Содержание
Основные нормы взаимозаменяемости. Резьба упорная. Допуски – РТС-тендер
Обозначение: ГОСТ 25096-82
Статус: действующий
Название русское: Основные нормы взаимозаменяемости. Резьба упорная. Допуски
Название английское: Basic norms of interchangeability. Butters thread. Tolerances
Дата актуализации текста: 06.04.2015
Дата актуализации описания: 01.01.2021
Дата издания: 01.01.2003
Дата введения в действие: 01.01.1983
Область и условия применения: Настоящий стандарт распространяется на упорную резьбу с профилем, диаметрами, шагами и основными размерами по ГОСТ 10177
Опубликован: официальное издание, Дюймовые и специальные резьбы: Сб.
 ГОСТов . — М.: ИПК Издательство стандартов, 2003 год
ГОСТов . — М.: ИПК Издательство стандартов, 2003 годУтверждён в: Госстандарт СССР
ГОСТ 25096-82
Группа Г13
Дата введения 1983-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.01.82 N 221
3 ВЗАМЕН ГОСТ 10177-62 в части разд.III
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 10177-82 | Вводная часть |
5. ПЕРЕИЗДАНИЕ
ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на упорную резьбу с профилем, диаметрами, шагами и основными размерами по ГОСТ 10177.
1.1. В настоящем стандарте приняты следующие обозначения:
— наружный диаметр наружной резьбы;
— средний диаметр наружной резьбы;
— внутренний диаметр наружной резьбы;
— наружный диаметр внутренней резьбы;
— внутренний диаметр внутренней резьбы;
— средний диаметр внутренней резьбы;
— шаг резьбы;
— длины свинчивания группы нормальные;
— длины свинчивания группы длинные;
; ; ; ; — допуски диаметров;
— верхнее отклонение диаметров наружной резьбы;
— верхнее отклонение диаметров внутренней резьбы;
— нижнее отклонение диаметров наружной резьбы;
— нижнее отклонение диаметров внутренней резьбы.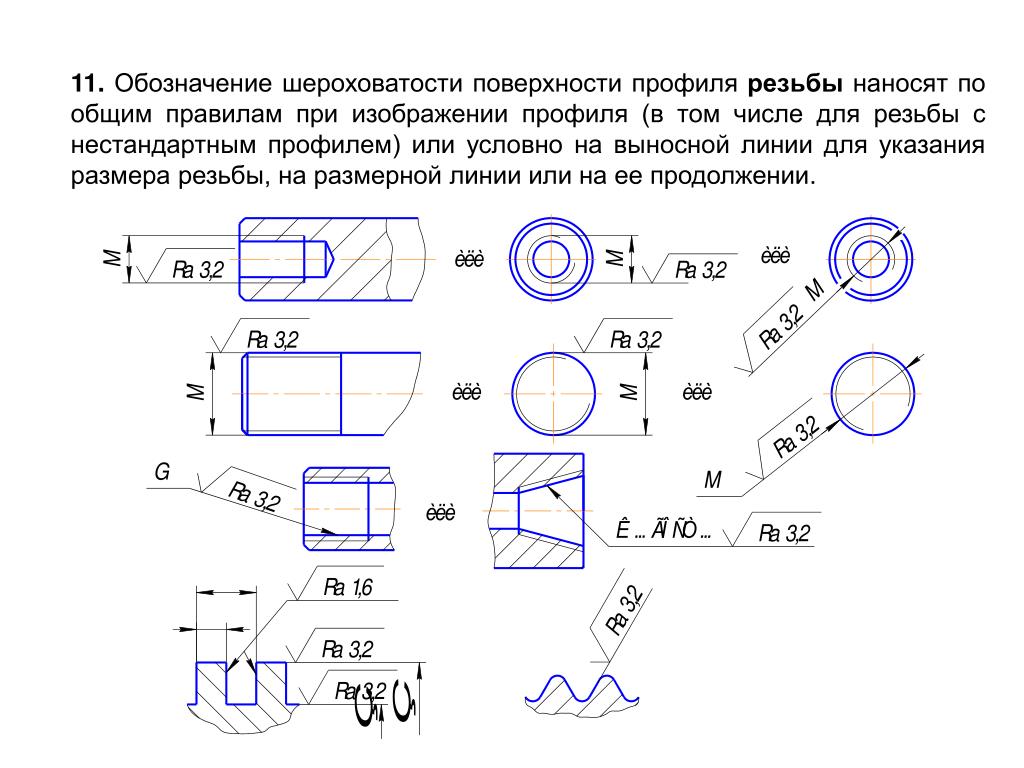
1.2. Система допусков резьбы предусматривает:
1) допуски диаметров резьбы;
2) положения полей допусков диаметров резьбы;
3) классификацию длин свинчивания;
4) поля допусков резьбы и их выбор с учетом классов точности и длин свинчивания.
