Оборудование и организация рабочего места слесаря. Оснащение рабочего места слесаря
Техническое оснащение рабочего места слесаря. Слесарное дело |
Под рабочим местом понимается часть производственной площади цеха, участка или мастерской, которая закрепляется за определенным работником или работниками в случае посменной работы конкретного производства. Рабочее место предназначено для выполнения работ определенного вида и должно быть оснащено оборудованием, приспособлениями, инструментами и материалами, необходимыми для их проведения.
Основным оборудованием рабочего места слесаря является, как правило, одноместный верстак с установленными на нем тисками (рис. 1.1). Слесарный верстак должен быть прочным и устойчивым, его высота должна соответствовать росту работника. Если высота тисков не соответствует росту работника, их регулируют винтом подъема и опускания 1 или на полу укладывают деревянную решетку, которая должна плотно прилегать к полу и не скользить. Для защиты работников от возможного травматизма при выполнении операций, связанных с образованием стружки, на верстак устанавливают сменный защитный экран 5 из сетки или органического стекла.
|
|

Наибольшее распространение при выполнении слесарных работ получили слесарные тиски следующих типов: стуловые, параллельные (поворотные и неповоротные) и быстродействующие пневматические тиски.
Стуловые тиски (рис. 1.2) имеют весьма ограниченную область применения. Они предназначены для выполнения тяжелых работ, связанных с большими ударными нагрузками, например, рубка, гибка, клепка.
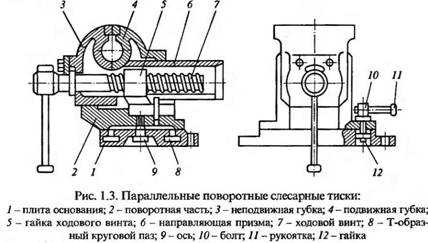
Наиболее распространенным типом тисков, применяемых при слесарной обработке, являются параллельные поворотные слесарные тиски (рис. 1.3). Параллельными тиски называются потому, что при перемещении подвижной губки 4 она во всех положениях остается параллельной неподвижной губке 3. Тиски состоят из плиты основания 1 и поворотной части 2. Перемещение подвижной губки 4 обеспечивается винтовой парой (ходовой винт 7 и гайка ходового винта 5), а параллельность этого перемещения — направляющей призмой 6. Для поворота верхней части тисков относительно плиты основания 1 необходимо ослабить при помощи рукоятки 11 болты 10, тогда при повороте верхней части тисков вокруг оси 9 гайка 12 с болтом 10 будут свободно перемещаться в круговом Т-образном пазу. Верхнюю часть тисков после установки в нужном положении закрепляют рукояткой 11.
dlja-mashinostroitelja.info
Рабочее место слесаря - Слесарные работы
Рабочее место слесаряКатегория:
Слесарные работы - общее
Рабочее место слесаряРабочим местом называется участок цеха или мастерской со всем находящимся на нем машинным и другим оборудованием, устройствами, инструментами и принадлежностями, отведенный для выполнения определенных операций.
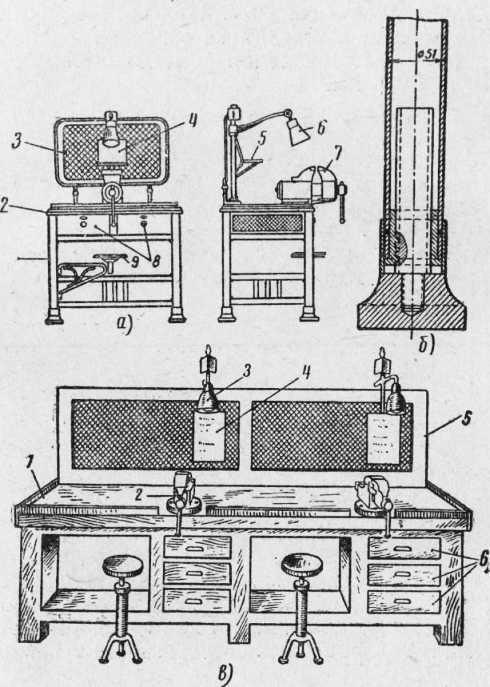
Рис. 1. Слесарные верстаки: а — одноместный верстак: 1 — ножка верстака, 2— стол верстака (верстачная доска), 3 — предохранительная сетка, 4— чертеж, 5 — полочка для контрольно-измерительного инструмента, 6 — электрическая лампочка, 7 — тиски, 8 — выдвижные ящики для инструмента, 9 — сиденье; б— регулируемая по высоте ножка одноместного верстака; в — двухместный верстак: 1 — стол верстака, 2 — тиски, 3 — электрическая лампочка, 4 — чертеж, 5 —предохранителньая сетка, 5—выдвижные ящики для инструмента
Основное оборудование рабочего места слесаря — верстак с Установленными на нем тисками (рис. 1).
Верстак представляет собой специальный стол для выполне-НИя слесарных работ. Верстачная доска сверху покрывается кРовельным железом или линолеумом, либо фанерой. Спереди и с боков устанавливаются деревянные планки — бортики, препятствующие падению с верстака мелких предметов и инструментов.
Для хранения инструмента в верстаке имеются выдвижные ящики. Высота верстака 800—900 мм, длина 1000—1200 мм, ширина 700—800 мм. Верстаки могут быть одноместными, т. е. для одного слесаря, и многоместными. При определении размеров многоместных верстаков исходят из основных размеров одноместных верстаков. Расстояние между тисками на многоместных верстаках 1000—1200 мм.

Рис. 2. Стуловые тиски: 1 — верстак, 2 — неподвижная губка, 3 — подвижная губка, 4 — зажимной винт, 5 — нога для крепления тисков к верстаку, 6 — наварные пластины
Одноместные верстаки изготовляются и с регулируемыми но высоте ножками для установки верстака по росту работающего. Для предохранения работающих от осколков, разлетающихся во время рубки металла, верстаки ограждаются проволочной сеткой, затянутой в рамки.
При сборочных работах вместо верстаков применяют металлические столы с установленными на них приспособлениями.
Тиски. Для удержания и закрепления обрабатываемых предметов на верстаке устанавливают зажимные приспособления, называемые верстачными тисками. В слесарном деле употребляют тиски стуловые, параллельные и ручные.
