Термообработка при сварке металла. Сварка закаленной стали
Блог :: Сварка: технология :: Как варить высокопрочную сталь?

Рассмотрим в микроскоп стальную пластину. Изотермическая закалка средне-углеродистых легированных сталей придает им немного меньшую прочность, но большую вязкость и пластичность. Поэтому они более надежны в эксплуатации, чем низкоотпущенные и закаленные. Низкоотпущенные и закаленные среднеуглеродистые стали с высоким уровнем прочности обладают повышенной восприимчивостью к концентраторам напряжения, склонностью к хрупкому разрушению. Из-за этого их рекомендуют использовать для работы, связанной с плавным нагружением. К высокопрочным сталям можно отнести так называемые рессорные (пружинные) стали. Они содержат 0,5…0,75% С и дополнительно легируются другими элементами. Термообработка легированных рессорных сталей (закалка 850…880ºС, отпуск 380…550ºС) обеспечивает получение высокой прочности и текучести. Может применяться изотермическая закалка.
Сварка рессорной стали выполняется с обязательной предварительной термообработкой, с подогревом в процессе сварочных работ и дальнейшей термической обработкой. Мартенситно-стареющие стали (04Х11Н9М2Д2ТЮ, 03Н18К9М5Т) также относятся к высокопрочным сталям. Они превосходят средне- углеродистые легированные стали по конструкционной прочности и технологичности. Для таких сталей характерны высокое сопротивление хрупкому разрушению, низкий порог хладоломкости и малая чувствительность к надрезам при прочности около 2000 МПа. Мартенситно-стареющие стали являются безуглеродистыми сплавами железа с никелем и дополнительно легированы молибденом, кобальтом, алюминием, хромом, титаном и другими элементами. Эти стали имеют высокую конструкционную прочность в диапазоне температур от криогенных до 500ºС и применяются в изготовлении стволов артиллерийского и стрелкового оружия, корпусов ракетных двигателей, зубчатых колес, шпинделей и так далее.
Свариваемость высокопрочных сплавов
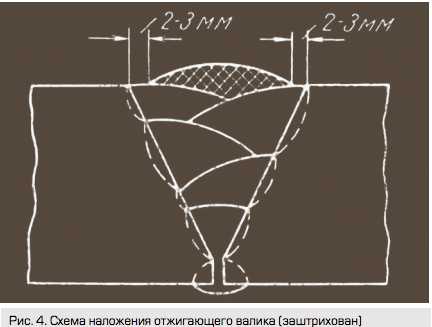
Для изготовления тяжело нагруженных машиностроительных изделий, сосудов высокого давления и других ответственных конструкций используют среднеуглеродистые высокопрочные стали, которые после соответствующей термообработки обладают прочностью 1000…2000 МПа при достаточно высоком уровне пластичности. Необходимый уровень прочности при сохранении высокой пластичности достигается комплексным легированием стали различными элементами, главные из которых никель, хром, молибден и другие. Эти элементы упрочняют феррит и повышают прокаливаемость стали. Подогрев изделия при сварочных работах не снижает скорости охлаждения металла до значений, меньших критических, и способствует росту зерна, что приводит к возникновению холодных трещин и вызывает уменьшение деформационной способности. Поэтому такие металлы сваривают без предварительного подогрева, но с применением специальных приемов сварочных работ (блоками, каскадом, короткими или средней длины участками). Также применяют специальные устройства, которые подогревают выполненный шов и тем самым увеличивают время пребывания его в определенном температурном интервале. Для увеличения времени нахождения металла околошовной зоны при температуре выше точки образования мартенситной структуры накладывают так называемый отжигающий валик, границы которого находятся в пределах металла шва. Во избежание трещин при охлаждении сварного соединения необходимо использовать такие сварочные материалы, которые обеспечили бы получение металла шва, обладающего большой деформационной способностью. Это достигается, когда наплавленный металл и металл шва будут менее легированы, чем свариваемая сталь. При этом шов будет представлять как бы мягкую прослойку с временным сопротивлением, но с повышенной деформационной способностью. Чтобы обеспечивалась технологическая прочность сварных швов, выполненных низколегированными сварочными материалами, углерод в шве должен содержаться в количестве не более 0,15%.
Когда производится сварка закаленной стали, то после прохождения сварочной дуги на зону сварного соединения рекомендуется подавать охладитель. Это делается для уменьшения степени разупрочнения околошовной зоны. В качестве охладителя может служить душевая вода, сжатый воздух или паровоздушная смесь — в зависимости от состава свариваемого материала. Такое охлаждение снижает время нахождения металла в зоне высоких температур.
Технология сварочных работ по соединению высокопрочных сталей
При сварке среднелегированных глубокопрокаливающихся высокопрочных сталей нужно подбирать такие сварочные материалы, которые обеспечат получение швов с высокой деформационной способностью при минимальном количестве водорода в сварочной ванне. Это достигается применением низколегированных сварочных электродов, которые не содержат в покрытии органические вещества и подвергнуты высокотемпературной прокалке (низководородистые электроды). При этом нужно исключить другие источники насыщения сварочной ванны водородом в ходе сварки (ржавчина, влага и другие). Высокая технологическая прочность получается при следующем содержании легирующих элементов в металле шва: С — не более 0,15%; Si — не более 0,5%; Ni — не более 2,5%; Mn — не более 1,5%; Cr — не более 1,5%; V — не более 0,5%; Mo — не более 1,0%. Повышение свойств шва до нужного уровня возможно путем легирования металла шва за счет основного металла. Необходимые прочностные характеристики металла шва достигаются легированием его элементами, которые повышают прочность, но не снижают его ударную вязкость и деформационную способность. Для сварки среднеуглеродистых высокопрочных сталей нужно выбирать сварочные материалы, содержащие легирующих элементов меньше, чем основной металл.
