Нарезание резьбы. Метчики для нарезания резьбы. Нарезание резьбы метчиками
Нарезание резьбы. Метчики для нарезания резьбы :: SYL.ru
Резьбовые соединения считаются одними из самых надежных и практичных. При этом их можно использовать как на полых, так и на цельных элементах, с применением дополнительных муфт и даже специальных переходников. Поэтому нарезание резьбы считается одним из самых первых процессов, который должен освоить начинающий слесарь.

Общие понятия и разделение на виды
Для начала необходимо сказать о том, что существует очень много различных типов таких соединений. При этом некоторые из них используются только в определенных странах, когда другие методы создания такого соединения применяются строго на конкретных изделиях. Учитывая это, приобретать набор для нарезания резьбы следует с такой комплектацией инструментов, которая соответствует именно тем размерам и типам, что будут использоваться чаще всего.
Основы
Также нарезание резьбы требует знаний такого понятия, как шаг. Это расстояние между одинаковыми и в тот же момент односторонними элементами стороны нарезанного профиля. Фактически им является промежуток, через который и идет нить нарезки.
Отдельное внимание нужно уделить такому параметру, как диаметр. Дело в том, что есть наружный, средний и внутренний. Первый можно сравнить с изначальным размером заготовки, в то время как последний является нижней кромкой прорези.

Разновидности и маркировка
- Самой распространенной считается метрическая резьба. Она имеет профиль в виде равностороннего треугольника с верхним углом в 60 градусов. При этом нарезание резьбы такого типа производится инструментом с маркировкой в виде литеры М, что соответствует данному виду.
- Метрическая коническая резьба обозначается буквами МК. Она имеет 1:16 конусности, что позволяет создавать большую герметичность.
- Для мест с большими нагрузками, перепадами температуры и необходимости герметичного соединения используется цилиндрическая резьба (MJ). Она делается по принципу метрической, даже с учетом вершины в 60 градусов.
- Для того чтобы произвести нарезание резьбы на трубах, необходимо использовать маркировки инструментов с буквами G и R, что соответствует цилиндрическому и коническому профилю. При этом используют дюймовое изменение, соответствующее параметрам заготовки.
Данные виды можно назвать одними из самых распространенных. Они используются как на производстве, так и в быту. Другие разновидности резьбы встречаются довольно редко и при их изготовлении часто необходимо использовать специальное оборудование.
Отдельного внимания заслуживают специальные системы соединения. Например, есть целый ассортимент резьбы, который используют в нефтяной промышленности. Однако рассматривать все их тоже не имеет смысла из-за узкой направленности отрасли.

Изготовление
Обычно нарезание резьбы производится на производстве. Этот процесс требует наличия определенного оборудования и связан с некоторыми физическими воздействиями. Поэтому стоит подробно ознакомиться с ним.
Методика создания
В настоящее время существует просто огромное количество способов изготовления резьбы. Некоторые из них предполагают, что данное соединение будет выполнено в процессе самого создания детали. Обычно это литье, катание, тиснение и даже штамповка.
Другие методики основаны на том, что технология нарезания резьбы выполняется уже по готовой продукции. Для этого могут быть использованы токарные и пескоструйные станки, фрезерная обработка и даже гальваника. Однако чаще всего применяется технология с использованием специальных инструментов, которые называются метчики и плашки. их стоит рассмотреть отдельно.
Дело в том, что метчики для нарезания резьбы можно использовать как вместе с некоторыми видами станков, так и в ручном режиме. Это позволяет не только создавать единичную продукцию, но и производить ремонт по месту обнаружения дефекта.

Метчики и плашки
Типовые метчики для нарезания резьбы имеют вид длинного цилиндра или конуса, на котором имеется специальная насечка, соответствующая профилю будущего изделия. При этом сразу необходимо сказать о том, что данный инструмент делают из специальной стали, с высокой твердостью, чтобы можно было работать с металлом. На их обратном конце существует своеобразный шплинт, дающий возможность устанавливать мячик в вороток, позволяющий вручную осуществлять круговые движения.
Метчики используют для того, чтобы создавать внутреннюю резьбу в различного рода отверстиях. Если же нужно сделать наружную насечку, то применяется нарезание резьбы плашкой.
