Содержание
Обозначение резьбы на чертеже
Резьба на чертеже — это постоянный источник проблем у студентов технических специальностей, которым пришлось сталкиваться с изображением резьбового соединения.
Типы резьбы
Пока что инженеры не придумали универсальную резьбу, которая бы позволяла создавать любые виды соединений. В каждом случае применяется свой тип. К счастью, на чертежах они изображаются практически одинаково, однако имеют разные условные обозначения:
- Метрическая – одна из наиболее распространенных. Она обозначается латинской «M». К подвидам этой резьбы относят метрическую коническую «MK» и цилиндрическую «MJ».
Рисунок 1. Метрическая резьба
- Дюймовая больше распространена в зарубежной практике и обозначается «BSW». К подвидам дюймовой относят трубную цилиндрическую «BSP», трубную коническую «R».
Рисунок 2. Дюймовая резьба
- Трапециевидная обозначается как «Tr».
 В том случае, если она левая, к обозначению добавляют буквы «LH». Правая отдельно не подписывается.
В том случае, если она левая, к обозначению добавляют буквы «LH». Правая отдельно не подписывается. - Упорная, которую также называют пилообразной, обозначается буквой «S», к которой также добавляют числовое значение шагов «Р». Для левой также добавляют LH, для правой – ничего.
 В том случае, если она левая, к обозначению добавляют буквы «LH». Правая отдельно не подписывается.
В том случае, если она левая, к обозначению добавляют буквы «LH». Правая отдельно не подписывается.Рисунок 3. Упорная резьба
Естественно, мы перечислили только наиболее распространенные виды, с которыми чаще всего приходится сталкиваться учащимся. При этом огромное количество различных общепринятых стандартов не всегда приходит на выручку, поскольку существует множество важных деталей и нюансов, без знания которых правильно сделать рисунок невозможно.
Параметры
Параметров размеров резьбы огромное множество, и для описания каждого из них нам пришлось бы выпускать отдельное пособие. Основные параметры:
- Шаг (Р). Он характеризует расстояние между одноименными боковыми сторонами профиля. Единица измерения – доля метра или дюйма. Иногда используют «число ниток на дюйм», представляющий собой знаменатель обыкновенной дроби, в числителе которой записан дюйм. Шаг – это натуральное число (например, 11 или 14).
- Наружный диаметр (D, d). Он равен диаметру заготовки болта до того, как на ней нарезали резьбу. С точки зрения геометрии, его можно определить как диаметр цилиндра, описываемого вокруг вершин наружной резьбы (обозначается d). В случае с внутренней, диаметр описывается вокруг впадин и обозначается D.
- Средний диаметр (D2, d2). Это диаметр такого цилиндра, образующая которого пересекает резьбовой профиль и при этом образованные пересечением с канавкой отрезки равны половине номинального резьбового шага.
- Внутренний диаметр (D1, d1). В определенном смысле противоположность наружному диаметру. Он соответствует размеру отверстия в гайке до того, как в ней нарежут резьбу. Это диаметр цилиндра, который вписан в вершины внутренней резьбы (обозначается D1) или впадины наружной (в таком случае используют обозначение d1).
- Ход. Соответствует осевому перемещению детали (гайки, болта) при совершении одного оборота. Ход равен произведению шага на число заходов.
 Шаг – это натуральное число (например, 11 или 14).
Шаг – это натуральное число (например, 11 или 14). Ход равен произведению шага на число заходов.
Ход равен произведению шага на число заходов.Рисунок 4. Параметры метрической резьбы
Более подробно с параметрами можно ознакомиться в различных справочниках или ГОСТах. Однако важно помнить о том, что каждый параметр имеет огромное значение, так что игнорировать их не стоит.
В начале отверстия или на конце стержня (болта) перед нарезанием резьбы выполняют фаску.
Определение 1
Фаска – это коническая поверхность, имеющая наклон образующих к оси 45 градусов.
Где искать примеры?
Естественно, не имея подходящего примера перед глазами, вам будет достаточно сложно нарисовать чертеж. Как мы уже говорили, те же параметры имеют огромное значение, а значит, для того, чтобы изобразить нужный вам вид резьбы, стоит обратиться к дополнительным источникам.
Так, в ВУЗах для студентов технических специальностей часто выпускают различные методические пособия, в которых вы без труда найдете необходимые схематические изображения.
Также, если наладить отношения с учащимися старших курсов, они могут поделиться с вами своими старыми работами, только ни в коем случае не пытайтесь выдать их за свои, поскольку многие преподаватели отличаются отличной памятью и без труда смогут узнать старый чертеж.
Помимо этого, можно попробовать найти необходимые изображения в Интернете. Будьте готовы, что на запрос «резьба на чертеже» вы получите множество результатов. Определить среди них тот, который вам нужен, будет достаточно проблематично. Хотя вариант попробовать найти подходящий чертеж в Интернете первым приходит на ум, пользоваться им нужно с осторожностью. Резьба является достаточно типовым элементом, однако если вы ошибетесь в профиле сечения или количестве шагов, то преподаватель быстро поймет, что эту работу делал кто угодно, но не вы.