Стуловые тиски (рис. 2) имеют неподвижную и подвижную губки. Неподвижная губка имеет удлиненную ногу. Губки разводятся и сближаются посредством зажимного винта.
Стуловые тиски изготовляются из мягкой стали. Для повышения твердости рабочих частей губок и увеличения прочности зажима обрабатываемых в них предметов на рабочие части наваривается слой более твердой (инструментальной) стали или па винтах ставятся закаленные пластины 6 из такой же стали рабочие поверхности пластин насекаются крестообразной насечкой и закаливаются.
Достоинством стуловых тисков является их прочность, которая дает возможность выполнять в этих тисках тяжелые слесарные работы, например срубание толстых слоев металла, правку и гибку толстого материала, холодную и горячую клепку и др. Недостаток стуловых тисков заключается в том, что поверхности их губок при раздвигании не остаются параллельными между собой. Получается так, что узкие предметы зажимаются только верхней частью губок, а широкие — только нижней частью; в результате снижается прочность зажима. Кроме тою, крепление стуловых тисков к верстаку при работе со временем ослабевает, поэтому приходится подтягивать крепящие болты. Наконец, у стуловых тисков резьба зажимного винта засоряется опилками и грязью, вследствие чего винт и гайка, быстро изнашиваются. Для предотвращения этого винт в промежутке между губками закрывают предохранительным раздвижным козырьком (на рисунке не показан).
Параллельные тиски называются так потому, что их подвижная губка при раскрывании тисков перемещается, оставаясь параллельной неподвижной губке.
При работе на верстаке преимущественно употребляются поворотные параллельные тиски (рис. 3). В этих тисках в корпусе неподвижной губки имеется сквозной прямоугольный вырез, в котором помещена гайка зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки. Зажимной винт, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой. При вращении зажимного винта в ту или другую сторону он будет ввинчиваться в гайку или вывинчиваться из нее и соответственно перемещать подвижную губку. Подвижная губка, приближаясь к неподвижной, будет зажимать обрабатываемый предмет, а удаляясь, освобождать.

Рис. 3. Параллельные поворотные тиски: 1 — подвижная губка, 2 — неподвижная губка, 3 — зажимная гайка, 4 — направляющая призма (хвостовик) подвижной губки, 5 — зажимной винт, б — Т-образная выточка для гайки зажимного болта, 7 —основание тисков (плита с лапками), 8 — центровой болт, 9 — стопорная планка, 10—поворотная часть тисков, 11 — винт для крепления тисков к верстаку
Неподвижная губка тисков соединена с основанием посредством центрового болта, вокруг которого и происходит при необходимости поворот тисков. Закрепление тисков в требуемом положении производится болтом.
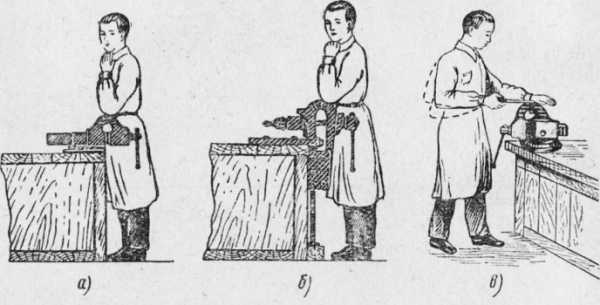
Рис. 4. Проверка установки на верстаке параллельных и стуловых тисков по росту работающего
Изготовляют параллельные тиски из серого чугуна. Для увеличения срока их службы к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали марки У8) закаленные пластинки с крестообразной насечкой. Размеры тисков определяются шириной их губок, которая колеблется в пределах от 60 до 150 мм; вес тисков— соответственно от 3 до 50 кг.
Правильность установки тисков на верстаке определяется каждым работающим по его росту (рис. 4). При установке параллельных тисков встают перед тисками прямо, не сгибаясь, ставят на губки тисков сверху локоть согнутой и прижатой к груди руки и распрямляют пальцы,— при правильной установке тисков пальцы должны коснуться подбородка. Проверку установки стуловых тисков производят тем же способом с той лишь разницей, что при правильной их установке подбородка должны коснуться не распрямленные пальцы, а пальцы, сжатые в кулак.
При правильной установке параллельных тисков по росту локтевая часть правой руки должна находиться в горизонтальном положении, образуя в локтевом сгибе прямой угол (рис. 4,в).
При неправильной установке тисков локоть правой руки окажется или опущенным вниз или поднятым вверх.
При высоком росте работающего тиски устанавливают на деревянных подкладках соответствующей высоты. При малом росте работающего применяют подножные решетки, убираемые каждый раз по окончании работы под верстак. Надобность в подставках и подкладках отпадает, если сами верстаки имеют устройство для регулирования их высоты. Одноместные верстаки такой конструкции применяются на машиностроительных предприятиях.
Ручные тиски применяют для закрепления мелких предметов. Существуют ручные тиски, которые при работе держат в руке, и такие, которые зажимают в верстачные тиски. На рис. 5 показаны ручные тиски и порядок пользования ими.
Для слесарных работ, когда требуется многократно и быстро закреплять и освобождать обрабатываемую деталь, пользуются быстродействующими зажимными приспособлениями, к которым относятся рычажные тиски с педалью и пневматические тиски.
Схема наиболее простых рычажных тисков дана на рис. 6, а. Через корпус неподвижной губки проходит шток подвижной губки, который системой рычагов соединен с педалью. При нажиме на педаль рычаг, преодолевая усилие пружины, опускаясь книзу, через рычаг передвигает шток подвижной губки влево, освобождая деталь. При освобождении педали усилием пружины рычаг через рычаг перемещает шток с подвижной губкой вправо, зажимая деталь.
Другая конструкция рычажных тисков показана на рис. 6,б. Здесь также через систему рычагов при нажиме на педаль перемещается шток подвижной губки вправо, зажимая Деталь. При отпущенной педали пружиной подвижная губка перемещается влево, освобождая деталь. Необходимый предварительный раствор губок тисков устанавливается с помощью винта и гайки рукояткой.

