Содержание
Скорость работы лазерных станков
Лазерный станок — это не только прецизионное (то есть, максимально точное), но и высокоскоростное оборудование. При выборе подходящей модели параметры скорости перемещения луча стоят на втором месте после мощностных характеристик, что вполне понятно, так как это одна из составляющих эффективного производственного процесса.
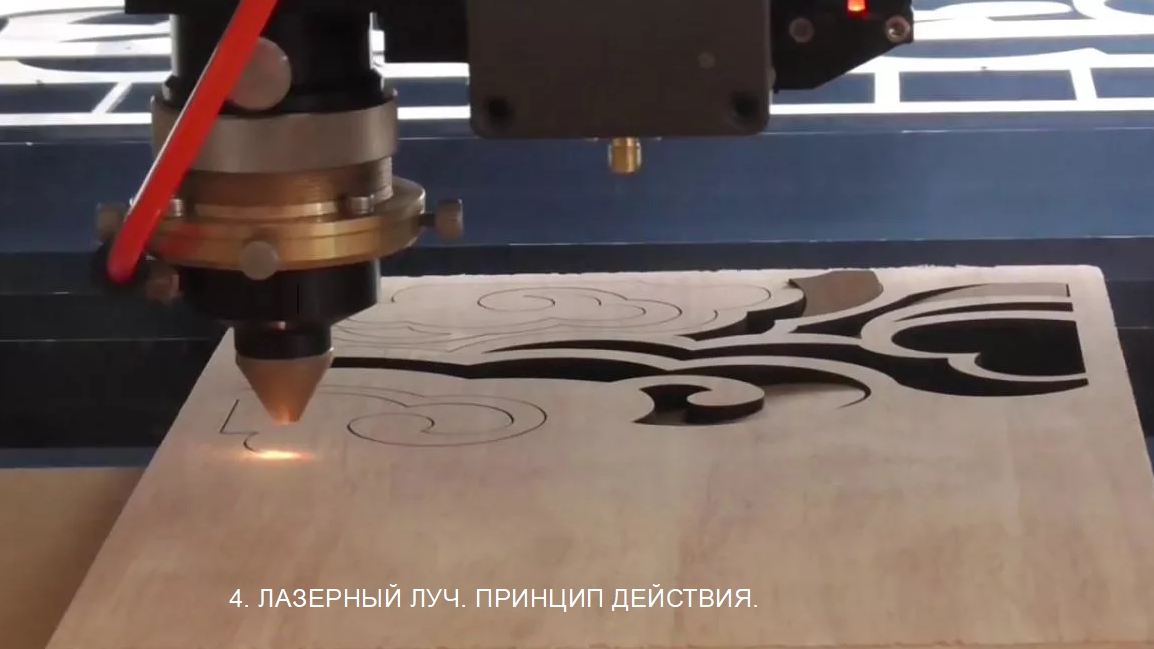
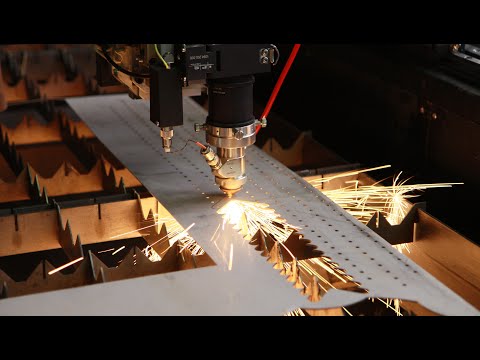
Основными направлениями использования лазерных станков являются резка и гравировка материалов. В первом случае луч проходит поверхность насквозь, во втором частично снимает с нее верхний слой на глубину, заданную в программе.
Если сравнить характеристики различных моделей, можно увидеть, что в большинстве своем скорость резки заявлена 500 мм/с, для гравировки указывается 700 мм/с. Небольшой процент малогабаритного оборудования (настольные аппараты) режет и гравирует с максимальными показателями 100 и 120 мм/с, а несколько крупноформатных станков, наоборот, превышают среднюю планку — тут цифры доходят до 1000 мм/с.
Говоря о скорости лазерного станка, следует понимать, что указанные производителем цифры говорят о возможностях оборудования при сочетании идеальных факторов. В реальности же получить такие показатели можно лишь на пленках, пергаментной бумаге, шелке и т. п. и то, только в моменты прохождения луча по прямой.
Правильно подобранное соотношение мощности трубки и скорости перемещения лазерной головки является залогом качественной и продуктивной работы оборудования
Существует несколько факторов, влияющих на скорость перемещения луча. В их число входят: сложность контура, ровная поверхность, тип двигателей и качество линейных направляющих, но основными являются мощность излучателя и толщина материала. Отталкиваясь именно от этих характеристик и подбираются оптимальные скоростные режимы обработки. Следует уточнить, что практически каждый пользователь лазерного оборудования вычисляет удобные ему настройки самостоятельно. В данной статье будут приведены только некоторые комбинации для наиболее популярных материалов (фанера и оргстекло), которые позволят ознакомиться с примерным пониманием пропорций.
Лазерная трубка 40-45 Вт
Резка:
- фанера 3 мм: мощность 70-80%, скорость 8-10 мм/с;
- оргстекло 2 мм: 20% и 10 мм/с.
Гравировка:
- фанера 3 мм: 20% от максимальной мощности и скорость 150 мм/с;
- пластик 3 мм: 17-20% и 300 мм/с.
Излучатель на 50 Вт
Резка:
- фанера 3 мм: мощность 25-30%, скорость 7-10 мм/с;
- пластик 2 мм: 20% и 10 мм/с.
Гравировка:
- фанера: мощность 16-20%, скорость 300-350 мм/с;
- пластик: 17% и 300 мм/с.
Трубка 60 Вт
Резка:
- фанера 3-5 мм: 73-78% от мощности на скорости 12-16 мм/с;
- акрил 3-5 мм: 60-70% и 18-20 мм/с;
Гравировка:
- фанера 3-5 мм: 14-15% мощность, 150-170 мм/с скорость;
- пластик 3-5 мм: 13-15% и 150-170 мм/с.
Трубка 80-90 Вт
Резка:
- фанера 6 мм: мощность 65%, скорость резки 10-12 мм/с;
- фанера 5 мм: 65% и 15-20 мм/с;
- фанера 3 мм: 65% и 25-35 мм/с;
- пластики 6-10 мм: 65% и 10-12 мм/с.