Этот инструмент изготовлен в виде круглой пластины с отверстием внутри, по которому сделаны режущие грани. С внешних сторон этого инструмента сделаны специальные пазы, позволяющий фиксировать его в плашкодержателе. Он так же, как и вороток, нужен для облегчения проворачивания в нужную сторону.
Отдельного внимания заслуживает тот момент, что существует как правосторонняя, так и левостороння резьба. Она отличается стороной поворота при закручивании соединений. Маркируются они с использованием букв R и L, что соответствует правой и левой.
Некоторые типы таких инструментов разработаны для использования на специальных станках. Они отличаются посадочными местами и могут иметь некоторые конструкционные особенности. Поэтому, делая свой выбор, стоит обращать внимание на данный момент.

Изготовление резьбы ручным методом
В заводских условиях данный процесс выполняют с использованием специальных станков или соответствующего инструмента с электрическим или другим приводом. Однако встречаются случаи, когда применение подобного оборудование просто невозможно по причине его отсутствия. Поэтому стоит знать, как производится нарезание внутренней резьбы своими руками, без использования специальной техники.
Наружная резьба
- Прежде всего необходимо определить диаметр изделия и самой резьбы. Если они не соответствуют друг другу, то стоит произвести подгонку.
- Далее выбирают плашку, которая имеет маркировку по типу необходимого соединения. При этом стоит отметить, что этот инструмент имеет дополнительную маркировку в виде цифр 1, 2, 3, что соответствует порядку по прохождению. Дело в том, что сначала идет черновая обработка (инструмент с цифрой 1), потом сама нарезка (2) и финишный проход (3).
- На следующем этапе черновую плашку насаживают на прут или трубу и при помощи плашкодержателя осуществляют первый проход. При этом поворачивают инструмент в одну сторону только на 45 градусов, возвращая его в исходное состояние, чтобы снять стружку. Она не должна попадать под режущие края, чтобы не порвать нить нарезки.
- После этого производят проход другими плашками, пока не дойдет очередь до чистового инструмента. Учитывая прочность некоторых металлов, специалисты рекомендуют добавлять в место обработки немного машинного масла, чтобы немного снизить трение.

Внутренняя резьба
- Сначала делают отверстия под нарезание резьбы. Если же они готовы, то их проверяют на соответствие диаметра.
- После этого выбирают метчики по тому же принципу, что и плашки. Также потребуется и вороток.
- На следующем этапе вставляют первый мячик в отверстие и начинают поворачивать его. Так же, как и с плашкой, первые движения выполняют на 45 градусов. После этого отходят инструмент назад, чтобы удалить стружку.
- Некоторые отверстия, которые не имеют сквозных проходов, в итоге собирают сколы металла на своем дне. Чтобы этого не случилось, внутрь вставляют ветошь, на глубину ниже начала резьбы. Потом ее можно извлечь с помощью проволоки.
- Очень важно при проходах инструментом использовать машинное масло. Это сильно снижает трение и сокращает возможность поломки метчика при клине.
- Некоторые метчики имеют только два номера. Первый является черновым, а второй принято считать чистовым. Поэтому не стоит искать третий номер, думая, что он потерялся.
- После использования чистового инструмента отверстие стоит продуть воздухом, чтобы удалить остатки мелкой стружки.
Рекомендации специалистов
Обычно диаметр отверстия для нарезания резьбы соответствует ее наружным граням. Однако при ручном изготовлении будет очень трудно делать первый проход и даже зацепиться за край металла. Поэтому некоторые мастера предпочитают снимать небольшую фаску на краю отверстия, которая значительно облегчает данный момент.
Все детали, на которых необходимо делать подобные типы соединений нужно закрепить неподвижно. Поэтому лучше всего использовать тиски, надежно зафиксированные на поверхности верстака. Дело в том, что подобная работа предполагает воздействие довольно больших нагрузок, а смещение при этом недопустимо.
Не стоит для подобной работы брать масло, бывшее в употреблении. В нем могут содержаться мелкие частицы металла, способные повредить нить резьбы при попадании на режущую часть. Лучше всего для таких целей подойдет вещество с небольшой вязкостью.
