Энциклопедия по машиностроению XXL. Маркировка наждачных кругов
Маркировка шлифовальных кругов: расшифровка | ABVEY
Статья подготовлена при поддержке экспертов компании ДиамМаркет — товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» — специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
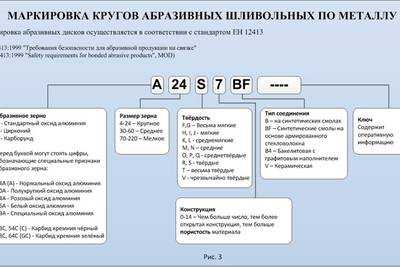
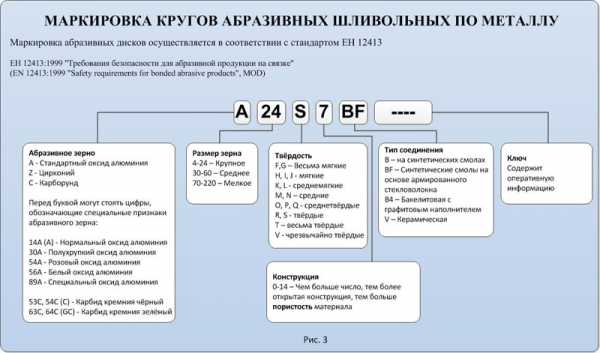
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
- Электрокорунд
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
- Карбид кремния
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).

Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D — это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
8,9,10 – открытая;
11,12 – пористая.

Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- — сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
- – кольцевой тип (К)
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- — тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка лепестковых шлифовальных кругов производится с указанием типа, внешнего диаметра, внутреннего диаметра, высоты, зернистости и серии шлифшкурки.
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
06.06.2018
Мой мир
Вконтакте
Одноклассники
Google+
Особенности маркировки абразивных кругов | Компания «Абразив Инструмент»
Абразивный круг — не что иное, как механизированный точильный брусок. Изготавливается из зерен абразивных материалов, смешанных со связкой. Полученная масса прессуется в необходимую форму и скрепляется под давлением при высокой температуре. Для использования достаточно иметь любой вращающийся привод с электромотором (или иным движителем), на ось которого и крепится диск.
Вас также может заинтересовать следующее:
Основные виды абразивных кругов
— Отрезные. Предназначены для резки твердых материалов, прилагая небольшие усилия. Чаще всего применяются в ручных УШМ (болгарках), но могут устанавливаться и на стационарные отрезные устройства. Представляют собой плоский (до нескольких миллиметров толщиной) диск из абразивного материала, скрепленного связкой и усиленного арматурой. Рабочая кромка диска соскабливает стружку с поверхности обрабатываемого материала, образуя разрез. При этом диаметр диска уменьшается, а поверхность всегда остается готовой к работе, т.е. диск самозатачивается.
Для металла. Применяются для резки трубы, профиля и листового металла.
Для бетона и железобетона. Применяются для прорезывания пазов в бетонных конструкциях.
Для камня. Применяются для придания необходимой формы заготовкам из камня и керамики.
Шлифовальные.Применяются для наждака. При помощи таких дисков можно выполнять заточку инструмента, выполненного без применения твердых сплавов, а так же финишную обработку заготовок различной формы.
Чашечные. Применяются для плоского шлифования торцевой частью и заточки зубьев режущего инструмента, например – дисковых пил.
Для бытовых точильных станков, как правило, применяются универсальные наждачные круги прямого профиля, которые легко меняются на чашечные при необходимости выполнить заточку циркулярной пилы. Вообще – главное достоинство абразивных кругов это – широкие возможности применения. Имея в домашней мастерской примитивный точильный станок и минимальный набор наждаков – можно выполнять практически любые работы по заточке, финишной доводке и шлифовке изделий из самых разных материалов.
Абразивные заточные круги при правильном применении требуют некоторой оснастки для закрепления обрабатываемой поверхности, или как минимум направляющие.
Маркировка абразивных кругов
Для облегчения выбора абразивного инструмента разработана единая маркировка, которая наносится несмываемой краской на поверхность диска и присутствует на заводской упаковке.
Маркировка выполняется в соответствие с ГОСТ 2424 с 2008 года. Первое значение — аббревиатура завода изготовителя. Второе значение — материал, из которого изготовлен абразивный круг.
