Содержание
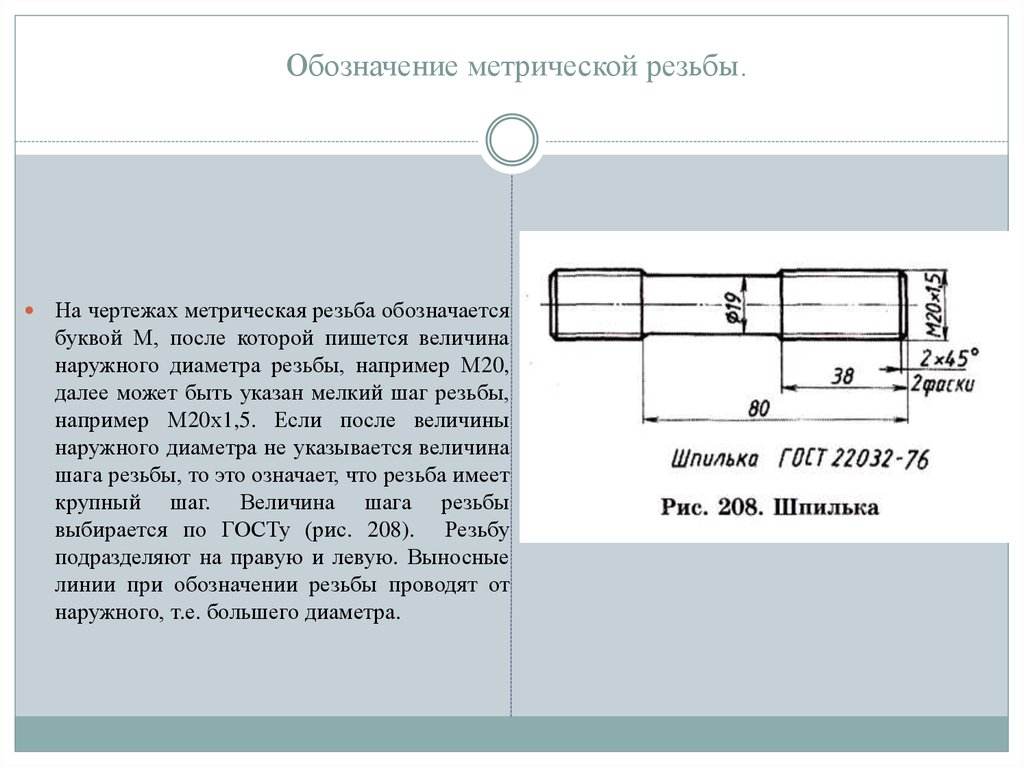
Обозначение метрической резьбы на чертежах
ГОСТ 24705 – 2004
Метрическая резьба, с диапазоном диаметров от 1 до 600 мм, нашла широкое применение в промышленности и бытовой техники. Шаг резьбы измеряется в миллиметрах и имеет разброс его цифровых значений от 0,25 до 6 мм.
Размеры резьбы
- 1 − 1.8
- 2 − 5.5
- 6 − 12
- 14 − 20
- 22 − 30
- 32 − 40
- 42 − 50
- 52 − 60
- 62 − 70
- 72 − 80
- 82 − 100
- 105 − 120
- 125 − 150
- 155 − 180
- 185 − 210
- 215 − 250
- 255 − 290
- 295 − 380
- 390 − 480
- 490 − 600
Профиль метрической резьбы, представляет собой, геометрический равносторонний треугольник с углом при вершине 60°. Высота профиля метрической резьбы рассчитывается по формуле
Высота профиля метрической резьбы рассчитывается по формуле Н = 0,866025404 × Р, где Н это высота, а Р шаг резьбы.
| d СР = M – 2 | 3
8 | H = M – 0.649519053 × Р |
| d ВН = M – 2 | 5
8 | H = M – 1.082531755 × Р |
| d В = M – 2 | 17
24 | H = M – 1.226869322 × Р |
Метрическая цилиндрическая резьба широко используется при изготовлении сложных технических резьбовых соединений в приборостроении, машиностроении, а также при массовом производстве крепёжных изделий таких как: винты, болты, шпильки, гайки и др.