1.3. Схемы полей допусков наружной и внутренней резьбы приведены на чертеже.
Положение поля допуска наружной резьбы
Положение поля допуска внутренней резьбы
Отклонения отсчитывают от номинального профиля резьбы в направлении, перпендикулярном к оси резьбы.
1.4. Допуски диаметров резьбы устанавливают по степеням точности, обозначаемым цифрами, приведенными в табл.1.
Таблица 1
Вид резьбы | Диаметр резьбы | Степень точности |
Наружная резьба | 4 | |
7; 8; 9 | ||
Внутренняя резьба | 7; 8; 9 | |
4 |
Примечание. Степень точности диаметра должна соответствовать степени точности диаметра .
Степень точности диаметра должна соответствовать степени точности диаметра .
Допуски среднего диаметра являются суммарными.
Допуски диаметра не устанавливают.
1.5. Положение для допуска диаметра резьбы определяется основным отклонением (верхним отклонением для наружной резьбы и нижним отклонением — для внутренней) и обозначаются буквой латинского алфавита: строчной — для наружной резьбы и прописной — для внутренней.
Положения полей допусков приведены на чертеже и в табл.2.
Таблица 2
Вид резьбы | Диаметр резьбы | Основное отклонение |
Наружная резьба | h | |
| ||
Внутренняя резьба | H | |
AZ | ||
H |
1. 6. Длины свинчивания подразделяют на две группы: нормальные и длинные .
6. Длины свинчивания подразделяют на две группы: нормальные и длинные .
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.
Поле допуска внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в приложении 1.
2.1. Обозначение поля допуска упорной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например: 7h; 7AZ
2.2. Обозначение поля допуска резьбы должно следовать за обозначением размера резьбы.
Например: S 80·10-7h; S 80·10-7AZ; S 80·10LH-7h; S 80·10LH-7AZ.
2.3. Длину свинчивания в условном обозначении резьбы не указывают.
Длину свинчивания при необходимости указывают в миллиметрах за условным обозначением резьбы.
2.4. Посадку в резьбовом соединении обозначают дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе — обозначение поля допуска наружной резьбы.
Например: S 80·10- 7AZ/7h;
S 80·10LH-7AZ/7h.
3.1. Числовые значения допусков диаметров и должны соответствовать указанным в табл.3, диаметров и — в табл.4, а диаметра — в табл. 5.
Таблица 3
Допуски диаметров и
Шаг , мм | Степень точности 4 | |
Допуск, мкм | ||
2 | 180 | 236 |
3 | 236 | 315 |
4 | 300 | 375 |
5 | 335 | 450 |
6 | 375 | 500 |
7 | 425 | 560 |
8 | 450 | 630 |
9 | 500 | 670 |
10 | 530 | 710 |
12 | 600 | 800 |
14 | 670 | 900 |
16 | 710 | 1000 |
18 | 800 | 1120 |
20 | 850 | 1180 |
22 | 900 | 1250 |
24 | 950 | 1320 |
28 | 1060 | 1500 |
32 | 1120 | 1600 |
36 | 1250 | 1800 |
40 | 1320 | 1900 |
44 | 1400 | 2000 |
48 | 1500 | 2120 |
Таблица 4
Допуски диаметров и
Условное изображение резьбы.
 ГОСТ 2.311–68 — Студопедия
ГОСТ 2.311–68 — Студопедия
Поделись
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
Условное изображение резьбы на стержне.
Рис.7
Наружная резьба на стержне (рис.7) изображается сплошными основными линиямипо наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.8
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
Условное изображение резьбы в отверстии
Рис.9
Внутренняя резьба– изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
Условное изображение резьбы в сборе.