13А, 14А, 15А, 16А — электрокорунд нормальный , цвет материала – розовый, красный, коричневый. Достаточно мягкий, не нагревается при работе.
23А, 24А, 25А — электрокорунд белый, более твердый, но при этом хрупкий. Высокие абразивные свойства.
32А, 33А, 34А — электрокорунд хромистый, высокая производительность при шлифовке.
37А — электрокорунд титанистый, главное свойство – повышенная вязкость. Применяется при работах с большой толщиной съема обрабатываемой поверхности
38А — электрокорунд циркониевый , самая высокая прочность среди электрокорундов. Способен выдерживать сильное давление на инструмент, особенно при проведении обдирочных работ
43А, 44А, 45А — семейство монокорундов, очень прочные зерна с острыми выступающими кромками. Применяются для шлифовки прочных сплавов
53С, 54С — черный карбид кремния, высокая механическая прочность. Нашел применение при обработке чугуна, стекла, цветных металлов. Практически не изнашивается
62С, 63С, 64С — зеленый карбид кремния, область применения – заточка твердосплавного режущего инструмента, в том числе победитовых напаек. Полировка керамики
Зернистость (шероховатость) абразивного материала в соответствие с ГОСТ Р 52381—2005 или FEPA (ISO 8486) по европейской системе сертификации. Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
— Твердость круга по ГОСТ Р 52587—2006, то есть способность зерна удерживаться в связке. Имеет взаимоисключающие свойства. Такой диск меньше изнашивается, но сильно греет заготовку, вплоть до т.н. «прижогов». Мягкий — щадяще относится к материалу, но быстро теряет форму и требует частой правки. Классифицируются круги по твердости латинским рядом алфавита, по возрастанию:
F, G, H, I, J — мягкие
K, L, M, N — средние
O, P, Q, R, S — твердые
T, U, V, W, X, Y, Z — очень твердые
— Структура материала (плотность абразива по отношению к объему круга). Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда.
0, 1, 2, 3, 4 плотность 68—54%
5, 6, 7, 8 плотность 53—48%
9, 10, 11, 12 плотность 44—38%
13, 14 и больше плотность 36—34% и меньше
— Основные типы материала связки. На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
V – керамическая связка
B – бакелитовая связка
R – вулканитовая связка
— Геометрическая форма круга. Например: ПП – прямой профиль, ПВК – с конической выточкой, ЧК – чашечный конический. Форма круга очевидна, поэтому данный тип маркировки не столь существенен.
Также производитель может указать геометрические размеры, где особенно важен диаметр посадочного отверстия, и максимальную скорость вращения круга. Таким образом, маркировка абразивных кругов включает в себя структуру материала, из которого изготовлен круг, твердость круга, основные типы материала связки, зернистость.
abraziv-instrument.ru
Твердость и маркировка абразивных кругов
В Советском Союзе в ГОСТе 3751—47 установлены обозначения и шкала твердости для оценки и маркировки шлифовальных кругов и другого абразивного инструмента (табл. 1). [c.15]Маркировка абразивных кругов (табл. 23). На кругах диаметром 40—250 мм маркируют товарный знак предприятия-изготовителя, шлифовальный материал, зернистость, связку (кроме кругов диаметром 40—60 мм), степень твердости, классы точности и дисбаланса, допустимую окружную скорость и типоразмеры. Для кругов диаметром менее 40 мм маркировку наносят на коробку или пакет с кругами. ГОСТ 2424—75 допускает класс дисбаланса круга наносить на обратной его стороне, а маркировку на кругах типов ЧК, ЧЦ — на периферии инструмента. [c.30]
Все абразивные инструменты маркируют. Маркировку в виде условных обозначений наносят несмываемой краской на плоскую поверхность круга. В марке указывают завод-изготовитель, абразивный материал, его зернистость, твердость, структуру и связку, форму и основные размеры круга, допускаемую окружную скорость, класс инструмента. [c.65]Маркировка кругов. Шлифовальные круги принято снабжать обозначениями, характеризующими абразивный материал, связку, зернистость, твердость и предельно допустимую окружную скорость. По этим данным и выбирают круг для той или иной технологической операции. Маркировка проставляется краской на самом круге (фиг. 77). [c.222]