Обозначается метрическая резьба буквой М:
M16,М42,М64– с крупным шагомМ16×0,5;М42×2;М64×3– с мелким шагомМ42×3 (Р1)– это означает, что резьба многозаходная с диаметром42 мм, шагом1 мми её ход составляет3 мм(трёхзаходная)M14LH,M40×2LH,M42×3(P1)LH– если нужно обозначить левую резьбу, то после условного обозначения ставят буквыLH
Современное машиностроение нельзя себе представить без резьб.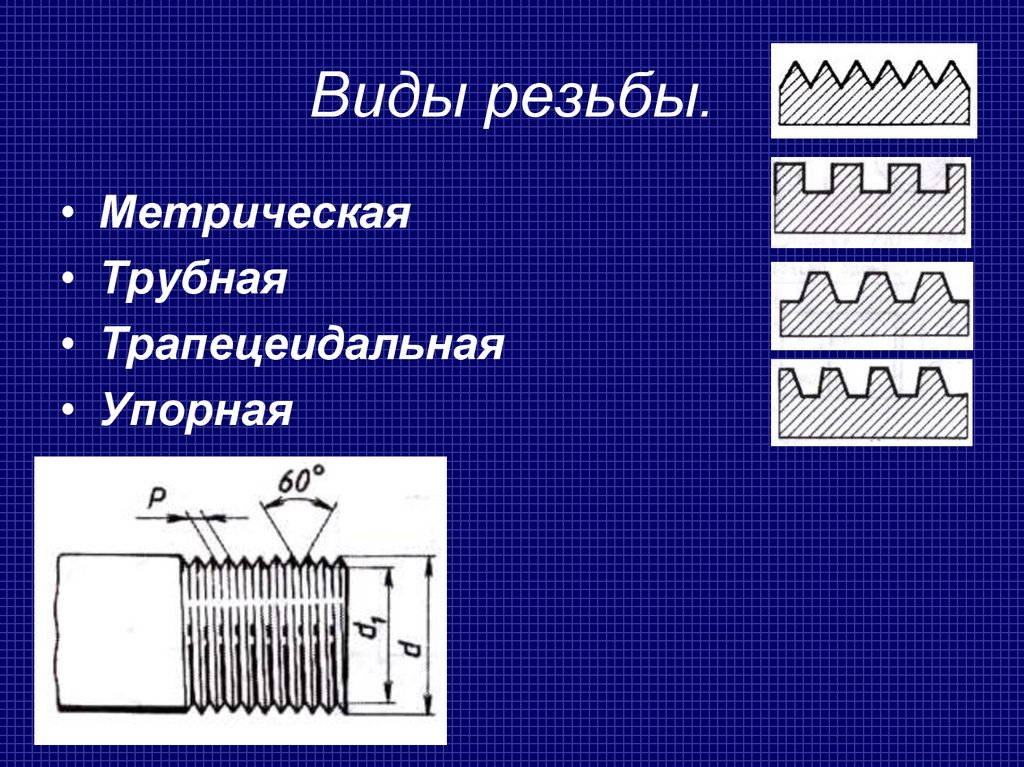 Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Выбор шага резьбы
Шаг является одной из главных характеристик любой резьбы, причем он может быть как мелким, так и крупным.
В тех соединениях, которые подвержены высоким нагрузкам (в том числе и ударного характера) используются резьбы с крупным шагом.
Чтобы получить герметичное сочленение или соединить между собой тонкостенные детали, используются резьбы с мелким шагом. Помимо этого, они часто применяется в различных установочных и регулировочных винтах и гайках для достижения максимально точных настроек.