Если существует возможность, то данную операцию лучше всего произвести на специальном оборудовании. Именно поэтому многие сантехники или слесари предпочитают разобрать нужный элемент и отнести его в цех, где имеются необходимые агрегаты. Порой это экономт массу времени и сил, не считая износа ручного инструмента, который стоит довольно дорого.

Вывод
Учитывая огромное разнообразие типов подобных соединений, следует детально изучить именно те из них, которые встречаются чаще всего или те, с которыми придется работать. Также необходимо ознакомиться с маркировкой и уметь распознавать тот или иной вид инструмента.
В итоге можно прийти к выводу, что приобретать все виды и типы таких инструментов с учетом всех диаметров просто глупо и расточительно. Даже на некоторых производствах закупают только определенные метчики и плашки, созданные под те типы резьбы, которые применяются в технологическом процессе.
www.syl.ru
Технология нарезания резьбы метчиком. | МеханикИнфо
Технология нарезания резьбы метчиком. 4.50/5 (90.00%) проголосовало 8

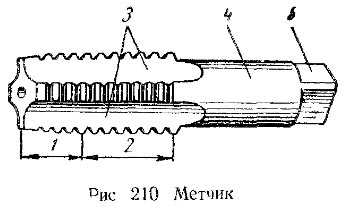
Метчик (рис. 1) представляет собой стальной цилиндрический стержень, по которому нарезана резьба. Вдоль метчика сделано несколько канавок, которые образуют режущие кромки, а также служат для выхода стружки. На конце хвоста имеется квадрат для воротка.
.
.
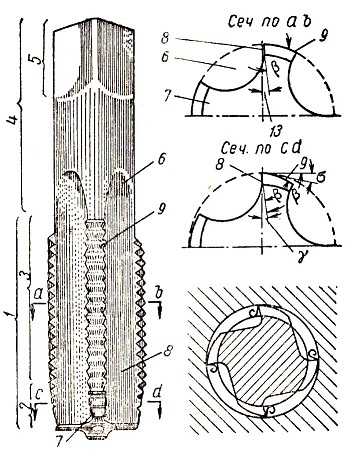
Рис. 1. Метчик и его элементы:
1 — рабочая часть; 2 — заборная часть; 3 — калибрующая часть; 4 — хвостовик; 5 — головка под квадратное отверстие воротка; 6 — канавка; 7 — режущее перо; 8 — передняя поверхность; 9 — задняя поверхность; ẞ — угол заострения; α — задний угол; ơ — угол резания; ɣ — передний угол.
Типы метчиков.
Метчики бывают двух типов: для сквозных отверстий и для глухих отверстий. Для нарезки сквозных отверстий употребляются цилиндрические и конические метчики, а для нарезки глухих отверстий только цилиндрические.
Комплект метчиков для нарезания резьбы состоит.
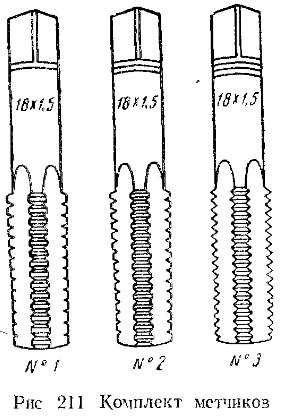
Метчики изготовляются комплектами. В комплект входят три метчика (рис. 2): первый — черновой, который выбирает часть металла и намечает резьбу; второй — средний — делает резьбу более глубокой; третий — чистовой — доводит резьбу до нужных размеров.
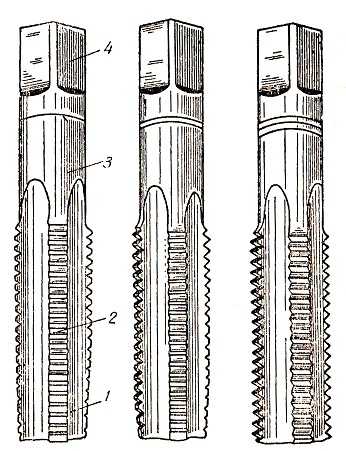
Рис. 2. Комплект метчиков.
1 – канавка; 2 – резьбовая часть; 3 – шейка; 4 – головка под вороток.
