Содержание
информационная статья компании Полимернагрев на сайте tvoy-nagrev.ru
В данной статье мы рассмотрим области применения гальванического никелевого покрытия, гальванические ванны для его нанесения, материалы, нагревательные элементы, а также передовые методы работы и устранение неполадок.
Для чего нужно никелирование?
Никелем покрывают по многим причинам. Прежде всего, никель придает декоративный вид благодаря своей способности скрывать дефекты основного металла (выравнивание). Отложения никеля можно сделать блестящими, а при покрытии тонким слоем декоративного хрома они сохранят свой блеск даже в неблагоприятных условиях. Сатиновый никель под блестящим или темным хромом предлагает широкий спектр декоративных эффектов. При нанесении нескольких слоев никеля также может быть достигнута превосходная защита от коррозии. Для этого требуется покрытие двух (дуплексных) или более различных видов никеля (полублестящий и блестящий никель для дуплекса; высокопотенциальный и порошковый никель). Никелевые покрытия также обеспечивают большую износостойкость, чем более мягкие металлы, такие как медь или цинк, и поэтому могут использоваться, когда требуется износостойкость. Поскольку никель магнитен, иногда его можно покрыть там, где требуется способность намагничиваться. Наконец, никель можно превращать в пластины с небольшим напряжением или вообще без него, и поэтому он используется для гальванопластики или аэрокосмических отраслей, где напряжение должно быть сведено к минимуму. В зависимости от сферы применения многие из этих требований указываются одновременно, так что никелевое покрытие часто используется более чем по одной причине.
Никелевые покрытия также обеспечивают большую износостойкость, чем более мягкие металлы, такие как медь или цинк, и поэтому могут использоваться, когда требуется износостойкость. Поскольку никель магнитен, иногда его можно покрыть там, где требуется способность намагничиваться. Наконец, никель можно превращать в пластины с небольшим напряжением или вообще без него, и поэтому он используется для гальванопластики или аэрокосмических отраслей, где напряжение должно быть сведено к минимуму. В зависимости от сферы применения многие из этих требований указываются одновременно, так что никелевое покрытие часто используется более чем по одной причине.
Блестящее или сатинированное никелирование, используемое само по себе или с другими никелевыми покрытиями, широко используется в автомобильной промышленности, например, на колесах с покрытием, яркой отделке, выхлопных газах грузовиков, бамперах и при реставрации. Один или несколько слоев никеля также используются на мотоциклах и велосипедах, а также на таких металлических изделиях, как ручные инструменты. В быту блестящий или сатинированный никель используется для сантехники, светильников, приборов и изделий из проволоки (стойки). Никель также используется для изготовления труб, таких как мебель и инвалидные кресла. Большинство из этих приложений для никеля / хрома основаны на этих отложениях для достижения декоративного внешнего вида детали с защитой от коррозии и износостойкостью.
В быту блестящий или сатинированный никель используется для сантехники, светильников, приборов и изделий из проволоки (стойки). Никель также используется для изготовления труб, таких как мебель и инвалидные кресла. Большинство из этих приложений для никеля / хрома основаны на этих отложениях для достижения декоративного внешнего вида детали с защитой от коррозии и износостойкостью.
Никель также используется в технических целях, где яркость не является основным фактором. Например, никель используется в пресс-формах для обеспечения износостойкости. В качестве барьерного слоя никель наносится на монеты, ювелирные изделия и печатные платы. На полосовой стали и в аэрокосмической промышленности он используется для снижения напряжения или изменения размеров. Никель также используется в композитах, где совместно осаждается диспергированное неорганическое вещество (например, карбид кремния). В большинстве технических приложений используется сульфамат никеля, хотя в никелированной полосовой стали используется ванна с хлоридом никеля / сульфатом никеля.
Состав для нанесения никелевого гальванопокрытия
Для никелирования применяют сульфатные, хлоридные, сульфаминовые, борфторидные, щавелевокислые и другие электролиты, в которых никель находится в виде двухвалентного катиона. Чаще всего используют сульфатный электролит Уоттса, так как вещества, которые в него входят, наиболее доступны, он прост в приготовлении и обслуживании.
Компоненты электролита Уоттса
Типичный состав электролита Уоттса содержит сульфат никеля, хлорид никеля и борную кислоту.
-
Сульфат никеля. Сульфат никеля является источником большинства ионов никеля и обычно поддерживается в диапазоне 150-300 г/л. Это самая дешевая соль никеля, а сульфатный анион мало влияет на свойства отложений. -
Хлорид никеля. Хлорид никеля необходим для хорошей коррозии анода и улучшает проводимость гальванической ванны. Типичный рабочий диапазон составляет 30–150 г/л. Концентрация хлорида никеля 30 г/л считается минимальной для коррозии анода, если в качестве деполяризаторов не используются специальные формы материала анода, содержащие сульфид никеля или оксид никеля.
Концентрация хлорида никеля 30 г/л считается минимальной для коррозии анода, если в качестве деполяризаторов не используются специальные формы материала анода, содержащие сульфид никеля или оксид никеля.
-
Общий никель. Это выражение используется для объединенных ионов никеля из сульфата никеля и хлорида никеля. Типичный состав будет содержать 82 г/л общего никеля. Эта концентрация, как правило, достаточна, но по мере увеличения требований к плотности тока повышенная скорость истощения должна быть компенсирована увеличением концентрации ионов никеля. -
Борная кислота. Борная кислота буферизирует концентрацию ионов водорода (pH) в катодной пленке. Если бы не это буферное действие, pH катодной пленки в областях с более высокой плотностью тока быстро превышал бы 6,0, а гидроксид никеля осаждался бы и осаждался вместе с водородом, что приводило бы к образованию зеленых узелков или обожженному отложению.