Ну и наконец, можно обратиться к ГОСТам, в которых, помимо сводки стандартов, как правило, также прилагают рисунки различных видов резьбы.
Авторы и редакторы пособия
Авторы и редакторы методического пособия
Оглавление пособия
Правильно выполняем чертеж
Как научиться читать чертежи
Как нарисовать чертеж
Как сделать чертеж
Виды чертежей
Чертеж общего вида
Выбор ПО для выполнения чертежа
Основные ГОСТы для подготовки чертежа
Оформление чертежей по ГОСТ
Масштабы чертежей ГОСТ
Основная надпись чертежа по ГОСТу
1 этап.
Продумываем компоновку чертежа2 этап. Выбираем масштаб чертежа
Способы преобразования чертежа
3 этап. Выбираем формат и оформление чертежа
Форматы чертежей
4 этап. Определяем размеры элементов чертежа
Нанесение размеров на чертежах
5 этап.
Определяем шероховатость поверхностейШероховатость на чертеже — обозначения
6 этап. Наносим изображения на чертеж
Поверхности на чертеже
Виды на чертеже
Материалы на чертеже
Стороны на чертеже
Обозначение резьбы на чертеже
Обозначение сварки на чертежах
7 этап.
Наносим линии на чертежУглы на чертеже
Оси на чертеже
Точки на чертеже
Линии чертежа
8 этап. Выполняем аксонометрические проекции
Проекции на чертеже
Плоскости на чертеже
9 этап.
Выполняем конструктивные детали чертежа (пазы, разрезы, отверстия)Отверстия на чертеже
Резьба на чертеже
Разрезы на чертеже
Соединение деталей на чертеже
10 этап.
Выполняем проверку чертежа11 этап. Наносим размеры и надписи на чертеж
Размеры на чертеже
Шрифты на чертеже
Условные обозначения на чертежах
12 этап. Оформляем чертеж
Размеры рамки для чертежа А1
13 этап.
Готовим спецификацию к чертежуОбразец спецификации к чертежу
Выполняем чертеж в AutoCAD
Типы линий в Автокаде
 Продумываем компоновку чертежа
Продумываем компоновку чертежа Определяем шероховатость поверхностей
Определяем шероховатость поверхностей Наносим линии на чертеж
Наносим линии на чертеж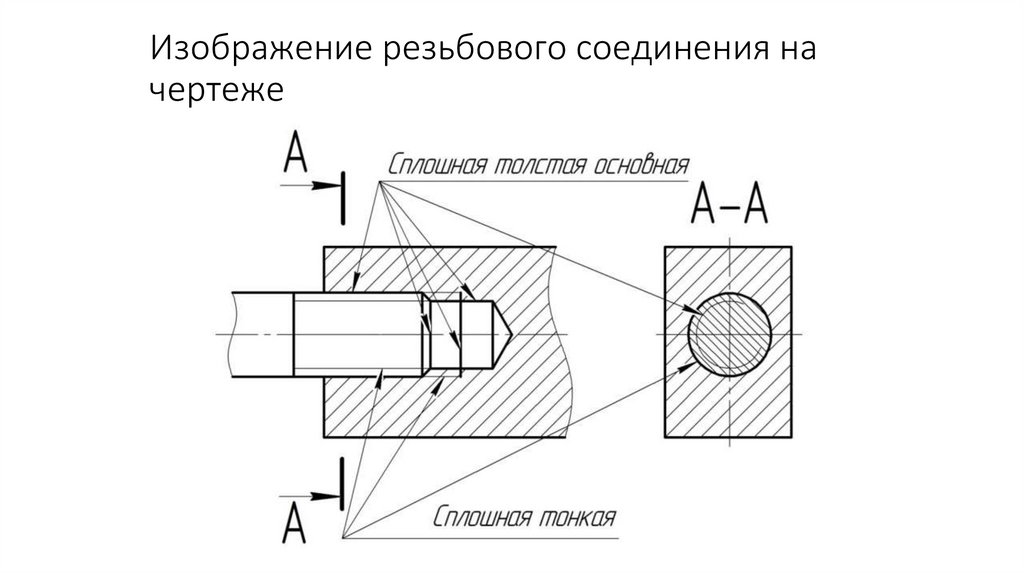 Выполняем конструктивные детали чертежа (пазы, разрезы, отверстия)
Выполняем конструктивные детали чертежа (пазы, разрезы, отверстия) Выполняем проверку чертежа
Выполняем проверку чертежа Готовим спецификацию к чертежу
Готовим спецификацию к чертежуНа страницу пособия
Резьба коническая дюймовая.