Ручные и машинные метчики.
Метчики разделяются на ручные и машинные. У ручных метчиков заборный конус длиннее, чем у машинных. Цилиндрические метчики для нарезки резьбы в глухих отверстиях делаются с небольшим заборным конусом, равным у первого 6 — 8 шагам резьбы, у второго 3 — 4 шагам, а у третьего — 1,5 — 2 шагам.
Для облегчения работы метчика его запиливают или стачивают задние поверхности зубьев (затылки) на длине заборного конуса, а у шлифованных метчиков — и на цилиндрической (калибрующей) части.
Нарезание резьбы метчиком.
Нарезание резьбы производится следующим образом. Изделие закрепляется в тисках. В отверстие вводят конец чернового метчика, смазанный маслом. Затем берут обеими руками вороток и при слабом нажиме вращают его по часовой стрелке. Когда метчик врежется в металл и начнет резать, нажим ослабляют и делают один оборот вперед и пол-оборота назад, что вызывает дробление стружки. При установке метчика в нарезаемое отверстие ось метчика должна совпадать с осью нарезаемого отверстия. Необходимо следить, чтобы при вращении метчик не перекашивался.
Таким способом нарезают и вторым, а затем и третьим чистовыми метчиками. По окончании нарезки размер отверстия проверяют резьбовым калибром. Метчики для газовых труб делаются комплектами из двух штук: первый черновой и второй — отделочный.
mechanicinfo.ru
Нарезание внутренней резьбы метчиками — Мегаобучалка
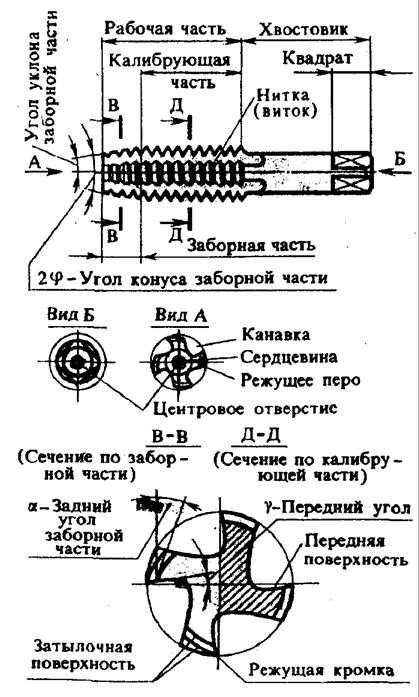
Внутренние резьбы диаметром до 20 мм нарезают на токарном станке метчиками (рис.7). Метчик представляет собой винт того же диаметра, шага и угла профиля резьбы, что и нарезаемая им резьба, изготовляется из инструментальной стали и имеет продольные 2 стружечные канавки. На пересечении канавок с нитками резьбы образуются резьбовые гребенки. Работа резания выполняется заборной, т. е. конической частью метчика, у которой высота режущих зубцов гребенки постепенно повышается. По мере ввинчивания метчика в отверстие заборная часть прорезает резьбовые канавки каждый зубец срезает небольшую часты припуска и после прохода заборной части резьба приобретает полный профиль. Зубья на заборной части метчика затылованы, т. е. имеют заднюю (затылочную) поверхность, выполненную по математической кривой — архимедовой спирали, благодаря чему образуется заднийугол α, облегчающий процесс резания. За заборной частью метчика расположена калибрующая часть, не имеющая затыловки (α = 0), она служит для направления метчика по резьбе и для зачистки (калибрования) профиля резьбы.
После затупления метчик можно затачивать по передним поверхностям режущих гребенок, т. е. по дну стружечной канавки. Так как на калибрующей части. Не имеется заднего угла, то после переточек диаметр резьбы метчика не изменяется.
По числу перьев различают трехперые и четырехперые метчики. Метчики бывают ручные (слесарные) (рис. 8, а) и машинные (станочные) (рис. 8, б). Метчики обычно применяются комплектом из двух или трех штук (см. рис. 8, а), между которыми распределяется припуск на обработку. Например, для комплекта из двух метчиков 70% нагрузки приходится на первый метчик и 30% на второй. Возможно нарезание резьбы на полный профиль и одним машинным метчиком.
