Содержание
Сколько литров воды в 1 секции чугунного радиатора?
Хотя производители радиаторов из стали, алюминия и биметалла говорят, что чугунные аналоги уже отжили свое, это не так. Действительно, уже 160 лет прошло с того дня, как впервые были установлены обогреватели из этого металла, и в свое время они совершили настоящий прорыв в снабжении домов теплом.
В настоящий период старые советские батареи вряд ли кому-то симпатичны, но вот их современные аналоги стали совершенно другими. Начиная от внешнего вида и заканчивая тем, сколько воды в одной секции чугунной батареи, все поменялось в этих «старожилах» отопительных систем.
Сколько остывают чугунные батареи?
Чугунные батареи
выдерживают скачок давления до 15 атм., в то время как биметаллический – до 40 атм. Однако в центральной теплосети давление выше 15 атмосфер не поднимается, благодаря чему многочисленные
батареи
из
чугуна
прекрасно работают на протяжении десятков лет.
Интересные материалы:
Что сегодня с луной почему она красная? Что такое мелкая моторика и почему так важно ее развивать? Что такое приспособленность почему она носит относительный характер? Что такое тайга и где она находится? Что такое услуга Кто звонил? Что взять с собой в дорогу Если ты на диете? Что замкнуть чтобы включить компьютер? Для кого характерна двусторонняя симметрия тела? Для кого нужна безглютеновая диета? Для кого пишет песни LP?
Сколько воды в одной секции биметаллического радиатора
Как и в случае с алюминиевыми, существует много вариантов производителей и марок биметаллических батарей отопления. Точно так же отличается их строение, внешний вид, диаметры каналов.
Объем воды в биметаллическом радиаторе зависит от его высоты и составляет (в литрах):
- 35 см – 0,1-0,15;
- 50 см – 0,2-0,3;
- 60 см – 0,25-0,35;
- 90 см – 0,3-0,5;
- 120 см – 0,4-0,6.

Чтобы подсчитать объем секции биметаллического радиатора нестандартной высоты используйте формулу (V – объем в литрах, h – высота в метрах):
V = h x 0.35
Так вы получите ориентировочное значение, которое может колебаться в пределах 20%.
Каких ситуаций можно избежать, если правильно рассчитать объём теплоносителя
Многие делают монтаж тепло системы, полагаясь на советы мастеров, друзей или собственную интуицию. Котёл выбирают по мощнее, увеличивают «на всякий случай» количество секций радиаторов. А в итоге получается обратная картина: вместо ожидаемого тепла, батареи прогреваются не равномерно, котёл «мотает» топливо вхолостую.
Таблица теплоотдачи чугунных и биметаллических радиаторов отопления — Портал о строительстве, ремонте и дизайне
Создание комфортной температуры жилья в отопительный период зависит от множества факторов: от типа стены, высоты помещения, площади оконных проемов, характера расположенного пространства и многого другого.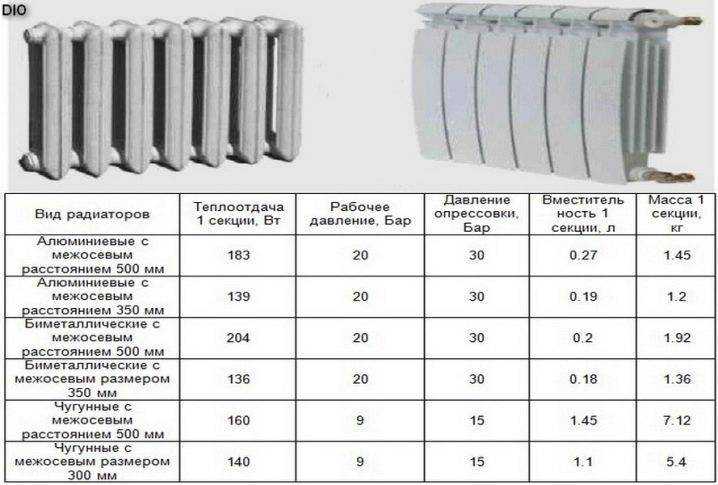 Большое значение имеет тепловой расчет устанавливаемых приборов. Традиционные методы расчета требуют учета вышеуказанных факторов, достаточно трудоемки. Для упрощения выбора типа оборудования применяется таблица радиаторов отопления.
Большое значение имеет тепловой расчет устанавливаемых приборов. Традиционные методы расчета требуют учета вышеуказанных факторов, достаточно трудоемки. Для упрощения выбора типа оборудования применяется таблица радиаторов отопления.
Радиаторы отопления
Характеристики радиаторов отопления
Эффективность батарей зависит от следующих факторов:
- температуры подачи теплоносителя;
- теплопроводности материала;
- площади поверхности батареи;
Чем выше эти показатели, тем больше тепловая мощность приборов.
Эффективная теплоотдача батарей отопления в зависимости от способа установки и подключения
В качестве единицы измерения теплоотдачи радиатора принято считать Вт/м*К, наравне с этим в паспорте часто указывается формат кал/час. Коэффициент перевода из одной единицы измерения в другую: 1 Вт/м*К = 859,8 кал/час.
Чугунные радиаторы отопления
В зависимости от материалов изготовления отличают чугунные, стальные, алюминиевые и биметаллические радиаторы. Каждый материал имеет показатели по следующим параметрам:
Каждый материал имеет показатели по следующим параметрам:
- теплоотдаче одной секции;
- рабочему давлению;
- давлению опрессовки;
- емкости одной секции;
- массе одной секции.