-
Органические отбеливатели. Для получения требуемых физических свойств, таких как равномерный блестящий осадок, в ванну Уоттса необходимо добавлять добавки. Обычно это органические соединения, которые модифицируют отложения никеля для достижения желаемых свойств. Отбеливатели для полублестящего никеля предназначены для получения однородного отложения никеля, при котором сера не осаждается вместе с никелем. -
Блестящий и полублестящий никель. Для большинства никелированных покрытий требуется стойкое блестящее покрытие, и, следовательно, в большинстве применений используется покрытие хромом поверх составов блестящего никелирования. Однако покрытия блестящего никеля содержат достаточно соосажденной серы, поэтому они более электрохимически активны, чем никель без серы, вызывающий коррозию с повышенной скоростью. В агрессивных средах это может привести к раннему проникновению блестящего никелевого покрытия и последующей быстрой коррозии основного металла. Чтобы решить эту проблему, перед нанесением блестящего (или сатинированного) никеля можно нанести слой никеля, не содержащего серы.
 Концентрация хлорида никеля 30 г/л считается минимальной для коррозии анода, если в качестве деполяризаторов не используются специальные формы материала анода, содержащие сульфид никеля или оксид никеля.
Концентрация хлорида никеля 30 г/л считается минимальной для коррозии анода, если в качестве деполяризаторов не используются специальные формы материала анода, содержащие сульфид никеля или оксид никеля.

 Чтобы решить эту проблему, перед нанесением блестящего (или сатинированного) никеля можно нанести слой никеля, не содержащего серы.
Чтобы решить эту проблему, перед нанесением блестящего (или сатинированного) никеля можно нанести слой никеля, не содержащего серы.
Условия эксплуатации никелевых ванн
-
Уровни рН. Яркие или полусветлые ванны обычно работают при pH 3,5-4,2. Большинство органических добавок дают оптимальную яркость и выравнивание в этом диапазоне. Более высокие значения pH всегда представляют опасность неблагоприятных последствий от осаждения металлических загрязнителей и повышенного расхода отбеливающих компонентов. -
Перемешивание и температура. Перемешивание и температура увеличивают скорость диффузии ионов в катодную пленку. Это необходимо для предотвращения горения, а также для того, чтобы добавки достигли катодной пленки.Воздушное перемешивание от воздуходувки низкого давления было общепринятым и является фактором, способствующим многим улучшениям в никелировании, особенно в декоративной области.
Механическое и/или эжекторное перемешивание можно использовать отдельно или в сочетании с воздушным перемешиванием.Диапазон температур важен с точки зрения физических свойств и, наряду с перемешиванием, помогает поддерживать смешивание, растворение и правильное функционирование компонентов ванны. Если температура слишком высока, увеличивается расход добавки, что увеличивает эксплуатационные расходы и возможные проблемы с покрытием. Если температура слишком низкая, борная кислота начнет выпадать в осадок, и добавки могут не реагировать эффективно. Поэтому для гальванической ванны важно правильно выбрать нагреватель и обеспечить верный режим нагрева. В гальванических ваннах для никелирования могут использоваться обычные металлические погружные нагреватели или же надежные керамические сухие ТЭНы в защитной колбе.
-
Фильтрация. Значение адекватной непрерывной фильтрации для предотвращения шероховатости и точечной коррозии невозможно переоценить. Активированный уголь не удаляет большинство блестящих присадок к никелю. Таким образом, хорошая фильтрация через фильтр с активированным углем позволяет свести к минимуму концентрацию посторонних органических веществ, продуктов разложения отбеливателя и твердых частиц.
 Механическое и/или эжекторное перемешивание можно использовать отдельно или в сочетании с воздушным перемешиванием.
Механическое и/или эжекторное перемешивание можно использовать отдельно или в сочетании с воздушным перемешиванием.
 Активированный уголь не удаляет большинство блестящих присадок к никелю. Таким образом, хорошая фильтрация через фильтр с активированным углем позволяет свести к минимуму концентрацию посторонних органических веществ, продуктов разложения отбеливателя и твердых частиц.
Активированный уголь не удаляет большинство блестящих присадок к никелю. Таким образом, хорошая фильтрация через фильтр с активированным углем позволяет свести к минимуму концентрацию посторонних органических веществ, продуктов разложения отбеливателя и твердых частиц.
Устранение неполадок в гальванических ваннах для никелирования
-
Шероховатость. Шероховатость обычно является результатом взвешенных в растворе твердых частиц, которые прилипают к изделию, особенно на полках. Хром, железо и алюминий могут осаждаться в виде гидратов в областях с более высокой плотностью тока, где pH пленки обычно выше, чем pH тела раствора. В таких случаях может оказаться полезным более низкий рабочий pH. Иногда шероховатость с высокой плотностью тока также была связана с магнитным состоянием изделия. Еще одним источником шероховатости может быть воздуходувка, используемая для перемешивания воздуха. Осмотр фильтра воздуходувки может выявить его неисправность или отсутствие, либо загрязнение источника всасываемого воздуха.
-
Адгезия. Плохая адгезия проявляется во многих формах: никель с основным металлом; никель из никеля; или последующая хромированная пластина из никелевой пластины. -
Отделение от основного металла обычно указывает на наличие нежелательных поверхностных пленок и, следовательно, на неадекватную подготовку поверхности. Проблемы с очисткой обычно требуют много проб и ошибок, чтобы определить их источник. -
Пластичность и напряжение. Плохая пластичность и высокое напряжение в первую очередь свидетельствуют о плохом уходе за раствором для покрытия. На эти свойства влияют металлические и органические примеси, неправильный баланс химических веществ или отбеливателей, а в некоторых случаях и продукты разложения добавок. -
Во всех процессах блестящего никеля требуется баланс первичных и вторичных добавок, поскольку они действуют синергетически для поддержания минимального напряжения и максимальной пластичности при оптимальной степени выравнивания и белизны.