Рис. 7. Части и элементы метчика:
сечения: В-В – по заборному конусу, Д-Д – по калибрующей части.
На каждом метчике клеймится марка инструментальной стали и обозначение резьбы. Для отличия первого, второго и третьего метчиков комплекта на хвостовике метчика нанесено соответствующее количество кольцевых рисок (см. рис. 8 а).
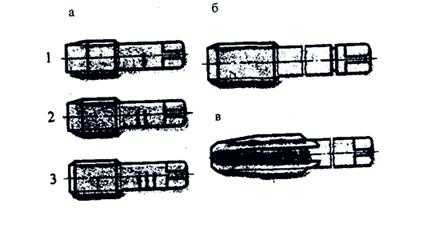
Рис.8.Метчики:
а – комплект из трехслесарных; б – шинный; в – гаечный
Чтобы метчик направлялся точно по оси обработанного отверстия, его закрепляют в качающуюся самовыдвижную оправку (рис 9.)
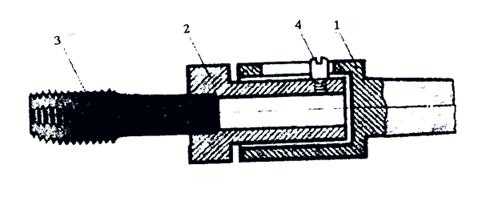
Рис 9 Качающаяся самовыдвижная оправка (метчикодержатель):
1 — корпус с хвостовиком, 2— подвижная оправка, 3— метчик, 4— штифт.
Оправка устанавливается конусным хвостиком в пиноль задней бабки, а метчик 3вставляется хвостовиком в квадратное гнездо Подвижной части оправки 2.При вращающейся заготовке метчик вводится в отверстие и легко подается вращением маховика задней бабки. Как только заборный конус нарежет две-три нитки, дальнейший поджим метчик не требуется: он будет сам ввинчиваться в резьбу и подвижная часть оправки 2,следуя за метчиком, будет выдвигаться из корпуса 1.
При отсутствии специальной оправки можно пользоваться слесарным воротком, который насаживают на квадратный хвостовик метчика. Вороток нельзя удерживать вручную или упирать его в направляющую станины, так как это может привести к перекосу, поломке метчика и травме рабочего. При использовании слесарного воротка в резцедержатель следует установить сверлильную державку с центром и упорную планку (рис. 10). Метчик поджимают центром, а вороток упирают в планку. Так как метчик и планка передвигаются вместе, то перекоса не будет: устраняется опасность брака резьбы и поломки метчика. При работе таким способом следует соблюдать осторожность, чтобы рука не попала между рукояткой воротка и планкой.
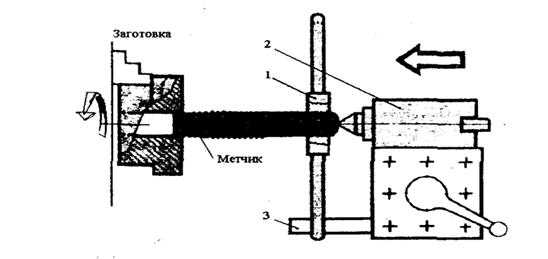
Рис. 10. Нарезание резьбы метчиком при помощи воротка:
1 — вороток, 2— державка с центром, 3 — упорная планка
Если резьба глухая, то возникает опасность упора метчика в дно отверстия: это неизбежно ведет к поломке метчика и срыву нарезанной резьбы. Существуют специальные предохранительные патроны с предохранительными муфтами для нарезания глухих резьб. Показанный на рис. 11 кулачковый патрон состоит из корпуса 1 с коническим хвостовиком, кулачковой подвижной муфты 4, поджимаемой пружиной 3, оправки 5, в которую вставляется быстросменный патрон 6 для метчика. При перегрузке кулачки муфта 4 сдвигаются по скосам кулачков оправки 5, и, отжимая пружину 3, разъединяют муфту от оправки, при этом передача вращения на оправку прекращается.
megaobuchalka.ru
тонкости и технология процесса + Видео
Особенности и виды инструмента
Метчик относится к группе резьбонарезающих инструментов. В эту группу также входят плашки, специальные головки, накатные плашки, резцы, шлифовальные круги и так далее. Свое название метчик получил от древнего способа резьбы. Внешне он очень похож на винт, да, по сути, это и есть винт, который превратили в режущий инструмент.