Маркировка абразивного инструмента. Для конкретных условий обработки требуется абразивный инструмент с определенными физико-механическими данными. В связи с этим он подвергается маркировке, в которой кратко дана полная характеристика круга (шлифующий материал, зернистость, твердость, связка, структура, форма, размер и максимальная окружная скорость вращения). Например, маркировка [c.450]
На шлифовальные круги наносят обозначения, называемые маркировкой. Маркировка необходима для правильного выбора инструмента при проведении конкретной работы. Условные обозначения располагают в определенной последовательности абразивный материал и его марка, номер зернистости, степень твердости, номер структуры, вид связки. [c.412]
Маркировка круга производится на торцевой поверхности круга, где наносятся условные обозначения данных, полностью характеризующих круг род абразивного материала, зернистость, твердость, связка, структура, форма, размер и максимальная окружная скорость вращения. Например, маркировка [c.423]
Маркировка шлифовальных кругов производится на нерабочей поверхности круга (например, ПП500х60х305 34А40 СТ2 6 К5 А 1 кл 35 м/с). В маркировку входит тип круга и его размеры (ПП500х60х305) марка абразивного материала (34А), зернистость (40), твердость (СТ2), структура (6), связка (К5), класс точности (А), класс неуравновешенности (1 кл), допустимая окружная скорость (35 м/с). [c.532]
Исследования показывают также, что при повышении номера структуры прижоги обработанной поверхности уменьшаются. -1 7 I Маркировка абразивного инструмента. Для конкретных усло-. Т Сабразивный инструмент с определенными [ / физико-механическими данными. В связи с этим он подвергается маркировке, в которой кратко дана полная характеристика круга (шлифующий материал, зернистость, твердость, связка, структура, форма, размер и максимальная окружная скорость вращ,ения). Например, маркировка [c.506]
Маркировка абразивного инстр мента. Для конкретных условий обработки требуется абразивный инструмент с определенными физико-механи-ческими данными. В связи с этим его маркируют с указанием марки завода-изготовителя, вида абразивного материала, номера зернистости, индекса зернистости, степени твердости, номера структуры, вида связки, класса инструмента, класса дисбаланса, формы и размеров инструмента (наружный диаметр, высота, диаметр отверстия), допустимой окружной скорости. Пример маркировки круга Косулинского абразивного завода КА314А 40 П С26К5 А 2-й кл - ПП 500 x 50 x 305 - 35 м/с. [c.352]
Маркировка абразивных инструментов производится на заво-де-изготовителе путем условного обозначения на нерабочей поверхности инструмента материала зерна, зернистости, твердости, материала связки, структуры, формы и размера. Для шлифовальных кругов, кроме того, указывается наибольшая гарантируемая окружная скорость. Например, для круга Э40СМ1К7 ПП400 X X 60 X 100 35 м/сек (рис. 376, е). [c.579]
Маркировка шлифовальных кругов. Маркировка отражает полную характеристику круга абразивные зерна, зернистость, твердость, связку, структуру. Пример маркировки ЭБ.40.СМ2.К4 ПП200Х50x65 30—35 м сек. Это означает, что абразивный инструмент сделан из электрокорунда белого, зернистостью 40, среднемягкий 2, на керамической связке, структура № 4 форма круга плоская прямого профиля диаметром 200 мм, шириной 50 мм и диаметром отверстия под оправку 65 мм-, допускаемая скорость вращения 30—35 м/сек. [c.423]
Маркировка кругов. Шлифовальные круги и другие абразивные инструменты принято маркировать обозначениями, характеризующими абразивный материал, связку, зернистость, твердость. По этим данным выбирают круг для той или иной технологической операции. Маркировка проставляется краской на абразивном инструменте. Так, например, ПП450х50х 1273АЗЭ50С1Б, что [c.104]
Маркировка абразивных инструментов. Выпускаемые промышленностью стандартные абразивные инструменты маркируют на нерабочих поверхностях. В маркировке указывают размеры абразивного инструмента абразивный материал и использованную связку твердость номер зернистости номер структуры предельно допустимые окружные скорости вращения круга. Например, маркировка Э32СМ1К5 обозначает электрокорунд нормальный, зернистость 32, средняя мягкость 1, керамическая связка, структура Л Ь 5. [c.201]