-
Тупые отложения. Отсутствие белизны может быть результатом грубого основного металла, плохой очистки, загрязнения раствора, неравномерного перемешивания, неправильного баланса химикатов или отбеливателя или несоблюдения надлежащего контроля за условиями эксплуатации. Низкий pH или низкая температура могут вызвать общую потерю яркости и плохое выравнивание. -
Металлические примеси. Медь, свинец, цинк и кадмий, даже в относительно небольших количествах (20-50 частей на миллион), создают тусклую, черную или пропускающую пластину в областях с низкой плотностью тока. Эти металлы могут быть удалены с помощью фиктивного покрытия с низкой плотностью тока. -
Очистка раствора никеля. В никелировании, особенно в блестящем никеле, достигнут такой значительный прогресс, что длительные и частые процедуры очистки стали редкостью. Обычно достаточно простой обработки углеродом, которая может включать перекись, и ее можно проводить с некоторым удобным производственным интервалом. Во время нанесения покрытия можно проводить непрерывную обработку смоляным блоком. Когда указана необходимость очистки, а причина проблемы не очевидна, всегда следует проводить химический анализ и тесты посева, чтобы определить наилучший план действий. Если тесты дублируют результаты посева, задача несколько упрощается, но если нет, то необходимы дальнейшие исследования в других


 Во время нанесения покрытия можно проводить непрерывную обработку смоляным блоком. Когда указана необходимость очистки, а причина проблемы не очевидна, всегда следует проводить химический анализ и тесты посева, чтобы определить наилучший план действий. Если тесты дублируют результаты посева, задача несколько упрощается, но если нет, то необходимы дальнейшие исследования в других
Во время нанесения покрытия можно проводить непрерывную обработку смоляным блоком. Когда указана необходимость очистки, а причина проблемы не очевидна, всегда следует проводить химический анализ и тесты посева, чтобы определить наилучший план действий. Если тесты дублируют результаты посева, задача несколько упрощается, но если нет, то необходимы дальнейшие исследования в других
Нагреватели гальванических ванн для никелирования
Нагрев гальванических ванн может осуществляться разными способами: электронагревателями напрямую или же теплоносителями, такими как пар или вода.
Компания Полимернагрев производит электронагреватели для гальванических ванн различных конструкций. У нас вы можете заказать изготовление стандартных погружных металлических ТЭНов для гальванических ванн, устанавливаемых вдоль стенки ванны, или же использовать более надежный метод нагрева керамическими сухими ТЭНами в защитных колбах. Керамические сухие ТЭНы не контактируют с агрессивными жидкостями напрямую, поэтому срок службы нагревателей значительно больше, чем в погружных ТЭНах. К тому же, если нужно будет заменить ТЭН, вам не придется сливать жидкость – доступ к нагревательному элементу осуществляется снаружи ванны.
К тому же, если нужно будет заменить ТЭН, вам не придется сливать жидкость – доступ к нагревательному элементу осуществляется снаружи ванны.
Для получения консультации по выбору нагревательных элементов гальванических ванн обращайтесь к нашим специалистам по телефону +7 (495) 204-17-03
или пишите свои вопросы в форме на сайте.
Никелирование металла, алюминия, меди и латуни, обзор технологии
Никель обладает уникальными физическими свойствами — он хорошо выдерживает механическую деформацию, а также не покрывается коррозией при длительном хранении. Поэтому очень часто тонким слоем никеля покрывают различные металлические сплавы — сталь, чугун, медь, алюминий и так далее. Процедуру покрытия металла слоем никеля в промышленности называют никелированием. Но можно ли сделать никелирование в домашних условиях самому? Какие способы никелирования существуют? Ниже мы в деталях узнаем ответы на эти вопросы.
Содержание
- 1 Определение
- 2 Технология гальванического никелирования
- 2. 1 Последовательность действий
- 2.
- 3 Технология химического никелирования металла
- 4 Никелирование алюминия
- 4.1 Растворы
- 5 Обработка изделий из меди и латуни
- 5.1 Растворы
- 6 Никелирование стали
- 6.1 Растворы
- 7 Заключение
 1 Последовательность действий
1 Последовательность действийОпределение
Никелированием называют комплекс процедур, в результате которых на поверхности какого-либо металлического сплава создается тонкая пленка из никеля. Слой пленки является достаточно маленьким — от 1 до 50 микрометров, а контролировать толщину никель-слоя можно путем изменения пропорции никеля в составе электролитического раствора. Никелирование металла используется для того, чтобы улучшить исходные физические характеристики основного металлического сплава:
- Повышение коррозийной устойчивости. Никель обладает высокой химической инертностью, поэтому он не вступает в контакт с кислородом и водой. Поэтому никель будет препятствовать появлению коррозии на поверхности металлического элемента.
- Защита от слабых кислот и щелочей. Никель также неплохо выдерживает воздействие слабых химических реагентов, поэтому с его помощью можно также создать дополнительный слой, который будет защищать основной материал от кислот и щелочей.
- Создание прочного внешнего покрытия. При механическом повреждении меняется вид металлического изделия, а также могут ухудшатся его технико-эксплуатационные характеристики. Создание дополнительно слоя из никеля выгодно тем, что при повреждении металла всегда можно быстро нанести новый слой.
- Никель обладает приятным серебристо-серым блеском, поэтому никелирование может выполняться и для декоративных нужд. Украшение металлических игрушек, создание красивых никелированных каркасов и так далее).

Никелировать можно практически любой металл — сталь, чугун, различные железные сплавы, медь, латунь, алюминий, титан и так далее. В качестве объекта обработки — цельные листы, детали с отверстиями, сантехнические установки, болты, шурупы, рыболовные крючки и так далее.
Существует две технологии — гальваническое и химическое никелирование. Обе технологии широко применяют на фабричном производстве. При необходимости можно сделать обработку в домашних условиях самостоятельно.
Технология гальванического никелирования
Гальваническое никелирование — популярная технология, с помощью которой можно нанести тонкий слой никеля на поверхность какого-либо металлического сплава (медь, сталь, железо, чугун, алюминий, латунь и так далее).
Принцип применения гальванического никелирования очень прост: металлический элемент подключается к катоду и помещается в водную среду с большим содержанием никеля, который выступает в растворе в качестве электролита — после этого включается электрический ток, который проходит через никелевые аноды, происходит достаточно равномерное распределение никеля по всей поверхности металлического объекта.
Перед проведением гальванического никелирования с поверхности металлического объекта нужно удалить тонкую оксидную пленку, которая будет препятствовать нанесению никеля. Для удаления пленки рекомендуется использовать грубую наждачную бумагу — с ее помощью оксидная пленка снимается очень легко, а каких-либо серьезных усилий для очистки рабочему прилагать не нужно.