Рис.10
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
Таблица 4. Условное изображение резьб
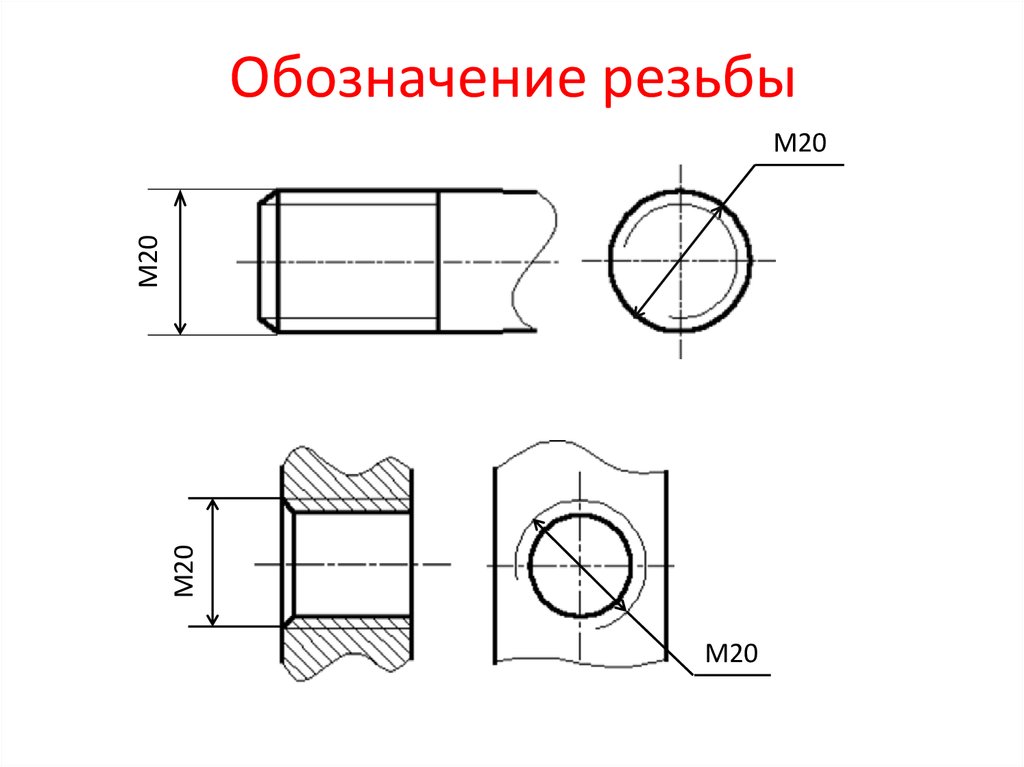
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150–81.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24´2–6g или М12´1–6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные резьбы обозначаются, например трех-заходная, М24´З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьбаобозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20´1,5 ГОСТ 25229–82).
Рис.11
Соединение внутренней цилиндрической резьбы с наружной конической (рис. 11) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20´1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20´1,5 LH.
11) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20´1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20´1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) … (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба.Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G11/2LH–В–40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–11/2–А.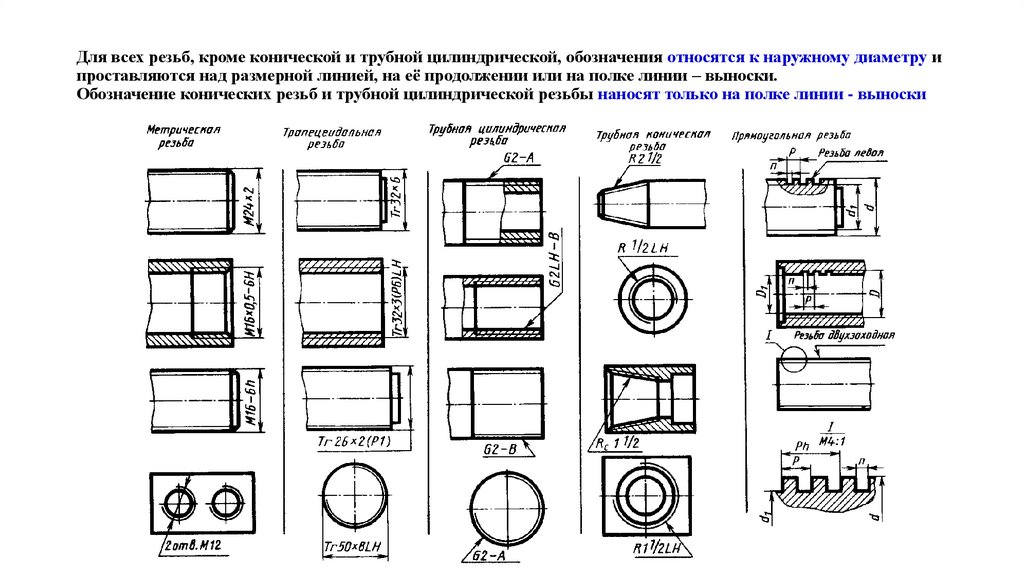
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 11/2–А/В.