Нарезание резьбы резцами
И наружные, и внутренние резьбы на токарно-винторезных станках нарезаются при помощи таких инструментов, как резьбовые резцы и гребенки. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Накатывание резьбы
Этот способ изготовление резьб используется при крупносерийном производстве деталей на специализированном резьбонакатном оборудовании. Он характеризуется высокой производительностью и относительно низкими затратами. В основе этого метода лежит пластическая деформация поверхности металлов, и поэтому он не предполагает снятия стружки.
Фрезерование резьбы
Как наружную, так и внутреннюю резьбу можно нарезать методом фрезерования, и для этого используются специальные резьбофрезерные станки. В качестве режущих инструментов в них применяются гребенчатые фрезы, которые врезаются в тело детали при радиальной подаче, в результате чего на поверхности и появляется резьба.
Шлифование точной резьбы
Точные резьбы, которые наличествуют, к примеру, на различных калибрах, резьбовых роликах и т. п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
Понятие о допусках резьбовых соединений
Когда изготавливаются резьбы, их действительные профили имеют некоторые отклонения от теоретических. Поэтому для того, чтобы гарантированно обеспечить сопряжение резьбовых деталей, а также достичь их взаимозаменяемости, эти отклонения регламентируются допусками.
Средний диаметр резьбы является тем основным показателем, который характеризует резьбовое соединение. Наиболее широко применяемой посадкой при резьбовых соединениях является скользящая, когда этот показатель равняется наименьшему среднему диаметру резьбы гайки и наибольшему среднему диаметру резьбы болта.
Классификация резьб — Компания Fluitech Systems
Справочная информация / Классификация резьбы
№ | Тип резьбы | Профиль резьбы | Условное изображение резьбы | Стандарт | Примеры обозначения | Примеры обозначения резьбового соединения |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