Для удаления пленки рекомендуется использовать грубую наждачную бумагу — с ее помощью оксидная пленка снимается очень легко, а каких-либо серьезных усилий для очистки рабочему прилагать не нужно.
После обработки наждачной бумагой нужно промыть металлический объект водой, чтобы избавиться от остатков оксидной пленки — после этого металл обрабатывается содовым раствором и снова очищается с помощью воды. Обратите внимание, что крупные жесткие детали обрабатывать наждачной бумагой сложно — для их очистки рекомендуется использовать специальное очистительное оборудование.
Хороший пример — пескоструйные аппараты, которые снимают оксидную пленку за счет воздействия на поверхность металла песка, который в данном случае выступает в качестве абразива.
Последовательность действий
После очистки можно приступать непосредственно к никелированию:
- Сперва нам необходимо собрать ванночку для никелирования. Для этого нам понадобится емкость на основе диэлектрика, два никелевых анода, а также провода и источник электрического тока (рабочее напряжение — 5-6 вольт).
- Также нам понадобится электролитический раствор. Приготовить его можно на основании двух рецептов, где первый рецепт подходит для гладких однородных деталей, а второй — для шероховатых неровных элементов с низким качеством очистки.
- Первый рецепт такой — сернокислый никель (250 г), борная кислота (25 г), фтористый калий и хлористый калий (по 4-5 г), а также натриевая соль (2-3 г) и формалин (1-2 г) + 1 литр воды.
- Второй рецепт следующий — сернокислый никель (300 г), хлористый никель (около 60-90 г), борная кислота (50 г), а также блескообразователь (2 г) и выравнивающая присадка (2 мл) + 1 литр воды (блескообразователь и выравнивающая присадка вносятся по желанию).
- Установка для никелирования собирается следующим образом (вне зависимости от типа электролита): в ванночку наливается электролит и в нее помещается два никелевых анода по краям ванны — в ванночку по центру помещается деталь для обработки, которая подключена к отрицательному полюсу.
- После этого запускается электричество на 30-40 минут. Во время работы анодный и электролитический никель под действием электрических сил перемещаются на поверхность металлического элемента, который обладает отрицательной полярностью. При прохождении электрического тока никель прочно прикрепляется к металлу, что приводит к образованию тонкой пленки на основе никеля, что нам и требовалось.

 Во время работы анодный и электролитический никель под действием электрических сил перемещаются на поверхность металлического элемента, который обладает отрицательной полярностью. При прохождении электрического тока никель прочно прикрепляется к металлу, что приводит к образованию тонкой пленки на основе никеля, что нам и требовалось.
Во время работы анодный и электролитический никель под действием электрических сил перемещаются на поверхность металлического элемента, который обладает отрицательной полярностью. При прохождении электрического тока никель прочно прикрепляется к металлу, что приводит к образованию тонкой пленки на основе никеля, что нам и требовалось.После проведения гальванического никелирования на поверхности металла может образоваться черный налет, который может испортить вид металлической детали. Для очистки детали от налета необходимо выполнить зачистку и полировку детали — в результате у детали должен образоваться равномерный серебристый блеск, на поверхности объекта образуется тонкая пленка из никеля. Зачистку рекомендуется проводить вручную без использования слишком токсичных реактивов, чтобы не повредить защитную пленку.
Технология химического никелирования металла
Также большое распространение получило химическое никелирование металла. Эта технология также является достаточно простой. Принцип проведения химического никелирования следующий:
Принцип проведения химического никелирования следующий:
- Создается электролитический раствор на основе солей никеля с добавлением различных добавок и гипофосфита натрия.
- В раствор помещается деталь, раствор равномерно нагревается до температуры 200-300 градусов, в течение примерно 1 часа.
- Во время нагрева электролита происходит восстановление гипофосфитом натрия никеля. Это приводит к образованию на поверхности металла тонкой пленки из никеля.
Обратите внимание, что нагрев раствора можно не проводить. Однако в таком случае никелевая пленка будет очень хрупкой, что сделает никелирование бесполезным. В качестве электролита могут использоваться как кислые, так и щелочные растворы. Рекомендуются именно кислотные растворы, поскольку они обладают более высокой твердостью и прочностью. Также обратите внимание, что формат никелирования напрямую зависит от того, из какого металла сделана основная деталь.
Никелирование алюминия
Начинают с двукратной цинковой обработки материала. Цель такой обработки — сделать материал плотным и прочным, чтобы частички никеля смогли равномерно покрыть поверхность металла. Цинковая обработка выполняется так:
Цель такой обработки — сделать материал плотным и прочным, чтобы частички никеля смогли равномерно покрыть поверхность металла. Цинковая обработка выполняется так:
- Растворите в 1 литре воды 250 г едкого натра, добавьте 50-60 г окиси цинка. Оптимальная температура раствора — 18-20 градусов по Цельсию.
- Поместите обрабатываемую деталь из алюминия в раствор на 3-5 секунд в раствор, а потом сразу же достаньте ее из раствора, чтобы избежать химического повреждения. Раствор не выливайте!
- Выполните травление детали в течение 10-15 секунд, чтобы равномерно распределить цинк по всей поверхности детали. Для травления используется азотная кислота в концентрации 15%.
- Повторно выполните цинковую обработку в растворе в течение 3-5 секунд, потом промойте деталь в горячей воде. Повторное травление в азотной кислоте выполнять не нужно.
Растворы
Для никелирования можно использовать различные растворы, рассмотрим несколько основных рецептов:
- Рецепт #1. Хлористый натрий — 20 г, лимоннокислый натрий — 40 г, аммоний на основе хлора — 50 г, 25%-аммиак — 50 мл, гипофосфит натрия — 25 г, вода — 1 литр. Для приготовления раствора необходимо нагреть воду до температуры 80-90 градусов. После этого в воду помещаются все компоненты (кроме гипофосфита). Выполняется перемешивание соединения до образования однородного раствора, в конце вносится гипофосфит натрия.