Ручная дуговая сварка покрытыми электродами

Для сварки среднелегированных высокопрочных сталей используют электроды типов Э-13Х25Н18, Э-08Х21Н10Г6 и других по ГОСТ 10052‑75 и ГОСТ 9467‑75. Если сталь перед сваркой подвергалась термической обработке на высокую прочность (закалка с отпуском или нормализация), а после сварки — отпуску для снятия напряжений и выравнивания механических свойств сварного соединения, то критерием определения температуры предварительного подогрева будет такая скорость охлаждения, при которой происходила бы частичная закалка околошовной зоны. При этом гарантируется отсутствие трещин в процессе сварки и до проведения дальнейшей термообработки. Для улучшения свариваемости закаленных металлов необходимы специальные электроды. В том случае когда термообработка сварного изделия не может быть сделана, например, из‑за крупных габаритов, на кромки детали, подлежащие сварке, наплавляют незакаливающийся слой металла аустенитными или низкоуглеродистыми электродами. Толщина этого слоя должна быть такой, чтобы температура стали под слоем в процессе сварки не превышала бы температуру отпуска при термообработке деталей с наплавленными кромками. Такие детали сваривают аустенитными или низкоуглеродистыми и низководородистыми электродами без подогрева и дальнейшей термообработки. Режим сварки принимают согласно рекомендациям для аустенитных электродов.
Сварочные работы в защитных газах
Высокое качество сварных соединений из среднеуглеродистых высокопрочных сталей толщиной 3…5мм достигается при аргонодуговой сварке неплавящимся электродом. Присадочный материал для дуговой сварки в защитных газах следует выбирать в зависимости от газа, в среде которого происходит сварка. Первый слой выполняют без присадки с полным проваром кромок стыка, второй — с поперечными низкочастотными колебаниями электрода и механической подачи присадочной проволоки. Возможно и выполнение третьего слоя с поперечными колебаниями электрода без присадочной проволоки на небольшом режиме для обеспечения постепенного перехода от шва к основному металлу. Для повышения проплавляющей способности дуги при аргонодуговой сварке применяют активирующие флюсы, которые позволяют исключить разделку кромок при толщинах 8…10мм. Также используется флюс, представляющий собой смесь компонентов (TiO2, SiO2, NaF, Cr2 O3). Такой метод с активирующим флюсом эффективен при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при таком способе сварки выбирают из наиболее стойких в эксплуатации марок вольфрама.
Оборудование для работ в защитных газах
При выполнении сварки среднелегированных высокопрочных сталей в защитных газах (в основном инертных или их смесях с активными) применяют низкоуглеродистые легированные и аустенитные высоколегированные проволоки, например, Св-08Х20Н9Г7ТТ, Св-03ХГН3МД, Св-10ХГСН2МТ, Св-10Х16Н25‑АМ6, Св-08Х21Н10Г6. Однако равнопрочности металла шва и свариваемой стали получить не удается. В данном случае можно обеспечить равнопрочность за счет эффекта контактного упрочнения мягкого металла шва. Этот эффект может быть реализован при использовании так называемой щелевой разделки, которая представляет собой стыковые соединения с узким зазором.
Сварка под флюсом
Конструктивные элементы подготовки кромок для автоматической и полуавтоматической сварки под флюсом выполняют в соответствии с ГОСТ 8713‑79. Однако в диапазоне толщин, для которого возможна сварка без разделки и со скосом кромок, последней следует отдать предпочтение. При механизированной сварке под флюсом необходимы подготовка кромок, техника и режимы сварки, при которых доля основного металла в шве была бы минимальной. Но такая методика повышает вероятность образования в сварочных швах горячих трещин. Выбор флюса осуществляется в зависимости от марки электродной проволоки. При использовании низкоуглеродистой проволоки сварку выполняют под кислыми высоко- и среднемарганцовистыми флюсами. При использовании низколегированных проволок лучшие результаты обеспечивает применение низкокремнистых и низкомарганцовистых флюсов. Сварку среднелегированных высокопрочных сталей аустенитной проволокой марок Св-08Х21Н10Г6 или Св-08Х20Н9Г7Т производят только под безокислительными или слабо окислительными основными флюсами
Сварочные работы с использованием шлака
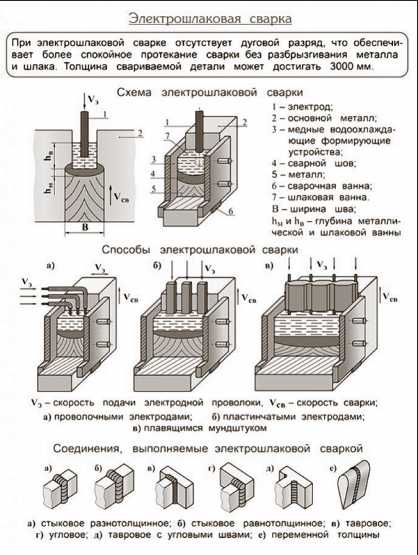
Данный вид сварочных работ рационально применять для соединения толстолистовых конструкций из среднелегированных высокопрочных сталей. Основные типы и конструктивные элементы сварных соединений и швов при этом должны соответствовать требованиям ГОСТ 15164‑78. Электродные проволоки при сварке плавящимся мундштуком и проволочными электродами выбирают из числа групп легированных или высоколегированных проволок по ГОСТ 2246‑70. Для предупреждения трещин в околошовной зоне при сварке жестко закрепленных элементов необходимо применять предварительный подогрев до 150…200ºС. Низкая скорость охлаждения околошовной зоны при электрошлаковой сварке приводит к длительному пребыванию ее в зоне высоких температур, вызывающих рост зерна и охрупчивание металла. В связи с этим после электрошлаковой сварки среднелегированных высокопрочных сталей необходимо выполнить высокотемпературную термообработку сварных изделий для восстановления механических свойств до нужного уровня. Время с момента окончания сварки до проведения термообработки должно регламентироваться.