Гравировка:
- фанера: на мощности 13% скорость 250 мм/с; на мощности 10% скорость 150 мм/с;
- пластики: 8-10% и 200-250 мм/с.
Излучатель 100 Вт
Резка:
- фанера 6 мм: мощность 65%, скорость 18-20 мм/с;
- фанера 3 мм: 65% и 35-45 мм/с.
Гравировка:
- фанера: 10-13% мощности на скорости 150-170 мм/с.
Вышеперечисленные режимы подходят для получения качественной и детализированной гравировки или для сквозной резки материалов за один проход. Можно заметить, что увеличение мощности излучения влечет за собой повышение скорости прохождения луча, однако, такой подход не всегда целесообразен, так как может привести к оплавлению поверхности в зоне реза. Поэтому подбирать подходящее соотношение необходимо с осторожностью, постепенно повышая мощность и увеличивая скорость. Чтобы избежать порчи изделий и заготовок, тестирование желательно проводить на пробных участках материала.
Свежее:
- Сферы применения лазерных станков с ЧПУ
- Лазерный сварочный аппарат
- Сравнение Wattsan 1610 LT и Zerder ACE 1610
- Идеи бизнеса на лазерном станке Zerder дома
- Новая линейка доступных станков Zerder
Популярное:
- Как бороться с факелом при резке фанеры на лазерном станке
- Обработка кожи на лазерно-гравировальном станке
- Принцип работы лазерного оборудования с ЧПУ
- Что такое чиллер для лазерного станка с ЧПУ?
- Как выбрать лазерный станок
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере
Газовый маркер
Волоконный маркер
Лазерные станки по дереву
Лазерные станки Zerder
Лазерный маркиратор
Лазерные станки по металлу
Лазерные станки Rabbit
Лазерные станки для гравировки
Лазерные станки WATTSAN
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях
оказания услуг
Оцените информацию на странице
Средняя оценка: 4,5
Голосов: 8
Практика использования лазера мощностью 5,5Вт
Обзор является продолжением рассказа о практическом применении в домашних условиях лазерного гравировального станка с рабочей площадью формата А3.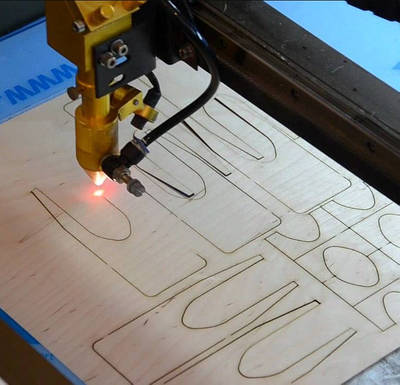 В прошлый раз речь шла о наборе для самостоятельной сборки, комплектуемом лазером мощностью 2500mW. В этот раз я расскажу о его замене на лазер с заявленной мощностью уже на 5500mW. Из обзора можно будет узнать, за сколько проходов такой лазер способен прожечь 3 мм и 4 мм фанеру, что для этого нужно и главное – что потом с этим делать. Далее — много букв и фото.
В прошлый раз речь шла о наборе для самостоятельной сборки, комплектуемом лазером мощностью 2500mW. В этот раз я расскажу о его замене на лазер с заявленной мощностью уже на 5500mW. Из обзора можно будет узнать, за сколько проходов такой лазер способен прожечь 3 мм и 4 мм фанеру, что для этого нужно и главное – что потом с этим делать. Далее — много букв и фото.
Итак, многие наверное помнят первую часть данного обзора в которой я постарался рассказать о применении как самого станка так и о работе с программным обеспечением BenBox. В конце обзора я упомянул, что у хозяина устройства появилась идея его модернизировать и установить более мощный лазер.
Основным посылом к модернизации послужило желание вырезания поделок из фанеры. Хотя изначально, перед приобретением первого варианта, существовала необходимость лишь в резке фигурок из фетра, с чем, кстати сказать, предыдущий лазер справлялся отлично, в период проведения тестирования выяснилось, что и фанеру он тоже режет, но для этого требуется сравнительно много времени.
Идея замены витала в воздухе не очень долго и скоро воплотилась в реальный заказ — лазер был приобретен здесь с купоном «DotGB» за $247.99
Поставляется в комплекте с блоком питания.
На корпусе лазера, представляющем собой по сути один сплошной радиатор, присутствует наклейка с указанием необходимого для него напряжения и выдаваемой мощности.
Блок питания рассчитан на 12v и 5А.
Использовать лазер можно «из коробки», т.к. плата управления уже встроена и расположена над кулером охлаждения радиатора. Для включения необходимо лишь подключить блок питания. После этого лазер включится на максимальной мощности. Для включения минимального режима служит одна единственная кнопочка на плате.
Судя по характеристикам, длина волны лазера составляет 450nm, цвет луча – синий.
Совместного фото нового лазера со старым я, к сожалению, не сделал, но если в общем, то в первую очередь разница отчетливо заметна в размерах.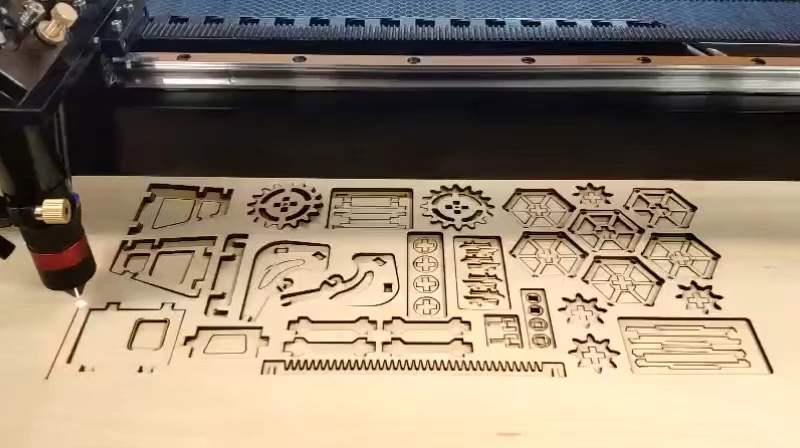 Скорее всего, это связано с размером радиатора, который выглядит значительно больше и внушительнее.
Скорее всего, это связано с размером радиатора, который выглядит значительно больше и внушительнее.
Кроме того, размер регулировочной части фокусной линзы также стал примерно в два раза больше.
Вот так выглядит лазер в установленном виде. Здесь же видно, что дополнительный кулер, препятствующий оседанию дыма на линзе лазера все таки был закреплен на каретке и теперь перемещается вместе с лазером. Вес его незначителен и пока это никак негативно не повлияло на работу шаговых двигателей.