- Рецепт #2. Уксуснокислый никель — 25 г, аминоуксусная кислота — 20 г, гипофосфит натрия — 30 г, вода — 1 литр. Для приготовления раствора вода доводится до температуры 95 градусов. После этого в добавляются все компоненты (кроме гипофосфита). Производится размешивание раствора до полного растворения компонентов, в конце вносится гипофосфит натрия.
 Хлористый натрий — 20 г, лимоннокислый натрий — 40 г, аммоний на основе хлора — 50 г, 25%-аммиак — 50 мл, гипофосфит натрия — 25 г, вода — 1 литр. Для приготовления раствора необходимо нагреть воду до температуры 80-90 градусов. После этого в воду помещаются все компоненты (кроме гипофосфита). Выполняется перемешивание соединения до образования однородного раствора, в конце вносится гипофосфит натрия.
Хлористый натрий — 20 г, лимоннокислый натрий — 40 г, аммоний на основе хлора — 50 г, 25%-аммиак — 50 мл, гипофосфит натрия — 25 г, вода — 1 литр. Для приготовления раствора необходимо нагреть воду до температуры 80-90 градусов. После этого в воду помещаются все компоненты (кроме гипофосфита). Выполняется перемешивание соединения до образования однородного раствора, в конце вносится гипофосфит натрия.Для проведения никелирования хромированные алюминиевые детали помещаются в один из растворов. Деталь подвешиваются на проволоке, а потом она опускается в раствор на 70-80%. Она не должна касаться боковых стен и дна. После этого температура повышается до 350-380 градусов. Оптимальный срок термическо-химической обработки — 1 час.
Оптимальный срок термическо-химической обработки — 1 час.
Для ускорения никелирования можно повысить температуру раствора до 500 градусов. Однако в таком случае на поверхности детали могут образоваться желто-рыжие или фиолетовые пятна, от которых будет сложно избавиться, поэтому избыточный нагрев лучше не производить. После никелирования алюминий проходит вспомогательную обработку в машинном масле:
- На огонь ставится минеральное масло, которое разогревается до температуры 250 градусов.
- Деталь достается из электролитного раствора и сразу же помещается в минеральное масло.
- В масле деталь греется в течение 1 часа. После этого деталь достается, промывается под теплой водой + выполняется обезжиривание.
Обработка изделий из меди и латуни
Никелирование латуни и меди выполняется по стандартной схеме, однако помимо этого есть отличия. Процедура начинается с очистки, полировки и обезжиривания материала. После этого выполняется декапирование детали с помощью серной или соляной кислоты. Затем деталь аккуратно промывается теплой водой и подвешивается на металлической проволоке.
Затем деталь аккуратно промывается теплой водой и подвешивается на металлической проволоке.
В качестве проволоки могут использоваться изделия только из стали либо алюминия без обмотки. В противном случае во время термохимической обработки никелирование в домашних условиях не пойдет из-за технических особенностей меди. Очень высокая электропроводность в данном случае играет злую шутку. Если медь не будет касаться другого металла, то частички никеля будут плохо приставать к детали.
Растворы
Для никелирования меди/латуни можно использовать один из таких растворов:
- Рецепт #1. Хлористый никель — 50 г, аммоний на основе хлора — 55 г, лимоннокислый натрий — 50 г, гипофосфит натрия — 20 г, вода — 1 литр.
- Рецепт #2. Сернокислый никель — 30 г, уксуснокислый натрий — 15 г, гипофосфит натрия — 10 г, вода — 1 литр.
Раствор готовится стандартным способом. В воду помещаются все компоненты (кроме гипофосфита) и выполняется перемешивание. После этого раствор нагревается до температуры 85-90 градусов и выполняется впрыскивание гипофосфита натрия. После этого выполняется никелирование латуни/меди обычным способом. Деталь на проволоке помещается в раствор на 70-80%, раствор доводится до температуры 350 градусов, длится не более 1 часа.
После этого выполняется никелирование латуни/меди обычным способом. Деталь на проволоке помещается в раствор на 70-80%, раствор доводится до температуры 350 градусов, длится не более 1 часа.
В конце обработку минеральным маслом можно не выполнять (как в случае с алюминием). Деталь просто достается из посуды с электролитом и выполняется промывка теплой водой и делается обезжиривание. Часто после обработки меди образуется тонкий слой никеля на стенках посуды. Чтобы избавиться от осадка, протрите осадок концентрированным раствором азотной кислоты.
Никелирование стали
Также никелем могут покрываться различные стальные и чугунные изделия. Процедура в данном случае будет несколько отличаться из-за физических особенностей стального сплава. Главное отличие — никелирование рекомендуется выполнять дважды по одному и тому же методу. Поскольку при одноразовой обработке есть риск растрескивания никельного покрытия спустя несколько месяцев эксплуатации детали. Поначалу обработка выполняется по стандартному алгоритму. Деталь очищается и полируется, а потом выполняется декапирование с помощью серной или азотной кислоты. После этого деталь подвешивается на проволоке из любого материала.
Деталь очищается и полируется, а потом выполняется декапирование с помощью серной или азотной кислоты. После этого деталь подвешивается на проволоке из любого материала.
Растворы
Теперь Вам необходимо приготовить какой-либо раствор по одному из рецептов:
- Рецепт #1. Хлористый никель — 30 г, 25%-аммиак — 50 мл, лимоннокислый натрий — 100 г, гипофосфит натрия — 10 г, вода — 1 литр. Вода нагревается до температуры 90 градусов, в воду добавляются все компоненты (кроме гипофосфита). После перемешивания и растворения компонентов вводится гипофосфит.
- Рецепт #2. Хлористый никель — 30 г, гликолят натрия — 50 г, гипофосфит натрия — 10 г. В воду добавляются все компоненты (кроме гипофосфита), выполняется перемешивание. Раствор доводится до температуры 95 градусов — в раствор вводится гипофосфит и выполняется финальное перемешивание.
Обратите внимание, что перед никелированием стали необходимо обязательно узнать температуру отпуска металла. Во время никелирования раствор ни в коем случае нельзя нагревать выше этой температуры. В противном случае может произойти растрескивание и повреждение стали. Само никелирование металла выполняется стандартным способом. Деталь помещается в раствор, электролит доводится до нужной температуры (до температуры отпуска, но не выше 350 градусов). Срок обработки — 1-2 часа (чем ниже температура, тем дольше длится обработка). После проведения никелирования нужно выполнить травление детали. После этого рекомендуется выполнить процедуру еще один раз по стандартному алгоритму.