1 2 3 4 5 6 7 8 9 10 11
Дюймовая коническая резьба предназначена для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Конические резьбы, применяемые, главным образом , в соединениях труб, ранее стандартизовались на основе дюймовой системы мер. Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
Существенным недостатком конической дюймовой резьбы является то, что она не имеет согласованной с ней цилиндрической резьбы и, следовательно, не позволяет получить коническо-цилиндрические соединения.
Угол профиля дюймовой конической резьбы равен 60°.
Биссектриса угла профиля перпендикулярна оси трубы.
Шаг резьбы задается числом ниток на 1° и измеряется параллельно оси трубы.
Угол наклона конуса φ/2 равен 1°47′ 24».
Основная плоскость трубы при свинчивании без натяга совпадает с торцом муфты.
Коническая дюймовая резьба имеет притупление вершины и впадины, притупления витков этой резьбы значительно меньше притуплений метрической крепежной резьбы, что способствует достижению непроницаемости.
Резьба коническая дюймовая с углом профиля 60° изготавливается по ГОСТ 6111-52. Принятый в стандартах номинальный профиль показан на рис. 1
Основные размеры резьбы указаны на рис.2 и в таблице 1.
Допуски размеров конической дюймовой резьбы с углом профиля 60°.
Согласно ГОСТ 6111-52 наружная резьба проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы при этом относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис. 3.
Внутренняя резьба проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис. 4.
4.
Разность размеров l1 и l2 должна быть не менее указанных в таблице 1 номинальных размеров l1 и l2.
Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh1 и dh2) рис.5, не должны превышать значений указанных в таблице 2.
Отклонение половины угла профиля, угла уклона (φ/2) и отклонения по шагу резьбы (отклонения расстояний между любыми витками) не должно превышать значений указанных в таблице 3.
Пример условного обозначения конической резьбы 1/8» : К 3/4» ГОСТ 6111-52.
Контроль конической дюймовой резьбы.
Средний диаметр наружной конической резьбы измеряется на универсальном микроскопе теневым способом или с помощью ножей.
При измерении среднего диаметра калибр-пробку устанавливают на центрах микроскопа так, чтобы меньший торец находился справа. Визируют меньший торец по измерительному ножу и измеряют расстояние L1 от торца до вершины одного из витков, который визируется по сторонам профиля. Измеряют средний диаметр по правым и левым сторонам профиля этого витка. Размер среднего диаметра резьбы на расстоянии L1 от меньшего торца (dсрL1) подсчитывается по формуле (1).
Измеряют средний диаметр по правым и левым сторонам профиля этого витка. Размер среднего диаметра резьбы на расстоянии L1 от меньшего торца (dсрL1) подсчитывается по формуле (1).
где F-поправка, определяемая по формуле (2),
где К-конусность; &phi — угол уклона; α-угол профиля резьбы; S-шаг резьбы.
Средний диаметр в основной плоскости находится по формуле (3).
где L-расстояние от большого торца до меньшего (действительная высота калибра) в мм; а-расстояние от большого торца до основной плоскости в мм.
Конусность определяется по формуле (4)
где dсрL2 и dсрL1 – два диаметра на расстоянии L2 и L1 от меньшего торца. Овальность резьбы по среднему диаметру определяется разностью его значений в основной плоскости, измеренных в двух положениях с поворотом резьбы на 90°.
Калибры пробки конических резьб измеряются также методом проволочек рисунок 5.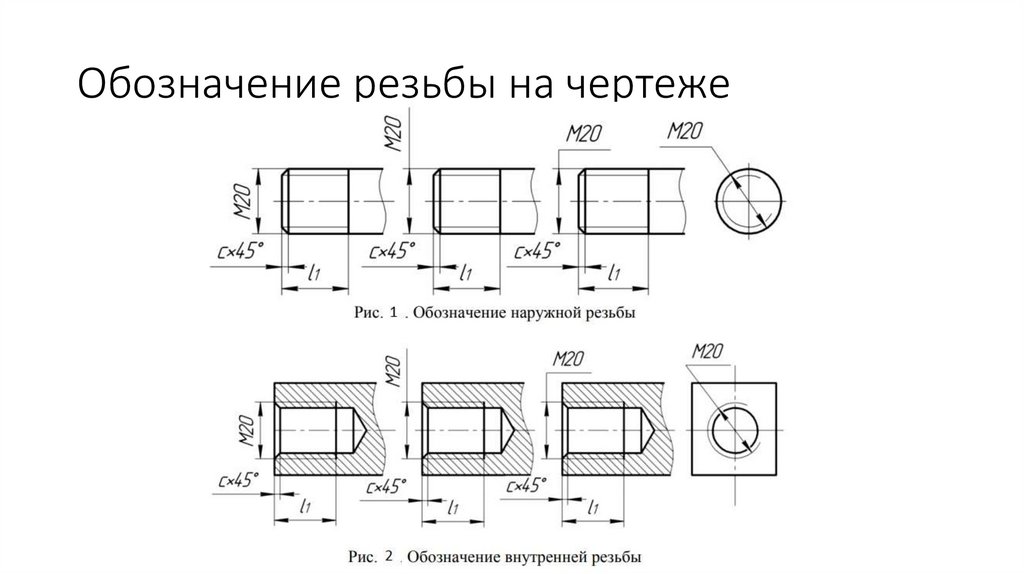 На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5).
