, легко обрабатываемые обычным режущим инструментом.
Сварку медными электродами следует вести при умеренной силе тока тонкими валиками. Медные электроды выбираются небольшого диаметра (3—4 мм). Выбор рода тока зависит от состава покрытия. Однако в большинстве случаев лучшие результаты получаются при применении постоянного тока обратной полярности.
Разработан способ холодной сварки чугуна комбинированным пучком электродов, состоящим из стальных толстопокрытых электродов и медных стержней, связанных вместе. Лучшие результаты получаются при применении стальных электродов с покрытиями УОНИ-13/45, УОНИ-13/55 или К-5. Рекомендуются пучки, состоящие из одного стального электрода диаметром 3—4 мм и двух медных стержней такого же диаметра. Весьма желательно в пучок добавлять латунный пруток диаметром 1,5—3 мм или полоску сечения от 4 до 9 мм2.
Рекомендуется при сварке вести пучок с наклоном к детали под углом 35—45° (в направлении сварки). Конец электрода должен совершать поперечные дугообразные колебания.
При холодной сварке чугуна любыми электродами важное значение имеет подготовка под сварку: правильная разделка кромок, зачистка кромок от различных загрязнений, от формовочного песка на поверхности и т. д.
www.prosvarky.ru
Сварка цветных металлов электродами

Процесс сварки стали имеет существенные отличия от сварки цветных металлов и их сплавов. Среди факторов, определяющих свариваемость каждого из этих материалов можно выделить:
- Теплопроводность;
- Температуры, как плавления, так и кипения;
- Степень активности взаимодействия с газами, которые содержатся в окружающем воздухе (к примеру, с азотом, кислородом, а также парами воды).
Сварочные электроды для цветных металлов представляют собой группу, к которой относят марки для сварки алюминия, никеля, меди, а также их сплавов. Эта группа электродов практически полностью не стандартизована (как и электроды для наплавки и сварки чугуна), а выпуск их осуществляется в соответствии с отдельными ТУ (техническими условиями).
Рассмотрим основные отличительные особенности каждого из материалов, а также электроды для цветных металлов, которые подходят для их сварки.
- Отдельно внимание заслуживает такой материал, как титан. Стоит отметить, что титан и его сплавы не свариваются при помощи ручной дуговой сварки. Причина – недостаточная защита от окисления зоны сварного соединения.
- Алюминий и его сплавы
Для алюминия и его сплавов характерны такие свойства:
- Высокие показатели электро- и теплопроводности;
- Малая плотность;
- Повышенная стойкость к коррозии;
- Легкая окисляемость.
Эти особенности (в особенности окисляемость) ведут к тому, что на поверхности материала всегда присутствует пленка (оксид алюминия), которая является плотной и тугоплавкой. Температура плавления пленки составляет 2072 градуса по цельсию, а самого алюминия 660 градусов.
Подобная пленка может появляться и в процессе сварки на поверхности сварочной ванны, что препятствует формированию шва (за счет нарушения стабильности процесса), а также вызывает появление непроваров.
Качественный шов в этом случае можно получить, если удалить с поверхности оксидную пленку (Не так то просто это сделать).
В процессе ручной дуговой сварки этого можно достигнуть за счет введения в состав покрытия фтористых и хлористых солей щелочных либо щелочно-земельных металлов (Которые и применяют в покрытиях электрода). Такие добавки в расплавленном состоянии создают условия для удаления с поверхности оксида алюминия (планки) и, как следствие, обеспечивают устойчивое горение дуги.
Среди наиболее распространенных марок электродов, которые используют для сварки алюминия и его сплавов можно выделить:
- ОЗА-1 и ОЗАНА-1 – для проведения сварки и наплавки элементов из технически чистого алюминия;
- ОЗА-2 и ОЗАНА-2 – для заварки дефектов, которые возникли в процессе литья, а также наплавки изделий, выполненных их алюминиево-кремнистых сплавов.
Марки электродов ОЗА-1,2 производят стандартным способом (опрессовка с применением карбоксиметилцеллюлозы в качестве связующего раствора).
Марки электродов ОЗАНА-1,2 имеют улучшенные сварочно-технические характеристики за счет того, что оптимизирован состав и соотношение галогенидов, а также применяются специальные улучшенные связующие.