В его начале сделан конус, улучшающий центрирование торца винта в отверстии и равномерно распределяющий между витками силу резки. Также на нем есть канавки для удаления образовавшейся стружки. Существуют и «бесканавочные» метчики – название говорит само за себя.
Метчики бывают ручные и машинные, и последние делают разрез на глубину всего профиля, в то время как ручные делят его на несколько частей. В связи с этим, ручные метчики выпускаются по несколько штук на размер одной резьбы. Различаются они числом кольцевых канавок, которые наносятся на хвостик – одна – первый номер, два – второй, и т.д.
Подготовка к работе
Первым делом для достижения необходимого результата из диаметра резьбы вычитается длина его шага. Например, при резьбе М20х1 внутреннее отверстие диаметра должно составлять 19 миллиметров. Для начала происходит черновое нарезание резьбы метчиком, для этого есть специальный инструмент, определить который легко, благодаря специальному кольцевому ободку. Работать с ним следует аккуратно, ведь он сделан из твердой, но хрупкой стали, что повышает риск его поломки.
Совет! Из-за хрупкости специалисты рекомендуют иметь хотя бы один метчик про запас.
Отверстие под резьбу можно сделать дрелью. Высверливая отверстие, необходимо внимательно следить, чтобы сверло шло строго перпендикулярно к поверхности обработки, без перекосов, которые могут весь труд свести на нет. Для фиксации метчика применяется специальный инструмент – вороток. Если такового нет, то можно использовать разводной ключ. Для плавности работы, бес перекосов и рывков, поверхность смазывается машинным маслом. Всю стружку, что образуется в процессе, удаляем обратными поворотами метчика.
Важные правила выполнения работы
Теперь, когда все подготовительные работы завершены, и сделана нарезка черновым инструментом, настает черед делать основную резку. Чтобы правильно и качественно ее выполнить, нужно знать определенные правила работы.
- Нарезка резьбы метчиком в мягких металлах (медь, баббиты, алюминий) требует периодичного выкручивания и устранения стружки.
- Нарезание производится поочередно с применением всего набора метчиков. Использование среднего инструмента без прохода чернового, а затем чистового, никак не ускорит процесс, а, наоборот, затруднит работу, а резьба будет некачественной. Чистовой и средний вводятся без воротка, и только после прохода по резьбе он накладывается, и продолжается нарезание.
- Глухое резьбовое отверстие делается на большую глубину, чем глубина нарезной части, с расчетом, чтобы рабочая часть метчика выходила за нарезную часть. Без этого запаса резьба будет неполной.
Важно! Во время нарезания необходимо угольником проверять положение резка, оно должно быть строго перпендикулярным!
- Большую роль в качестве работы играет выбор смазки. Лучше всего применять эмульсию, льняное масло, керосин, скипидар. При работе с бронзой и чугуном использовать смазку нет необходимости.
Если нарушать данные правила во время работы, то резьба будет бракованной, а метчик может сломаться и остаться в отверстии. Чтобы вытащить его, необходимо воспользоваться специальным приспособлением, однако это сложный и трудоемкий процесс, да и резьба будет окончательно испорчена.
ogodom.ru
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6...10 мм эта разница составляет 0,1...0,2 мм, диаметром 11...18 мм — 0,12...0,24 мм, диаметром 20...30 мм — 0,14...0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или гнезде револьверной головки. Скорость резания v при нарезании резьбы плашками для стальных заготовок 3...4 м/мин, для чугунных — 2...3 м/мин и для латунных — 10... 15 м/мин.
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) — доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, второй (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по заборной части, наибольшую длину имеет заборная часть чернового метчика.
При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания v при нарезании резьбы метчиками для стальных заготовок 5... 12 м/мин, для чугунных, бронзовых и алюминиевых — 6...22 м/мин. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяют для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах.