kovkapro.com
Свариваемость сталей
Стали являются самыми широко применяемыми конструкционными материалами. При строительстве мостов, зданий и многих других строительных конструкций сталь необходимо сваривать. Конструкционная прочность стальной конструкции зависит не только от прочности стали, но также и от прочности сварных швов. Вот почему свариваемость стали всегда является очень важным вопросом.
Влияние содержания углерода на свариваемость стали
Многие низкоуглеродистые стали легко свариваются. Сварка среднеуглеродистых и высокоуглеродистых сталей представляет собой более трудную задачу, так при сварке зоне термического влияния сварки может образовываться мартенсит, что приведет к значительному снижению вязкости сварного шва.
Для повышения свариваемости сталей предпринимают различные меры, такие как подогрев материала или минимизация поглощения сталью водорода. Поглощение сталью водорода делает сталь более хрупкой.
Свариваемость низкоуглеродистых сталей
В низкоуглеродистых сталях прочность сварных участков является более высокой, чем у основного металла. Это связано с тем, что при охлаждении зоны термического влияния сварки в ней образуется мелкодисперсная перлитная структура. Кроме того, остаточный аустенит вдоль границ перлитных зерен сдерживает кристаллизацию и поэтому способствует сохранению мелкого зерна, что также дает вклад в повышение прочности сварного участка.
Превращения стали в зоне сварного шва
В ходе сварки сталь вблизи сварного шва разогревается выше критической температуры А1 и образуется аустенит (рисунок а). При охлаждении аустенит в этой нагретой зоне превращается в новую структуру, тип которой зависит от скорости охлаждения и диаграммы термокинетического превращения стали.
Обыкновенная низкоуглеродистая сталь имеет настолько низкую закаливаемость, что при обычных скоростях охлаждения на воздухе мартенсит почти никогда не образуется (рисунок б).
Легированную же сталь перед сваркой специально подогревают, чтобы снизить скорость охлаждения сварного шва или подвергают сварное соединение дополнительной термической обработке для отпуска образовавшегося мартенсита (рисунок в).
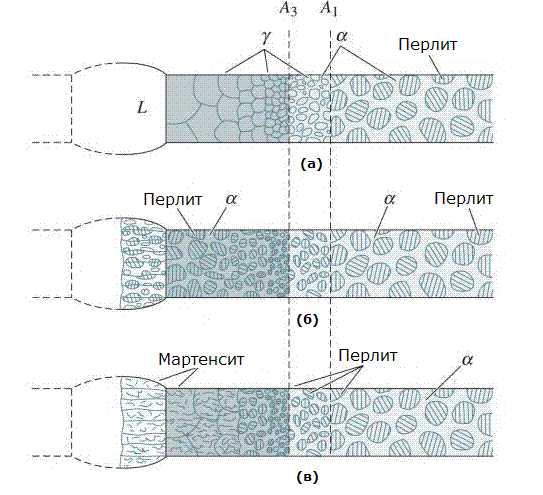 Рисунок – Превращения стали в зоне термического влияния сварки:а) структура стали при максимальной температуре нагрева в зоне сварки;б) структура стали с низкой закаливаемостью в зоне сварки после охлаждения;в) структура стали с высокой закаливаемостью в зоне сварки после охлаждения.
Рисунок – Превращения стали в зоне термического влияния сварки:а) структура стали при максимальной температуре нагрева в зоне сварки;б) структура стали с низкой закаливаемостью в зоне сварки после охлаждения;в) структура стали с высокой закаливаемостью в зоне сварки после охлаждения.
Свариваемость закаленной стали
Свариваемость стали, которая перед сваркой подвергалась закалке и отпуску, имеет два рода проблем. Во-первых, участок зоны термического влияния сварного шва, который нагревается выше температуры А1, может при охлаждении образовывать мартенсит. Во-вторых, участок зоны термического влияния сварного шва, который нагрелся ниже температуры А1, может подвергнуться чрезмерному отпуску. По-хорошему, сталь в закаленном и отпущенном состоянии сваривать нельзя.
steel-guide.ru
Сварка легированных и углеродистых закаливающихся сталей
Сварка легированных и углеродистых закаливающихся сталейКатегория:
Сварка металлов
Сварка легированных и углеродистых закаливающихся сталейК сталям, интенсивно закаливающимся при сварке с образованием мартенситной и промежуточных структур, относятся следующие группы сталей: – конструкционные низко- и среднелегированные среднеуглеро-дистые стали с содержанием углерода до 0,5%. Эти стали отличаются высокой прочностью в сочетании с удовлетворительной пластичностью за счет комплексного легирования. К ним относятся стали перлитного класса 35Х, 40Х, 35Г2, 50Г2, ЗОХГТ, ЗОХГСА, 35ХГСНА и мартенситного класса ЗЗХЗНВФМА, 30Х2НМФА и др.; – жаропрочные и жаростойкие стали 15X5, 15Х5МА, 15Х5ВФ, 20ХЗМВФ, ЗОХМА, 38ХМЮА, 25Х1М1Ф и др.; – средне- и высокоуглеродистые стали 30, 35, 40, 45, 50, 60, 25Г, 35Г, 45Г.