Характерными особенностями никеля и его сплавов являются:
- Прочность;
- Вязкость;
- Жаростойкость;
- Жаропрочность;
- Высокая устойчивость к коррозии.
Никель, как и сплавы с ним, отличается значительной чувствительностью к примесям (в особенности к растворенным газам, таким как азот, кислород и водород), а также склонностью к возникновению горячих трещин. Чтобы такие трещины не появлялись, следует использовать, как основной металл, так и сварочные электроды достаточно высокой чистоты, предварительно подготавливая их к сварке специальным образом.
Техника и технология ручной дуговой сварки никеля и его сплавов сходны с процессом сварки высоколегированных коррозионностойких сталей.
Среди наиболее распространенных марок электродов, которые используют для сварки никеля и его сплавов можно выделить:
- ОЗЛ-32 – подходит для сварки никеля в разных интерпретациях;
- В-56У – подходит для сварочных работ с монель металлом.
Для меди и ее сплавов характерны такие особенности:
- Высокие показатели электро- и теплопроводности;
- Повышенная текучесть металла в расплавленном виде;
- Активное взаимодействие с такими газами, как кислород и водород.
Эти особенности нередко становятся причиной того, что в процессе сварки образуются трещины. Для того чтобы избежать этих явлений следует применять в сварных соединениях раскисленную медь. При этом сварка должна выполняться прокаленными электродами, а свариваемые элементы следует тщательно зачищать (до блеска).
Если говорить о сварке бронзы или латуни, то нужно отметить, что сварка бронзы усложняется за счет малой прочности и высокой хрупкости материала в нагретом состоянии, а латуни – интенсивными испарениями цинка.
Среди наиболее распространенных марок электродов, которые используют для сварки меди и ее сплавов можно выделить:
- Комсомолец-100, АНЦ/ОМЗ-2, АНЦ/ОМЗ-3, АНЦ/ОМЗ-4 - в зависимости от модели электрода используются для сварки и наплавки элементов, как из технически чистой меди, так и из меди, содержащей определенное количество кислорода (не более 0,01%)
- ОЗБ-2М – подходит для сварки и наплавки элементов из бронзы. Следует отметить, что металл, наплавленный электродами, по химсоставу соответствует оловянно-фосфористой бронзе.
Кроме того, электродами марки ОЗБ-2М можно проводить сварку латуней.
Отдельного внимания заслуживают электроды марки АНЦ-З, которые имеют отличные показатели производительности и могут обеспечить на дуге высокое номинальное напряжение (45-52 В).
В заключение следует отметить, что сварка цветных металлов электродами – процесс специфический и требует от исполнителя четкого соблюдения всех технологических тонкостей. Только в этом случае можно получить сварное соединение, качество которого не будет вызывать нареканий.
Электроды для ответственных конструкцийЭлектроды Garant
elektrod-3g.ru
Электроды для сварки меди и ее сплавов
Некоторые свойства меди создают трудности при ее сварке. Активность меди при взаимодействии с кислородом и водородом может быть причиной образования пор в металле шва и микротрещин, поэтому рекомендуется применять для сварки раскисленную медь. Медь также обладает повышенной текучестью при расплавлении.
Сварку меди рекомендуется выполнять хорошо прокаленными электродами, поверхности деталей в местах наложения швов должны быть зачищены до металлического блеска.
Сварка латуни усложняется испарением цинка, сварка бронзы — высокой хрупкостью и малой прочностью в нагретом состоянии.
В табл. 9 приведены общие данные электродов для сварки меди и ее сплавов.