Совет! Не следует забывать про подверженность материала изготовления батарей к коррозионному воздействию. Это важная характеристика при покупке обогревателя.
Чугунные батареи
Этот вид радиаторов, которые в народе называют «гармошками». Они обладают довольно большой эффективностью, стойкостью к коррозии, удару. Эти батареи достаточно долговечны и имеют доступную рыночную цену. Благодаря большим размерам сечения одной секции, засорение для таких батарей не представляет угрозы.
Чугунные батареи нового поколения
Теплоотдача секции чугунного радиатора ниже, чем у аналогов. Через час после отключения отопления чугунные батареи сохраняют 30% тепла. Современные производители выпускают эстетичные чугунные батареи с гладкой поверхностью и изящными формами, поэтому спрос на них остается высоким. Сравнение чугунных радиаторов отопления с другими видами приборов, приводится в нижеуказанной таблице.
Сравнение чугунных радиаторов отопления с другими видами приборов, приводится в нижеуказанной таблице.
Таблица тепловой мощности радиаторов отопления
Вид радиатора | Теплоотдача секции, Вт | Рабочее давление, Бар | Давление опрессовки, Бар | Емкость секции, л | Масса секции, кг |
Алюминиевый с зазором между осями секций 500мм | 183,0 | 20,0 | 30,0 | 0,27 | 1,45 |
Алюминиевый с зазором между осями секций 350мм | 139,0 | 20,0 | 30,0 | 0,19 | 1,2 |
Биметаллический с зазором между осями секций 500мм | 204,0 | 20,0 | 30,0 | 0,2 | 1,92 |
Биметаллический с зазором между осями секций 350мм | 136,0 | 20,0 | 30,0 | 0,18 | 1,36 |
Чугунный с зазором между осями секций 500мм | 160,0 | 9,0 | 15,0 | 1,45 | 7,12 |
Чугунный с зазором между осями секций 300мм | 140,0 | 9,0 | 15,0 | 1,1 | 5,4 |
Алюминиевые батареи
Теплоотдача алюминиевых радиаторов отопления, как видно из таблицы, лучше, чем у чугунных батарей, но хуже чем у биметаллических. Они достаточно прочны, а легкий собственный вес позволяет облегчить монтаж приборов. Из-за уязвимости к кислородной коррозии в последнее время стали проводить анодирование алюминия.
Они достаточно прочны, а легкий собственный вес позволяет облегчить монтаж приборов. Из-за уязвимости к кислородной коррозии в последнее время стали проводить анодирование алюминия.
Алюминиевые радиаторы.
Биметаллические батареи
Этот вид радиатора является сочетанием элементов из стали и алюминия. Каналом для движения теплоносителя являются трубы, а соединительными деталями – резьбовые соединения. В качестве защиты и придания эстетичного внешнего вида такие батареи покрываются кожухом из алюминия. Недостатком изделия является относительно высокая стоимость по сравнению с аналогами. Но это компенсируется тем, что теплоотдача у биметаллических радиаторов отопления самая высокая.
Биметаллические радиаторы отопления
Стальные батареи
Старые стальные радиаторы обладают достаточно высокой тепловой мощностью, но при этом плохо удерживают тепло. Их нельзя разобрать или наращивать количество секций. Радиаторы данного типа подвержены к коррозии.
Стальные радиаторы
В настоящее время начали выпускать панельные радиаторы из стали, которые привлекательны высокой отдачей тепла при небольших размерах по сравнению с секционными радиаторами. Панели имеют каналы, по которым происходит циркуляция теплоносителя. Батарея может состоять из нескольких панелей, кроме этого, оснащаться гофрированными пластинами, увеличивающими теплоотдачу.
Панели имеют каналы, по которым происходит циркуляция теплоносителя. Батарея может состоять из нескольких панелей, кроме этого, оснащаться гофрированными пластинами, увеличивающими теплоотдачу.
Устройство стальных панельных радиаторов
Тепловая мощность панелей из стали напрямую связана с габаритами батареи, зависящими от количества панелей и пластин (оребрение). Классификация проводится в зависимости от оребрения радиатора. Например, тип 33 присвоен трехпанельным обогревателям с тремя пластинами. Диапазон типов батарей составляет от 33 до 10.
Самостоятельный расчет требуемых радиаторов отопления связан с большим объемом рутинной работы, поэтому производители начали сопровождать изделия таблицами характеристик, которые сформированы по записям результатов испытаний. Эти данные зависят от типа изделия, монтажной высоты, температуры теплоносителя при входе и выходе, нормативной температуры в помещении и многих других характеристик.
Стальной панельный радиатор
Расчет приборов по теплопотерям помещения
Тепловые показатели устанавливаемых приборов определяются из расчета потери тепла помещением. Нормативное значение тепла, необходимого на единицу объема обогреваемой комнаты, за которую принимается 1 м3, составляет:
Нормативное значение тепла, необходимого на единицу объема обогреваемой комнаты, за которую принимается 1 м3, составляет:
- для кирпичных зданий – 34 Вт;
- для крупнопанельных зданий – 41 Вт.
Теплопотери
Температура теплоносителя у входа и выхода и стандартная температура помещения отличаются для различных систем. Поэтому для определения реального теплового потока рассчитывается дельта температуры по формуле:
Dt = (T1 + T2)/2 – T3, где
- T1 – температура воды у входа системы;
- T2 – температура воды у выхода системы;
- T3 – стандартная температура помещения;
Таблица для расчета теплоносителя
Важно! Паспортная теплоотдача умножается на поправочный коэффициент, определяемый в зависимости от Dt.