На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5).
где dсрL1 – средний диаметр на расстоянии L1 от меньшего торца;
где dп – диаметр проволочки в мм, определяемый по формуле 7
Где S – шаг резьбы; α/2 – половина угла профиля.
На блок концевых мер 2 калибр устанавливают меньшим торцом. Столик прибора 4, устанавливают по блоку концевых мер, опускают так, чтобы против измерительных наконечников оказалась первая из впадин, отмеченных заранее риской (размер от этой впадины до торца должен быть предварительно измерен на универсальном микроскопе). Во впадину резьбы вкладывают проволочку и с противоположной стороны во впадину, расположенную выше отмеченной, вторую проволочку. Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Средний диаметр в основной плоскости подсчитывается по формуле 3.
Шаг конических резьб у калибров-пробок измеряют на универсальном микроскопе теневым способом или с помощью ножей. Измерения производят параллельно оси резьбы. Калибр устанавливают на центрах микроскопа. В случае измерения теневым способом перекрестие окулярной сетки накладывают на вершину изображения витка резьбы. Это достигается последовательным наложением центральной штриховой линии (при повороте окулярной пластины) на обе стороны профиля витка.
Если штриховая линия при повороте окулярной сетки накладывается без просвета на обе боковые стороны профиля, то это означает, что перекрестие сетки совмещено с вершиной угла профиля резьбы. Проделав эту операцию на двух витках и сняв при этом отсчеты по продольной шкале микроскопа, подсчитывают значение шага как разность этих отсчетов.
Для исключения влияния перекоса резьбы относительно оси, измерения производят по правым и левым сторонам профиля и берут среднее арифметическое.
Угол профиля резьбы измеряют обычно одновременно с измерением шага теневым способом или с помощью ножей.
В заключении необходимо отметить, что применение резьбы по ГОСТ 6111-52, обязательно для изделий, на которые установлены стандарты, предусматривающие соединения с этой резьбой. Во всех других случаях допускается применение трубной конической резьбы.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
1 2 3 4 5 6 7 8 9 10 11
Список последних статей.
- Статья №1.Определение числовых значений предельных отклонений.
- Статья №2. Резьба коническая дюймовая с углом профиля 60°.
- Статья №3. Как в технологической документации обозначить опоры, зажимы и установочные устройства.
- Статья №4. Основы теории базирования.
- Статья №5. Базирование. Классификация баз.
- Статья №6. Классификация баз по лишенным степеням свободы.
- Статья №7. Основные формулы для расчета погрешностей базирования и закрепления заготовки.
- Статья №8. Примеры расчета погрешности базирования и закрепления заготовки.
- Статья №9. Назначение технологических баз.
- Статья №10. Примеры задач по назначению технологических баз.
- Статья №11. Основы размерного анализа. Размерные цепи.

Автор: Саляхутдинов Роман | «БОСК 8.0» Познай Все Cекреты КОМПАС-3D
>> Читать Полное Описание << |
Автор: Саляхутдинов Роман | «БОСК 5. Новый Видеокурс. «Твердотельное и Поверхностное Моделирование в КОМПАС-3D»
>> Читать Полное Описание << |
 0″
0″Автор: Саляхутдинов Роман | «Эффективная работа в SolidWorks» Видеокурс. «Эффективная работа в SolidWorks» поможет Вам:
>> Читать Полное Описание << |

Автор: Дмитрий Родин | «AutoCAD ЭКСПЕРТ» Видео самоучитель По AutoCAD
>> Читать Полное Описание << |
Расчет резьбовых соединений | Технический проект
Резьбовые крепежные детали
Крепление — это метод соединения или соединения двух или более частей вместе с использованием процессов или устройств.
- Процессы: сварка, склейка, пайка;
- Устройства: болты, винты, анкеры и т.п.