Рис. 5. Ручные тиски: а — обычные ручные тиски: 1 — губки, 2 — барашек, 3 — пружина; б — ручные тиски для тонких работ; в — опиливание стержня, зажатого в руч ных тисках
Одна из конструкций пневматических тисков, приводимых в действие сжатым воздухом, показана на рис. 7, а. Шток подвижной губки, проходящей через корпус неподвижной губки, соединен с диафрагмой пневматической камеры. При подаче сжатого воздуха в камеру диафрагма прогибается и, перемещая подвижную губку вправо, зажимает деталь. При выпуске из камеры сжатого воздуха диафрагма и подвижная губка возвращаются в первоначальное положение. Необходимый предварительный раствор губок устанавливается с помощью винтовой пары в подвижной губке.

Рис. 6. Рычажные тиски
В последнее время находят применение универсальные пневматические тиски (рис. 1,6). Подвижная губка перемещается штоком, на нижнем конце которого укреплен поршень. При подаче краном сжатого воздуха в камеру под поршень косым срезом на верхнем конце штока губка перемещается вправо, зажимая обрабатываемую деталь. При переключении крана сжатый воздух давит на поршень сверху, перемещая шток вниз; при этом губка перемещается влево, освобождая обрабатываемую деталь. Предварительный раствор губок в зависимости от величины зажимаемой детали устанавливается с помощью винтовой пары в подвижной губке.

Рис. 7. Пневматические тиски
Читать далее:
Набор необходимого рабочего инструмента слесаря
Статьи по теме:
pereosnastka.ru
Организация рабочего места слесаря.
Рабочим местом называется определенный участок производственной площади цеха или мастерской, предназначенный для выполнения разнообразных технологических операций и оснащенный в соответствии с характером работы оборудованием, приспособлениями, инструментами, средствами механизации и стеллажами.
Основное оборудования рабочего места слесаря - верстак (рисунок 1) с установленными на нем тисками, оснащенный комплектом инструмента и приспособлений.
Слесарные верстаки.
Минимальное расстояние между тисками на двухместных и многоместных верстаках составляет 1000 мм.
Рабочее место, на котором выполняют сборку, оснащается стеллажами, выполняемыми в виде полок на металлическом каркасе. Стеллажи изготовляют в соответствии с конструкцией и размерами размещаемых на них узлов и деталей.
Слесарный верстак, применяемый на заводах, применяемый в мастерских профессионально-технических учреждениях. Последний допускает регулирование высоты установки тисков.
Верстак представляет собой металлический стол сварной конструкции (уголок, труба). Столешницу (крышку) верстака, изготовленную из досок толщиной 40-50 мм, покрывает сверху стальным листом или линолеумом и крепят к металлическому каркасу. Под столешницей размещены деревянные выдвижные ящики для хранения инструмента, небольших приспособлений и технической документации. Верстак имеет защитный экран (металлическую сетку).
Тиски.
Слесарные тиски являются зажимным приспособлением, устанавливаемые на верстаке; они предназначены для закрепления обрабатываемых деталей (изделий). По конструкции тиски делятся на параллельные (неповоротные и поворотные) с ручным или пневматическим зажимом деталей.
Параллельные неповоротные тиски имеют основание, с помощью которого они крепятся болтами к крышке верстака, неподвижную губкуи подвижную . Для увеличения срока службы рабочие части губок делают сменными в виде призматических пластинок6 с крестообразной насечкой; эти пластинки изготавливают из инструментальной стали У8 и прикрепляют к губкам двумя винтами. Подвижная губка перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки , вращением винта в маточной гайке с помощью рукоятки. От осевого перемещения в подвижной губке зажимной винт удерживается стопорной планкой.
Параллельные неповоротные тиски
При работе на верстаке преимущественно применяют параллельно поворотные тиски. Эти тиски в корпусе неподвижной губки имеют сквозной прямоугольный вырез, в котором помещена гайка зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки . Зажимной винт пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой. При вращении зажимного винта в ту или другую сторону он будет ввинчиваться в гайку или вывинчиваться из нее и соответственно перемещать подвижную губку. Подвижная губка, приближаясь к неподвижной, будет зажимать обрабатываемый предмет, а удаляясь, освобождать. Неподвижная губка тисков соединяется с основанием центровым болтом, вокруг которого и осуществляется необходимый поворот тисков. Поворотную часть тисков закрепляют в требуемом положении при помощи рукоятки болтом.
Параллельные поворотные тиски
Корпус параллельных слесарных тисков изготавливают из серого чугуна СЧ 18-36. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали У8) призматические пластинки с крестообразной насечкой.
Размеры слесарных тисков определяются шириной их губок, которая составляется для неповоротных тисков от 60 до 140 мм (вес тисков соответственно от 3 до 58 кг), для поворотных тисков - от 80 до 140 мм (вес тисков соответственно от 16 до 58 кг).
Ручные тиски (ГОСТ 7226-54) применяют для закрепления и обработки мелких деталей
Ручные тиски
Тиски состоят из подвижной и неподвижной губок, пневматической камеры с резиново мембраной и нажимным диском , подающего штока и клиновой передачи, в которую входят клин и фигурная гайка.
Губки тисков раздвигаются вручную винтом на расстояние от 0 до 120 мм, а также с помощью пневматического крана, включаемого от руки или ноги; при использовании пневматического привода губки раздвигаются на 6 мм.
Пневматические тиски с клиновым зажимом
Деталь в тисках зажимают следующим образом. Винтом устанавливают расстояние между губками по размеру детали, затем с помощью крана подают воздух в пневматическую камеру под мембрану . Воздействуя на мембрану, воздух поднимает вверх нажимной диск с подающим штоком и клином; своим скосом клин перемещает длинную фигурную гайку и зажимной винт с подвижной губкой1 на 6 мм и закрепляет деталь. Давление в пневматической сети должно быть 392 кн/м2 [4 ат], при этом зажимное усилие достигает 19,6 кн [2000 кГ].
Для освобождения детали поворачивают ручку ручного крана или отпускают ножную педаль, в результате сжатый воздух из пневматической камеры выходит в атмосферу. Пружина отодвигает фигурную гайку и через винт, переместив подвижную губку , освобождает (раскрепляет) деталь.