Для определения количества тепла, которое необходимо для помещения, достаточно умножить его объем на нормативное значение мощности и коэффициент учета средней температуры зимой, в зависимости от климатической зоны. Этот коэффициент равен:
Этот коэффициент равен:
- при -10оС и выше — 0,7;
- при -15оС — 0,9;
- при -20оС — 1,1;
- при -25оС — 1,3;
- при -30оС — 1,5.
Кроме этого, необходима коррекция на количество наружных стен. Если одна стена выходит наружу, коэффициент 1,1, если две — умножаем на 1,2, если три, то увеличиваем на 1,3. Используя данные изготовителя радиатора, всегда легко выбрать нужный обогреватель.
Теплопотери помещения
Помните, что самое важное качество хорошего радиатора — это его долговечность в работе. Поэтому постарайтесь сделать свою покупку так, чтобы батареи прослужили вам необходимое количество времени.
Очистка чугуна с помощью электролиза
Очистка чугуна с помощью электролиза
Среди множества инструментов для реставрации, доступных коллекционеру старинной чугунной посуды, пожалуй, наиболее полезным является очистка с помощью электролиза. Несмотря на то, что это немного больше работы и затрат, чем другие методы установки, правильно спроектированный и реализованный электролизный бак может удалить как ржавчину, так и отложения в относительно короткие сроки.
Несмотря на то, что это немного больше работы и затрат, чем другие методы установки, правильно спроектированный и реализованный электролизный бак может удалить как ржавчину, так и отложения в относительно короткие сроки.
Термин «электролиз» происходит от двух греческих слов и по существу означает «разлагать с помощью электричества». Некоторые, возможно, помнят школьные эксперименты на уроках естествознания, в которых было продемонстрировано, что электролиз расщепляет воду на молекулярные компоненты водорода и кислорода. Но электролитическая ячейка также может воздействовать на электроды, к которым присоединен источник напряжения, путем добавления материала, удаления материала или того и другого. Этот процесс в условиях высокого напряжения и температуры является основой для гальванического покрытия, такого как декоративный хром на автомобильных деталях.
Для наших целей электролизная очистка работает как хромирование наоборот. Подключив положительный и отрицательный провода в противоположность процессу покрытия, вы получите удаление грязи и ржавчины.
Наиболее распространенная установка резервуара для очистки электролизного железа включает в себя пластиковый контейнер для хранения или аналогичный, достаточно прочный, чтобы вмещать восемь или более галлонов воды, и зарядное устройство для автомобильного аккумулятора. Вам понадобится кусок металла, железа или стали, который будет служить «жертвенным анодом», к которому будет течь электрический ток от очищаемого куска.
Вам также нужно будет превратить воду в резервуаре в так называемый электролит, сделав его более проводящим, чтобы через него легче проходил ток. Для этого мы используем Arm & Hammer Super Washing Soda™ (не пищевую соду), доступную в разделе добавок для стирки (желтая коробка среднего размера), из расчета 1-2 столовые ложки на галлон воды. Стиральная сода — это прежде всего карбонат натрия, тогда как пищевая сода — это бикарбонат натрия. Некоторые люди используют кондиционер для воды в бассейне под названием pH+, который состоит из карбоната натрия. Некоторые продвинутые любители используют гидроксид натрия, также известный как щелочь, для получения электролита/чистящего раствора двойного действия, но для большинства подойдет более простая и менее опасная стиральная сода.
| галлонов воды | Смысля соды | |
|---|---|---|
| 5 | 5-10 T. | 1/3-2/3 C. |
| 10 | 10-20-2026 | |
| 10 | 10-20-201269 | |
| 10 | 10-20-20126 | |
| 10 | 10-201. | |
| 10 | 10-20126 | |
| 10 | 10.2026 | |
| 10 | 100026 | |
| 10 | . — 1-1/3 кл. | |
| 15 | 15-30 т. | 1 — 2 кл. /3 Ц. |
| 25 | 25-50 Т. | 1-2/3 — 3-1/3 Ц. |
Чтобы правильно подключить источник напряжения, нужно просто помнить, что черный провод K (минус) идет на разъем s K . Кроме того, используемое зарядное устройство должно быть ручным или иметь ручной режим зарядки. Автоматическое зарядное устройство увидит электролизер как заряженную батарею и выключится.
Если у вас уже есть полностью автоматическое зарядное устройство и вы не хотите покупать его с ручным управлением, есть обходной путь, хотя для этого необходимо использовать автомобильный аккумулятор на 12 В. Подключив автоматическое зарядное устройство к аккумулятору, как будто для его зарядки, вы можете затем использовать соединительные кабели от аккумулятора к установке для электролиза. Ток, накопленный в аккумуляторе, потечет на поддон и жертвенный металл, а зарядное устройство с радостью подаст ток на разряженный аккумулятор. При использовании этой настройки требуется повышенная осторожность, поскольку вы должны тщательно поддерживать соединения «плюс-плюс» и «минус-минус» между зарядным устройством и аккумулятором. Вы также должны убедиться, что положительный и отрицательный выводы аккумулятора не соприкасаются напрямую. Кроме того, клеммы и зажимы могут нагреваться.