1 | Метрическая | |||||
2 | Метрическая коническая | |||||
3 | Трубная цилиндрическая | |||||
4 | Трубная коническая | |||||
5 | Коническая дюймовая | |||||
6 | Трапецеидальная | |||||
7 | Упорная | |||||
8 | Круглая | |||||
9 | Прямоугольная |
1. 2.1. Метрическая резьба
2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150-81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр — d(D) и шаг резьбы — Р, устанавливаемые ГОСТ 8724-81.
По ГОСТ 8724-81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183-75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются.
Диаметры и шаги резьб, указанные в скобках, по возможности не применяются.
В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229-82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150-81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.2.3. Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367-81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.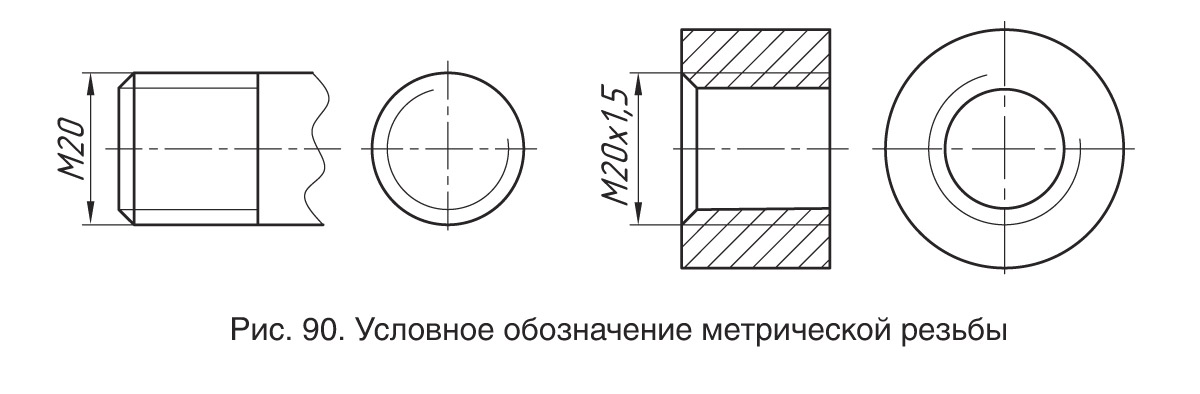 е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211-81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481-81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738-81 и 24739-81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737-81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая — под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177-82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177-82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
1.2.7. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
1.3. Условное изображение резьбы. ГОСТ 2.311-68
Построение винтовой поверхности на чертеже — длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311-68. Винтовую линию заменяют двумя линиями — сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими — по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается.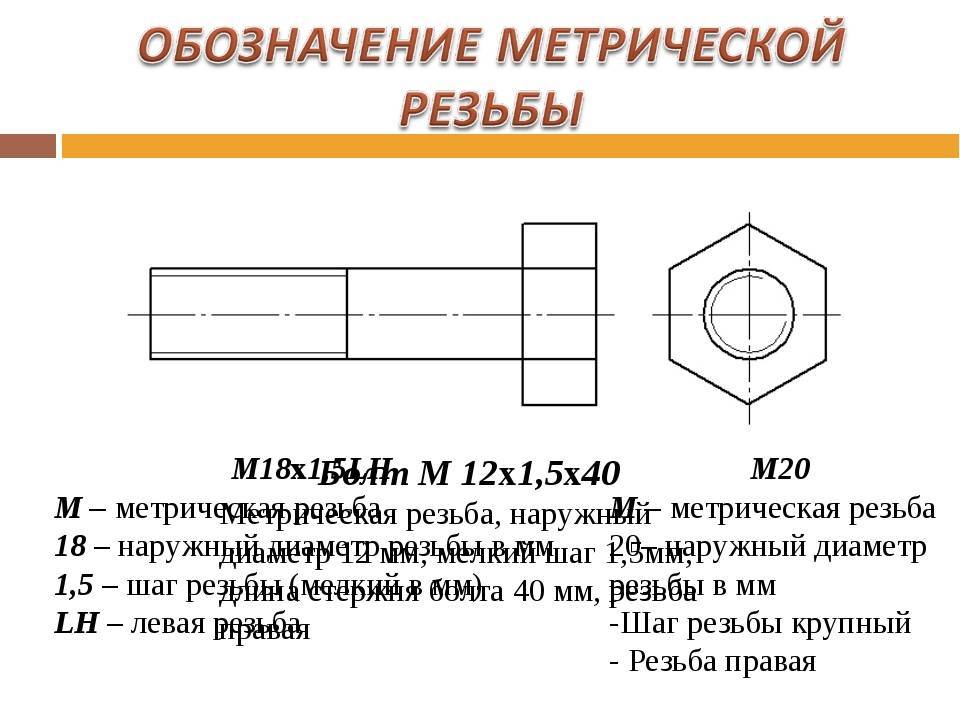 Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.1.3.1.2?