Высокоуглеродистые стали в сварных конструкциях, как правило, не используют. Необходимость их сварки возникает при наплавке и ремонте.
Характерными общими трудностями при сварке этих сталей являются: – образование закалочных структур при охлаждении после сварки и в связи с этим склонность к холодным трещинам; – опасность образования горячих трещин; – разупрочнение металла сварочного соединения по сравнению с основным металлом.
В зависимости от степени легирования и содержания углерода эти стали относятся к удовлетворительно, ограниченно или плохо сваривающимся сталям (см. табл. 2). Главная трудность при сварке этих сталей — образование закалочных структур и холодных трещин, поэтому основные металлургические и технологические меры по обеспечению качества сварных соединений основываются на устранении этой трудности и являются общими для большинства рассматриваемых сталей.
Основные меры по обеспечению качественного сварного соединения. До- сварки- при составлении технологии главное внимание должно быть уделено рациональному выбору материалов: основного и присадочного металла, защитных средств. Основной металл с пониженным содержанием углерода и примесей (серы, фосфора) обладает более высокой стойкостью против холодных и горячих трещин.
Для повышения пластичности сварного шва и увеличения сопротивляемости трещинам содержание углерода в присадочном металле должно быть менее 0,15%; целесообразно предусмотреть более широкую разделку кромок, чтобы обеспечить формирование шва в основном за счет более’пластичного присадочного металла. Высокая технологическая прочность сварного шва достигается при ограничении содержания легирующих элементов в присадочной проволоке до следующих пределов, %: 0,15 С; 0,5 Si; 1,5 МП; 1,5 Gr; 2,5 Ni; 0,5 V; 1,0 Mg; 0,5 Nb.
В качестве защитных средств необходимо использовать покрытия и флюсы основного типа, а также инертные газы (для легированных сталей). Для уменьшения сварочных напряжений, являющихся одной из причин образования трещин, необходимо при конструировании избегать жестких узлов, скоплений швов, пересекающихся и близко расположенных швов.
Во время сварки предусматриваются следующие технологические меры:1. Тщательная подготовка и сборка под сварку, минимальное смещение кромок (менее 10—15% толщины), минимальный зазор, качественные прихватки и зачистка кромок;2. Регулирование термического цикла сварки для обеспечения требуемой скорости охлаждения шва и зоны термического влияния. Скорость охлаждения регулируют изменением режимов сварки (величина тока, скорость сварки, погонная энергия), применением специальных технологических приемов (сварка короткими и длинными участками, наложение отжигающего валика, сварка горкой, каскадом и др.) и применением подогрева, который может быть предварительным, сопутствующим и последующим. Подогрев является наиболее радикальным способом регулирования скорости охлаждения и его используют, когда регулированием режимов сварки и специальными технологическими приемами не удается обеспечить требуемую скорость охлаждения и структуру сварного соединения. Чем выше содержание углерода и легирующих элементов, тем выше температура подогрева.3. Уменьшение содержания водорода в сварном шве, так как водород является одной из главных причин образования холодных трещин. Это достигается применением электродов с фтористо-кальциевыми покрытиями и основных флюсов, защитных газов с пониженной влажностью; сваркой на постоянном токе обратной полярности; тщательной подготовкой под сварку свариваемого и присадочного металла (зачистка, обезвоживание) и защитных материалов (сушка, прокалка).4. Рациональная последовательность наложения швов с целью уменьшения остаточных напряжений и деформаций.
После сварки для предотвращения холодных трещин производят незамедлительно высокий отпуск для снятия остаточных напряжений и стабилизации структуры.
Для обеспечения равнопрочности сварного соединения после сварки производят полную термообработку изделия, которая заключается в закалке и последующем высоком отпуске или в нормализации.
Если габариты изделия и имеющееся оборудование допускают полную термообработку, то химический состав металла шва должен быть близок химическому составу основного металла.
Если полная термообработка невозможна, то проблема равно-прочности решается подбором режимов сварки и легированием через присадочную проволоку.
При сварке закаливающихся сталей применяют в основном виды сварки плавлением — ручную дуговую, под флюсом, в защитных газах, электронно-лучевую, электрошлаковую с использованием сварочных материалов, обеспечивающих заданную прочность и химический состав сварного шва.
Читать далее:
Сварка высоколегированных сталей
Статьи по теме:
pereosnastka.ru
Технология сварки стали 40Х электродами,полуавтоматом со сталью 20
Сталь 40х является конструкционным легированным металлом, который широко используется в промышленности. Технические характеристики и состав материала определяется по ГОСТ 453-71. Содержание углерода в ней должно быть, примерно, 0,4%, а хрома – 1%. Сварка стали 40Х является достаточно сложным процессом, так как материал относится к трудно свариваемым металлам. Для решения данной проблемы используют специальные технологии и методы.