Для крепления использована деталька от детского железного конструктора. При достаточной жесткости она довольно пластична, поэтому можно легко подобрать необходимый угол наклона кулера для конкретной ситуации.
Вместе с лазером были заказаны вот такие малюсенькие радиаторы (10х10 мм) на самоклеющейся основе.
Радиаторы приобретались для установки на двух микросхемках платы лазера, т. к. при работе устройства они довольно ощутимо нагреваются и были опасения за их состояние.
к. при работе устройства они довольно ощутимо нагреваются и были опасения за их состояние.
Первые тестовые испытания показали, что лазер действительно мощнее предыдущего, это с учетом одного и того же подхода к процедуре резки. То есть, как это ни странно констатировать, но «на глаз» мощность действительно увеличена примерно в два раза.
Т.е. то, что на лазере в 2500mW резалось за 6-8 проходов теперь режется за 3-4. Но это пока… (об этом чуть позже).
Первой толковой поделкой, по просьбе знакомых, попробовали сделать так называемую «медальницу». Т.е. это вроде тематической вешалки для медалей. Поскольку станку по силам пока только фанера «тройка», то решили сделать две заготовки и затем, склеив их между собой, добиться необходимой прочности.
На фото ниже видно, что первая попытка была не очень удачной, а все потому, что не всегда понятно, прорезалась фигура целиком или нет, к тому же, на это очень сильно влияет изгиб фанеры, которая не всегда является идеально ровной.
В конце концов, со второй попытки желаемое получилось, но суть в данном случае не в этом.
А в том, что устав каждый раз искать, на что положить заготовку, чтобы было видно снизу, насколько хорошо она прорезалась, было принято решение заколхозить какую-нибудь специальную приспособу для этих целей.
Исходя из особенностей конструкции рамы станка, отличным вариантом в качестве основания для этого показалось использование двух длинных направляющих, по которым не предусмотрено перемещение механизма. Кроме того, в этих направляющих имеется углубление, за которое можно закрепить приспособу.
Расстояние между серединами направляющих составило 41,5 см.
Широкий профиль для гипсокартона, давно стоявший без дела в углу, отлично подошел для предполагаемых целей. Для этого от него был отрезан кусок необходимой длины и разрезан вдоль – тем самым получилось два уголка с ребром жесткости.
Отрезаем «лишние» кусочки, чтобы одно ребро уголка свободно входило между направляющими, а другое ложилось на них.
Часть уголка загибаем под желобок направляющей с обоих сторон так, чтобы уголок мог двигаться и одновременно не выскакивать из направляющей.
Получается, что теперь мы имеем две поперечины, которые можно свободно перемещать внутри рабочей площади станка и тем самым разместить на них любой кусочек фанеры.
При необходимости их можно просто сдвинуть в любую сторону, чтобы не мешали.
Вот так теперь можно разместить фанерку , при этом расстояние от ее поверхности то линзы лазера составляет около 36 мм.
Но возможно самое важное при таком подходе то, что теперь фанеру можно притянуть к получившимся направляющим в нужных местах хоть саморезами, хоть струбцинками и тем самым обеспечить ее «ровность» по всему периметру предполагаемой поделки.
Ну а вот так получается можно наблюдать в процессе работы лазера, насколько хорошо прорезается деталь и нужно или нет делать дополнительные проходы.
Потренировавшись, еще на предыдущем лазере в вырезании плоских поделок, давно хотелось попробовать сделать что то действительно полезное и интересное, например что то из разряда коробочек-шкатулочек. Но дело это, как Вы понимаете, не совсем простое, то есть конечно принцип тот же самый что и всегда – надо нарезать детальки и потом их соединить, но поскольку деталек получается достаточно много, то точность чертежа должна быть достаточной для того, чтобы по концовке работы не пришлось все выбрасывать, т.к. не получается их состыковать. К тому же, возвращаясь опять же к количеству деталек остро встает вопрос автоматизации резки с точки зрения необходимости выполнения нескольких проходов.
Далее я немного расскажу о ее применении на примере создания интересной поделки из фанеры – шкатулки-книжки. Вот исходное (не мое) фото такой шкатулки.
Вот исходное (не мое) фото такой шкатулки.
Такая конструкция сразу же привлекает внимание тем, что в ней «свободно гнется то, что по определению гнуться не должно». То есть здесь верхняя и нижняя сторона коробочки являются цельными друг с другом, а соединяющая их часть гнется и не ломается при помощи специально нарезанных прорезей, образующих своеобразный книжный переплет.
Давно хотелось посмотреть, как это будет выглядеть на практике, к тому же размеры такой шкатулки сравнительно невелики, поэтому и времени на ее вырезание не должно понадобиться слишком много.
В оригинальном исполнении, как на картинке, шкатулка дополнена гравировкой и имеет странного вида, но весьма интересный замок-задвижку. Я немного упростил конструкцию и подготовил на ее основе вот такой чертежик.
Итак, в результате получаем вот такой набор элементов.
А вот так может теперь изгибаться цельный кусок фанерки.
При сборке нет необходимости использовать клей, т.к. все детали входят очень плотно.
Внутреннее полезное пространство имеет размеры, соответствующие стандартным пластиковым картам.
Никогда такого не делал, но для пробы покрыл коробочку сначала темной морилкой, а затем лаком. С учетом отсутствия опыта в этом направлении считаю, что для первого раза получилось неплохо )).
Коробочка-шкатулка в общем то получилась, вырезалась она за 5 проходов (пятый это на всякий случай, для закрепления так сказать). Но почему то никак не покидало ощущение, что я делаю что то не совсем правильно, т.к. все таки хотелось большей производительности.
Немного поразмыслив в голову пришла одна интересная идея. Возможно скажу давно общепринятый факт, но пока лично не встречал подобного подхода, поэтому прошу заранее извинить.