Трубная коническая резьба.В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
— внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81.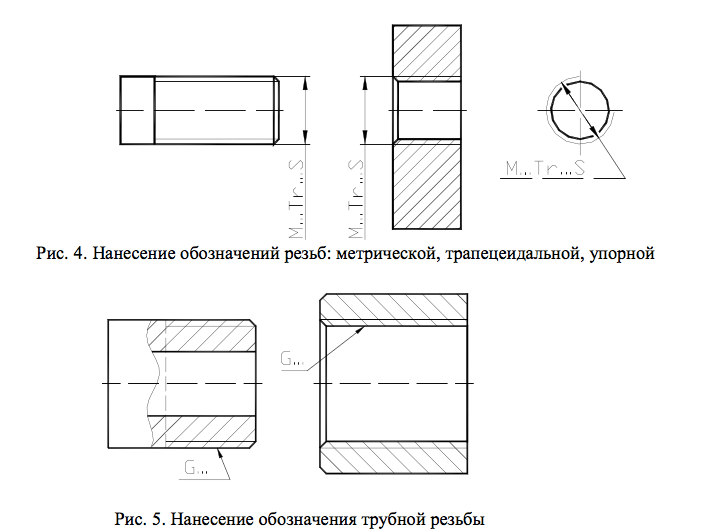
Трапецеидальная резьба.Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20´4LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40´6–8g–85; 85 – длина свинчивания.
Резьба упорная.Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80´10–8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80´2(P10).
Прямоугольная резьбане стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы.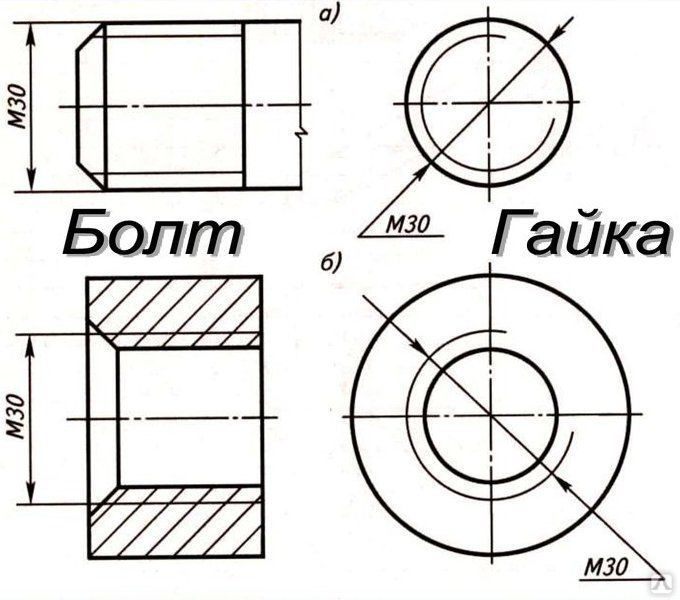 Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19´1Д. Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19´1Д. Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Технологические элементы резьбы
Рис.12
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая дюймовая с углом профиля 60° имеют технологические элементы, связанные с выходом резьбы, к которым относятся: сбег, недорез, проточка и фаска.