В противном случае может произойти растрескивание и повреждение стали. Само никелирование металла выполняется стандартным способом. Деталь помещается в раствор, электролит доводится до нужной температуры (до температуры отпуска, но не выше 350 градусов). Срок обработки — 1-2 часа (чем ниже температура, тем дольше длится обработка). После проведения никелирования нужно выполнить травление детали. После этого рекомендуется выполнить процедуру еще один раз по стандартному алгоритму.
Заключение
Во время никелирования металлические объекты покрываются защитным тонким слоем никеля. Основные функции никелирования — улучшение химической и коррозийной стойкости, создание дополнительного защитного слоя против механических повреждений.
Можно выполнить никелирование любых металлов и сплавов — сталь, медь, латунь, алюминий и другие. Сегодня применяют две технологии никелирования — гальваническая и термохимическая обработка.
Используемая литература и источники:
- Лахтин Ю. М., Арзамасов Б. Н. Химико-термическая обработка металлов. — М.: Металлургия, 1985.
- Борисенок Г. В., Васильев Л. А., Ворошнин Л. Г. Химико-термическая обработка металлов и сплавов. Справочник. — М.: Металлургия, 1981.
- Snyder, Dr. Donald. «Nickel Electroplating»
 М., Арзамасов Б. Н. Химико-термическая обработка металлов. — М.: Металлургия, 1985.
М., Арзамасов Б. Н. Химико-термическая обработка металлов. — М.: Металлургия, 1985.Промышленное никелирование | Услуги по никелированию
- Дом
- Покрытия
- Никель
СУЛЬФАТНОЕ И СУЛЬФАМИРОВАННОЕ НИКЕЛИРОВАНИЕ
Никелирование, известное также как гальваническое никелирование, возникло в начале 1800-х годов и представляет собой процесс нанесения никелевого покрытия на поверхность другого металлического вещества посредством электролитического осаждения. Никелирование обычно используется для обеспечения большей износостойкости и коррозионной стойкости, а также для увеличения толщины деталей меньшего размера. Никелирование также может использоваться в эстетических целях, поскольку яркость никеля может улучшить внешний вид матовой поверхности. НПЦ реализует два вида никелирования гальванопокрытием: сульфаматное и сульфатное .
НПЦ реализует два вида никелирования гальванопокрытием: сульфаматное и сульфатное .
НИКЕЛИРОВАНИЕ ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Преимущества гальванического никелирования начинаются с коррозионной стойкости, поскольку в процессе создается микрокристаллическая структура, которая является менее пористой и обеспечивает прочный барьер для основных металлов. Как сульфаматное никелирование, так и сульфатное никелирование обеспечивают превосходную износостойкость и могут быть дополнительно усилены экстремальной термообработкой и использованием алмазных композитов. В сочетании с другими металлами, такими как олово или вольфрам, никелевое гальванопокрытие обеспечивает исключительные устойчивость к элементам, твердость и проводимость , которые поддаются многочисленным применениям.
Сульфатное и сульфаматное никелирование, каждое из которых имеет свои уникальные характеристики, применимые в конкретной отрасли промышленности. Сульфатное никелирование является менее дорогой формулой и используется, когда требуется небольшой уровень толщины. Чрезвычайно яркая отделка Sulfate также делает его лучшим вариантом, когда эстетика имеет первостепенное значение. Однако относительная непрочность сульфата делает его менее подходящим для применения в толстостенных конструкциях.
Чрезвычайно яркая отделка Sulfate также делает его лучшим вариантом, когда эстетика имеет первостепенное значение. Однако относительная непрочность сульфата делает его менее подходящим для применения в толстостенных конструкциях.
При гальванопокрытии сульфаматным никелем высокие эксплуатационные расходы в ванне также означают более высокую общую стоимость никелирования по сравнению с сульфатным. Тем не менее, его превосходная прочность делает сульфамат лучшим выбором для высокоскоростного нанесения покрытия. Сульфаматное никелирование также обеспечивает более низкое общее напряжение по сравнению с другими типами составов.
SPC НИКЕЛЕВОЕ ПОКРЫТИЕ В КАЧЕСТВЕ БАЗОВОГО СЛОЯ
Как сульфатное, так и сульфаматное никелирование могут выполнять ряд важных функций. Одной из общих функций является использование в качестве базового слоя для нанесения вторичного покрытия, которое обычно используется при покрытии драгоценных металлов, таких как золото и серебро.
ПРЕИМУЩЕСТВА НИКЕЛЕВОГО ПОКРЫТИЯ
НИКЕЛЕВОЕ ПОКРЫТИЕ ДЛЯ ПОВЫШЕНИЯ КОРРОЗИИ И СОПРОТИВЛЕНИЯ ИЗНОСУ
Как указывалось ранее, никелирование также является эффективным средством защиты от коррозии и износа. Что касается коррозионной стойкости, высокомикрокристаллическая структура приводит к уменьшению пористости и образует чрезвычайно эффективный антикоррозионный барьер для основного материала.
Что касается коррозионной стойкости, высокомикрокристаллическая структура приводит к уменьшению пористости и образует чрезвычайно эффективный антикоррозионный барьер для основного материала.
Что касается износостойкости, то твердость, создаваемая в процессе гальванопокрытия, может быть повышена за счет использования тепла, что делает полученный продукт похожим на отложения хрома. При использовании с алмазными композитами, такими материалами, как карбид кремния, кубический и гексагональный нитрид бора и карбид вольфрама, гальванопокрытие никелем может добавить внутреннюю твердость, связывая их с поверхностью покрытия. Это также служит для уменьшения статического трения. Легирование никелевых покрытий металлами или металлоидами, такими как вольфрам, олово, марганец и бор, которые улучшает коррозионную стойкость, твердость, проводимость и паяемость .