Итак, давайте вспомним, по какому принципу как правило настраивается фокусировочная линза лазера? При включенном на минимальной мощности лазере необходимо вращать регулировку фокуса линзы добиваясь на предполагаемой к обработке поверхности минимального размера пятна лазера и превращая его в идеале в точку.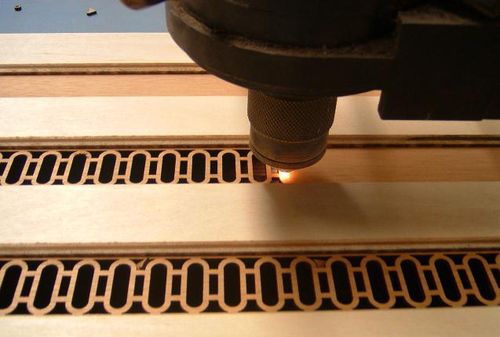
В данном случае минимальный размер пятна гарантирует нам максимальную мощность лазера, все казалось бы, правильно. Но наблюдая за процессом резки меня сильно смущало то, что практически идеальный рез вначале процесса, к концу становился каким то слабым, местами даже не дорезая фанеру снизу.
Так вот, если Вы еще не догадались к чему я веду, поясняю.
При углублении лазера в фанеру тем самым получается, что с каждым проходом увеличивается расстояние от лазера до поверхности и при этом происходит что? — расфокусировка луча с неизбежным падением его мощности в конечной точке.
Так и получается: чем глубже, тем хуже. Если так, то тогда напротив, сфокусировав луч немного ниже поверхности реза мы должны добиться увеличения мощности лазера ближе к противоположной поверхности.
Для проверки своей теории я попробовал сфокусировать луч не на самой фанерке, а на поверхности под ней заранее предполагая, что ничего путного их этого не получится, т.к. пятно на фанерке должно было получиться не совсем маленьким и рез поэтому должен по идее сильно обугливаться. Но случилось чудо!
Но случилось чудо!
Фанера тройка прорезается за два прохода до состояния «самовываливания», скорость реза при этом, согласно параметрам Бэнбокса составляла значение 150.
Но как всегда что? Не обошлось без нюансов.
Главный из них состоит в том, что фанера должна лежать абсолютно ровно во всей плоскости реза, поэтому ее обязательно нужно притягивать.
Вот в качестве примера два кружка, которые резались при одних и тех же параметрах.
В первом случае фанера, даже при относительной «ровности», не притягивалась к направляющим и получился вот такой ужас.
На этом же кусочке, но уже притянутом струбциной получилось вот так. Процесс данный кстати показан на видео, которое будет в конце обзора.
Раздобыл небольшой кусок 4 мм фанерки. Попробовал прожечь.
Получилось за три прохода до ‘самовываливания’. Принцип фокусировки тот же, что и описан выше — по направляющей под фанеркой.
Удовлетворившись наконец полученным результатом мне захотелось продолжить свои эксперименты в области шкатулкостроения, целью которых является создание какой-нибудь красотищи. Но путь этот надо сказать весьма труден и тернист.
Но путь этот надо сказать весьма труден и тернист.
После изготовления шкатулки-книжки я попытался подготовить чертежик под желаемые для себя размеры, но быстро понял, что хотя задача эта вполне себе выполнима, но вот затрачиваемое на это время ну совсем мне не понравилось.
Дело в том, что необходимо очень тщательно подходить к размерам всех деталек чертежа чтобы потом они и стыковались в нужных местах и не вываливались при этом, ну и все это плюс зависит от сложности самой конструкции. В общем повозившись пару дней, я понял, что лень в очередной раз победила и стал искать способы автоматизации данного процесса.
В среде людей, занимающихся вырезанием на мощных лазерных CO2-станках (от 40Вт) большой популярностью пользуется разработка чертежей в Corel Draw для которого существуют специализированные программы-макросы, способные строить различные чертежи коробочек по задаваемым пользователем параметрам. Встречаются как бесплатные так и платные разработки.
Задавшись целью создания красивой резной шкатулки, я быстро понял, что среди бесплатных программ ловить особенно нечего, так как практически все они заточены лишь на простые модельки коробочек. В результате поиска удалось натолкнуться на весьма хорошую разработку под названием «Конструктор Шкатулок».
В результате поиска удалось натолкнуться на весьма хорошую разработку под названием «Конструктор Шкатулок».
Конструктор Шкатулок представляет собой макрос под Corel Draw для быстрого проектирования различных объемных конструкций из листового материала (в основном – дерева).
На специализированном форуме данному макросу посвящено отдельное обсуждение, в котором сам разработчик принимает активное участие.
Кстати о разработчике, надо отдать ему должное, т.к. такого подробного и доступного для восприятия руководства пользователя, я давно не видел. Достаточно его просто внимательно почитать и уже начинает складываться впечатление, что сам пользуешься этой программой пару недель. Далее я не буду подробно рассказывать, что и для чего предназначено в программе, т.к. сделать это лучше, чем уже описано в руководстве все равно не получится.
Существует бесплатная версия подобного макроса под названием ‘Конструктор коробок’, но по довольно утилитарному названию несложно догадаться для чего он предназначен и если, к примеру, творческая составляющая коробки Вас не особо интересует, то данный макрос вполне подойдет.
Скачав, установив и посмотрев что к чему в бесплатной версии, а также внимательно почитав вышеуказанное руководство я понял, что платная версия – это именно то, что нужно в моем случае. Сразу отмечу, что стоимость полноценной программы оказалась не настолько высокой как я думал, и сопоставима со стоимостью одной-двух шкатулок, сделанных по созданным с ее помощью чертежам. К тому же в преддверии новогодних праздников автор предоставляет на нее скидку. Короче купил я этот макрос.
Установки как платной так и бесплатной версии макроса как таковой не требуется, достаточно просто скопировать файл в специализированную папку Корела до его запуска (в моем случае это «C:Program Files (x86)CorelCorelDRAW Graphics Suite X8DrawGMS»).
Далее необходимо запустить Корел и перейти в соответствующие пункты меню, как показано на картинках ниже.
Выбрать макрос и списка и нажать кнопку «Run».