Фаски резьбовые. ГОСТ 10549–80
Фаски на стержнях и в отверстиях с резьбой (кроме метрической резьбы) имеют форму усеченного конуса с углом при вершине 90° и высотой Z. Фаски на метрической наружной резьбе имеют угол при вершине конуса 90° и заданный диаметр меньшего основания конуса. Фаски на метрической внутренней резьбе имеют угол при вершине конуса 120° и заданный диаметр большего основания усеченного конуса. Фаски изображают только на проекции, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы. На проекции на плоскость, перпендикулярную к оси резьбы, фаску не показывают.
Фаски на метрической внутренней резьбе имеют угол при вершине конуса 120° и заданный диаметр большего основания усеченного конуса. Фаски изображают только на проекции, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы. На проекции на плоскость, перпендикулярную к оси резьбы, фаску не показывают.
Форму и размеры фасок для наружной метрической резьбы, крепежных изделий устанавливает ГОСТ 12414–66 (СТ СЭВ 215–82). Определяющим размером служит наружный диаметр резьбы d. Форму и размеры фасок для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит наружный диаметр резьбы D.
Форму и размеры фасок для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры фасок для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм. Форму и размеры фасок для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Проточки резьбовые. ГОСТ 10549–80
Рис.13
Проточку (рис.13) делают у конца резьбы для выхода инструмента и получения резьбы полного профиля на всей длине стержня или отверстия. На чертежах детали проточку изображают упрощенно и дополняют чертеж выносным элементом в увеличенном масштабе.