Сталь 40Х
Основная проблема заключается в том, что при сваривании получается большая вероятность появления трещин, раковин и прочих дефектов. Но характеристики самого металла являются весьма полезными при создании металлоконструкций, так что приходится подыскивать подходящие способы как варить сталь 40х.
Способы сварки стали 40Х
Самым качественным и распространенным способом сваривания этого сорта металла, является сварка стали 40х аргоном. Электродуговой аппарат обеспечивает достаточно высокое напряжение для плавления, а газ защищает от воздействия посторонних вещей, которые приводят к браку. В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Выбор способа
Для домашнего применения, когда на изделие не будет возлагаться большая ответственность, применяют самый простой способ – дуговую сварку. Ведь это самый дешевый метод, который не требует особой подготовки. Для сварки стали 40х электроды требуются специально предназначенные для этого дела. В промышленности для ответственных объектов применяют электродуговую сварку с аргоном. Несмотря на высокую себестоимость, это один из самых надежных методов, который обеспечивает длительный срок службы конструкции. Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.

Сварка стали 40Х аргоном
«Обратите внимание!
Вне зависимости от выбранного способа следует тщательно подготовить поверхность перед свариванием.»
Свариваемость стали 40Х и ее свойства
Металл плохо сваривается. Если сам процесс плавления и образования сварочной ванны происходит еще относительно нормально, так как здесь проявляется лишь повышенная вязкость, но весь ряд проблем, которые возникают на шве после окончания, зачастую приводят к его негодности для эксплуатации. Сварка стали 40хн отлично проявляет ее свойства к отпускной хрупкости. Во время самой сварки, а также после нее могут появляться трещины и прочие дефекты, в том числе и деформации. Это возникает из-за резких перепадов температуры, которые вызваны электрической дугой, что особенно заметно, когда происходит сварка тонкого металла электродом. Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.

Сварка стали 40Х
Выбор инструмента
Критерий при выборе материала сварочной проволоки или электрода — ровно один. Их металл должен максимально соответствовать составу того, который идет в заготовках. Следует только обращать внимание на толщину, чтобы она соответствовала толщине деталей, так как глубина приваривания должен быть максимальной из-за сложностей в податливости данной марки стали. Более важным параметром является защита. Сварка стали 40х полуавтоматом должна поддерживаться средой защитного газа, а при ручной – на электродах должно быть покрытие, рассчитанное на работу с этой маркой стали. Тут подойдут электроды марки Э85, у которых имеется пониженное содержание водорода в покрытии, а также которые стойки к образованию трещин при работе со сложными металлами.
Режимы
Чтобы повысить качество соединения, следует использовать уже проверенные параметры, которые рассчитаны для каждой толщины заготовки и соответствующего положения шва. Это существенно облегчит процесс работы.
Диаметр электрода, мм | Пространственное положение сварочного шва | ||
нижнее | вертикальное | потолочное | |
3 | 90…120 | 80…100 | 80…100 |
4 | 140…170 | 130…150 | 130…150 |
5 | 180…220 | 150…180 | |
Технология сварки стали 40х
Первым делом происходит подготовка металла, которая включает в себя зачистку и обезжиривание. Затем следует зафиксировать все детали и можно приступать к подогреву. Это помогает избежать температурной деформации. Подогрев стоит осуществлять до тех пор, пока поверхность не изменит цвет. После этого можно приступать к свариванию. Металл будет тягучим, так что движения может понадобиться совершать с усилием, чтобы обеспечить тщательное перемешивание деталей. Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно. По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.

Прокат стали 40Х
«Обратите внимание!
Для подогрева желательно использовать тот же газ, что и для сварки.»
Контроль качества шва
Контроль качества сварного соединения регулируется по ГОСТ 3242-69. Контроль наружных дефектов проводится при помощи внешнего осмотра металла. Для определения внутренних дефектов могут применять рентгеноскопию, которая покажет наличие раковин и трещин, если они есть. Также применяется магнитографический метод и ультразвуковой анализ.
«Обратите внимание!
Вследствие напряжений трещины могут появляться не сразу, а через некоторое время, так что такие методы контроля должны проводиться на следующие сутки.»
svarkaipayka.ru
Термообработка при сварке металла | Сварка своими руками

Печь для термообработки
Термическая обработка (ТО) – процесс нагрева металлических изделий до критической точки по превышению которой меняется микроструктура и характеристики металла; выдержка и последующее резкое или медленное охлаждение.Часто задают вопрос, можно ли варить термообработанную сталь? Термообработка не влияет на свариваемость. Можно варить как закаленную, так и «сырую» сталь, либо отоженную сталь.ТО допускается до, во время и после проведения сварочных работ.
Часто используемые виды термообработки для стали
Отжиг – снимает напряжения, улучшает пластичность, формирует мелкое зерно. Температура (650±10) оС. Время выдержки рассчитывается в зависимости от максимальной толщины детали и усредненно составляет 2,5 мин. На 1 мм толщины. При отжиге детали всегда охлаждаются вместе с печью.При полном отжиге детали нагревают до 800-900 оС. Происходит рекристаллизация и упрочнение сварного шва. Время выдержки и условия охлаждения, как и в предыдущем случае.Данные приведенные здесь являются ознакомительными, точные данные можно почерпнуть из справочника.Нормализация – процесс очень похожий на отжиг, с одним только отличием – охлаждение делают на воздухе (самоотпуск).Отдых проводится на низких температурах 200 … 300 оС в течении 2…3 ч. Такая процедура понижает содержание диффузионного водорода и снижает величину внутреннего напряжения.Все виды ТО проводят в печах с нагревом электросопротивлением в воздушной атмосфере.