Если все сложилось как надо, то на экране появится вот такое окошко.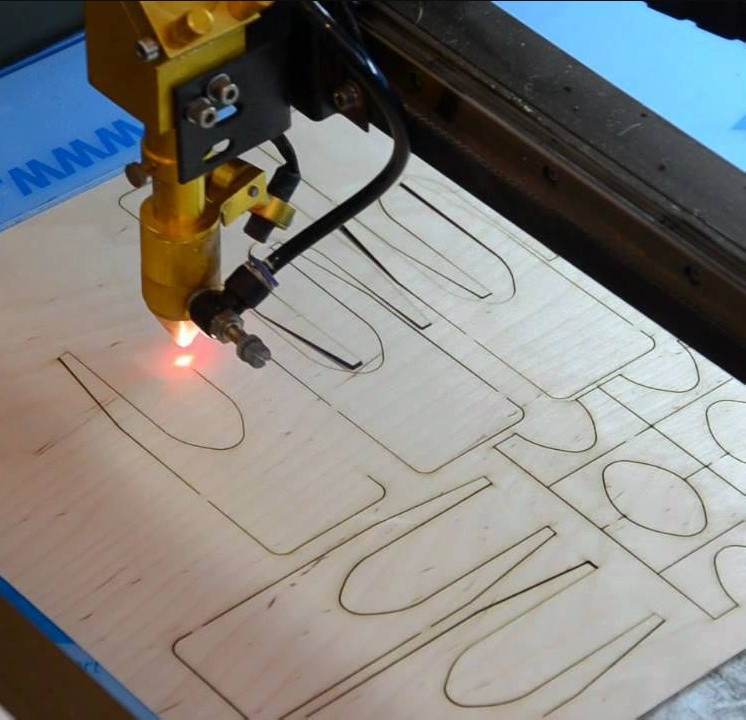
Для первого раза я решил попробовать сделать простую коробочку, но с открывающейся на петельках крышечкой. Для этого необходимо выбрать желаемый тип изделия из предложенного списка.
Пройтись по вкладкам, заполнив поля с необходимыми размерами и кучей других параметров, характеризующих желаемое к созданию изделие.
После чего, возвратившись в первое окошко программы, нужно нажать на кнопку «Создать чертеж» и вуаля – получите/распишитесь «чертежик по индивидуальному проекту».
После этого я делаю экспорт в формат .bmp и обрабатываю чертеж как мне нужно. К примеру – заливаю его черным цветом для удобства резки.
Ну а дальше уже дело техники.
Загружаем, режем и получаем вот такие детальки.
Собирается все очень плотненько, пришлось даже прибегнуть при помощи небольшого молоточка.
Ну вот, настало наконец время замахнуться на что-то красивое и резное – приступаем к изготовлению шкатулки.
При всей своей предполагаемой сложности процесс создания чертежа не намного отличается от создания простой коробочки. В списке изделий выбираем резную шкатулку.
Проходим по параметрам и выбираем необходимые размеры, а также элементы оформления.
Здесь уже появляется дополнительная возможность размещения на элементах шкатулки узоров, которые необходимо будет вырезать. Принцип здесь следующий. Перед выбором данной опции необходимо заранее открыть документ, в котором содержится рисунок узора, затем нажать кнопку «Выбрать» в нужном элементе шкатулки и обвести узор мышкой в режиме выделения. После этого, если все сделано правильно, выбранный узор буде перехвачен макросом и загружен в программу.
Также можно выбрать форму крышки и стенок шкатулки.
Вот так к примеру получается будет выглядеть крышка и одна из стенок будущей шкатулки (это уже после заливки и добавления дополнительных отверстий в крышке).
Режем.
После резки все детальки зашкурил для того, чтобы удалить следы нагара и придать гладкости поверхности фанеры.
Собираем.
Короткие стенки специально сделал одну с отверстиями для крепления дна, вторую без них чтобы проверить, насколько реально собрать конструкцию в одном и другом случае. Оказалось что оба варианта вполне реализуемы, дно не болтается.
На фото не видно еще одного элемента – поскольку крышка у нас накладного типа, то здесь предусмотрен еще один элемент, представляющий собой дощечку, клеящуюся на внутреннюю сторону крышки.
Покрываем шкатулку морилкой и получаем вот такую красоту. Покрыть лаком пока руки еще не дошли.
Покрыть лаком пока руки еще не дошли.
На этом эксперимент по изготовлению шкатулки считаю состоявшимся и вполне удачным.
В заключение хотел рассказать о еще одной интересной возможности использования лазера. Мы же еще не забыли, что это не просто средство для резки? Он же еще и гравирует. А кто сказал, что гравировка должна быть просто плоской картинкой? А что если попробовать гравировать с меньшей скоростью, что тогда получится?
А получится тогда некое подобие работы фрезы!
Вот пример изготовления медальки с объемным рисунком.
Готовим два рисунка, сначала в режиме гравировки выжигаем все темные обрасти на небольшой скорости движения лазера (глубина будет зависеть именно от этого).
Затем загружаем рисунок контура медальки и выжигаем его в режиме резки.
Получается примерно так.
После этого изделие можно покрасить.
По тому же принципу, опять же подобрав соответствующий материал и скорость можно изготовить какие-нибудь печати или тому подобные вещи. Ну только конечно не стоит при этом забывать «отзеркалить» изображение.
Видео с демонстрацией работы лазера
Отмечу, что конечно при резке больших деталей сложно хорошо притянуть заготовку по всей плоскости и в таких местах не всегда получается прорезать за два прохода, но в целом с применением вышеописанного способа фокусировки картина получается вполне приемлемая.
Вот такой вот он, лазер на 5,5Вт. Спасибо за внимание и всем добра.
Лазерная гравировка и лазерная резка древесины Советы
- Обучение и поддержка
- Справочный центр
- Дерево
 org/ListItem»> Trotec Laser
org/ListItem»> Trotec LaserСоветы и рекомендации по лазерной обработке древесины
Хотите улучшить результаты обработки древесины? Хотите повысить эффективность? Вот несколько советов.
Какие породы дерева можно обрабатывать лазером?
Аутентичная древесина — это натуральный материал, который идеально подходит для использования с лазерным станком, и пользователи лазера должны оценивать различные характеристики материалов, такие как содержание смолы и плотность, во время обработки.
Эмпирическое правило : Древесина, имеющая равномерную окраску и равномерный рисунок волокон, часто более удобна в использовании, а также обеспечивает более равномерную гравировку.