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548-80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба — изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой — по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб
Таблица 1.4.1
| Тип резьбы | Условное обозначение типа резьбы | Размеры, указываемые на чертеже | Обозначение резьбы на чертежах | |||
на изображениях в плоскости, параллельной оси резьбы | на изображениях в плоскости, перпендикулярной оси резьбы | |||||
на стержне | В отверстии | на стержне | В отверстии | |||
| Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр (мм) | ||||
| Метрическая с мелким шагом ГОСТ 9150-81 | M | Наружный диаметр и шаг резьбы (мм) | ||||
| Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) | Tr | Наружный диаметр и шаг резьбы (мм) | ||||
| Трубная цилиндрическая ГОСТ 6357-81 (СТ СЭВ 1157-78) | G | Условное обозначение в дюймах | ||||
| Коническая дюймовая ГОСТ 6111-52 | K | Условное обозначение в дюймах | ||||
| Трубная коническая ГОСТ 6211-81 (СТ СЭВ 1159-78): наружная и внутренняя | R | Условное обозначение в дюймах | ||||
Для обозначения резьб пользуются стандартами на отдельные типы резьб.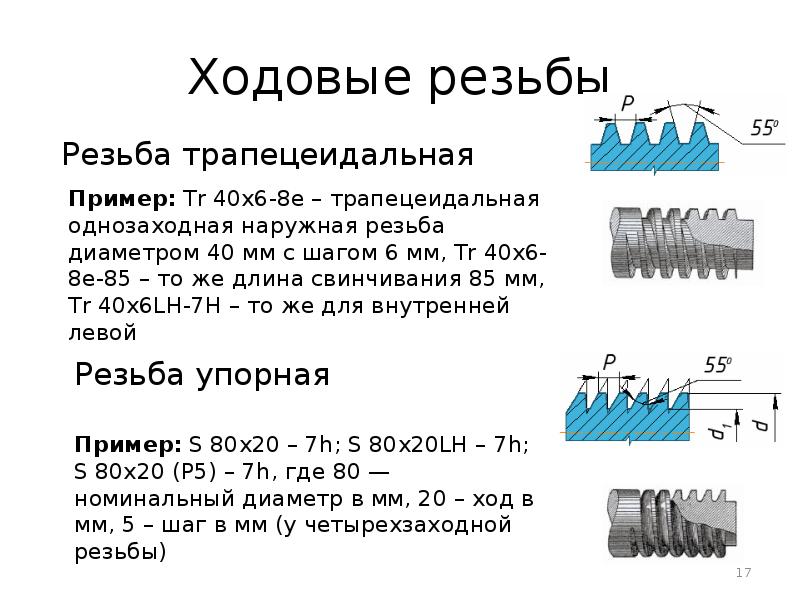 Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150-81.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2-6g или М12×1-6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М — тип резьбы, 24 — номинальный диаметр, 3 — ход резьбы, P1 — шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229-82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150-81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l — длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229-82).
Рис.1.4.1
Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229-82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093-81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G1½LH-В-40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом: например, G/Rp-1½-А.
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 1½-А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R — для конической наружной резьбы, Rc — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе — наружной. Пример обозначения:
В обозначение резьбы входят буквы: R — для конической наружной резьбы, Rc — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе — наружной. Пример обозначения:
G/R * 1½ — A
— внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357-81.
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20×4LH-8H, где LH — обозначение левой резьбы, 8Н — основное отклонение резьбы.
Например: Tr20×4LH-8H, где LH — обозначение левой резьбы, 8Н — основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40×6-8g-85; 85 — длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80×10-8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80×2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Как идентифицировать метрическую резьбу
Метрическая резьба имеет много общих характеристик с британской резьбой, поэтому при попытке различить их необходимо соблюдать осторожность. Во-первых, если метрическая резьба соответствует стандарту DIN 7631, она будет иметь 30-градусную фаску на наружной резьбе, как и наружная резьба BSPP. Для фитингов в портах метрические фитинги (ISO 9974) также имитируют концы шпилек BSPP (ISO 1179) с той лишь разницей, что резьба. Фитинги BSPT очень похожи на фитинги с метрическим конусом, хотя метрический конус встречается гораздо реже. Существуют также варианты уплотнительных поверхностей для различных типов метрических фитингов, которые могут создать трудности при попытке идентификации.
Для метрических параллельных резьб измерение наружного диаметра резьбы штангенциркулем в миллиметрах (мм) даст показание точного размера резьбы, но не шага резьбы. Например, показание штангенциркуля 12,03 мм указывает на то, что это, скорее всего, резьба 12 мм. Однако мы до сих пор не знаем, является ли это шагом резьбы 1,0 или 1,5 (или каким-либо другим шагом).
Эти шаги должны быть выполнены, чтобы убедиться, что вы успешно определили правильную метрическую резьбу:
- Определите, является ли резьба параллельной или конической
- Определите шаг резьбы в мм с помощью резьбомера или штангенциркуля (обычно 1,0, 1,5 или 2,0, но существуют и другие размеры)
- Определите наружный диаметр резьбы (наружная резьба) или внутренний диаметр (внутренняя резьба) с помощью штангенциркуля.