Одним из наиболее распространенных методов крепления является механическое крепление , процесс, в котором используются промышленные устройства, такие как винты, штифты или заклепки, для скрепления частей сборки.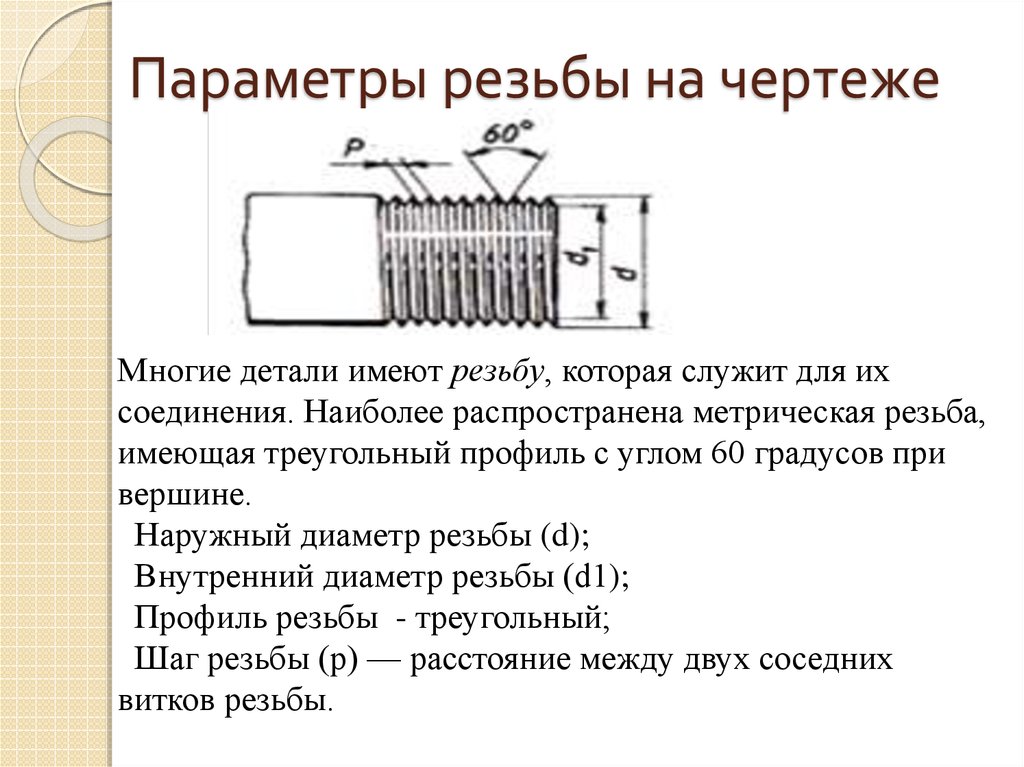 А 9Резьбовая застежка 0005 представляет собой механическую застежку, используемую для соединения двух или более деталей.
А 9Резьбовая застежка 0005 представляет собой механическую застежку, используемую для соединения двух или более деталей.
Спецификации резьбы: английская система
Чтобы указать резьбу по английской системе, необходимо предоставить минимум пять сведений:
- Форма резьбы
- Резьба серии
- Главный диаметр
- Класс посадки
- Резьба на дюйм
Резьба форма форма или профиль резьбы. Было разработано много типов форм резьбы.
- Резьба остроконечная V была первоначально разработана Уильямом Селлерсом (19 сентября 1824 г. — 24 января 1905 г.), инженером-механиком, производителем, бизнесменом и изобретателем, который подал более 90 патентов.
- Резьба American National заменила остроконечную V-образную резьбу и прочнее остроконечной V-образной резьбы.
- Резьба Unified является текущим стандартом, используемым в США, Канаде и Англии.
- Разновидностью унифицированной нити является Резьба унифицированная круглая , сокращенно УНР.

- Метрическая резьба является международной стандартной резьбой, аналогичной по форме американской национальной резьбе.
- Квадратная резьба , Acme, и контрфорс используются для передачи мощности в зубчатых передачах и других типах машин.
- Резьба поворотного кулака обычно накатывается из листового металла или отливается и используется для изготовления цоколей лампочек, крышек для бутылок и стеклянных банок.
Резьба серии относится к стандартному количеству витков на дюйм, и существует четыре класса: грубая (C), тонкая (F), дополнительная тонкая , и константа шаг . При использовании с унифицированным потоком они обозначаются аббревиатурой UNC, UNF и UNEF. Серия с постоянным шагом задается записью числа перед обозначением формы (4, 6, 8, 12, 16, 20, 28, 32).
- Крупные крепежные детали серии используются для быстрого монтажа или демонтажа чугуна, мягких металлов и пластика и обозначаются как NC или UNC.
- Крепеж Fine серии используется, когда для сборки требуется большое усилие, и обозначается как NF или UNF. Эти крепежные детали широко используются в аэрокосмической и автомобильной промышленности.
- Сверхтонкие крепежные детали серии используются, когда длина зацепления короткая, а приложение требует высоких степеней нагрузки.
- C Резьба с постоянным шагом серии предназначена для специальных целей, например, для работы в условиях большого диаметра или высокого давления. Он используется, когда серии Coarse, Fine, Extra-Fine не соответствуют конструктивным требованиям, и внутри этих серий предпочтение следует отдавать сериям с 8, 12 и 16 нитями.

Существует три класса посадки , установленных ANSI для общего использования.
- Класс 1 — свободная посадка, когда требуется быстрая сборка и допустимы люфты или люфты между деталями.
- Класс 2 — высококачественный, общего назначения, товарного класса годности для болтов, гаек и винтов, широко используемых в массовом производстве.
- Класс 3 — очень высококачественный резьбовой соединитель с плотной посадкой, используемый для прецизионных инструментов, а также в условиях высоких нагрузок и вибраций.