Обзор подходящих пород древесины
| Мягкая древесина | Для таких пород древесины, как бальза или тополь, требуется более низкий уровень мощности лазера, и их можно гравировать и резать быстрее. Гравировка дает меньший контраст (светлее). |
| Твердые породы дерева | Такие породы дерева, как дуб или вишня, являются примерами плотной древесины, для резки и гравировки которых требуется более высокий уровень мощности лазера. Сама гравировка становится более контрастной, чем на мягкой древесине. |
| Хвойные породы дерева | Такие породы дерева, как лиственница или пихта, не подходят для лазерной гравировки. Они обычно имеют большое количество неровных зерен, которые обычно очень твердые. С другой стороны, окружающая древесина («незернистая») довольно мягкая, что затрудняет подбор правильных параметров. |
| Шпон | Изготовлены из натурального дерева и поэтому обладают такими же свойствами гравировки, как и панели из цельного дерева. |
| Фанера | Состоит как минимум из трех слоев древесины, волокна которых склеены и спрессованы под углом 90°. Фанера доступна в различных типах древесины и предлагается в различных толщинах. Тип клея важен для лазерной обработки, особенно во время резки. Выбирайте бело-клееные фанерные щиты или фанерные щиты, изготовленные специально для лазерной обработки. |
| МДФ (древесноволокнистая плита средней плотности) | МДФ представляет собой однородный древесный материал, изготовленный из мелкорасщепленной, в основном без коры, древесины хвойных пород, мягко спрессованной в продольном и поперечном направлениях. Поверхность и края гладкие и твердые. Таким образом, МДФ можно легко гравировать и резать. Однако следует отметить, что при лазерной обработке режущие кромки становятся очень темными. |
| Мягкая древесина | Для таких пород дерева, как пробковое дерево или тополь, требуется более низкий уровень мощности лазера, и их можно гравировать и резать быстрее. Гравировка дает меньший контраст (светлее). Гравировка дает меньший контраст (светлее). |
| Твердые породы дерева | Такие породы дерева, как дуб или вишня, относятся к плотным породам, для резки и гравировки которых требуется более высокая мощность лазера. Сама гравировка становится более контрастной, чем на мягкой древесине. |
| Хвойные породы дерева | Такие породы дерева, как лиственница или пихта, не подходят для лазерной гравировки. Они обычно имеют большое количество неровных зерен, которые обычно очень твердые. С другой стороны, окружающая древесина («незернистая») довольно мягкая, что затрудняет подбор правильных параметров. |
| Шпон | Изготовлены из натурального дерева и поэтому обладают такими же свойствами гравировки, как и панели из цельного дерева. |
| Фанера | Состоит как минимум из трех слоев древесины, волокна которых склеены и спрессованы под углом 90°. Фанера доступна в различных типах древесины и предлагается в различных толщинах.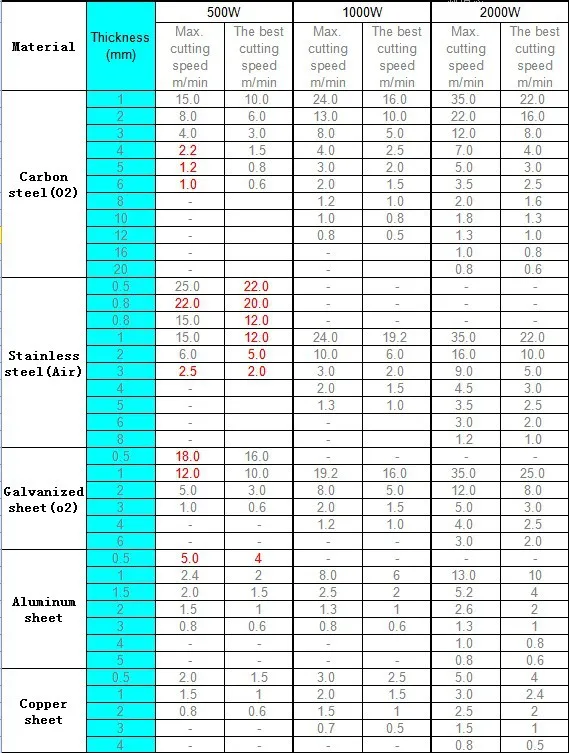 Тип клея важен для лазерной обработки, особенно во время резки. Выбирайте бело-клееные фанерные щиты или фанерные щиты, изготовленные специально для лазерной обработки. Тип клея важен для лазерной обработки, особенно во время резки. Выбирайте бело-клееные фанерные щиты или фанерные щиты, изготовленные специально для лазерной обработки. |
| МДФ (древесноволокнистая плита средней плотности) | МДФ представляет собой однородный древесный материал, изготовленный из мелкорасщепленной, в основном без коры, древесины хвойных пород, мягко спрессованной в продольном и поперечном направлениях. Поверхность и края гладкие и твердые. Таким образом, МДФ можно легко гравировать и резать. Однако следует отметить, что при лазерной обработке режущие кромки становятся очень темными. |
Эмпирическое правило для лазерной гравировки:
Твердые породы дерева получаются темными, мягкие – светлее, гравировка.
Эмпирическое правило для лазерной резки:
Чем суше древесина без смолы, тем светлее режущая кромка.
Определение правильных параметров резки и гравировки
Древесина — это природный материал, который будет реагировать по-разному в зависимости от типа обрабатываемого материала.
Определение параметров гравировки
Использование матрицы оттенков серого позволит вам эффективно определить правильные параметры гравировки для конкретного применения.
Совет: Чем больше вы расфокусируете (смещение по оси Z: прибл. 0,5–2 мм), тем темнее будет гравировка на дереве. Расфокусировка лазерного луча увеличит размер пятна лазера, а также уменьшит плотность мощности, что приведет к большему горению вместо того, чтобы позволить ему перейти непосредственно в газообразную форму. Детали могут быть потеряны при использовании этой техники.
Определение параметров резки
Параметры лазерной резки можно проверить, нарисовав прямоугольник с двумя углами, закругленными по-разному, а затем отправив график на лазерный станок. В зависимости от обрабатываемой древесины вы можете достичь желаемого качества резки, постепенно снижая скорость. Например, использование древесины толщиной 3 мм следует начинать со скорости резания 2-5%, а также с высокой производительностью.
Параметры лазера для загрузки
Ruby®
Параметры доступны в списке материалов Ruby®. Недостающие параметры можно легко импортировать из облака.
JobControl®
Вы можете найти их в базе данных материалов JobControl® или скачать здесь.