- Найдите наиболее близкое соответствие в соседней таблице (наружный диаметр и шаг резьбы объединяются в «обозначение резьбы», например, M12 x 1,5 указывает на наружный диаметр 12 мм с шагом 1,5 мм)
- Если имеется уплотнение или наклонная уплотнительная поверхность, используйте его для определения конкретного типа метрического фитинга в таблице на следующей странице.

- Чтобы упростить этот процесс, попробуйте TGK от Adaptall (набор резьбовых калибров).

Таблица спецификаций метрической резьбы
Если вы определили, что фитинг имеет метрическую резьбу, вам все равно необходимо определить версию или тип метрического фитинга.
Метрическая резьба и методы уплотнения
Трубные фитинги DIN
Как упоминалось ранее, трубные фитинги DIN имеют конусообразную горловину под углом 24° на внутренней стороне охватываемого фитинга, что должно четко идентифицировать его как DIN, если также была идентифицирована метрическая резьба. Чтобы определить, к какой серии и размеру трубы относится фитинг, осмотрите трубную гайку: большинство производителей указывают серию и размер трубы на самой гайке. Система, используемая для этой маркировки, объединяет СЕРИИ ТРУБ с Н.Д. ТРУБЫ, например: размер трубы 15 мм в серии L укорачивается до L15.
Если серия и размер не указаны на детали, сопоставьте наружный диаметр трубы с обозначением метрической резьбы (размер и шаг резьбы в мм) в таблице, чтобы найти соответствующую серию и размер трубы:
DIN Tube Extra Light Duty (LL), Light Duty (L) и Heavy Duty (S) Таблица совместимости компонентов
| Серия трубок | Трубка Н.  Д. Д. | Метрическая система Резьба Выноска | Трубная гайка Деталь № | Резка Кольцевая часть # | Трубная заглушка Деталь № | Крышка пробирки Деталь № |
|---|---|---|---|---|---|---|