При использовании пневматических быстродействующих тисков с рычажным зажимом поступают следующим образом. Поворотом зажимного винта устанавливают равное размеру детали расстояние между неподвижной губкой и подвижной, а затем с помощью ручного пневматического крана подают в воздушную камеру воздух, который давит на мембрану, передвигая ее вниз вместе со штоком . Последний давит на рычаг , вращая его вокруг своей оси, и перемещает в осевом направлении толкатель , который своим противоположным концом передвигает подвижную губку на 7 мм., закрепляет деталь и одновременно сжимает пружину . Освобождение детали осуществляется поворотом ручного крана и выпуском сжатого воздуха из воздушной камеры в атмосферу. Освобожденная от давления воздуха пружина 7 передвигает подвижную губку , освобождает деталь, а через толкатель и рычаг возвращает мембрану в первоначальное положение. Верхняя плита тисков служит основанием крепления деталей. Пневматический ход губок 7 мм. Раздвигаются губки винтом на расстояние от 0 до 100 мм. Давление в пневматической сети должно быть 392-491 кн/м2 (4-5 ат), при этом зажимное усиление достигает 29 кн (3000 кГ).
Рабочие инструменты слесаря.
Инструменты, которыми слесарь пользуется постоянно, хранятся в ящике верстака. Такие инструменты слесарь обычно получает в постоянное пользование из инструментальной кладовой цеха с отметкой о выдаче в инструментальной книге или инструментальной карточке рабочего.
К инструментам и принадлежностям, которые слесарь обычно имеет на своем рабочем месте, относятся молотки, зубила, крейцмейсели, напильники, шаберы, отвертки, гаечные ключи, абразивные бруски.
Слесарные молотки делятся на два типа: тип А - с круглым бойком, тип Б - с квадратным бойком. Изготовляют молотки из стали 50 по ГОСТ 1050-60, из стали 40Х по ГОСТ 4543-61 из стали У7 по ГОСТ 1435-54. Рабочие концы (бойки) подвергают технической обработке на длину равную 1/5 общей длины молотка с обоих концов.
Молотки с круглым бойком изготавливают весом от 200 до 1000 г., а молотки с квадратным бойком - весом от 50 до 1000 г.
Молотки насаживают на ручки из дерева твердых пород (бук, береза, клен, кизил, рябина), причем длина ручки зависит от веса молотка: при весе молотка 400 - 500г длина ручки 350 мм, при весе 600 и 800г длина соответственно 380 и 430 мм.
Для прочного закрепления на ручке молотка заклинивают либо деревянным клином, либо металлическим клином с ершами. Ручка должна быть овальной, а не круглой; свободный конец ручки делают в полтора раза толще, чем около отверстия молотка.
Слесарные зубила изготавливают с шириной рабочей части 5 - 25 мм и общей длиной 100 - 200 мм.
Зубила применяют для удаления рубкой слоя металла с поверхностей обрабатываемых деталей, разрубания на части заготовок, для вырубания заготовок из листового металла, обрубки заусенцев, приливов, литников и т.д.
Зубила изготавливают из углеродистой инструментальной стали У7А или У8А: их рабочую часть на 0,3 - 0,5 длины термически обрабатывают до твердости HRC 52 - 57, ударную часть зубила по длине около 15 - 25 мм - до твердости HRC 32 - 40.
Напильники различают по форме сечения, виду и роду насечки и по размеру. Хвостовая часть (хвостовик) напильника имеет вид заостренного стержня, которым он насаживается на ручку.
По форме сечения напильники подразделяются на плоские, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные.
По виду насечки различают напильники драчевые - с крупной насечкой (употребляются для грубого опиливания) и личные - с мелкой насечкой (для окончательной обработки - получения чистой поверхности).
По роду насечки различают напильники с одинарной, или простой, насечкой и напильники с двойной насечкой.
Размер напильников (в миллиметрах) определяется длиной насеченной части; изготовляют напильники различных размеров - от 100 до 400 мм.
Материал напильников - углеродистая инструментальная сталь У12, У12А, У13, У13А или хромистая сталь ШХ6, ШХ9 и ШХ15. Напильники термически обрабатывают до твердости не менее HRC 54.
Надфили - мелкие напильники, различают их по форме сечения, виду и роду насечки. Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и термически обрабатывают до твердости не менее HRC 54-60.
Надфили имеют насеченную рабочую часть и круглую ручку (вместо хвостовика).
Наряду с перечисленными выше ручными рабочими инструментами слесарь применяет также и ручные механизированные инструменты, в частности электрические и пневматические молотки и сверлильные машинки (дрели), электропаяльники, пневматические машинки для опиливания и шлифования, электрогайковерты и др.
Основное отличие ручного механизированного инструмента от обычного заключается в том, что в механизированном инструменте главное рабочее движение, выполняющее обработку, - движение рабочей части инструмента - осуществляется за счет энергии связанного с ним двигателя. Все вспомогательные движения и управление инструментом выполняют вручную.
Конструкция и действие различных видов механизированных инструментов показаны при описании слесарных операций.
1.2 Общие требования к организации рабочего места слесаря.
При правильной организации рабочего места сберегается рабочее время и облегчаются общие условия работы.
К площади, отводимой под рабочее место слесаря, предъявляются следующие требования: она должна быть по длине не менее 1,2 м и по ширине не менее 1,6 м, чтобы слесарь мог без помех работать у тисков на верстаке и свободно передвигаться во время работы. Рабочее место должно быть хорошо освещено как днем, так и в вечернее и в ночное время.
Верстаки рекомендуется располагать близ окон. Свет от электрической лампы, установленной на рабочем месте, не должен попадать прямо в глаза рабочему. Необходимо пользоваться передвижной электрической лампой, снабженной защитным колпаком, чтобы можно было направлять свет на обрабатываемый предмет, установленный в тисках или на верстаке. Пол под верстаком и вокруг верстака должен быть ровным и исправным.
Высота установки тисков, должна быть подогнана по росту работающего. При необходимости работать у верстака сидя пользуются подъемным сиденьем, регулируемым по высоте.
Рабочие и контрольно-измерительные инструменты располагают в ящике верстака в определенном порядке. Хранения инструмента в беспорядке приводит к его порче и, кроме того, к потере времени на поиски требуемого инструмента.
Перед тем как начать работу, слесарь должен подготовить рабочее место так, чтобы была обеспечена бесперебойная и высокопроизводительная работа в течение всей смены. С этой целью он сначала знакомится с чертежом, намечает порядок обработки, определяет, какие инструменты, приспособления и материалы будут нужны ему для работы, уточняет у мастера неясные вопросы. После этого слесарь получает в материальной кладовой заготовки и материалы, а в инструментальной кладовой - недостающие ему инструменты. В серийном и массовом производстве материала, заготовки и инструменты доставляются на рабочие места вспомогательными рабочими.