Резьба представлена на чертежах только символически; поэтому для предоставления требуемой информации необходимы примечания к теме . Примечание о резьбе должно быть включено на все детали с резьбой с линией выноски к внешней резьбе или к внутренней резьбе в круговом виде.
Примечания по наружной резьбе даны в продольном виде. Примечания по внутренней резьбе даны на виде с торца с указателем на сплошной круг.
Примечания к резьбе должны содержать следующую информацию:
- Наибольший диаметр в дробной или трехзначной десятичной форме.
- Количество витков на дюйм, за которым следует пробел.
- Обозначение формы резьбы .
- Серия резьбы обозначение.
- Обозначение класса резьбы (1,2 или 3).
- Внутренняя или внешняя l символ (A для наружной резьбы, B для внутренней резьбы), за которым следует пробел.
- Уточняющая информация , такая как:
- LH для левой резьбы. Если резьба правая, правая не указывается.
- DOUBLE или TRIPLE для нескольких потоков.
- Длина резьбы.
- Материал.

Характеристики резьбы: метрическая система
Характеристики метрической резьбы основаны на рекомендациях ISO и аналогичны Единому стандарту. Базовое обозначение метрической резьбы:
Здесь в примечании указано, что резьба метрическая (М), диаметр резьбы 16 миллиметров, за которым следует знак умножения «х», шаг 1,5. миллиметры.
Как правило, полное примечание к метрической резьбе должно содержать следующую информацию:
- Символ формы резьбы . Буква М используется для обозначения метрического профиля. Класс профиля J представляет собой модифицированный профиль М.
- Номинальный размер (основной большой диаметр) в миллиметрах, за которым следует «x».
- Шаг в миллиметрах, за которым следует тире. Шаг можно исключить для крупной резьбы, но в американских стандартах он предпочтительнее.
- Допуск общего назначения . Обозначение класса допуска включает:

- Допуск на средний диаметр: класс, позиция
- Допуск малого диаметра: класс, положение.
Для допусков наружной резьбы используются строчные буквы, для внутренней резьбы – прописные.
Изображение резьбы
Обычно используются два типа условных обозначений для изображения резьбы , традиционное и альтернативное (графическое) изображение.
Обычное представление следует использовать всякий раз, когда оно передает требуемую информацию без путаницы, поскольку оно требует наименьших усилий по составлению.
Этот метод не зависит от типа резьбы. Должны быть указаны тип резьбы и ее размеры.
Должны быть указаны тип резьбы и ее размеры.
Альтернатива Представление требует больше времени на набросок, но иногда необходимо, чтобы избежать путаницы с другими параллельными линиями или более четко изобразить отдельные аспекты резьбы. Это близкое приближение к реальному виду винтовой резьбы:
Он упрощен, так что гребень и основание для полной резьбы показаны острыми , с одинарными прямыми линиями вместо двойных изогнутых линий, которые требуются для плоских гребней и оснований.
Альтернативное представление следует использовать только для увеличенных деталей и других специальных применений.
Резьбовые сборки
Для общего использования рекомендуется обычное представление сборок резьбовых деталей.
На видах в разрезе часть с наружной резьбой всегда показывается, закрывая часть с внутренней резьбой (показана болтовая резьба, не показана резьба отверстия).
Оба метода можно использовать одновременно на одном и том же чертеже.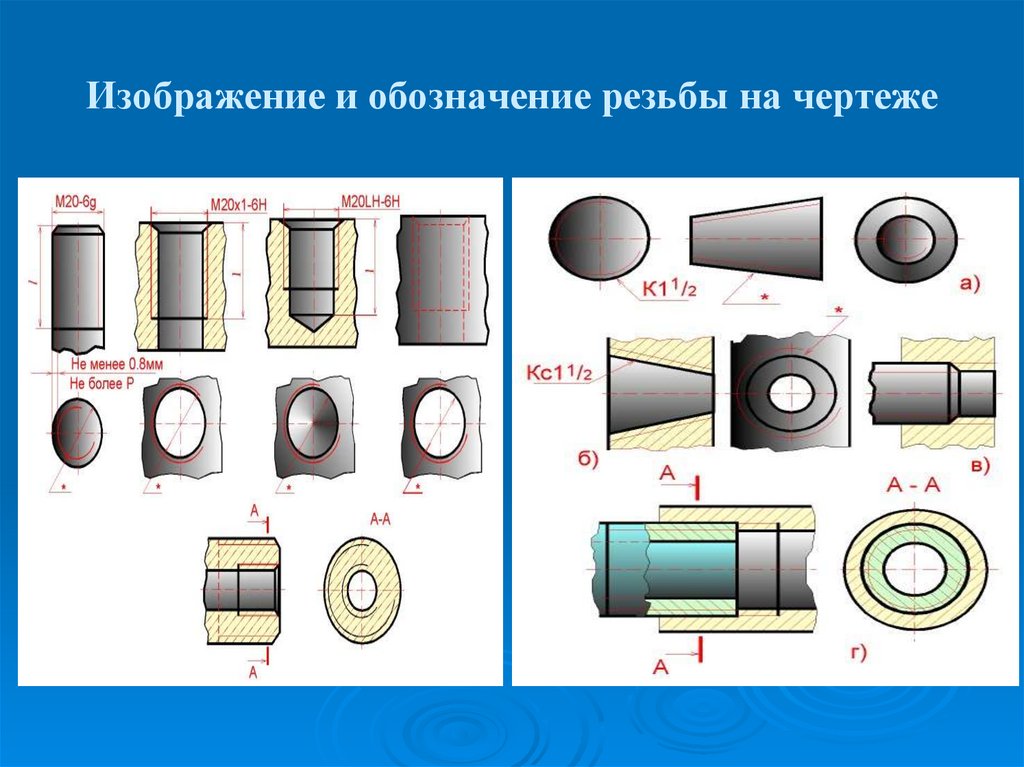
Накатанная резьба
Внешняя резьба может быть нарезана с помощью матрицы.