Что следует учитывать при лазерной резке и лазерной гравировке дерева
Подготовка материалов
Лазерная обработка древесины приводит к образованию пыли или мусора, которые могут застрять во всех сложных канавках и гравировках, которые вы создали . Чтобы уменьшить лишнюю очистку после постобработки, рекомендуем наклеить на рабочую поверхность материала аппликационную ленту, которая будет служить защитным барьером, легко гравируемым вместе с ней. Аппликационная лента является идеальным решением при резке или гравировке больших площадей, и ее можно легко удалить после лазерной обработки. Тем не менее, мы не рекомендуем использовать аппликационную ленту для очень тонких гравировок или для фотогравировки, так как лента будет разрезана на множество мелких частей, которые будет сложнее удалить.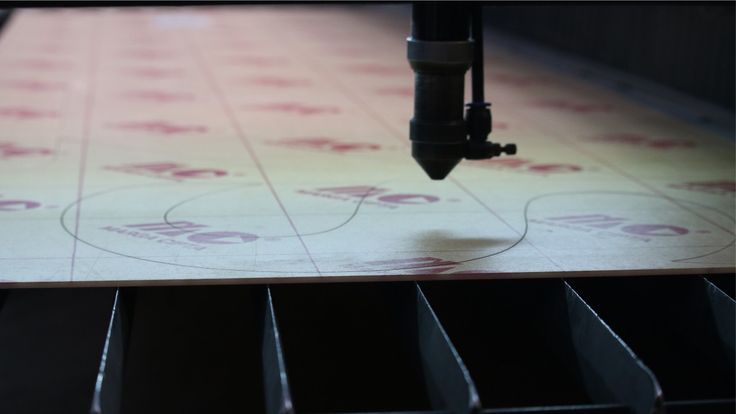 При покупке аппликационной ленты обязательно убедитесь, что лента не содержит ПВХ и что ее можно снять.
При покупке аппликационной ленты обязательно убедитесь, что лента не содержит ПВХ и что ее можно снять.
Выбор подходящей оптики
Лазерная резка дерева — это процесс сублимации, требующий использования подходящей оптики и точной фокусировки, а также необходимо различать гравировку и/или резку. При лазерной гравировке дерева, чем выше уровень детализации изображения, тем короче должно быть фокусное расстояние линзы. Как правило, линзы 1,5″ или 2,0″ подходят практически для любой лазерной гравировки на дереве. При лазерной резке дерева вам потребуется увеличивать фокусное расстояние объектива по мере увеличения толщины материала. Например, мы рекомендуем использовать линзу 2 дюйма для дерева толщиной 1/8 дюйма и линзу 2,5 дюйма для дерева толщиной 1/4 дюйма.
Дополнительные сведения о правильном выборе линзы
Сжатый воздух
Настоятельно рекомендуется использовать сжатый воздух, особенно при резке дерева, и для защиты линзы следует использовать насадку небольшого диаметра. Кроме того, малый диаметр сопла направляет сжатый воздух прямо в зазор для резки, в результате чего образующаяся пыль или газ удаляются более эффективно, что значительно повышает качество резки.
Кроме того, малый диаметр сопла направляет сжатый воздух прямо в зазор для резки, в результате чего образующаяся пыль или газ удаляются более эффективно, что значительно повышает качество резки.
Дополнительная информация о Air Assist
Очистка
Очистка оборудования и оптики вашей лазерной системы является важным этапом деревообработки. Древесная смола и масла чрезвычайно липкие, и любая пыль, полученная в результате лазерной обработки, часто оседает в машине. Поэтому очень важно регулярно чистить машину.
Дополнительные сведения о лазерной очистке
Подходящая вытяжная система
При лазерной резке и гравировке древесины образуется много избыточного газа и пыли, которые необходимо надлежащим образом удалить с помощью подходящей вытяжной системы.
Дополнительные детали выхлопных систем
Специальные области применения: инкрустации и рельефная гравировка
Рельефная гравировка на дереве
Дерево является идеальным материалом для рельефной гравировки.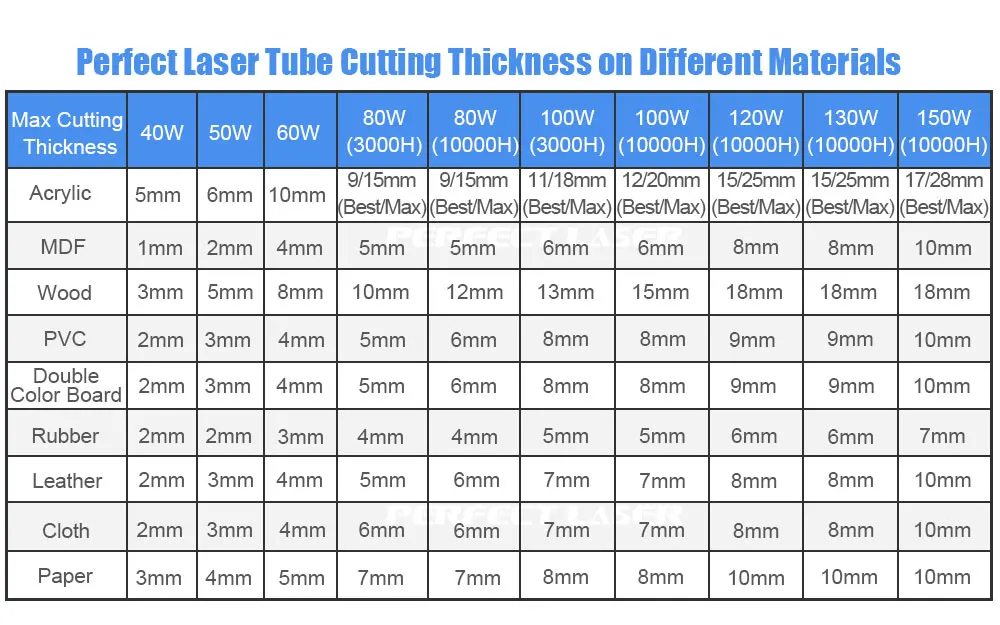 При обработке рельефной гравировки оттенки серого адаптируются к различным уровням мощности лазера, в результате чего получаются трехмерные гравюры. Несколько проходов могут быть обработаны с относительно высокой производительностью, а затем требуется только один или два прохода для очистки, чтобы удалить любые остатки дыма.
При обработке рельефной гравировки оттенки серого адаптируются к различным уровням мощности лазера, в результате чего получаются трехмерные гравюры. Несколько проходов могут быть обработаны с относительно высокой производительностью, а затем требуется только один или два прохода для очистки, чтобы удалить любые остатки дыма.
Дополнительные советы по рельефной гравировке
Деревянные вставки
Деревянные вставки, такие как интарсия, чрезвычайно популярны в деревообработке, и обычно различные породы дерева укладываются плоско, так что создается гладкая поверхность с вариациями цвета и структуры. Обычно сначала гравируется основной материал, а затем укладываемый материал (обычно шпон), который затем вырезается и вставляется. При лазерной обработке шпона убедитесь, что ширина лазерного луча (режущий зазор) правильно отрегулирована, чтобы носитель был немного больше.