Все подготовленное к работе слесарь раскладывает на верстаке в определенном порядке по общепринятому правилу:
то, что приходится брать правой рукой, располагает справа;
то, что приходится брать левой рукой, располагает слева;
то, что нельзя взять одной рукой, располагают так, чтобы удобно было взять обеими руками;
то, чем приходится пользоваться часто, кладет ближе;
то, чем приходится пользоваться реже, кладет дальше;
контрольно-измерительный инструмент располагают на специальных полочках или щитках.
Использовав тот или иной инструмент, необходимо тут же положить его на место. Нельзя класть инструмент на инструмент или на какие-нибудь другие предметы. Зажимая в тисках обрабатываемые детали, ни в коем случае не следует ударять молотком или другими предметами по ручке тисков; также не допускается применять трубу для усиления зажима. Нельзя измерять нагревшиеся во время обработки детали. При работе следует избегать движений, без которых можно обойтись - этим сберегают время и силы. Нельзя отлучаться без надобности от рабочего места. Необходимо строго соблюдать правила техники безопасности, постоянно поддерживать порядок и чистоту на рабочем месте.
Основные требования по соблюдению указанного порядка на рабочих местах состоят в следующем:
а) все необходимое для работы должно находиться под рукой, чтобы можно было сразу найти нужный предмет;
б) инструменты и материалы, которые во время работы требуются чаще, размешают ближе к рабочему, а применяемые реже - дальше; все используемые предметы располагают примерно на высоте пояса;
в) инструменты и приспособления располагают так, чтобы их удобно было брать соответствующей рукой; что берут правой рукой - держать справа, что берут левой - слева, что используют чаще - кладут ближе, что используют реже - дальше.
г) нельзя класть один предмет на другой или на отделанную поверхность детали;
д) документацию (чертежи, технологические или инструкционные карты, наряды) держат в удобном для пользования в гарантированном от загрязнения месте;
6) заготовки готовые детали хранят так, чтобы они не загромождали проходы и чтобы рабочему не приходилось часто нагибаться, если надо взять или положить заготовку или изделие; легкие предметы кладут выше тяжелых
По окончании работы слесарь должен сдать всю окончательно изготовленную им продукцию в ОТК, привести в порядок инструменты, приспособления и механизмы. Рабочий инструмент очищают от стружки и обтирают сухой мягкой тряпкой; контрольно-измерительный инструмент сначала вытирают сухой мягкой тряпкой, а затем протирают слегка промасленной мягкой тряпкой. Свой постоянный инструмент слесарь убирает в ящик верстака, раскладывая по местам; взятый во временное пользование инструмент сдает в инструментальную кладовую.
Уборка рабочего места должна производиться тщательно; щеткой сметают с верстака и тисков описки, стружки и мусор, удаляют отходы (если они имеются) в отведенное для них место, тряпкой обтирают тиски. В нерабочем состоянии губки тисков оставляются с зазором 2-3 мм.
Уходя с работы, нельзя оставлять невыключенным местное электроосвещение.
Каждый слесарь должен вести учет своей работы. Только при этом условии он может анализировать ее, оценивать время, затрачиваемое на ту или иную операцию, делать сравнения, приходить к определенным выводам. Учет работы - один из путей повышения производительности труда, повышение своей квалификации.
lektsia.com
Организация рабочего места слесаря - Слесарные работы
Организация рабочего места слесаряКатегория:
Слесарные работы - общее
Организация рабочего места слесаряРабочим местом называется определенный участок производственной площади, цеха, участка, мастерской, закрепленный за данным рабочим (или бригадой рабочих), предназначенный для выполнения определенной работы и оснащенный в соответствии с характером этой работы оборудованием, приспособлениями, инструментами и материалами.
Организация рабочего места является важнейшим звеном организации труда. Правильные выбор и размещение оборудования, инструментов и материалов на рабочем месте создают наиболее благоприятные условия работы .
Под рациональной организацией рабочего места понимают такую организацию рабочего места, при которой при наименьшей затрате сил и средств труда обеспечиваются безопасные условия работы, достигаются наивысшая производительность и высокое качество продукции.
Рабочее место слесаря организуется в зависимости от содержания производственного задания и типа производства (единичное, серийное, массовое), однако большинство рабочих мест оборудуют, как правило, слесарными верстаками, на которых устанавливают и закрепляют слесарные тиски.

Рис. 1. Зависимость производительности труда при опиливании от высоты тисков
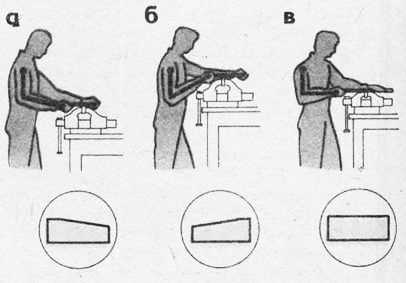
Рис. 2. Положение работающего относительно тисков при опиливании: а, б — неправильное, в — правильное
Установка тисков без учета роста работающего значительно тормозит формирование навыков правильного выполнения работы, снижает производительность труда, увеличивает утомляемость. Зависимость производительности труда при выполнении операции опиливания от высоты тисков показана на рис. 1. Оптимальная высота тисков при опиливании 102 см над полом (при росте работающего 168 см). Отступление от этого уровня приводит к уменьшению количества снимаемого с заготовки металла. Это объясняется следующим.
При низком расположении тисков предплечье образует с плечом тупой угол, мышцы предплечья сильно напрягаются, движение затрудняется, нарушается равномерность нажима правой и левой руками, спина сгибается. Так как при согнутой спине положение работающего неустойчиво, то он, стремясь сохранить равновесие, наклоняется вперед и усиливает нажим левой рукой. А это вызывает «завал» левого края обрабатываемой заготовки.

Рис. 3. Высота установки тисков: а — при опиливании, б — при рубке в параллельных тисках, в — при рубке в стуловых тисках
При высоком расположении тисков (рис. 2, 6) предплечье и плечо образуют острый угол. В этом случае условия работы еще хуже, так как передача усилия резания от плеча к инструменту требует особого напряжения, что часто бывает не под силу учащемуся: усилие передается больше правой рукой, что приводит к «завалам» правого края. Правильное положение работающего показано на рис. 2, в.