Метчик используется для нарезания внутренней резьбы меньшего диаметра.
Однако существует также тип резьбы, которая не нарезается, а накатывается.
Катаные резьбовые изделия часто изготавливают с уменьшенным диаметром корпуса, примерно равным делительному диаметру. Когда это необходимо показать, элемент можно изобразить, как показано на рисунке:
Здесь резьба изображается больше диаметра детали (как в традиционном, так и в альтернативном представлении).
UNC и UNF — унифицированная дюймовая резьба
- UNC — унифицированная национальная крупная резьба — сопоставима с метрической резьбой ISO
- UNF — унифицированная национальная мелкая резьба
- Угол задней поверхности UNC/UNF составляет 60°
Унифицированная резьба бывает трех разных классов:
- для применений, где требуется широкий допуск для обеспечения легкой сборки даже с резьбой с небольшими зазубринами
- наиболее часто используемый класс для общих применений
- для применений, где требуется близость посадки и/или точность элементов резьбы важны
UNC — Унифицированная крупная резьба
Резьба UNC согласно ANSI B1.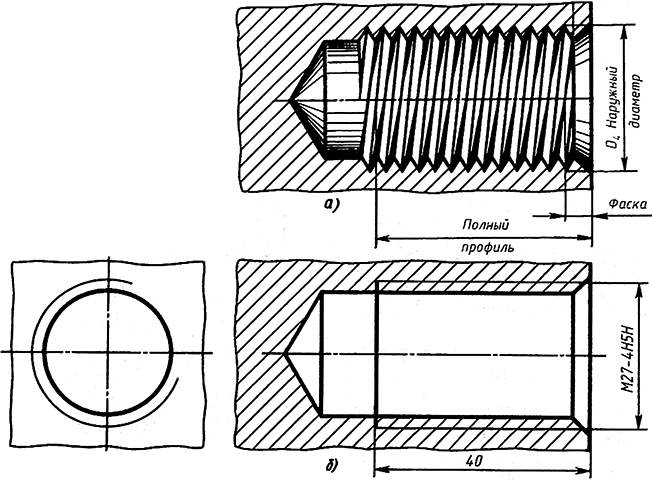 1:
1:
| Большой диаметр (in) | Threads per inch (tpi) | Major Diameter | Tap Drill Size (mm) | Pitch (mm) | |
|---|---|---|---|---|---|
| (in) | (mm) | ||||
| #1 — 64 | 64 | 0.073 | 1.854 | 1.50 | 0.397 |
| #2 — 56 | 56 | 0.086 | 2.184 | 1.80 | 0.453 |
| #3 — 48 | 48 | 0.099 | 2.515 | 2.10 | 0.529 |
| #4 — 40 | 40 | 0.112 | 2.845 | 2.35 | 0.635 |
| #5 — 40 | 40 | 0.125 | 3.175 | 2.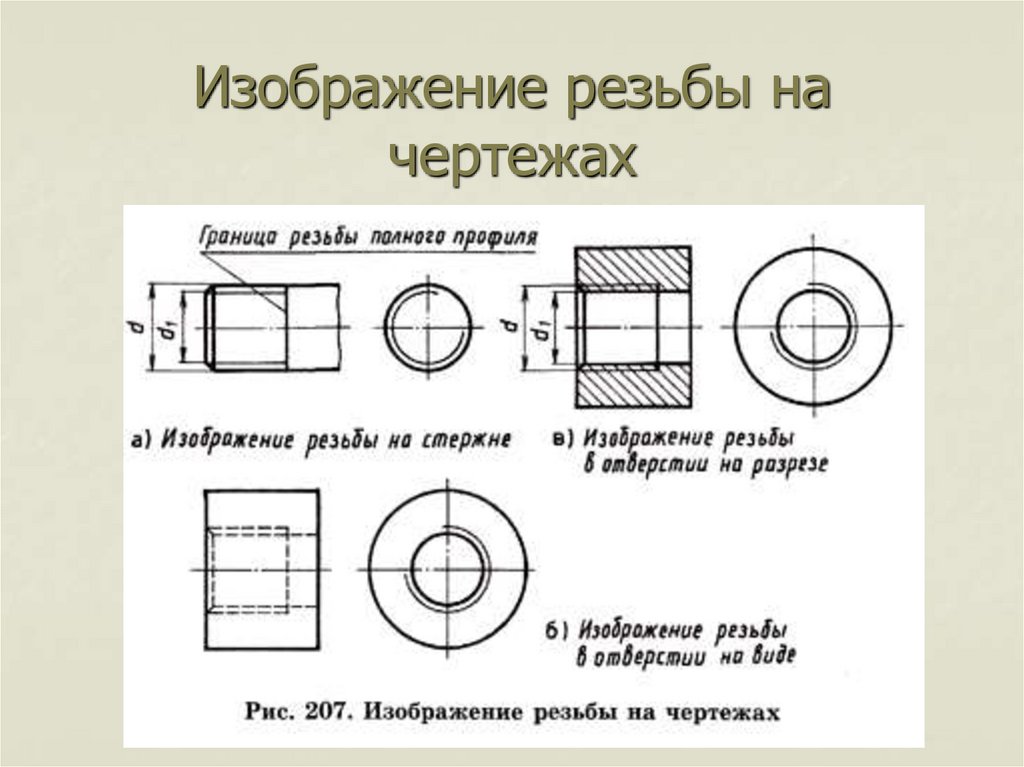 65 65 | 0.635 |
| #6 — 32 | 32 | 0.138 | 3.505 | 2.85 | 0.794 |