Термообработка алюминия
Предварительный подогрев алюминия необходим в следствии его высокой теплопроводности. Образование нормальной сварочной ванны и формирование сварного шва будет затруднено из-за недостатка температуры, которую постоянно «отнимает» тело алюминиевого сплава. Если речь идет о деталях небольших размеров, отсутствие подогрева не будет катастрофичным, но когда имеешь дело, например, с подваркой дефектов крупного литейного корпуса, тогда трудности станут очевидны даже человеку, не посвященному в тонкости сварочного искусства. Подогревать можно как все изделие целиком, так и выполнять местный (локальный подогрев) подвариваемого места ацетилено-кислородными, пропановыми и другими горелками. Так же, возможен подогрев непосредственно во время выполнения сварочной операции при условии, что это осуществимо технически.Предварительный подогрев применяется так же для некоторых видов сталей, склонных к трещинообразованию (например, 30ХГСА).Послесварочная термообработка для алюминия представляет собой закалку + старение. Правда подобная ТО чревата большими короблениями. Если ремонтируемые изделия имеют уже готовые чертежные размеры, проведение такой процедуры становится невозможной. В таком случае придется обойтись совсем без ТО, либо применить полумеры: нагрев до температуры старения и выдержка в течение определенного времени (режим подбирается исходя из марки алюминиевого сплава). На что влияет подобная мера вопрос спорный, но это лучше, чем вообще ничего не предпринимать.Если после сварки нужно повысить пластичность и снизить твердость, целесообразно выполнить неполный или полный отжиг.Так же нужно понимать, что если вы варите термообработанный алюминий, шов даже при последующей полной ТО, будет мягкий (существенно отличаться от твердости основного металла). Пишите в комментариях, если есть присадочные прутки, которые могут испытывать полиморфные превращения.
svarka-master.ru
Сварка сталей — углеродистых, высоколегированных
Май 15, 2017
Сварка углеродистой стали 45 обладает некоторыми особенностями, сопровождается с определенными трудностями, обусловленными тем, что главным легирующим компонентом в ней является углерод.
Основные особенности сварки деталей из углеродистой стали
Стали, в составе которых углерод составляет 0,1-2,07 процента, относятся к углеродистым. Сплавы с содержанием этого химического элемента в пределах 0,6-2,07 процента считаются высокоуглеродистыми, с вместимостью углерода от 0,25 до 0,6 процентов – среднеуглеродистыми, если же в сплаве углерода меньше, чем 0,25 процентов – низкоуглеродистые.

Сварка углеродистых сталей для каждой из выше перечисленных категорий отличается по технологии ее выполнения. Но присутствуют и общие требования, которые необходимо соблюдать в процессе проведения сварочных работ:
- При использовании полуавтоматической сварки с порошковой проволокой, газосварки, сварки в защитной среде и сваривании заготовок вручную покрытыми электродами сварные швы чаще всего выполняются на весу.
- При использовании автоматической сварки нужно выбирать методики сваривания, обеспечивающие необходимый провар корня шва, а также исключающие прожог материала.
- Свариваемые конструкции для надежной фиксации входящих в них элементов, рекомендуется собирать при помощи специализированных прихваток, разных приспособлений для сборки. Прихватки обычно используются для полуавтоматической сварки в углекислой защитной среде, а для углеродистых легированных сталей с применением покрытых электродов.
Для различных технологий сварки присутствуют индивидуальные стандарты, обозначающие требования к размерам сварных швов, процедуре подготовки кромок свариваемых изделий.
Рекомендации по применению прихваток при выполнении сварочных работ
- Длина прихваток определяется в зависимости от толщины свариваемого металла.
- Площадь сечения прихваток – 2,5-3 см (приблизительно 1/3 часть площади сечения сварного шва).
- Рекомендуется накладывать прихватки с обратной стороны заготовки относительно однопроходного главного шва. Если предполагаются многопроходные сварные швы, тогда накладка осуществляется с противоположной стороны относительно первого слоя.
- Прихватки перед началом проведения сварочных работ обязательно подвергаются тщательной зачистке, визуальному осмотру. При обнаружении трещин, они удаляются в обязательном порядке.
Важный момент! При выполнении сваривания нужно добиваться полной переплавки прихваток, так как существует вероятность формирования трещин из-за достаточно быстрого отвода тепла. Трещины в свою очередь могут повлиять на качество выполнения сварных работ.
Особенности сваривания изделий из высоколегированных сталей
Сварка высоколегированных сталей отличается от сварки низкоуглеродистых сталей более высоким коэффициентом линейного расширения (превышает в 1,5 раза), и более низким коэффициентом теплопроводности (при высоких температурах меньше практически в 2 раза).
- Повышенный коэффициент расширения в процессе выполнения сварочных работ приводит к значительным деформациям свариваемых образцов, при большой жесткости изделий к образованию трещин (крупные заготовки, большая толщина металла, жесткое закрепление свариваемых элементов, отсутствие между ними зазоров).
- Низкий коэффициент теплопроводности в процессе сварочных работ приводит к концентрации тепла, соответственно увеличивается глубина проплавления металла. Чтобы этого избежать, необходимо уменьшать значение сварочного тока приблизительно на 15 процентов (+/-5%).