Подключив автоматическое зарядное устройство к аккумулятору, как будто для его зарядки, вы можете затем использовать соединительные кабели от аккумулятора к установке для электролиза. Ток, накопленный в аккумуляторе, потечет на поддон и жертвенный металл, а зарядное устройство с радостью подаст ток на разряженный аккумулятор. При использовании этой настройки требуется повышенная осторожность, поскольку вы должны тщательно поддерживать соединения «плюс-плюс» и «минус-минус» между зарядным устройством и аккумулятором. Вы также должны убедиться, что положительный и отрицательный выводы аккумулятора не соприкасаются напрямую. Кроме того, клеммы и зажимы могут нагреваться.
Я использую переключаемое ручное зарядное устройство Die Hard™ на 2 или 10 ампер от Sears. Насколько я понимаю, у Sam’s Club есть и недорогие ручные зарядные устройства.
Ручные зарядные устройства для автомобильных аккумуляторов найти становится все труднее. Другой относительно доступной альтернативой является переменный источник питания постоянного тока .
 Обычно используемые для тестирования и ремонта электронного оборудования, они предлагают такие преимущества, как регулируемое напряжение и ток (ампер).
Обычно используемые для тестирования и ремонта электронного оборудования, они предлагают такие преимущества, как регулируемое напряжение и ток (ампер).Я кладу деревянную доску 2×2 поперек верхней части контейнера и подвешиваю к ней кастрюли в воде с помощью проволоки для вешалок, прикрепляя черный разъем к непогруженному кончику ручки кастрюли. Другой, красный разъем, идет к куску стального листа шкафа кондиционера, который я получил от парня, работающего с HVAC, у которого часто есть панели из нового неокрашенного металла, оставшиеся от его установок.
Другие варианты дешевых анодов включают арматуру или бывшие в употреблении лезвия газонокосилки. Еще одной недорогой альтернативой являются стальные банки большего размера, такие как банки для фруктовых соков, с удаленными верхом и дном, обрезанными сторонами и сплющенными. Аноды с большей площадью поверхности, как правило, являются наиболее эффективными.
Для достижения наилучших результатов убедитесь, что разъемы имеют хороший электрический контакт как с очищаемой деталью, так и с жертвенным металлом. Используйте проволочную щетку или скребок из нержавеющей стали, чтобы удалить часть ржавчины и/или грязи в том месте, к которому вы будете прикреплять разъем зарядного устройства. В долгосрочной перспективе, чтобы ваши зажимы не подвергались воздействию коррозионной влаги или воздействию электролитического процесса, вы можете не подключать зажимы зарядного устройства непосредственно к изделию, а вместо этого прикреплять их к металлическому кронштейну или проводу, на котором висит изделие. Достаточный ток все еще должен протекать, если все точки крепления относительно чистые, из голого металла. Плохие соединения вызывают повышенное электрическое сопротивление и чрезмерный нагрев. Чистые металлические соединения обеспечат наиболее эффективную очистку и наименьшее повреждение проводов зарядного устройства с течением времени. Заметно нагреваются зажимы зарядного устройства во время использования, что свидетельствует о плохом контакте.
Используйте проволочную щетку или скребок из нержавеющей стали, чтобы удалить часть ржавчины и/или грязи в том месте, к которому вы будете прикреплять разъем зарядного устройства. В долгосрочной перспективе, чтобы ваши зажимы не подвергались воздействию коррозионной влаги или воздействию электролитического процесса, вы можете не подключать зажимы зарядного устройства непосредственно к изделию, а вместо этого прикреплять их к металлическому кронштейну или проводу, на котором висит изделие. Достаточный ток все еще должен протекать, если все точки крепления относительно чистые, из голого металла. Плохие соединения вызывают повышенное электрическое сопротивление и чрезмерный нагрев. Чистые металлические соединения обеспечат наиболее эффективную очистку и наименьшее повреждение проводов зарядного устройства с течением времени. Заметно нагреваются зажимы зарядного устройства во время использования, что свидетельствует о плохом контакте.
Также не поддавайтесь искушению добавить больше соды, чем рекомендуется; это может привести к чрезмерному току и перегреву, что может привести к отключению зарядного устройства или расплавлению изоляции проводов кабеля. Вы узнаете, что у вас есть хороший ток, когда вы увидите туман из мелких пузырьков, образующихся вокруг элемента, а амперметр вашего зарядного устройства покажет верхнюю границу шкалы.
Вы узнаете, что у вас есть хороший ток, когда вы увидите туман из мелких пузырьков, образующихся вокруг элемента, а амперметр вашего зарядного устройства покажет верхнюю границу шкалы.
В процессе электролиза красная ржавчина (оксид железа) преобразуется в оксид железа, иногда называемый черной ржавчиной. Этот процесс также покрывает и гниет «жертвенный» кусок металла с течением времени, поэтому его необходимо время от времени очищать или переворачивать так, чтобы чистая сторона была обращена к очищаемому куску, и, в конечном итоге, заменять его.
Побочным продуктом электролитического процесса является образование потенциально горючего газообразного водорода. Поэтому разумно обеспечить хорошую вентиляцию пространства вокруг установки или, что еще лучше, подумать о том, чтобы делать это на открытом воздухе.