| #8 — 32 | 32 | 0.164 | 4.166 | 3.50 | 0.794 |
| #10 — 24 | 24 | 0.190 | 4.826 | 4.00 | 1.058 |
| #12 — 24 | 24 | 0.216 | 5.486 | 4.65 | 1.058 |
| 1/4″ — 20 | 20 | 0.250 | 6.350 | 5.35 | 1.270 |
| 5/16″ — 18 | 18 | 0.313 | 7.938 | 6.80 | 1.411 |
| 3/8″ — 16 | 16 | 0.375 | 9.525 | 8.25 | 1.587 |
| 7/16″ — 14 | 14 | 0.438 | 11.112 | 9. 65 65 | 1.814 |
| 1/2″ — 13 | 13 | 0.500 | 12.700 | 11.15 | 1.954 |
| 9/16″ — 12 | 12 | 0.563 | 14.288 | 12.60 | 2.117 |
| 5/8″ — 11 | 11 | 0.625 | 15.875 | 14.05 | 2.309 |
| 3/4″ — 10 | 10 | 0.750 | 19.050 | 17.00 | 2.540 |
| 7/8″ — 9 | 9 | 0.875 | 22.225 | 20.00 | 2.822 |
| 1″ — 8 | 8 | 1.000 | 25.400 | 22.85 | 3.175 |
| 1 1/8″ — 7 | 7 | 1.125 | 28.575 | 25.65 | 3.628 |
| 1 1/4″ — 7 | 7 | 1.250 | 31. 750 750 | 28.85 | 3.628 |
| 1 3/8″ — 6 | 6 | 1.375 | 34.925 | 31.55 | 4.233 |
| 1 1/2″ — 6 | 6 | 1.500 | 38.100 | 34.70 | 4.233 |
| 1 3/4″ — 5 | 5 | 1.750 | 44.450 | 40.40 | 5.080 |
| 2″ — 4 1/2 | 4 1/2 | 2.000 | 50.800 | 46.30 | 5.644 |
| 2 1/4″ — 4 1/2 | 4 1/2 | 2.250 | 57.150 | 52.65 | 5.644 |
| 2 1/2″ — 4 | 4 | 2.500 | 63.500 | 58.50 | 6.350 |
| 2 3/4″ — 4 | 4 | 2,750 | 69,850 | 64.75 | 6.350 |
| 3″ — 4 | 4 | 3. 000 000 | 76.200 | 71.10 | 6.350 |
| 3 1/4″ — 4 | 4 | 3.250 | 82.550 | 77.45 | 6.350 |
| 3 1/2″ — 4 | 4 | 3.500 | 88.900 | 83.80 | 6.350 |
| 3 3/4″ — 4 | 4 | 3.750 | 95.250 | 90.15 | 6.350 |
| 4″ — 4 | 4 | 4.000 | 101.600 | 96.50 | 6.350 |
Example — Typical designation of an UNC thread
- 1/ 4” x 20 UNC
Болты US – Моменты затяжки
UNF – Унифицированная национальная мелкая резьба
Резьба UNF ANSI B1.1:
7
7
(in)
(tpi)
(mm)
(mm)
 060
060 826
826