С помощью хвостовика резьбонарезная головка устанавливается в пиноли задней бабки или в револьверной головке станка. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки. В конце нарезания резьбы гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
При нарезании наружной резьбы большое распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют осуществлять много переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и принцип работы существующих винторезных головок имеют незначительные различия.
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Эти головки оснащают обыкновенными и чашечными резцами и используют при нарезании наружных и внутренних резьб.
Контроль резьбы
Шаг резьбы измеряют резьбовым шаблоном, представляющим собой пластину 2 (рис. 4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.

Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 4.47). Резьбовые калибры разделяют на проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения, и непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
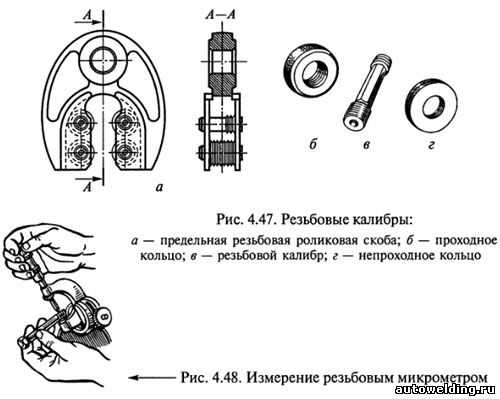
Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 4.48). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливают комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке, а затем настраивают по шаблону или эталону.
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
infopedia.su
| Внутреннюю резьбу небольших размеров нарезают метчиками. Метчик представляет собой винт с несколькими продольными канавками, которые образуют режущие кромки и одновременно служат для выхода стружки. Конструкция и элементы метчика показаны на рис. 210. Основными частями его являются коническая заборная режущая часть 1, калибрующая и направляющая часть 2, канавки 3, цилиндрическая часть 4, называемая шейкой, и квадрат 5 для закрепления метчика в воротке или патроне.
Основную работу при нарезании резьбы производит заборная часть 1, зубья которой срезаны и имеют переменный профиль. Вслед за заборной частью в отверстие входит калибрующая часть 2, которая служит для зачистки и калибрования нарезаемой резьбы. На шейке метчика всегда отмечается диаметр резьбы, для метрических резьб с буквой М или без нее, а для дюймовой с прибавлением значка " (дюйм). Метчики изготовляют из углеродистой, легированной, а также из быстрорежущей стали. Существует несколько видов метчиков.
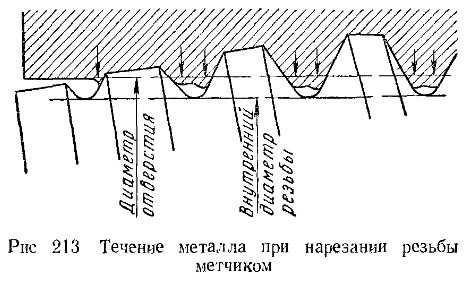
Подготовка отверстия под резьбу. При нарезании резьбы метчиками небольшие отверстия обычно нарезают сразу же после сверления; большие отверстия предварительно растачивают. Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, что необходимо для уменьшения силы резания и предотвращения поломки метчика. Металл нарезаемой гайки под действием силы резания несколько затекает во впадины резьбы (рис. 213). Чем более пластичен металл нарезаемой детали, тем сильнее он течет и, следовательно, тем больше должен быть диаметр отверстия под резьбу.
Если диаметр отверстия равен внутреннему диаметру резьбы, то металл будет испытывать повышенное давление, в результате которого первые витки резьбы сминаются и даже срываются; при этом часто происходит поломка метчика. Диаметры отверстий под резьбу выбирают по таблицам. Ниже приведены некоторые диаметры отверстий од метрическую резьбу: Диаметр резьбы, мм 5,0 6,0 8,0 10,0 12,0 16,0 20,0 24,0 Диаметр сверла, мм из стали и латуни 4,2 5,0 6,7 8,4 10,1 13,8 17,3 20,7 из чугуна и бронзы 4,1 4,9 6,6 8,3 10,0 13,7 17,1 20,6 Длина глухих отверстия под резьбу должна быть больше длины нарезаемой в них резьбы на величину заборной части метчика, т.е. на два-три шага резьбы. Нарезание резьбы метчиком. При нарезании резьбы метчиком на токарном станке деталь устанавливают и закрепляют в патроне так, чтобы ось ее отверстия совпадала с осью шпинделя. Метчик вводят в нарезаемое отверстие, а хвостовик, заканчивающийся квадратом, закрепляют болтами в квадратном отверстии 1 приспособления (рис. 214). Приспособления для закрепления метчика состоит из оправки 4 со шпонкой 3 и втулки 2 с пазом, в который входит шпонка 3, закрепленная на оправке. Конический хвостовик 5 оправки вставляют в отверстие пиноли задней бабки.