Электролиз в значительной степени является процессом прямой видимости, то есть сторона детали, ближайшая к жертвенному металлу, становится чище первой. Если вы поместите что-то между куском и металлом, на куске останется «тень» грязи, где предмет перекрыл ток от куска. У некоторых людей металл с обеих сторон или вокруг детали для более быстрого действия. Я просто время от времени переворачиваю произведение. Визуально скопившаяся грязь ослабевает и отслаивается или отслаивается, как старая краска. В некоторых местах он крепче держится и отклеивается дольше. Красная ржавчина превратится в мелкий черный осадок, который легко стирается или стирается. Процесс закончен, когда металл становится голым и серым. В местах, которые были особенно грязными, могут остаться более темные пятна, но это нормально, с этим можно справиться.
Если вы поместите что-то между куском и металлом, на куске останется «тень» грязи, где предмет перекрыл ток от куска. У некоторых людей металл с обеих сторон или вокруг детали для более быстрого действия. Я просто время от времени переворачиваю произведение. Визуально скопившаяся грязь ослабевает и отслаивается или отслаивается, как старая краска. В некоторых местах он крепче держится и отклеивается дольше. Красная ржавчина превратится в мелкий черный осадок, который легко стирается или стирается. Процесс закончен, когда металл становится голым и серым. В местах, которые были особенно грязными, могут остаться более темные пятна, но это нормально, с этим можно справиться.
Совет: если ржавчина только внутри, крупногабаритные детали, такие как котлы и стиральные котлы, могут стать собственным электролизером. Заполните водой и растворите соответствующее количество стиральной соды для объема. Используйте 2×4, кусок трубы из ПВХ или другого непроводящего материала в качестве перекладины и повесьте на нее кусок жертвенного металла.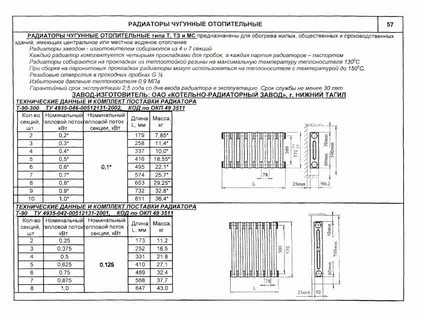 Присоедините отрицательный кабель ручного зарядного устройства к боковой стороне горшка, а положительный — к жертвенному аноду.
Присоедините отрицательный кабель ручного зарядного устройства к боковой стороне горшка, а положительный — к жертвенному аноду.
Сколько времени занимает электролиз? До того, как я начал использовать щелочь, очистка среднего предмета с помощью одного только электролиза могла занять пару сеансов, может быть, по 8 часов каждый. Смягчение вещей с помощью щелочи сначала сокращает это примерно до одного дневного сеанса продолжительностью в несколько часов. Подвешивание очищаемого изделия как можно ближе, не касаясь жертвенного металла, также ускоряет процесс.
Два одинаково ржавых домика #7, до и после электролиза:
Другие мысли
Когда вы читаете об использовании электролиза для очистки чугуна, вы часто сталкиваетесь с некоторыми предостережениями по поводу выбора материалов для расходуемого анода.
Многие частые пользователи электролиза, недовольные постоянной необходимостью замены анода, обратились к нержавеющей стали, а некоторые даже зашли так далеко, что создали установку на 360°, используя цилиндр из нержавеющей стали в качестве контейнера и анода.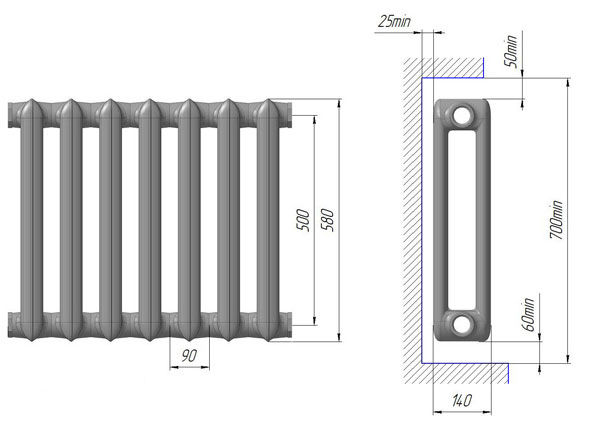 Преимущество нержавеющей стали заключается в том, что она не подвергается коррозии так быстро, как другие виды стали или железа. Однако нередко можно увидеть комментарии о том, что использование нержавеющей стали в установке для электролиза создает опасный побочный продукт, называемый шестивалентным хромом. «Гексхром», как его называют в гальванической промышленности, действительно представляет собой проблему для тех, кто работает в этой отрасли, где при используемых температурах и напряжениях он может производиться, испаряться и выбрасываться в атмосферу. Однако при гораздо более низких напряжениях и температурах, обычно используемых для очистки чугуна, шестигранный хром не вызывает беспокойства.
Преимущество нержавеющей стали заключается в том, что она не подвергается коррозии так быстро, как другие виды стали или железа. Однако нередко можно увидеть комментарии о том, что использование нержавеющей стали в установке для электролиза создает опасный побочный продукт, называемый шестивалентным хромом. «Гексхром», как его называют в гальванической промышленности, действительно представляет собой проблему для тех, кто работает в этой отрасли, где при используемых температурах и напряжениях он может производиться, испаряться и выбрасываться в атмосферу. Однако при гораздо более низких напряжениях и температурах, обычно используемых для очистки чугуна, шестигранный хром не вызывает беспокойства.
Аналогичные предупреждения относятся к использованию оцинкованных металлов и возможности попадания цинка в электролит, где он может вступить в контакт с очищаемой деталью. Опять же, используемые напряжения не должны вызывать беспокойства.