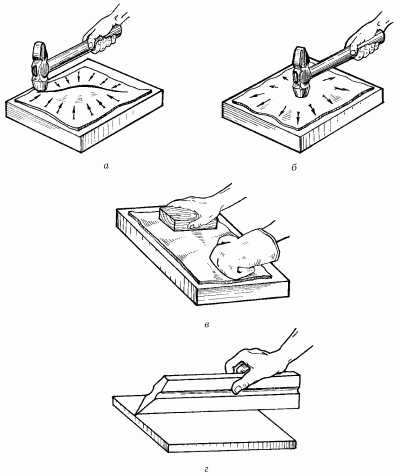
Высота верстака с установленными на нем тисками определяется в соответствии с ростом работающего (рис. 3, а). При выборе высоты установки параллельных тисков согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка (рис. 3, б), или путем установки бойка молотка на ударную часть зубила, при этом плечевая часть правой руки должна иметь вертикальное положение, а локтевая — горизонтальное под углогй 90°.
Стуловые тиски устанавливают на такую высоту, чтобы согнутая в локте левая рука, поставленная на губки тисков, касалась подбородка согнутыми в кулак пальцами (рис. 3, в).
При малом росте рабочего используют специальные регулируемые по высоте подставки (решетки) под ноги.
Читать далее:
Режим труда слесаря
Статьи по теме:
pereosnastka.ru
Оборудование и организация рабочего места слесаря. Домашний слесарь
Общие требования
Рабочее место слесаря в домашних условиях может быть организовано по-разному. Однако для удобства и большей эффективности работы следует соблюдать некоторые основные правила.
В целях экономии движений и устранения ненужных поисков предметы на рабочем месте подразделяют на предметы постоянного и временного пользования; для тех и других отводят постоянные места хранения и расположения.
По возможности предметы на рабочем месте размещают так, чтобы избежать при выполнении работ поворотов и особенно нагибания корпуса, а также перекладывания предметов из одной руки в другую.
Инструменты и приспособления в процессе работы должны располагаться на верстаке в следующем порядке: все то, что берется левой рукой, нужно располагать в левой части верстака, то, что берется правой рукой, располагается в правой части верстака. Инструменты и приспособления, которыми слесарь пользуется чаще, нужно располагать ближе, и, наоборот, то, чем пользуются реже, располагать дальше. Такое расположение должно быть постоянным, чтобы слесарь во время работы мог брать нужный инструмент, приспособление или заготовку, не затрачивая излишнего времени на отыскание их.
Хранить инструмент следует в выдвижных ящиках верстака в таком порядке, чтобы режущий инструмент – напильники, метчики, сверла и т. п. – не портился, а измерительный инструмент – угольники, штангенциркули, микрометры и др. – не портился от забоин, царапин и ударов. Для этого в выдвижном инструментальном ящике слесарного верстака делают поперечные полочки шириной 100–150 мм. Каждая ячейка должна предназначаться для одного вида инструмента. В одном из инструментальных ящиков верстака, вдоль его боковых сторон, прибивают по 3–4 ступенчатых планки, на которые кладут напильники; при этом напильники больших размеров располагают на нижних ступеньках, а малых – на верхних.
Дно ящика делят на несколько клеток для хранения сверл, разверток, метчиков и плашек. На остальной площади ящика необходимо хранить более грубый инструмент, такой, как молотки, зубила, крейцмейсели и т. д.
Измерительные инструменты хранят в специальных футлярах или в деревянных коробках.
После окончания работы использованные инструменты и приспособления очищают от грязи и масла и протирают. Напильники необходимо очистить от металлических опилок и грязи проволочной щеткой, вытереть чистой тряпкой или салфеткой. Рабочие части режущего и мерительного инструмента следует смазывать тонким слоем вазелина. Поверхность верстака очищают щеткой от стружки и мусора.
Рабочее место должно иметь хорошее индивидуальное освещение. Свет должен падать на обрабатываемый предмет, а не на лицо работающего. Желательно, чтобы свет был рассеянным и не создавал бликов, мешающих работать.
Поделитесь на страничкеСледующая глава >
diy.wikireading.ru
Организация рабочего места слесаря | Автомобильные инструменты и оборудование
Рабочее место слесаря — это часть производственной площади цеха или мастерской с оборудованием, приспособлениями, инструментом и материалами, необходимыми для выполнения определенного производственного задания.
Для того чтобы обеспечить высокую производительность труда, необходимо уделять особое внимание правильной организации рабочего места слесаря. Беспорядок в расположении инструментов и деталей на рабочем месте вызывает лишние движения, лишнюю беготню по цеху или гаражу. Небрежное отношение к инструментам ведет к быстрому их износу и порче. Грязь и беспорядок понижают производительность труда, поэтому каждый слесарь должен организовать свое рабочее место так, чтобы как можно меньше было помех в работе.
Приступая к работе, слесарь должен сначала выяснить, какие слесарные инструменты, приспособления и оборудование потребуются для ее выполнения, и разложить все на верстаке или у автомобиля в определенном порядке. На рисунке а показан пример правильного расположения инструментов и обрабатываемых изделий при опиливании, а на рисунке б — правильное расположение их при рубке.
Инструменты, которыми приходится пользоваться чаще, следует располагать ближе к себе. Все, что берется правой рукой, должно находиться справа, а все, что берется левой рукой — слева. Надо приучить себя брать и класть предметы не глядя на них, а этого можно достичь в том случае, когда каждый предмет будет находиться на определенном месте. При правильном расположении предметов их можно брать с наименьшей затратой времени и легко привыкнуть класть обратно не глядя. При соблюдении этого условия рабочее место всегда будет в порядке. Порядок организует работу и предохраняет работающих от несчастных случаев.
Рис. Расположение инструмента:
а — при опиливании; б — при рубке; 1 — изделие, зажатое в тисках; 2 — готовое изделие; 3 — притирочная плита; 4 — измерительный инструмент; 5 — щетка для чистки напильников; 6 — напильники с выдвинутыми за предел верстака ручками; 7 — обрабатываемое изделие; 8 — молоток; 9 — тиски; 10 — зубило.
Каждым инструментом надо пользоваться только по его прямому назначению. Например, при завинчивании болтов и гаек надо брать ключ соответствующего размера, иначе можно испортить ключ и грани гайки или головки болта. Необходимо следить, чтобы режущие инструменты были хорошо заточены, так как тупой инструмент затрудняет, замедляет и ухудшает качество работы.