Образование трещин
Стали, легированные алюминием в отличие от низкоуглеродистых больше склонны к трещинообразованию. Чаще всего горячие трещины образуются в аустенитных сталях, холодные трещины – в закаленных мартенситных, мартенситно-ферритных сталях. Присутствие по границам зерен сетки эвтектики делает сварные швы хрупкими.

Материалы устойчивые к коррозии, легированные ванадием, не имеющие в составе ниобий, титан, в случае их нагревания более 500° теряют свои антикоррозионные качества. Это происходит в результате выпадения железа, карбидов хрома.
Содержание углерода до 0,02 — 0,03 процентов полностью исключает в металле, шовном соединении выпадение карбидов хрома, соответственно межкристаллитную коррозию.
Термообработка
При помощи термической обработки (обычно осуществляется закаливание) антикоррозионные характеристики металла можно возобновить. При нагревании изделия до температуры 850 градусов, выпавшие карбиды хрома снова растворяются в аустените, при мгновенном охлаждении они уже не выделяются. Подобная термообработка называется стабилизацией, но она приводит к снижению значения вязкости, пластичности стали.
Для обеспечения высокой вязкости, коррозионной стойкости, пластичности материала, нужно его разогреть до 1000-1150 градусов, мгновенно закалить (охладить в воде).
Особенности технологии сварки трением с применением перемешивания
Технологический процесс сварки трением с перемешиванием подразумевает нагревание соединяемых деталей трением (один из свариваемых элементов находится в движении).
Принцип действия
Сваривание деталей из арматурной стали трением предполагает сварочные работы, в процессе которых механическая энергия одного из свариваемых элементов, который постоянно перемещается (вращается), преобразуется в тепловую. Обычно вращается или одна из свариваемых деталей, или вставка между ними. Соединяемые таким образом металлические заготовки одновременно между собой прижимаются под установленным или постепенно повышающимся давлением. Нагревание в данном случае осуществляется непосредственно на участке сваривания.
Основные стадии процесса сварки трением
- Разрушение при помощи трения окисных пленок, их удаление.
- Нагрев кромок свариваемых деталей до пластичного состояния, разрушение временного контакта.
- Выдавливание самых пластичных объемов стали из стыка.
- Остановка движения (вращения) свариваемого элемента, формирование монолитного соединения.
По завершению процедуры сваривания заготовок из арматурной стали происходит осадка, мгновенное прекращение движения (вращения) соединяемого изделия. Контактные поверхности деталей в сварочной зоне в процессе увеличения частоты вращения, под сжимающим давлением между собой притираются.
Контактные, жировые пленки на соединяемых изделиях разрушаются. После этого граничное трение преобразуется в сухое. Начинают контактировать между собой отдельные микровыступы, соответственно происходит из деформация. Образуются ювенильные зоны, в которых поверхностные атомы не имеют насыщенной связи – между ними мгновенно формируются металлические связи, которые мгновенно разрушаются благодаря относительному движению поверхностей.
Вывод
Учитывая сложность технологического процесса сваривания конструкций из высоколегированных сталей, сварочные работы должны производить только профессиональные сварщики.
electrod.biz
Сварка легированных и углеродистых закаливающихся сталей
К этой группе относятся, стали с суммарным содержанием легирующих элементов до 10%. Они обладают высокими прочностными и пластическими характеристиками, повышенной стойкостью против хрупкого разрушения и некоторыми специальными свойствами. Прочность таких сталей 800-2000 МПа, поэтому их используют в ответственных конструкциях, воспринимающих значительные нагрузки, например в авиационной технике, химическом и энергетическом машиностроении и др.
Для сталей этой группы характерным является многокомпонентное комплексное легирование. Почти все стали этой группы относятся к перлитному классу. Однако некоторые из них, содержащие легирующих элементов 5-6% и более, могут относиться к мартенситному или переходным классам (30Х2ГСНВМ, 28ХЗСНМВФА и др.). Высокие механические свойства среднелегированных сталей достигаются при соответствующем легировании и надлежащей термической обработкой, после которой проявляется положительное влияние легирования. Поэтому такие конструкционные стали характеризуются как химическим составом, так и видом термической обработки. Стали этой группы, как правило, подвергают улучшению (закалке с последующим высоким отпуском) или закалке и низкому отпуску. В качестве легирующих компонентов для этих сталей применяют хром, марганец, кремний, никель, титан и др. При изготовлении ряда конструкций от материала требуется также сохранение прочностных характеристик при высоких температурах и длительном воздействии постоянных нагрузок. Для повышения жаропрочности сталей в их состав дополнительно вводятся такие легирующие элементы, как молибден, вольфрам, ванадий, энергично повышающие температуру разупрочнения стали при нагреве. При высокой прочности сталь обладает достаточной пластичностью и хорошо сохраняет свои прочностные Характеристики во время нагрева. При 300°С прочность составляет 90%, а при 500°С -50% от исходной.