Таблица 9. Общие сведения по электродам для сварки меди и ее сплавов
| Марка электрода | Диаметр, мм | Длина, мм | Положение сварки | Род сварочного тока | Назначение |
| Комсомолец - 100 | 3; 4 5 | 350 450 | нижнее и наклонное | -/+/ | Сварка и наплавка изделий из меди марок М1, М2, МЗ, сварка меди со сталью |
| АНЦ/ОЗМ-2 | 4 5 | 350 450 | Сварка и наплавка изделий из технически чистой меди | ||
| АНЦ/ОЗМ-3 | Сварка и наплавка изделий из технически чистой меди, из низколегированных сплавов на основе меди | ||||
| АНЦ/ОЗМ-4 | Сварка и наплавка изделий из технически чистой меди; возможна сварка и наплавка изделий из низколегированных сплавов на основе меди, сварка меди со сталью | ||||
| ОЗБ-2М | 3 4 | 350 350 | Сварка и наплавка оловянисто-фосфористых бронз, заварка дефектов бронзового литья, наплавка на сталь и заварка дефектов чугунного литья. Сварка и наплавка латуней | ||
| ОЗБ-3 | 4 5 | 350 450 | нижнее | Наплавка электродов машин контактной точечной сварки |
otdelka-profi.narod.ru
www.samsvar.ru
Сварка латуни - особенности и рекомендации к обработке
Сварка латуни является технологически сложным процессом, так как входящие в состав сплава медь и цинк обладают различными физико-химическими свойствами. Тем не менее производить соединение различных деталей, изготовленных из латуни, с помощью сварки можно несколькими вполне доступными способами, причем технологически этот процесс в большей степени похож на сваривание меди.
Определение

Труба латунная
Латунь является двойным или многокомпонентным сплавом меди и цинка, для чего дополнительно добавляют в состав в небольшом количестве олово, никель, свинец, марганец, железо и другие присадки. Металлургическая классификация разделяет латунь и бронзу как разные по физико-химическим свойствам сплавы.
В промышленности используют два основных вида латунных сплавов:
- однофазный или альфа, где цинк составляет не более 35% от общей массы. Изделия на основе такого состава легко деформируются в любом состоянии без необходимости в дополнительном нагреве.
- двухфазный или альфа-бета, в состав которого добавляют до 60% цинковой массы. Отличительной чертой данного сплава является хорошая прочность и износостойкость, а вот обработку приходится производить с помощью давления и высокой температуры.
Особенности при сварке латуни
Основная трудность, с которой сталкиваются при сварке латунных изделий, характеризуется большой разностью значений температур плавления меди и цинка. Так, плавление меди начинается при 1080⁰ C, а цинка всего от 420⁰ C, при этом точка кипения последнего составляет 905⁰ C. Поэтому процесс сварки происходит при интенсивном кипении цинка, что сопровождается его частичным выгоранием и частичным испарением в месте термического нагрева.

Сварочный шов
Сварка латуни также сопровождается образованием соединения кислорода и цинка или окислением последнего по формуле 2Zn+O2=2ZnO. Оксид цинка в виде пленки белого цвета образуется непосредственно в зоне термической обработки и покрывает участки металла в районе сварного шва, тем самым препятствуя свободному сплавлению латунных деталей.
Для термической обработки латуни также характерен процесс поглощения свободного водорода, который при попадании в расплавленный металл не успевает вовремя выделиться и застывает, тем самым способствуя образованию газовых пузырей и пор в структуре сварного шва, тем самым значительно снижая его прочность.
Таким образом, если обобщить трудности, с которыми придется столкнуться при сварке латуни, то можно выделить:
- испарение и выгорание цинка,
- окисления цинка с образованием оксидной пленки,
- образование пористости и трещин в месте сварки.
Методы сварки латуни
Сварка латуни очень похожа на сварку меди и происходит при температуре в 1100⁰ C, но при этом требуется учитывать все особенности свойственные сплаву меди и цинка, возникающие в процессе проведения сварочных работ.
На практике применяют три основных способа сварки латуни, а именно:
- электродуговую сварку,
- газопламенную сварку,
- аргоновую сварку.
В свою очередь электродуговая сварка делится на:
- сварку с помощью латунных электродов,
- сварку с помощью угольных электродов.
Для обычной электродуговой сварки латуни используют постоянный электрический ток прямой полярности. Сварка производится короткой дугой из нижнего положения, которую поддерживают силой тока в 250 ампер для пятимиллиметровых электродов, при этом скорость укладки сварочного шва составляет до 30 сантиметров в минуту.