Форму и размеры проточек наружной резьбы (при выполнении резьбы нарезанием) устанавливает ГОСТ 10549–80 (СТ СЭВ 214–75). Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Форму и размеры проточек для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Размеры внутренней и внешней резьбы
Приведенные ниже размеры можно использовать для определения диаметра вместе с шагом резьбы. Для получения дополнительной информации о резьбе на дюйм загрузите наше руководство по калибру.
Размеры внешней резьбы
| Большой диам. | Шаг Диам. | Малый диам. | ||||||||||
| Обозначение | Размер Десятичный | TPI | Тол. Класс | Макс. | Мин. | Макс. | Мин. | Макс. | Мин. | |||
| 3/8-12 Acme | 0.375 | 12 | 2G | 0.375 | 0.37 | 0.3284 | 0.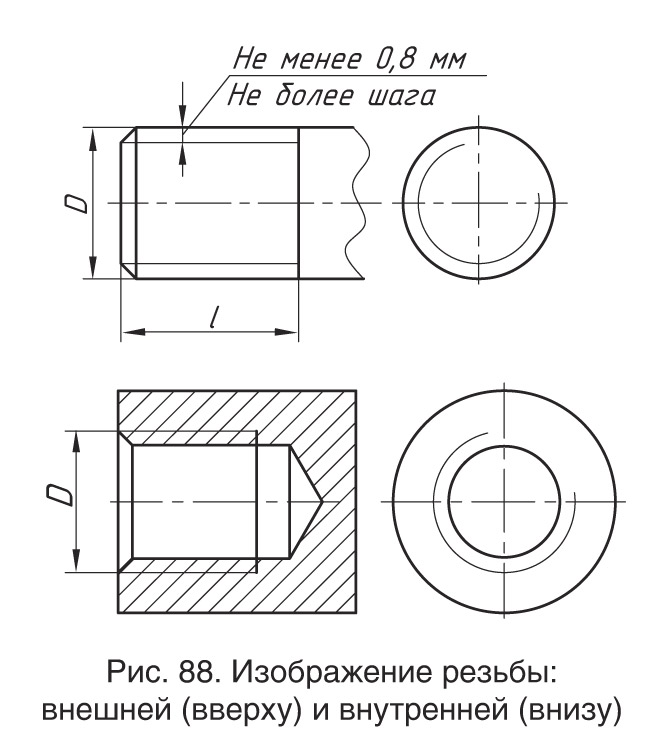 3161 3161 | 0.2817 | 0.2632 | |||
| 1/2-10 Acme | 0,5 | 10 | 2G | 0,5 | 0,495 | 0,4443 | 0,4306 | 0,38 | 0,3594 | 0,3594 | 0,3594 | . |
| 5/8- 4 Acme | 0.625 | 4 | 2G STUB | 0.625 | 0.619 | 0.5421 | 0.524 | 0.455 | 0.4327 | |||
| 5/8-6 Acme | 0,625 | 6 | 2G | 0.625 | 0.6167 | 0.5348 | 0.5174 | 0.4383 | 0.4128 | |||
| 5/8-8 Acme | 0.625 | 8 | 2G | 0.625 | 0.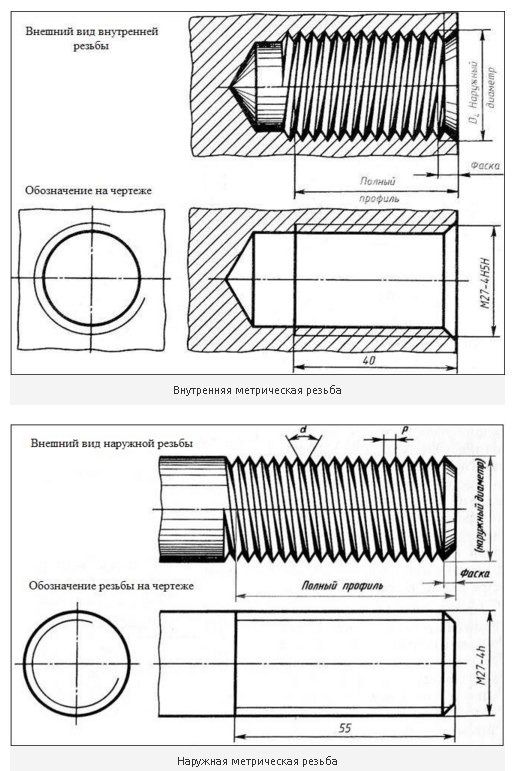 6188 6188 | 0.5562 | 0.5408 | 0.48 | 0.457 | |||
| 5/8-10 Акме | 0.625 | 10 | 2G | 0.625 | 0.62 | 0.5693 | 0.5556 | 0.505 | 0.4844 | |||
| 3/4-5 Acme | 0.75 | 5 | 2G | 0.75 | 0.74 | 0.642 | 0.6226 | 0.53 | 0.5009 | |||
| 3/4-6 Acme | 0.75 | 6 | 2G | 0.75 | 0.7417 | 0.6598 | 0.6424 | 0.5633 | 0.5371 | |||