К этой же группе закаливающихся сталей по своему отношению к сварке относят и нелегированные средне- и высокоуглеродистые стали с содержанием углерода 0,3-0,6% — стали 30, 35, 40, 45, 50, 60, 25Г, 35Г, 45Г. Высокоуглеродистые стали в сварных конструкциях, как правило, не используются. Необходимость их сварки возникаёт при наплавке и ремонте. Для изготовления сварных узлов из легированных высокопрочных сталей используется большинство известных способов сварки плавлением. Однако этот технологический процесс более сложен по сравнению с процессом изготовления конструкций из сталей предыдущей группы. Эти материалы относятся к закаливающимся сталям, поэтому в сварных соединениях могут образовываться хрупкие и малопластичные зоны, чувствительные к возникновению трещин. Характерными общими трудностями при сварке этих сталей являются: 1) образование закалочных структур при охлаждении после сварки и в связи с этим склонность к холодным трещинам; 2) опасность образования горячих трещин; 3) разупрочнение металла сварного соединения по сравнению с основным металлом. Это необходимо учитывать при разработке технологии и предусматривать специальные мероприятия для предохранения от подкалки и выравнивания свойств (подогрев перед сваркой, последующую термическую обработку и т. п.
Для ответственных конструкций широко используют легированные стали перлитного класса средней прочности. Это стали 25ХГСА, ЗОХГСА и другие с меньшим или большим содержанием углерода и сложнолегированные стали с низким содержанием углерода, например 12Х2НВФА, 23Х2НВФА. Они отличаются лучшей свариваемостью по сравнению с высокопрочными легированными сталями типа 30ХГСН2А, 28ХЗСНВФА, 30Х2ГСНВМ и других. В зависимости от степени легирования и содержания углерода стали этой группы относятся к удовлетворительно, ограниченно или плохо сваривающимся сталям. Главная трудность при сварке сталей этой группы — образование закалочных структур и холодных трещин, поэтому основные металлургические и технологические меры по обеспечению качества сварных соединений основываются на устранении этой трудности и являются общими для большинства рассматриваемых сталей.
МЕРЫ ПО ОБЕСПЕЧЕНИЮ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Получение надежных сварных соединений осложняется также повышенной чувствительностью к концентраторам напряжений при статических и, особенно при динамических нагрузках. Такая опасность тем больше, чем выше легирование стали, особенно углеродом, поэтому разрабатывать технологические процессы нужно очень тщательно, а также повышать культуру проектирования и производства.
Необходимые меры по обеспечению получения качественных сварных соединений проводятся на разных этапах создания конструкций. До сварки при составлении технологии главное внимание должно быть уделено рациональному выбору сварочных материалов: основного и присадочного металла, защитных средств. Основной металл с пониженным содержанием углерода и примесей (серы, фосфора) обладает более высокой стойкостью против холодных и горячих трещин.
Для повышения пластичности сварного шва и увеличения сопротивляемости трещинам содержание углерода в присадочном металле должно быть не более 0,15%; целесообразно предусмотреть широкую разделку кромок, чтобы обеспечить формирование шва в основном за счет более пластичного присадочного металла. Высокая технологическая прочность сварного шва достигается при ограничении содержания легирующих элементов в присадочной проволоке до следующих пределов, %: 0,15 С; 0,5 Si; 1,5 Mn; 1,5 Cr; 2,5 Ni; 0,5 V; 1,0 Mg 0,5 Nb. В качестве защитных средств необходимо использовать покрытия и флюсы основного типа, а также инертные газы (для легированных сталей). Для уменьшения сварочных напряжений, являющихся одной из причин образования трещин, необходимо при конструировании избегать жестких узлов, скоплений швов, пересекающихся и близко расположенных швов.
Во время сварки предусматриваются следующие технологические меры:
- Тщательная подготовка и сборка под сварку, минимальное смещение кромок (менее 10-15% толщины), минимальный зазор, качественные прихватки и зачистка кромок.
- Регулирование термического цикла сварки для обеспечения требуемой скорости охлаждения шва и зоны термического влияния. Скорость охлаждения регулируют изменением режимов сварки (сила тока, скорость сварки, погонная энергия), применением специальных технологических приемов (сварка короткими и длинными участками, наложение отжигающего валика, сварка блоком, каскадом и др.) и применением подогрева, который может быть предварительным, сопутствующим и последующим. Подогрев является наиболее действенным способом регулирования скорости охлаждения, и его используют, когда регулированием режимов сварки и специальными технологическими приемами не удается обеспечить требуемую скорость охлаждения и структуру сварного соединения. Чем выше содержание углерода и легирующих элементов, тем выше температура подогрева.
- Уменьшение содержания водорода в сварном шве, так как водород является одной из главных причин образования холодных трещин. Это достигается применением покрытых электродов с фтористо-кальциевыми покрытиями и основных флюсов, защитных газов с пониженной влажностью; сваркой на постоянном токе обратной полярности; тщательной подготовкой под сварку свариваемого и присадочного металла (зачистка, обезвоживание) и защитных материалов (сушка, прокалка).
- Рациональная последовательность выполнения швов с целью уменьшения остаточных напряжений и деформаций. После сварки для предотвращения холодных трещин производят незамедлительно высокий отпуск для снятия остаточных напряжений и стабилизации структуры. Для обеспечения равнопрочности сварного соединения после сварки производят полную термообработку изделия, которая заключается в закалке и последующем высоком отпуске или в нормализации. Если габариты изделия и имеющееся оборудование допускают полную термообработку, то химический состав металла шва должен быть близок химическому составу основного металла. Если полная термообработка невозможна, то проблема равнопрочности решается подбором режимов сварки и легированием через присадочную проволоку. При сварке закаливающихся сталей применяют в основном способы сварки — ручную дуговую, под флюсом, в защитных газах, электрошлаковую с использованием сварочных материалов, обеспечивающих заданную прочность и химический состав сварного шва.
penzaelektrod.ru