Однако правильная утилизация использованного электролита должна включать предотвращение загрязнения почвы вблизи огородов. И, как и в случае любого процесса очистки, надлежащие протоколы должны включать тщательное мытье и ополаскивание очищенного предмета перед началом любого режима приправы.
И, как и в случае любого процесса очистки, надлежащие протоколы должны включать тщательное мытье и ополаскивание очищенного предмета перед началом любого режима приправы.
Чтобы полностью избежать вышеперечисленных проблем, использование графита в качестве анода, по-видимому, вполне отвечает всем требованиям. Графит — это форма углерода, которая обладает электропроводностью, но в то же время гораздо менее активна в электролитическом процессе, чем большинство металлов. Таким образом, единственное, что он может вернуть обратно в электролит или очищаемую деталь, — это простой углерод. Графит также имеет то преимущество, что не покрывается оксидом железа, как это происходит с обычными металлическими анодами. Поэтому ему не требуется регулярная очистка для поддержания его производительности. Между сеансами очистки рекомендуется хранить анод сухим.
Хотя графит не так дешев, как простой листовой металл или железный лом, его вполне можно приобрести, учитывая ожидаемый срок службы. Стержни, стержни или пластины из прессованного экструдированного графита доступны из различных источников. Поищите в Интернете ликвидационные распродажи большого количества форм остаточного графита, избегая тех, в составе которых упоминаются другие материалы, такие как медь.
Важно отметить, что со временем любой анодный материал, используемый для очистки электролизом, изнашивается и в конечном итоге его необходимо заменить.
Наконец, электролиз следует использовать только для очистки непокрытой чугунной посуды. Кусочки алюминия растворятся. Покрытия эмалированных чугунных изделий также могут быть повреждены. Хромированные или никелированные железные детали могут подвергаться или не подвергаться неблагоприятному воздействию, в зависимости от того, начали ли участки покрытия уже отслаиваться или отслаиваться.
Инвентаризация литого и кованого железа
Отчеты
Инвентаризация открывается в новом окне и содержит три отчета о каждом состоянии литой или кованой трубы.
В первом отчете вы можете ранжировать штаты либо по протяжению магистральных газораспределительных сетей, либо по количеству линий обслуживания. Распределительные магистрали — это распределительные трубопроводы природного газа, которые служат общим источником снабжения для более чем одной сервисной линии. Линии обслуживания — это трубопроводы, по которым газ транспортируется к счетчику или трубопроводу потребителя. Таблица изначально отсортирована по количеству километров литой или кованой газораспределительной магистрали, но может быть отсортирована по любому из столбцов.
Второй отчет показывает изменение количества основных миль и маршрутов обслуживания за несколько лет. С 2005 по 2020 год основной пробег по распределению литого и кованого железа на национальном уровне сократился на 50 процентов. Количество сервисных линий из литого или кованого железа сократилось примерно на 80 процентов за тот же период времени. В третьем отчете представлены данные по каждому оператору, сообщившему о железных трубопроводах с 2005 г.
Все отчеты можно ограничить одним состоянием, используя подсказку состояния вверху. Любой штат, не включенный в раскрывающийся список, либо никогда не имел литых и кованых газораспределительных трубопроводов, либо все они были удалены до 2005 года. 24 штата и 1 территория полностью ликвидировали газораспределительные газопроводы из литых и кованых металлов: AK, AZ, AR, CO, GA, HI, IA, ID, KS, MN, MT, NM, NC, ND, NV, OK, OR, PR, SC, SD, UT, VT, WA, WI и WY .
Отчеты об инвентаризации распределительных газопроводов из литого/кованого железа
Недавние инциденты, связанные с чугунными трубопроводами
Несмотря на то, что количество чугунных трубопроводов сокращается, в последнее время произошел ряд аварий, вызванных выходом из строя чугунных газораспределительных магистралей, что вновь привлекло внимание к рискам, связанным с чугунными и кованые трубопроводы.
- 10 января 2020 г. — Пожар и взрыв газа на частной собственности в Джерси-Сити, штат Нью-Джерси, привели к травме, потребовавшей госпитализации пациента. Компания Public Service Electric & Gas обнаружила утечки в соединениях 36-дюймовой чугунной магистрали, установленной в 1952, мигрировал по 4-дюймовому электропроводу, идущему с улицы и уходящему в подвал строения.
- 19 декабря 2019 г. — Бригады Philadelphia Gas Works (PGW) отреагировали на возгорание трех объектов недвижимости по адресу South 8 th Street в Филадельфии, штат Пенсильвания. 6-дюймовый чугунный газопровод имел разрыв по окружности, где большая подземная полость вызвала движение грунта и привела к разрыву магистрали, установленной в 1928 году. Погибло 2 человека. Во время происшествия PGW эвакуировала около 60 человек.
- 16 июня 2018 г. — Бригада подрядчика по укладке дорожного покрытия Baltimore Gas and Electric (BGE) была ранена, и ей потребовалась ночная госпитализация во время установки термопластичных маркерных линий дорожного движения с использованием тепловой горелки в Балтиморе, штат Мэриленд. Выявлена протечка газопровода и отремонтирована установленная чугунная муфта 1903 года.