Запросить бесплатное предложение
Для никелевого покрытия
Получите предложение сейчас
НИКЕЛИРОВАНИЕ ДЛЯ СНИЖЕНИЯ ТРЕНИЯ
Никелирование часто используется как метод снижения трения в некоторых материалах. Композиты на основе фторированных соединений служат жизнеспособной заменой оловянных и кадмиевых покрытий для электронных разъемов, а также используются в различных продуктах пищевой промышленности.
Композиты на основе фторированных соединений служат жизнеспособной заменой оловянных и кадмиевых покрытий для электронных разъемов, а также используются в различных продуктах пищевой промышленности.
ЭЛЕКТРОФОРМЫ В ПРОИЗВОДСТВЕ
Производители используют гальваноформы, которые представляют собой детали, изготовленные из никеля, меди и золота с помощью оправки. Никель часто выбирают из-за его более низкого уровня напряжения и высокой степени твердости. Еще одной причиной использования гальванопластики является тот факт, что сложные детали с геометрией, которые невозможно точно изготовить традиционными средствами, могут быть изготовлены с точными окончательными допусками из одноразовых материалов оправки. Общие области применения включают пресс-формы для корпусов авиационных реактивных двигателей, авиационных волноводов, деталей кузова автомобилей, таких как панели приборной панели, создание текстур поверхности для синтетических тканей, таких как кожзаменитель, производство рукояток для клюшек для гольфа, пластиковых линз, используемых в проекторах, и компакт-дисков..jpg) для музыки и видео.
для музыки и видео.
SPC НИКЕЛЕВЫЕ ПРИМЕНЕНИЯ
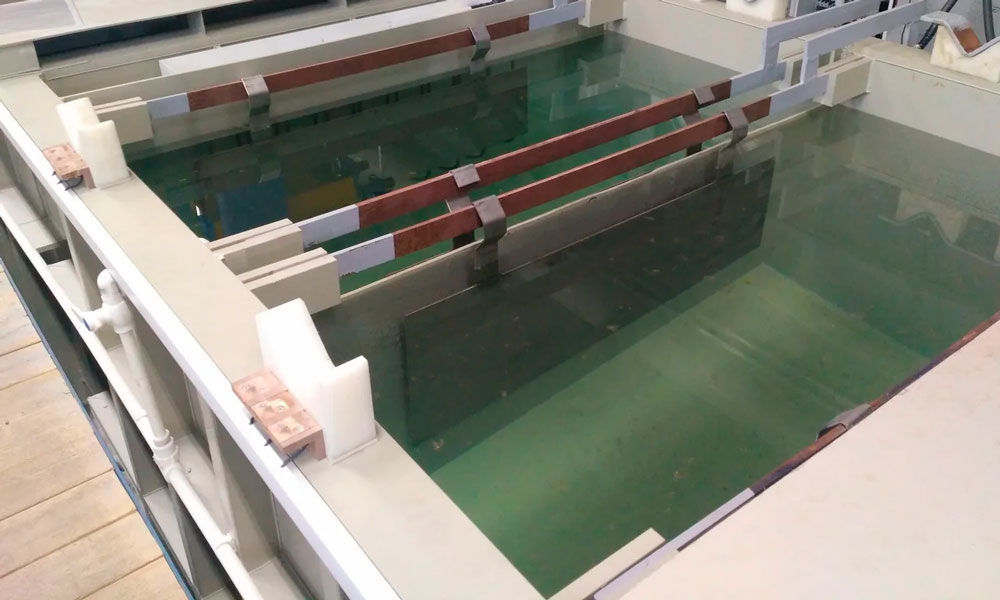
SPC использует никелирование для широкого спектра промышленных и военных применений. Одним из распространенных применений является использование в разъемах для электроники, обычно используемой в домах, автомобилях и гаджетах, таких как сотовые телефоны. Никелирование является ключевым компонентом военного и промышленного оборудования, включая огнестрельное оружие и радиолокационные волноводы, а также оборудование для обработки материалов и пищевой промышленности. Никелирование также используется в шинопроводах, которые представляют собой медные и алюминиевые стержни, используемые для передачи электроэнергии на тяжелое оборудование, такое как генераторы.
УЗНАЙТЕ О ПРЕИМУЩЕСТВАХ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НИКЕЛЯ С ПОМОЩЬЮ SPC
С момента открытия наших дверей в 1925 году мы создали прочную репутацию, предоставляя клиентам по всему миру первоклассную продукцию и превосходное обслуживание клиентов. После 80 лет работы в гальваническом бизнесе наши возможности продолжают расти вместе с нашей расширяющейся базой довольных клиентов..jpg) Наше производственное предприятие площадью 70 000 квадратных футов со штаб-квартирой в южной части Центральной Пенсильвании оснащено самыми современными возможностями для эффективного удовлетворения ваших потребностей в сульфаматном и сульфатном никелировании.
Наше производственное предприятие площадью 70 000 квадратных футов со штаб-квартирой в южной части Центральной Пенсильвании оснащено самыми современными возможностями для эффективного удовлетворения ваших потребностей в сульфаматном и сульфатном никелировании.
Высококвалифицированная команда ученых, инженеров и технологов SPC постоянно обучается и инструктируется по новейшим процессам и стандартам гальванического никелирования. Мы не только занимаем лидирующие позиции в производстве высококачественной продукции, но и в нашем бизнесе по производству гальванопокрытий мы придерживаемся экологически безопасных промышленных стандартов, которыми ваш бизнес может гордиться . Наши знающие ветераны отрасли помогут оценить ваши потребности в сульфаматном или сульфатном никелировании, чтобы порекомендовать коррозионно-стойкое покрытие, наиболее подходящее для вашего применения.
Чтобы узнать больше о том, как наши услуги по никелированию могут принести пользу вашему бизнесу, свяжитесь с компанией Sharretts Plating Company сегодня. Узнайте, что делает SPC одной из лучших компаний по никелированию в мире!
Узнайте, что делает SPC одной из лучших компаний по никелированию в мире!
Узнайте о наших услугах по никелированию.