Основным рабочим местом слесаря является верстак, который представляет собой прочный стол высотой 0,75 м и шириной 0,85 м.
Верстак изготовляют из досок толщиной 50—60 мм. Верх и бока верстака обивают листовым железом, что предохраняет его от повреждений инструментами и обрабатываемыми деталями. Под крышкой верстака обычно устраивают выдвижные ящики или полки для хранения слесарных инструментов, чертежей и деталей. Верстак следует устанавливать вдоль стенки около окон, что обеспечивает хорошее освещение рабочего места дневным светом и позволяет проверять подгонку деталей на просвет.
По окончании работы слесарь должен тщательно очистить рабочее место (удалить стружки, опилки, мусор), инструменты и приспособления протереть и аккуратно уложить на определенное место в шкафу или ящике. При работе около автомобиля и его агрегатов, чтобы не тратить напрасно время на поиски нужных инструментов и не портить их при переноске, слесарь должен иметь специальный ящик, в котором можно уложить все инструменты, необходимые для выполнения данной работы.
Снимаемые с ремонтируемого автомобиля или агрегата детали помещаются в ящики.
ustroistvo-avtomobilya.ru
План открытого урока ОП. 03 Организация рабочего места слесаря, техническое оснащение, безопасные условия труда при производстве слесарных работ
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
Тема урока: Организация рабочего места слесаря: основные виды верстаков, составные части верстаков, инструменты и приспособления, используемые при производстве слесарно-сборочных работ. Безопасные условия труда при производстве слесарных работ
Цели урока:
Образовательные:
- ознакомление студентов с рабочим местом слесаря, видами верстаков, комплектацией;
- применение знаний, полученных на уроках учебной практики;
- активизация познавательной активности;
Развивающие:
- развитие познавательной активности, внимательности, умении сопоставлять теоретические знания и практические навыки;
Воспитательные:
- способствовать развитию творческого отношения к учебной деятельности;
- обеспечить условия для положительного интереса к изучаемому предмету;
- создать условия для воспитания стремления соблюдать правила безопасного ведения слесарных работ.
Тип урока: Урок изучения и первичного закрепления знаний
Комплексно-методическое обеспечение: компьютер, интерактивная доска Smart, презентация, созданная в программе Notebook, электронные средства обучения форма доступа http://fcior.edu.ru/
Основные понятия, изучаемые на уроке: организация рабочего места слесаря, виды верстаков, их составные части, инструменты слесарных работ.
Конспект урока
Рабочим местом называется определенный участок производственной площади, цеха участка, закрепленный за данным рабочим (или бригадой рабочих), для выполнения определенного вида работ и должна быть оснащена оборудованием, приспособлениями, инструментами и материалами для их проведения.
Организация рабочего места является важнейшим звеном организации труда. Правильный выбор и размещение оборудования, инструментов и материалов на рабочем месте создают наиболее благоприятные условия работы. Под рациональной организацией рабочего места понимают такую организацию, при которой при наименьшей затрате сил и средства труда обеспечиваются безопасные условия работы, достигаются наивысшая производительность и высокое качество продукции.
Организация рабочего места.
На рабочем месте должны находиться только те инструменты, материалы и заготовки, которые, необходимы для выполнения данной работы. При планировке рабочих мест должны учитываться зоны досягаемости рук.
Расположение инструментов и материалов должно соответствовать частоте их использования в процессе работы: то, что используется чаще, должно располагаться ближе (рис.а и б)эти зоны расположены справа и слева от работающего и обозначены дугой 1 в горизонтальной плоскости и дугой А в вертикальной плоскости. Радиус этих дуг приблизительно 350 мм; то что используется реже, должно располагаться в зонах, обозначенных дугой 2 в горизонтальной плоскости и дугой Б в вертикальной плоскости. Радиус этих дуг приблизительно 500 мм; то что используется крайне редко, должно располагаться в зонах ,обозначенных дугой В в вертикальной плоскости .Их досягаемость обеспечивается только при наклонах корпуса работающего. Расположение удобных и неудобных зон на рабочем месте а, б-на верстаке: 1,А удобные зоны; 2,Б-менее удобные зоны; В-неудобные зоны. Для размещения инструментов и приспособлений на рабочем месте слесаря возможна установка стеллажей, удобные и неудобные рис. в
а б
в
Оборудование рабочего места слесаря
Техническое оснащение рабочего места.
Основным оборудованием рабочего места слесаря одноместный верстак с установленными на нем тисками. Слесарный верстак должен быть прочным и устойчивым, его высота должна соответствовать росту работника. Если высота тисков не соответствует росту работника, их регулируют винтом подъема и опускания 1 или на полу укладывают деревянную решетку, которая должна плотно прилегать к полу и не скользить. Для защиты работников от возможного травматизма при выполнении операций, связанных с образованием стружки, на верстак устанавливают сменный защитный экран 5 из сетки металлической или органического стекла
Наибольшее распространение при выполнении слесарных работ получили слесарные тиски следующих типов: стуловые, параллельные (поворотные и неповоротные) и ручные тиски.
Стуловые тиски имеют ограниченную область применения. Они предназначены для выполнения тяжелых работ, связанных с большими ударными нагрузками, например рубка, гибка, клепка 1-верстак;2- планка крепления; 3-неподвижная губка; 4-подвижная губка; 5- зажимной винт;6- рукоятка; 7-плоскостная пружина;8-стержень.
Стуловые тиски закрепляют на верстаке 1 при помощи планки крепления 2,которая обеспечивает плотное прижатие к верстаку стержня 8 ,изготовленного как единое целое с неподвижной губкой 3 тисков. Закрепление заготовки осуществляется между неподвижной 3 и подвижной 4 губками. Подвижная губка 4 совершает колебательное движение относительно оси, установленной в кронштейне, закрепленном на стержне 8. Сведение губок осуществляется при помощи зажимного винта 5,приводимого в движение рукояткой 6. Разведение губок после окончания обработки и освобождение обработанной детали осуществляется за счет пружины 7 при отпущенном зажимном винте 5.
Преимуществом стуловых тисков является простота конструкции и высокая прочность.