- 20 января 2018 г. — В результате пожара газа в двухэтажном жилом доме в Бруклине, штат Нью-Йорк, четыре человека получили ранения, одному человеку потребовалась ночная стационарная госпитализация. Здание получило умеренные структурные повреждения. 6-дюймовая чугунная магистраль была установлена примерно в 1927 и работал при манометрическом давлении 0,3 фунта на кв. дюйм. Предположительной причиной инцидента стало морозное пучение.
- 31 июля 2016 г. — Выброс из чугунной магистрали привел к 1 смертельному исходу и 1 травме в жилом доме в Шривпорте, штат Луизиана. Определенной причины инцидента нет, но сочетание размыва/эрозии, утечки жидкости из канализационного люка, неправильной обратной засыпки и уплотнения способствовало перегрузке, которая даже привела к утечке газа. 4-дюймовая труба была установлена в 1911 году и работала под давлением 0,5 фунта на кв. дюйм.
- 5 марта 2015 г. — Получив уведомление об утечке газа в жилом доме в Детройте, штат Мичиган, коммунальные службы обнаружили кольцевую трещину в 6-дюймовой чугунной магистрали. Глубина промерзания составляла 48 дюймов, в результате чего магистраль сломалась. Последствия: 1 погибший и 1 травмированный. Чугунная магистраль была установлена в 1923 году и работала под давлением 2 фунта на кв. дюйм.
- 27 января 2015 г. — Дом на улице МакКрори в Кордове, штат Алабама, взорвался, когда сотрудники газовой службы реагировали на утечку природного газа. В результате один погибший и трое раненых. Движение земли возле чугунной магистрали привело к растрескиванию трубы. Чугунная распределительная магистраль была установлена в 1952 и работал под давлением 22 фунта на кв. дюйм.
- 9 января 2012 г. — Взорвался дом на Пейн-авеню в Остине, штат Техас, в результате чего один человек погиб и один был ранен. Утечка возникла в результате прорыва четырехдюймового чугунного газопровода, установленного в 1950 году. Прорыв чугунного газопровода произошел после дождя, последовавшего за продолжительной засухой.
- 9 февраля 2011 г. – Трагический взрыв произошел на 13-й Северной улице в Аллентауне, штат Пенсильвания. Местные аварийно-спасательные службы пытались ограничить распространение огня, в то время как оператор прорезал железобетон, чтобы получить доступ к газопроводу. Предварительное расследование выявило трещину в 12-дюймовой чугунной магистрали, установленной в 1928 и на момент инцидента работал под давлением менее 1 фунта на кв. дюйм. В результате взрыва и последовавшего за ним пожара пять человек погибли, трем потребовалась стационарная госпитализация, восемь жилых домов были разрушены.
- 18 января 2011 г. — В результате взрыва и пожара один сотрудник газовой компании погиб и несколько других получили ранения, когда бригады газовой компании реагировали на утечку природного газа в Филадельфии, штат Пенсильвания. Предварительное расследование выявило кольцевой разрыв на 12-дюймовой чугунной распределительной магистрали, которая была установлена в 1942 и работал под давлением 17 фунтов на квадратный дюйм.
 Компания Public Service Electric & Gas обнаружила утечки в соединениях 36-дюймовой чугунной магистрали, установленной в 1952, мигрировал по 4-дюймовому электропроводу, идущему с улицы и уходящему в подвал строения.
Компания Public Service Electric & Gas обнаружила утечки в соединениях 36-дюймовой чугунной магистрали, установленной в 1952, мигрировал по 4-дюймовому электропроводу, идущему с улицы и уходящему в подвал строения.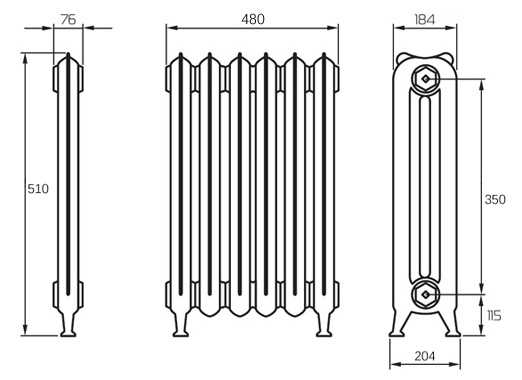
Анализ происшествий и последствий
Правила PHMSA требуют, чтобы операторы газораспределения представляли отчеты об инцидентах, когда утечка приводит к травмам или летальному исходу, ущерб имуществу превышает нормативный порог в соответствии с §191.3 или непреднамеренный выпуск трех миллионов стандартных кубических футов или более газа. Отчеты об инцидентах в системе газораспределения (за исключением утечек за пределами счетчика потребителя) за 2005–2020 годы показывают следующее:
- 9 процентов происшествий, произошедших на газораспределительных магистральных сетях, были связаны с чугунными магистралями. Однако только 2% распределительных сетей выполнены из чугуна.
- 39 процентов несчастных случаев на литейных/кованых железных дорогах привели к гибели людей или травмам, по сравнению с 21 процентом несчастных случаев на других типах сетей.
- 36 процентов всех смертельных случаев и 16 процентов всех травм на газораспределительных магистральных трубопроводах, связанных с литыми или коваными трубопроводами.
Что вызывает протечки железных труб?
Самой большой угрозой для литых или кованых труб является движение грунта. Если эти трубопроводы будут нарушены земляными работами, сезонными морозными пучениями или изменениями уровня грунтовых вод, может возникнуть утечка.
Другая серьезная угроза, называемая графитизацией, представляет собой естественный процесс, при котором железо разлагается на более мягкие элементы, что делает железные трубопроводы более восприимчивыми к растрескиванию. Степень графитизации зависит от многих факторов, но газ может просачиваться из соединений или через трещины в трубе, если графитизация произошла.