Дополнительные ресурсы:
- 5 уникальных процессов химического никелирования
- 7 советов по максимальному повышению эффективности химического никелирования
- Черный химический никель
- Черный химический никель — новая тенденция в оружейной промышленности
- Общие области применения гальванического покрытия никелем
УЗНАЙТЕ, ЧТО НАШИ ДОВОЛЬНЫЕ КЛИЕНТЫ ГОВОРЯТ О НАС
«Я хотел бы поблагодарить вас за помощь, которую вы оказали нам в разработке метода химического никелирования на необычной подложке. Предоставленные вами образцы покрытий показывают, что мы должны быть в состоянии достичь наших целей. Я особенно ценю вашу готовность взяться за необычную работу с неопределенностями, которые она влечет за собой … Мы с нетерпением ждем возможности работать с вами в будущем над нашими потребностями в гальваническом покрытии «.
– Роберт К.
Просмотреть больше отзывов
Гальванопокрытие никелем – преимущества, применение и процесс
Электроникелирование, также известное как гальваническое никелевое покрытие или электроосаждение никеля, становится все более популярным процессом для различных производственных применений. Электроникелирование — это процесс, в котором используется электрический ток для покрытия проводящего материала, обычно изготовленного из металла, тонким слоем никеля. Другие металлы, используемые для гальванического покрытия, включают нержавеющую сталь, медь, цинк и платину.
Преимущества гальванического никелирования (никелирование)
В целом, гальваническое покрытие улучшает широкий спектр характеристик, изначально не присущих основному материалу. Вот некоторые из этих преимуществ:
- Повышенная коррозионная стойкость
- Повышенная твердость
- Превосходная прочность
- Износостойкость
- Повышенная пластичность
Никель считается пригодным для гальванического покрытия металлов, поскольку он обеспечивает превосходную пластичность, коррозионную стойкость и твердость. Электроникелирование также может улучшить яркость и внешний вид продукта. Различные химикаты для никелирования, включенные в процесс, позволяют получить что угодно: от полуглянцевого и полностью яркого косметического эффекта до матовой, жемчужной или атласной отделки.
Электроникелирование также может улучшить яркость и внешний вид продукта. Различные химикаты для никелирования, включенные в процесс, позволяют получить что угодно: от полуглянцевого и полностью яркого косметического эффекта до матовой, жемчужной или атласной отделки.
Как работает электроникелирование
Для правильного переноса никеля на поверхность изделия к основному материалу необходимо приложить отрицательный заряд. Для этого изделие обычно подключают к выпрямителю, батарее или другому источнику питания с помощью токопроводящего провода. После прикрепления стержень из никеля соединяется аналогичным образом с положительной стороной выпрямителя или источника питания.
После завершения начальных шагов основной материал погружается в раствор, содержащий соль с химическим составом, включая гальванический металл. При электроникелировании этот раствор состоит из воды и соли хлорида никеля. Под действием электрического тока, присутствующего в растворе, соль хлорида никеля диссоциирует на отрицательные ионы хлорида и положительные катионы никеля. Затем отрицательный заряд основного металла притягивает положительные ионы никеля, а положительный заряд никелевого стержня притягивает отрицательные анионы хлорида. В результате этой химической реакции никель в стержне окисляется и растворяется в растворе. Отсюда окисленный никель притягивается к основному материалу и впоследствии покрывает изделие.
Затем отрицательный заряд основного металла притягивает положительные ионы никеля, а положительный заряд никелевого стержня притягивает отрицательные анионы хлорида. В результате этой химической реакции никель в стержне окисляется и растворяется в растворе. Отсюда окисленный никель притягивается к основному материалу и впоследствии покрывает изделие.
Плотность тока в процессе гальванического никелирования
Электроникелирование включает широкий диапазон уровней плотности тока. Плотность тока напрямую определяет скорость осаждения никеля на основной материал: чем выше плотность тока, тем выше скорость осаждения. Однако плотность тока также влияет на адгезию покрытия и качество покрытия, при этом более высокие уровни плотности тока приводят к худшим результатам. Таким образом, оптимальный уровень плотности тока зависит от типа основного материала и конкретных результатов, которых требует конечный продукт.
Одним из способов избежать работы при более низкой плотности тока является использование прерывистого постоянного тока для гальванического раствора. Допуская от одной до трех секунд перерыв между каждыми восемью-пятнадцатью секундами электрического тока, высокая плотность тока может обеспечить более высокий уровень качества. Прерывистый ток также полезен для предотвращения нанесения покрытия на определенные участки основного материала.
Допуская от одной до трех секунд перерыв между каждыми восемью-пятнадцатью секундами электрического тока, высокая плотность тока может обеспечить более высокий уровень качества. Прерывистый ток также полезен для предотвращения нанесения покрытия на определенные участки основного материала.
Strike Электроникелирование
Другим решением проблемы плотности тока является включение ударного слоя в начальный процесс гальванического никелирования. Ударный слой, также известный как флэш-слой (флэш-никелирование), приклеивает тонкий слой высококачественного никелирования к основному материалу. Как только продукт покрывается слоем никеля толщиной до 0,1 микрометра, плотность тока более низкого качества используется для повышения скорости изготовления продукта. Когда различные металлы требуют нанесения покрытия на основной материал изделия, можно использовать чеканку. В тех случаях, когда никель плохо прилипает к основному материалу, например, медь может быть буфером перед процессом гальванического никелирования.
Процесс предварительной обработки для гальванического никелирования
Надлежащая предварительная и последующая обработка основного продукта напрямую влияет на качество и скорость осаждения гальванического никелирования. Чтобы обеспечить равномерную и качественную адгезию, химическая или ручная подготовка включает следующие три этапа:
Очистка поверхности перед обработкой: Очистка поверхности включает удаление загрязнений с помощью растворителей, абразивных материалов, щелочных очистителей, кислотного травления, воды или их комбинации.
- Модификация поверхности : Модификация внешнего вида базового продукта улучшает адгезию за счет таких процессов, как ударная обработка или закалка металла.
- Очистка поверхности после обработки : Выполнение отделочных операций, таких как промывка, завершает процесс гальванического покрытия.
После завершения предварительной очистки рекомендуется проверить уровень чистоты основного материала перед началом процесса гальванического никелирования.