По окончании работ сварочный шов необходимо проковырять и дополнительно отпустить путем разогрева до температуры в 600-650⁰ C. Изготовление электродов для электродуговой сварки производят из латунной проволоки на основе меди и 40% цинка с небольшими добавками до 5% марганца, алюминия, железа и прочих компонентов.
Выбор электродов
Сварочные электроды для электродуговой сварки латуни используют двух типов:
- графитированые, для изделий небольшой толщины не требуют дополнительной присадочной проволоки;
- толстопокрытые электроды, с многослойным покрытием.
Изготавливают электроды путем покрытия сварочной проволоки типа ЛК-80-3 слоем обмазки толщиной в треть миллиметра, приготовленной из смеси состоящей из одной трети жидкого стекла и двух третьих частей сухих веществ:
- марганцевая руда — 30%,
- концентрат титана — 30%,
- ферромарганцевых компонентов — 15%,
- меловая крошка — 20%,
- калий сернокислого — 5%.
После высыхания обмазки ее дополнительно покрывают миллиметровым слоем флюса, представляющего собой смесь жидкого стекла с борным шлаком.

Электроды угольные
Сварку латуни с помощью угольных электродов производят аналогично процессу сварки медных деталей, с той лишь разницей, что применяется в качестве припоя латунная проволока с содержанием цинка до 40% и пятипроцентной марганцевой присадкой, которая покрыта специальным флюсом.
Латунь довольно плохо сваривается с помощью электродуговой сварки, для качественного соединения должны соблюдаться следующие условия:
- толщина свариваемых листов латуни на один проход не должна быть более 3 мм;
- объемные изделия необходимо заранее прогревать до температуры в 200-300⁰ C;
- тонкостенные материалы рекомендуется сваривать одним проходом, так как при многослойной сварке могут образовываться в большом количестве трещины и поры.
Для соединения тонкостенных деталей и труб, выполненных из латуни, в основном применяется газопламенная сварка. При ее использовании для снижения количества испарений молекул цинка, сварку латунных изделий производят пламенем с переизбытком кислорода. Вследствие чего образуется тонкая оксидная пленка ZnO, которая и позволяет в значительной мере уменьшить процесс испарения цинка. Причем кислородный избыток вдобавок позволяет связывать свободный водород, который образовывается в пламени горелки, из-за чего, в свою очередь, уменьшается его проникновение в расплавленный металл.
Флюс для газопламенной сварки изготавливают на основе прокаленной буры с добавлением борной кислоты. Эту сухую смесь предварительно разводят водой до состояния густой пасты, а перед началом работ пастообразную массу флюса просто наносят кисточкой на место будущей сварки.
Сварка латуни в среде аргона
Аргоновая сварка латуни — это процесс соединения металла с помощью электрической дуги в среде инертного газа. В основном используют аргоновую сварку для соединения деталей большой толщины в 5 мм и более.
Устройство аргоновой сварки представляет собой токопроводящий зажим, фиксирующий электрод в виде округлого сопла, при помощи которого на место сварного шва и поступает газ аргон. Формирование сварного шва производится с помощью проволочного припоя, который для качественного соединения должен быть полностью идентичен по составу с латунным сплавом свариваемых деталей.
Обязательным условием качества сварки аргоном является необходимость тщательной подготовки места будущей сварки, как в принципе и для других способ сварки. Для этого на краях заготовок необходимо вырезать специальную сварочную кромку, а место сварки тщательно зачистить до идеального блеска с помощью напильника или наждачной бумаги. Для очистки латунных поверхностей от окислов используют метод травления разбавленным раствором азотной или соляной кислоты, причем кислотную очистку надо проводить непосредственно перед началом сварочных работ.
Пару советов напоследок
В домашних условиях детали из латуни можно достаточно легко спаивать при помощи паяльной лампы и оловянного припоя, используя в качестве флюса вполне доступную буру.
Стоит знать и помнить, что во время сварки латунных изделий образуется оксид цинка в виде белого порошка или белесых паров, который является токсичным веществом и противопоказан для попадания внутрь человеческого организма. Поэтому необходимо производить сварочные работы либо на открытом воздухе, либо при хорошей вытяжной вентиляции, а также в обязательном порядке воспользоваться такими средствами индивидуальной защиты, как защитная маска или защитные очки и респиратор.
wikimetall.ru