При возникновении утечек в системах низкого давления с литыми или коваными распределительными линиями объем газа, выходящего через место отказа, намного меньше, чем тот, который мог бы выйти из-за отказа того же размера в системе, работающей при более высоких давлениях. Однако даже относительно небольшой объем утечки природного газа может иметь катастрофические последствия.
История
Трубопроводы из чугуна и кованого железа были первоначально построены для транспортировки промышленного газа в 1870-х и 1880-х годах, а чугун стал более популярным в начале 19-го века.00с.
В 1970 году PHMSA начала собирать данные о пробеге газопроводов с разбивкой по типу материала труб. В 1983 году операторы газораспределительных трубопроводов сообщили о 61 536 милях чугунных и 4 371 милях кованых труб. С 1984 года операторы начали представлять объединенные данные по этим двум направлениям.
Трубопроводы из кованого железа соединялись встык с помощью резьбовых или компрессионных муфт, а трубопроводы из чугуна соединялись с помощью раструбных и втулочных соединений с использованием набивочного материала, набитого в раструб, чтобы образуют газонепроницаемое уплотнение. Поскольку по этим трубопроводам транспортировался влажный промышленный газ, упаковочный материал впитывал влагу и, как правило, не имел утечек.
Поскольку в середине 20-го века сухой природный газ начал вытеснять искусственный газ, уплотнительный материал, герметизирующий соединения, высыхал, вызывая утечки.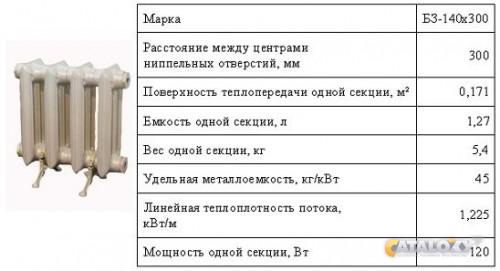 На протяжении многих лет для восстановления суставов применялись различные методы зажима и инкапсуляции.
На протяжении многих лет для восстановления суставов применялись различные методы зажима и инкапсуляции.
Программы управления целостностью распределительных сетей
В конце 2009 года PHMSA внедрила правила безопасности трубопроводов для управления целостностью газораспределительных трубопроводов. Операторы должны были создать и внедрить программы управления целостностью распределения (DIMP) к августу 2011 года. Операторы должны знать конкретные характеристики своей системы и операционной среды, чтобы выявлять угрозы, оценивать риски и принимать меры по их снижению.
В частности, при работе с литым/кованым железом операторы должны знать специфические характеристики трубы и условия окружающей среды, в которых графитизация может быть серьезной. Оценка прошлой истории утечек и мониторинг литых/кованых труб во время раскопок также являются ключевыми компонентами поддержания целостности.
Рекомендации Национального совета по безопасности на транспорте
Национальный совет по безопасности на транспорте — это независимое федеральное агентство, которое проводит расследования для определения вероятных причин транспортных происшествий.
В 1986 году NTSB расследовал взрыв в ресторане в Дерби, штат Коннектикут, в результате которого шесть человек погибли и 12 получили ранения. NTSB дал рекомендации по корректирующим действиям только оператору трубопровода. В 1990 году в результате взрыва природного газа и пожара один человек погиб, девять получили ранения, были разрушены два дома и повреждены два соседних дома в Аллентауне, штат Пенсильвания. В отчете NTSB было обнаружено, что утечка водопровода разрушила опору под 4-дюймовым чугунным газопроводом. . Это нарушение грунта приводит к кольцевой трещине в газопроводе. Природный газ мигрировал через почву в подвал одного из домов, где воспламенился, взорвался и сгорел. Чугунный газопровод был значительно ослаблен графитизацией.
В 1991 году NTSB рекомендовал PHMSA, которая тогда называлась Управлением по исследованиям и специальным программам, потребовать от операторов трубопроводов реализации программы по выявлению и замене чугунных трубопроводов, которые могут угрожать общественной безопасности. PHMSA выпустила два консультативных бюллетеня, касающихся программ замены чугуна.
PHMSA выпустила два консультативных бюллетеня, касающихся программ замены чугуна.
Оповещение RSPA 91-02 Призывает операторов разрабатывать процедуры для определения сегментов чугунных труб, которые могут нуждаться в замене. Напоминает операторам о том, что правила безопасности трубопроводов требуют, как правило, замены труб из графитированного чугуна и защиты выкопанных чугунных труб от повреждений.
Предупреждающее уведомление RSPA 92-02 Напоминает операторам о том, что правила безопасности трубопроводов требуют, чтобы операторы имели процедуру постоянного наблюдения за объектами трубопровода для выявления проблем и принятия соответствующих мер в отношении отказов, истории утечек, коррозии и других необычных условий эксплуатации и обслуживания. Эта процедура должна также включать наблюдение за чугуном для выявления проблем и принятия соответствующих мер в отношении графитизации.
Консультативный бюллетень PHMSA ADB-2012-05 В 2012 году PHMSA дополнила два предупреждающих уведомления RSPA, предлагая операторам и представителям штата по безопасности трубопроводов контролировать программы замены чугуна, организовать ускоренные исследования утечек, сосредоточить усилия по обеспечению безопасности на трубах с высоким риском, стимулировать восстановление трубопровода.