Принимаем материал абразивных зерен карбид кремния черный (КЧ), марку которого устанавливаем по табл. 167 (с. 332) КЧ8. Выбор этой марки карбида кремния черного обоснован высокими требованиями, предъявляемыми к точности и шероховатости обра батываемой поверхности детали. В характеристике приняты зернистость № 25, твердость СМ2 и связка керамическая (К). В используемом справочнике в маркировке шлифовальных кругов не содержится ряд характеристик, предусмотренных действующими стандартами. В примере 55 было подробно показано, как с немощью табл. 128 данного учебного пособия (с. 240, 241) вводятся дополнительные характеристики в маркировку круга, рекомендованную справочником. Поэтому в рассматриваемом примере дополняем характеристику круга, давая лишь краткое обоснование 1) переводим старое обозначение маркировки абразива КЧ8 в новое 54С 2) принимаем индекс зернистости П (содержание основной фракции при зернистости № 25 55%) 3) принимаем структуру круга среднюю №6 (для внутреннего шлифования рекомендуют обычно структуры № 6 и 7) [c.246]
Способность связки удерживать абразивные зерна на поверхности инструмента в процессе резания называется твердостью круга. Правильно выбранная твердость обеспечивает самозатачивание, т. е. обновление режущей способности круга за счет выкрашивания затупившихся зерен. Для шлифования твердых сталей применяют мягкие круги, и наоборот, мягкйе стали шлифуют твердыми кругами. Вязкие материалы (медь, латунь) шлифуют крупнозернистыми мягкими кругами, так как твердые круги быстро засаливаются, их поры забиваются стружкой. Абразивные инструменты имеют различные степени твердости мягкие (М), средне мягкие (СМ), средние (С), средне твердые (СТ), твердые (Т), весьма твердые (ВТ) и чрезвычайно твердые (ЧТ). Каждая группа твердости имеет несколько подгрупп и на маркировке круга степень твердости указывают индексом (например, СТ2). [c.531]
Условные обозначения располагают в определенной последовательности. Они дают полную характеристику шлифовального круга и даже указывают, с какой окружной скоростью безопасно ими работать. Эти условные обозначения по существу представляют паспорт шлифовального круга. Допустим, что круг имеет маркировку ЧАЗ Э9А40СМ2К6, ПП600 х 20 х 305 35 м/сек. Это в нашем примере обозначает ЧАЗ — завод-изготовитель — Челябинский абразивный завод Э9А — абразивный материал — белый электрокорунд повышенного качества (А) с содержанием окиси алюминия не менее 99% (9) 40 — зернистость — размер зерен основной фракции 500—400 мк СМ2 — твердость—среднемягкая второй степени твердости К — связка — керамическая 6 — [c.27]
Маркировка круга содержит а) сокращенное наименование за-вода-йзготовителя или его товарный знак б) типоразмер круга (на кругах-диаметром 200 мм и более) в) вид абразивного материала г) "номер зернистости д) степень твердости е) вид связки (на кругах диаметром более 50 лш) ж) рабочая окружная скорость (для кругов диаметром 150 мм и более). [c.275]
На шлифовальных кругах наносят условные обозначения, называемые маркировкой. Маркировка необходима для правильного выбора инструмента при проведении конкретной работы. Условные обозначения располагают в определенной последовательности абразивный материал и его марка, цомер зернистости, степень твердости, номер структуры, вид связки. Например, условные обозначения сокращешюй маркировки 44А40С26К5 расшифровывают следующим образом монокорунд 44А, зернистость 40, твердость С2, структура 6, связка керамическая разновидности К5. Используют также более полную маркировку кругов. [c.549]
Маркировка отражает род абразивного материала, зернистость, твердость, связку и структуру. Пример маркировки ЭБ50СМ1К5 -электрокоруид белый, зернистость 50, твердость СМ1, связка керамическая, структура 5. На торцовой поверхности круга даются услов ное обозначение завода-изготовителя, форма круга, его размеры и ыа ксимально допустимая скорость вращения. [c.901]
Выбор шлифовального ируга. Марка, пюставленная на торцовой части круга, является его технической характеристикой. По маркировке можно определить, каким заводом и из какого абразивного материала изготовлен круг, какова его зернистость, твердость, связка, структура, форма и размеры, а также нормальная окружная скорость. Данные обозначены буквами, цифрами, словами и располагаются в определенной последовательности (рис. 177). [c.81]
mash-xxl.info