| LL Extra Light Duty | 4 мм 6 мм 8 мм 10 мм 12 мм | 8 мм x 1,0 10 мм x 1,0 12 мм x 1,0 14 мм x 1,0 16 мм x 1,0 | 5201LL-04 5201LL-06 5201LL-08 5201LL-10 5201LL-12 | 5202LL-04 5202LL-06 5202LL-08 5202LL-10 5202LL-12 | ||
| L Легкий Рабочий | 6 мм 8 мм 10 мм 12 мм 15 мм 18 мм 22 мм 28 мм 35 мм 42 мм | 12 мм x 1,5 14 мм x 1,5 16 мм x 1,5 18 мм x 1,5 22 мм x 1,5 26 мм x 1,5 30 мм x 2,0 36 мм x 2,0 45 мм x 2,0 52 мм x 2. 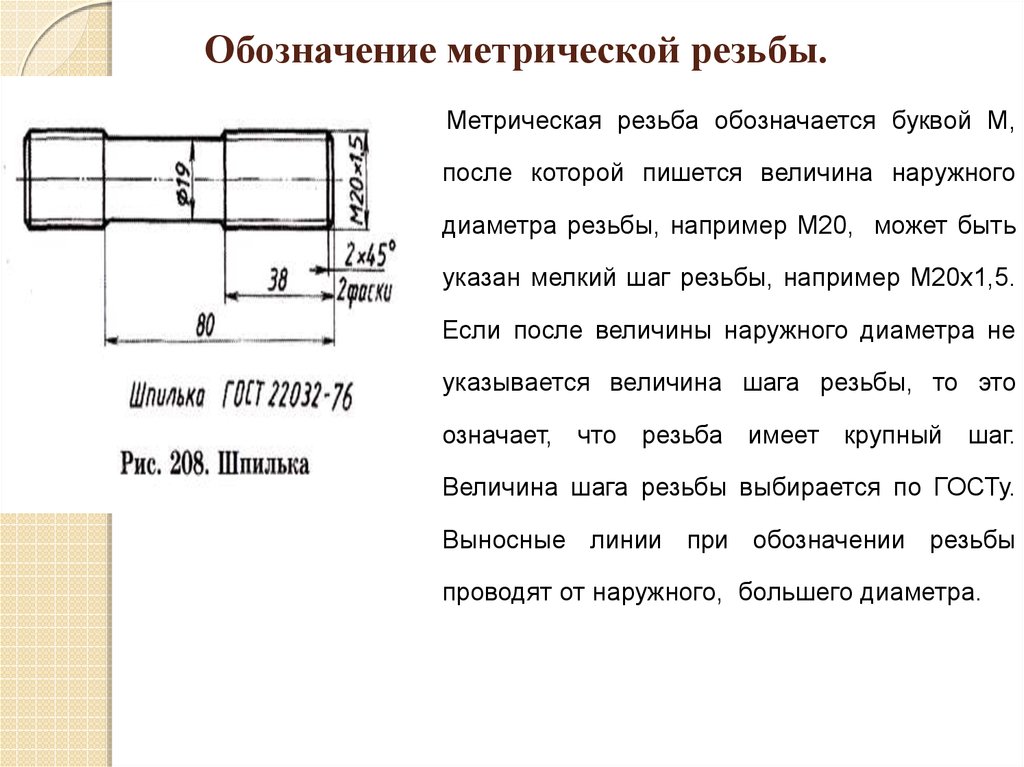 0. 0. | 5201L-06 5201L-08 5201L-10 5201L-12 5201L-15 5201L-18 5201L-22 5201L-28 5201L-35 5201L-42 | 5202-06 5202-08 5202-10 5202-12 5202-15 5202-18 5202-22 5202-28 2 9002-49 2 5202-45 | 5203L-06 5203L-08 5203L-10 5203L-12 5203L-15 5203L-18 5203L-22 5203L-28 5203L-35 5203L-42 99944 5203L-35 5203L-42 9699944 5203L-35 5203L-42 99994 | 5204L-06 5204L-08 5204L-10 5204L-12 5204L-15 5204L-18 5204L-22 5204L-28 5204L-35 5204L-42 |
| S Тяжелый Надежный | 6 мм 8 мм 10 мм 12 мм 14 мм 16 мм 20 мм 25 мм 30 мм 38 мм | 14 мм x 1,5 16 мм x 1,5 18 мм x 1,5 20 мм x 1,5 22 мм x 1,5 24 мм x 1,5 30 мм x 2,0 36 мм x 2,0 42 мм x 2,0 52 мм x 2.  0. 0. | 5201S-06 5201S-08 5201S-10 5201S-12 5201S-14 5201S-16 5201S-20 5201S-25 5201S-30 5201S-388 99 5201S-30 5201S-388 | 5202-06 5202-08 5202-10 5202-12 5202-14 5202-16 5202-20 5202-25 6 9002-43 5202-40 | 5203S-06 5203S-08 5203S-10 5203S-12 5203S-14 5203S-16 5203S -20 5203S-25 5203S-30 5203S-388 | 5204S-06 5204S-08 5204S-10 5204S-12 5204S-14 5204S-16 5204S-20 5204S-25 5204S-30-39 90444 5 |
Фитинги Kobelco
Фитинги
Kobelco по существу аналогичны трубным фитингам с метрической резьбой DIN 24°, однако все размеры резьбы Kobelco имеют шаг 1,5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако единственные размеры, которые действительно уникальны для Kobelco, представлены в списке ниже.
Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако единственные размеры, которые действительно уникальны для Kobelco, представлены в списке ниже.