| 3/4-8 Acme | 0.75 | 8 | 2G | 0.75 | 0.7438 | 0. 6812 6812 | 0.6658 | 0.605 | 0.582 | |||
| 3/4-10 Acme | 0.75 | 10 | 2G | 0.75 | 0.745 | 0.6931 | 0.6784 | 0.63 | 0.608 | |||
| 7/8-5 Acme | 0.875 | 5 | 2G | 0.875 | 0.865 | 0.767 | 0.7476 | 0.655 | 0.6259 | |||
| 7/8-6 Acme | 0.875 | 6 | 2G | 0.875 | 0.8667 | 0.7842 | 0.7663 | 0.6883 | 0.6615 | |||
| 7/8-8 Acme | 0.875 | 7 | 2G | 0.875 | 0.8688 | 0.8062 | 0.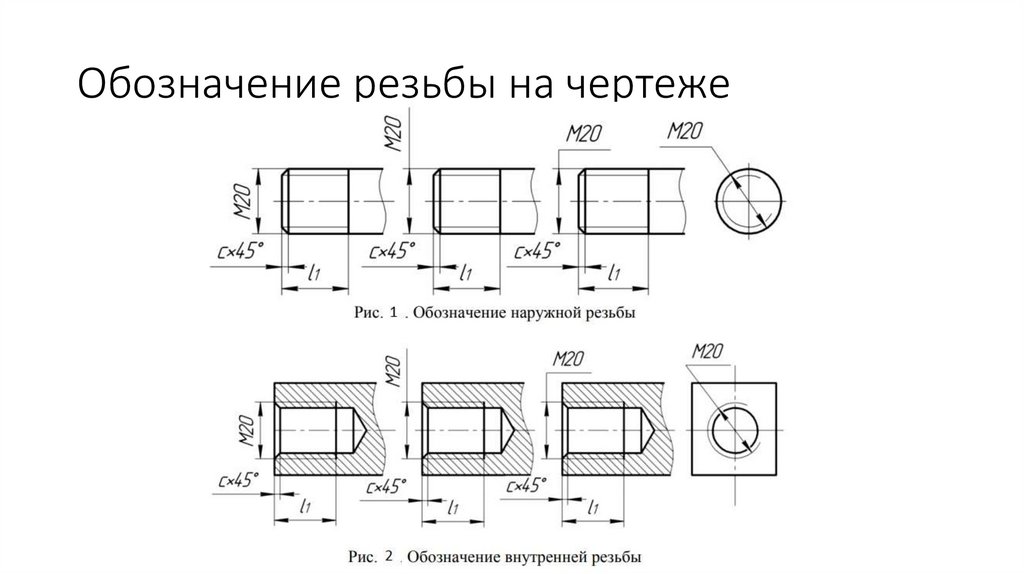 7908 7908 | 0.73 | 0.707 | |||
| 1-4 Acme | 0.875 | 4 | 2G | 1 | 0.9875 | 0.8652 | 0.8429 | 0.73 | 0.6965 | |||
| 1-5 Acme | 1 | 5 | 2G | 1 | 0.99 | 0.892 | 0.8726 | 0.78 | 0.7509 | |||
| 1-6 Acme | 1 | 6 | 2G | 1 | 0.9917 | 0.9098 | 0.8929 | 0.8133 | 0.7871 | |||
| 1-8 Acme | 1 | 8 | 2G | 1 | 0.9938 | 0.9312 | 0.9158 | 0.855 | 0.832 | |||
| 1-10Акме | 1 | 10 | 2G | 1 | 0. 995 995 | 0.942 | 0.9264 | 0.88 | 0.8568 | |||
| 1 1/8-4 Acme | 1.125 | 4 | 2G | 1.125 | 1.1125 | 0.9902 | 0.9679 | 0.855 | 0.8219 | |||
| 1 1/8-5 Acme | 1.125 | 5 | 2G | 1.125 | 1.115 | 1.0165 | 0.9967 | 0.905 | 0.8753 | |||
| 1 1/8-6 Acme | 1.125 | 6 | 2G | 1.125 | 1.1167 | 1.0312 | 1.0163 | 0.9383 | 0.9115 | |||
| 1 1/4-4 Acme | 1.25 | 4 | 2G | 1.25 | 1.2375 | 1. 1152 1152 | 1.0929 | 0.98 | 0.9465 | |||
| 1 1/4-5 Acme | 1.25 | 5 | 2G | 1.25 | 1.24 | 1.1411 | 1.121 | 1.03 | 0.9998 | |||
| 1 1/4-6 Acme | 1.25 | 6 | 2G | 1.25 | 1.2417 | 1.1598 | 1.1424 | 1.0633 | 1.0371 | |||
| 1 1/4-8 Acme | 1.25 | 8 | 2G | 1.25 | 1.2437 | 1.1786 | 1.1612 | 1.105 | 1.079 | |||