Испытание материалов на лазерных установках Trotec
Вам нужна дополнительная помощь в поиске оптимальных настроек лазера для вашего конкретного применения? Если да, просто пришлите нам свои материалы для бесплатного тестирования!
Запросите бесплатный тест материала
Получите личную поддержку от наших экспертов по лазерной технике.
Свяжитесь с нами
Техническая поддержка
Параметры лазерной резки — Mantech Machinery
Обратите внимание. Это только основные рекомендации, которые помогут вам лучше понять, какие параметры следует использовать или с чего начинать. Существует множество факторов, которые могут повлиять на ориентировочные цифры и параметры, такие как типы материалов (по производителю), окружающая среда и возраст трубки.
Лазер 40 Вт
Как правило, с помощью лазера мощностью 40 Вт можно резать акрил толщиной до 5 мм и мягкую древесину толщиной 6 мм. Основное правило при резке акрила – чем медленнее рез, тем красивее край, поэтому, если вы уменьшите скорость достаточно, вы сможете получить гладкий полированный край.
Другие материалы для гравировки (40 Вт)
Лазер 60 Вт
Как правило, с помощью лазера мощностью 60 Вт можно резать акрил толщиной до 8 мм и мягкую древесину толщиной до 8 мм . Воспользуйтесь приведенным ниже калькулятором скоростей и мощностей, чтобы получить ориентировочные цифры, которые можно проверить на своем материале, убедившись, что вы следуете правилам безопасности.
Воспользуйтесь приведенным ниже калькулятором скоростей и мощностей, чтобы получить ориентировочные цифры, которые можно проверить на своем материале, убедившись, что вы следуете правилам безопасности.
Другие материалы для гравировки (60 Вт)
Лазер мощностью 80 Вт
Обычно с помощью лазера 80 Вт можно резать акрил толщиной до 10 мм и мягкую древесину толщиной до 9 мм. Воспользуйтесь приведенным ниже калькулятором скоростей и мощностей, чтобы получить ориентировочные цифры, которые можно проверить на своем материале, убедившись, что вы следуете правилам безопасности.
Другие материалы для гравировки (80 Вт)
Лазер мощностью 120 Вт
Как правило, с помощью лазера 120 Вт можно резать акрил толщиной до 15 мм и мягкую древесину толщиной до 12 мм. Воспользуйтесь приведенным ниже калькулятором скоростей и мощностей, чтобы получить ориентировочные цифры, которые можно проверить на своем материале, убедившись, что вы следуете правилам безопасности.
Другие материалы для гравировки (120 Вт)
Лазер мощностью 150 Вт
Как правило, вы можете резать акрил толщиной до 20 мм и мягкую древесину толщиной до 15 мм с помощью0022 150 w лазер . Воспользуйтесь приведенным ниже калькулятором скоростей и мощностей, чтобы получить ориентировочные цифры, которые можно проверить на своем материале, убедившись, что вы следуете правилам безопасности.
Другие материалы для гравировки (150 Вт)
МОДЕРНИЗИРУЙТЕ свой старый станок для лазерной резки
Ассортимент лазерных станков Lasertech для лазерной резки и гравировки на углекислом газе отличается превосходной ценой, поставляется со всем необходимым и поддерживается нашим превосходным сервисом.
Нажмите здесь
Ищете фрезерный станок с ЧПУ?
У нас есть широкий выбор фрезерных станков с ЧПУ для тех клиентов, которые хотят расширяться до различных типов продуктов и услуг.
Нажмите здесь
Лазерные трубки RECI — в наличии
Ищете новую лазерную трубку на замену? У нас есть большие запасы трубок W1, W2, W4 и W6, готовых к сбору или установке.
Заказать онлайн
Общие советы по лазерной резке и гравировке
Акрил
При резке акрила CO2-лазером вы всегда будете получать лучшие результаты при использовании литого акрила, а не экструдированного акрила
. Мы всегда рекомендуем вам покупать литой акрил при лазерной резке, так как вы обнаружите, что использование литого акрила даст вам
лучших результатов, чем экструдированный акрил.
Всегда проверяйте, полностью ли открыт регулятор подачи воздуха при резке дерева; чем больше воздуха дует на поверхность древесины, тем чище отделка и меньше горение.
Гравировка на ламинате
При гравировке на ламинате всегда рекомендуется выключать воздушный компрессор или ограничивать регулятор подачи воздуха – это сделает поверхность
более чистой и четкой.
Однако не забудьте снова подключить воздушный компрессор перед резкой ламината, чтобы предотвратить воспламенение материала
.
Бумага и картон
Вы можете резать такие тонкие материалы, как бумага и картон, без пригорания или подгорания по краям, если вы режете на высоте
скорость. Вы можете обнаружить, что лучше выключить воздушный компрессор, так как иногда он может дуть и сдвигать бумагу во время резки.
Ткань
Существует множество вариантов тканей и текстиля, которые можно резать лазером CO2, например, кожа, джинсовая ткань, шелк, сетка и многое другое. Трудно определить точную настройку скорости/мощности для каждого материала — это игра проб и ошибок. Мы советуем использовать
, используя обрезки материала и вырезая небольшой квадрат или круг, пока вы полностью не прорежете материал с чистой поверхностью.
Для жестких тканей, таких как кожа, начните резку со скоростью 25 мм/сек и мощностью 30 %.
Для более тонких тканей, таких как шелк, хлопок, сетка и т. д., попробуйте скорость 50 мм/с и мощность 15%.
Другие типы материалов, пригодных для гравировки
Существует множество материалов, которые нельзя резать с помощью CO2-лазера, но вы можете их гравировать.
См. примеры материалов, которые можно гравировать только ниже:
Гранит – Мрамор – Сланец – Стекло – Анодированный металл – Керамика
Поскольку это прочные материалы, требуется большое усилие для гравировки на поверхности и маркировки материала.
используйте приведенные ниже настройки в качестве приблизительной отправной точки.
Стеклянная посуда – Если положить влажный кусок кухонного полотенца поверх стекла, чтобы охладить его, это уменьшит отслаивание и поможет создать более гладкую и качественную поверхность. Отключение воздушного компрессора также может помочь.
Металлы – Вы можете гравировать на некоторых металлах, не имеющих анодированного слоя, с помощью термомаркировки
спрей или лента, их много, но Cermark кажется наиболее популярным.
Материалы, которых следует избегать:
Существует несколько материалов, которые выделяют токсичные пары при резке на лазерном станке, в том числе поликарбонат и ПВХ.