Таблица совместимости компонентов Kobelco
| Серия трубок | Трубка Н.Д. | Метрическая система Резьба Выноска | Трубная гайка Деталь № | Резка Кольцевая часть # | Трубная заглушка Деталь № | Крышка пробирки Деталь № |
|---|---|---|---|---|---|---|
| Л | 22 мм 28 мм 35 мм | 30 мм x 1,5 36 мм x 1,5 45 мм x 1,5 | 5201L-22-30X1,5 5201L-28-36X1,5 5201L-35-45X1,5 | 5202-22 5202-28 5202-35 | 9248-22-30 9248-28-36 9248-35-45 | 9249-22-30 9249-28-36 9249-35-45 |
Фитинги Komatsu
Фитинги
Komatsu имеют шаг резьбы 1,5 мм во всех размерах и уплотняются с помощью конусного седла 30°/60°. Если вы идентифицируете метрическую резьбу с носовым конусом, будьте очень осторожны, чтобы отличить, действительно ли это седло конуса 30 ° / 60 ° (Komatsu) вместо 37 ° / 74 ° (китайский язык Великобритании).
Если вы идентифицируете метрическую резьбу с носовым конусом, будьте очень осторожны, чтобы отличить, действительно ли это седло конуса 30 ° / 60 ° (Komatsu) вместо 37 ° / 74 ° (китайский язык Великобритании).
37°/74° и фитинги с плоской поверхностью в китайской метрической системе
Эти фитинги все чаще экспортируются из Китая на тяжелое оборудование с использованием китайских стандартов. Что определяет эти стандарты, так это то, что они оба используют североамериканские типы уплотнений, но с метрической резьбой. Это включает торцевое уплотнение с уплотнительным кольцом (ORFS) и методы уплотнения с развальцовкой на 37° (JIC), однако резьба UN и SAE заменена метрической и не соответствует традиционному шагу резьбы для всех размеров.
Метрическая коническая резьба
Если у вас метрическая коническая резьба, для определения шага резьбы необходимо выполнить те же начальные шаги, что и для параллельной метрической резьбы. Также аналогично параллельной метрической резьбе то, что измерение наружного диаметра покажет фактический размер резьбы (т. е. измерение 18,01 мм означает, что резьба, скорее всего, M18). Однако, чтобы сделать это точно с конической метрической резьбой, необходимо измерить наружный диаметр в третьем ряду резьбы от конца фитинга.
е. измерение 18,01 мм означает, что резьба, скорее всего, M18). Однако, чтобы сделать это точно с конической метрической резьбой, необходимо измерить наружный диаметр в третьем ряду резьбы от конца фитинга.
Как измерить размер резьбы
В этом руководстве мы покажем, как измерить размер резьбы для дюймовой и метрической систем измерения.
Общие инструкции
Измерьте диаметр винта или размер винта, измерив ширину резьбовой части винта.
Это соответствует первой цифре размера резьбы. Для дюймов любой диаметр меньше 1/4 дюйма обозначается числом,
указаны в таблице ниже (например, 8 соответствует 0,164 дюйма). Для метрических винтов это число миллиметров, которому предшествует буква M
(например, M6 соответствует 6 мм).Измерить шаг резьбы . Это соответствует второму числу размера резьбы. Для дюймов это делается
путем подсчета количества витков в дюйме. Для метрических винтов это длина в миллиметрах между витками резьбы.
Дюйм
Размеры дюймовой резьбы указаны по диаметру и числу витков на дюйм. Диаметр тоже известен.
как размер винта. Для винтов диаметром менее 1/4 дюйма размер винта обозначается значком
номер (например, №10 или №10). Например, винт 10-24 имеет диаметр резьбы 0,190 дюйма и 23 витка резьбы на дюйм.
| №0 | №1 | №2 | №3 | №4 | №5 | №6 | №8 | № 10 | № 12 |
|---|---|---|---|---|---|---|---|---|---|
| 0,060″ | 0,073″ | 0,086″ | .
|