При нарезании резьбы метчик подводят к отверстию детали с помощью маховичка, перемещающего пиноль; заборную часть метчика вводят в нарезаемое отверстие. Для нарезания первых витков резьбы нужно осторожно и равномерно нажимать на метчик, вращая маховичок задней бабки. Как только метчик войдет в отверстие на 1-1,5 витка и получит необходимое направление, его дальнейшее перемещение будет осуществляться самозатягиванием благодаря вращению детали. Приспособление показанное на рис 214, позволяет путем соответствующей установки шпонки 3 относительно торцовой поверхности втулки 2 нарезать резьбу на заданную длину. по достижении этой длины нарезание резьбы автоматически прекратится. При нарезании резьбы комплектом метчиков нужно следить за тем, чтобы применять их в должной последовательности. Перед началом работы следующим по размеру метчиком необходимо удалить из отверстия стружку. Это особенно важно при нарезании глухих отверстий. Режимы резания при нарезании резьбы метчиками. Скорость резания при нарезании резьбы метчиками должны быть небольшой; это удлиняет срок службы метчика и предотвращает заклинивание стружки. Рекомендуются следующие скорости резания: для стали 3-15 м/мин, для чугуна, бронзы и алюминия 6-22 м/мин. Охлаждение должно быть обильным. В качестве смазочно-охлаждающих жидкостей рекомендуются: для нарезания деталей из стали - сульфофрезол, для деталей из чугуна, бронзы и алюминия - эмульсия или керосин. |
machinetools.aggress.ru
Нарезание резьбы плашками и метчиками — КиберПедия
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6...10 мм эта разница составляет 0,1...0,2 мм, диаметром 11...18 мм — 0,12...0,24 мм, диаметром 20...30 мм — 0,14...0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или гнезде револьверной головки. Скорость резания v при нарезании резьбы плашками для стальных заготовок 3...4 м/мин, для чугунных — 2...3 м/мин и для латунных — 10... 15 м/мин.
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) — доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, второй (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по заборной части, наибольшую длину имеет заборная часть чернового метчика.
При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания v при нарезании резьбы метчиками для стальных заготовок 5... 12 м/мин, для чугунных, бронзовых и алюминиевых — 6...22 м/мин. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяют для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах.
С помощью хвостовика резьбонарезная головка устанавливается в пиноли задней бабки или в револьверной головке станка. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки. В конце нарезания резьбы гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
При нарезании наружной резьбы большое распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют осуществлять много переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и принцип работы существующих винторезных головок имеют незначительные различия.
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Эти головки оснащают обыкновенными и чашечными резцами и используют при нарезании наружных и внутренних резьб.
Контроль резьбы
Шаг резьбы измеряют резьбовым шаблоном, представляющим собой пластину 2 (рис. 4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.

Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 4.47). Резьбовые калибры разделяют на проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения, и непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
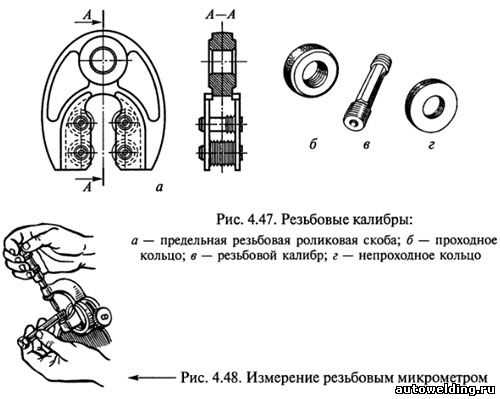
Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 4.48). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливают комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке, а затем настраивают по шаблону или эталону.
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
cyberpedia.su