Недостатком стуловых является ,то что рабочая поверхность губок не во всех положения параллельны друг другу. В результате чего узкие обрабатываемые предметы захватываются только верхними краями губок, а широкие нижними краями губок, что необеспечивает непрочности закрепления. Непрочное закрепление губок исключают выполнение точных работ на верстаке. Кроме того губки тисков врезаются в деталь, образуя на ее поверхности вмятины. Открытая нарезка винта способствует попаданию на винт грязи, опилок, стружек и быстро изнашиваются.
Наиболее распространенным типом, применяемых при слесарной обработке, являются параллельные слесарные тиски. Параллельными их называют, потому что при перемещении подвижной губки 4 она во всех положениях остается параллельной неподвижной губке 3.Тиски состоят из плиты основания 1 и поворотной части 2 Перемещение подвижной губки 4 обеспечивается винтовой парой (ходовой винт 7 и гайка ходового винта), а параллельность этого перемещения направляющей призмой 6. Для поворота верхней части тисков относительно плиты основания 1 необходимо ослабить при помощи рукоятки 11 болты 10,тогда при повороте верхней части тисков вокруг оси 9 гайка 12 с болтом 10 будут свободно перемещаться в круговом Т-образном пазу 8.Верхняя часть тисков после установки в нужном положении закрепляется рукояткой 11.
1-плита основания; 2-поворотная часть; 3-неподвижная г губка;4-подвижная губка; 5-гайка ходового винта; 6-направляющая призма; 7-ходовой винт;8-Т-образный круговой паз;9-ось;10-болт;11-рукоятка;12-гайка.
Неповоротные параллельные тиски отличаются отсутствием поворотной плиты. Основание тисков закрепляется непосредственно на крышке верстака болтами, проходящими через отверстие в основании тисков или неподвижной губки.
Преимуществом параллельных слесарных тисков является прочное крепление их к верстаку, параллельных губок, удобства крепления детали т.к вся высота губок тисков соприкасается с деталью при любом растворе губок. Кроме этого поворотные параллельные тиски дают возможность закреплять детали при определенном углом тиски.
Существенным недостатком этих тисков является малая прочность губок, поэтому для тяжелых работ эти тиски непригодны.
Правильный выбор тисков влияет на точность слесарной обработки и предупреждает преждевременную утомляемость работающего.
Если тиски будут расположены низко, то во время опиливания детали напильником или пилением ножовкой по металлу, предплечье с плечом будет составлять тупой угол, в результате чего мышцы предплечья окажутся сильно напряженными, что затруднит движение ,повлечет нарушение равномерных движений правой и левой руки. Кроме этого в этом случае слесарь согнет спину, примет неустойчивое положение, при котором вынужденно усилит нажим левой руки, что приведет к завалу левого края детали.
При высоком расположении тисков, предплечье и плечо образуют острый угол, что затруднит передачу усилия резания от плеча к инструменту, в результате чего произойдет завал правого края детали.
Для выполнения опиловочных работ и пиления ножовкой правильный выбор тисков по высоте будет в том случае, когда локоть правой руки согнут под углом 90 ? С и находится на уровне губок тисков, или же при постановке локтя на губки тисков, концы вытянутых пальцев ладоней коснуться подбородка - это для параллельных тисков, для стуловых – согнуты в кулак пальцами.
Приобретая параллельные тиски нужно обратить внимание: на строгую параллельность губок; губки должны иметь рефленные вставки; вращение свободного винта.
4.Ручные тиски. Иногда заготовка столь мала и неудобна по форме, что в тиски ее зажимать нет смысла (не останется места для обработки), а в руках неудобно держать. Тут выручают ручные тиски. Они состоят из двух стальных губок, перемычки с винтом и рукоятки, вращение последней ввинчивает конус, которым спереди заканчивается рукоятка, между хвостовиков губок, отчего они сходятся. Применяют для обработки при опиливании и сверления мелких деталей, например для изготовления или подгонки ключей.
При приобретении ручных тисков следует обратить внимание на параллельность губок, схождения их без зазора.
Требование к тискам
При всей своей массивности и кажущей неуязвимости, тиски требуют к себе бережного отношения, так как рычаг винта рассчитан на усилие рук пальцев и увеличивать зажим губок, с помощью, надетой на рычаг трубы или ударов по рычагу совершенно недопустимо. Это приводит к разрыву или растяжению винта или гайки.
Безопасность труда при слесарной обработке.
Несчастные случаи чаще всего происходят в результате невнимательного отношения к выполнению инструкций по технике безопасности и правил внутреннего распорядка, а также недостаточного усвоения необходимых производственных навыков и отсутствия опыта в обращении с инструментами и оборудованием.
Задачей техники безопасности является предупреждением несчастных случаев, создание таких условий, которые обеспечивают полную безопасность труда работающего и его производительность.
Слесарные работы выполняют главным образом на слесарных верстаках, которые должны отвечать следующим требования:
- верстак должен иметь жесткую, прочную конструкцию и быть устойчивым;
- рабочая поверхность должна быть строго горизонтальной и покрыта листовой сталью;
- верстак должен быть оснащен выдвижными ящиками, разделенными на ячейки и располагаемые под рабочей поверхностью, и полками для хранения инструментов, заготовок, мелких деталей и технической документации;
- на верстаке должен быть установлен защитный экран из органического стекла или металлической сетки с ячейками, размером не более 3 мм, обеспечивающий защиту работающего от отлетающих частиц металла при выполнении таких операций, как рубка зубилом. При использовании двухместных верстаков такие экраны необходимо устанавливать и по середине верстака;
- верстаки должны быть оборудованы светильниками местного освещения напряжением не более 220 В, которые можно регулировать по высоте и изменять угол наклона относительно зоны обработки;
- светильники должны быть защищены сетчатым ограждением и отражателями, направляющим световой поток в зону обработки;
- слесарные тиски, устанавливаемые на верстаке, должны обеспечивать надежное закрепление обрабатываемой заготовки, поэтому они снабжаются стальными сменными губками, которые должны иметь несработанную перекрестную насечку на рабочей поверхности с шагом 2…3 мм и глубиной 0,5…1 мм. Зазор между сомкнутыми губками слесарных тисков не должен превышать 0,1 мм. Подвижные части тисков должны перемещаться без заедания и рывков и надежно фиксировать закрепляемую заготовку;
- тиски установленные н слесарном верстаке, должны иметь устройство ,предупреждающее полное вывинчивание ходового винта из гайки.
multiurok.ru