| 1 3/8-4 Acme | 1.375 | 4 | 2G | 1.375 | 1.3625 | 1.2406 | 1. 2186 2186 | 1.105 | 1.0719 | |||
| 1 3/8-5 Acme | 1.375 | 5 | 2G | 1.375 | 1.365 | 1.2661 | 1.2461 | 1.155 | 1.124 | |||
| 1 3/8-6 Acme | 1.375 | 6 | 2G | 1.375 | 1.3667 | 1.2848 | 1.2674 | 1.1883 | 1.1621 | |||
| 1 1/2-4 Acme | 1.5 | 4 | 2G | 1.5 | 1.4875 | 1.3652 | 1.3429 | 1.23 | 1.1965 | |||
| 1 1/2-5 Acme | 1.5 | 5 | 2G | 1.5 | 1.49 | 1.392 | 1.3726 | 1.28 | 1. 2209 2209 | |||
| 1 1/2-6Acme | 1.5 | 6 | 2G | 1.5 | 1.4834 | 1.4098 | 1.3924 | 1.3133 | 1.2871 | |||
| 1 3/4-4 Acme | 1.75 | 4 | 2G | 1.75 | 1.7375 | 1.6145 | 1.5916 | 1.48 | 1.4456 | |||
| 1 3/4-5 Acme | 1.75 | 5 | 2G | 1.75 | 1.74 | 1.642 | 1.6226 | 1.53 | 1.5009 | |||
| 1 3/4-6 Acme | 1.75 | 6 | 2G | 1.75 | 1.7417 | 1.6561 | 1.6359 | 1.5633 | 1.5331 | |||
| 2-4 Acme | 2 | 4 | 2G | 2 | 1. 9875 9875 | 1.8637 | 1.8402 | 1.73 | 1,6948 | |||
| 2 1/4 — 4 Acme | 2.25 | 4 | 2G | 2.25 | 2.2375 | 2.1137 | 2.0902 | 1.98 | 1.9448 | |||
| 2 1/2 -4 Acme | 2.5 | 4 | 2G | 2.5 | 2.4875 | 2.3637 | 2.3402 | 2.23 | 2.1948 |
Размеры внутренней резьбы
| Большой диам. | Шаг Диам. | Малый диам. | ||||||||||||||
| Обозначение | Размер Десятичный | TPI | Тол. Класс | Макс. | Мин. | Макс. | Мин. | Макс. | Мин. | |||||||
| 3/8-12 Акме | 0.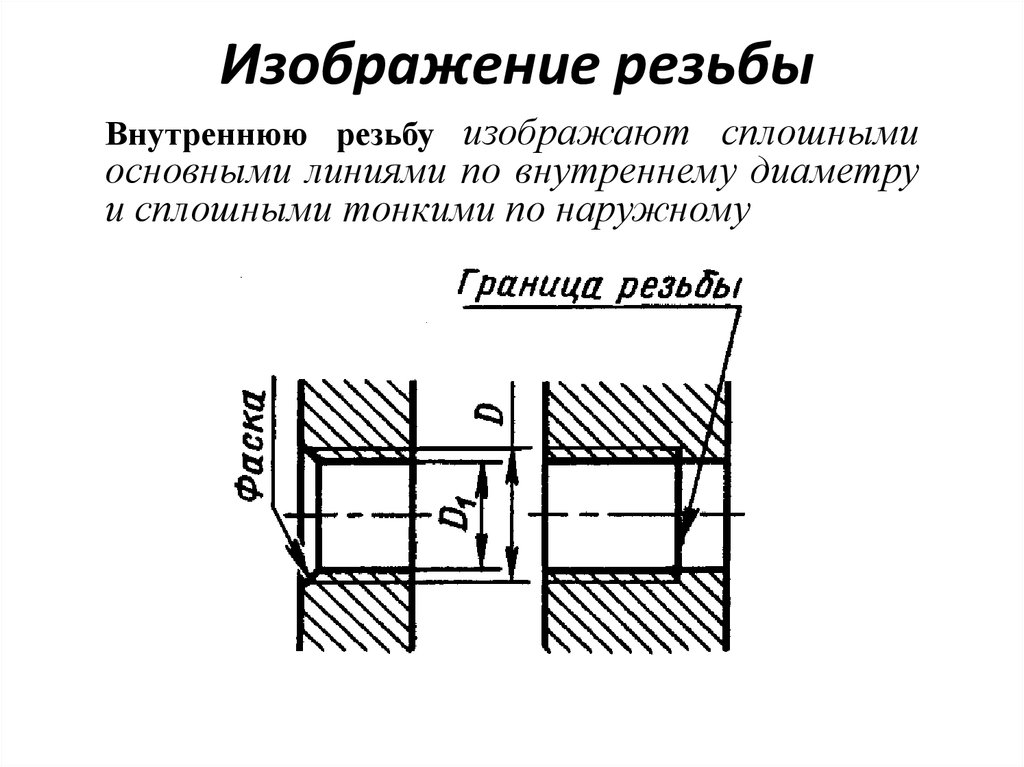 375 375 | 12 | 2G | 0.375 | 0.385 | 0.3457 | 0.3333 | 0.2967 | 0.2917 | |||||||
| 1/2-10 Acme | 0.5 | 10 | 2G | 0.54 | 0.52 | 0.4637 | 0.45 | 0.405 | 0.4 | |||||||
| 5/8- 4 Acme | 0,625 | 4 | 2G STUB | 0.6647 | 0.645 | 0.5697 | 0.55 | 0.4875 | 0.475 | |||||||
| 5/8-6 Acme | 0.625 | 6 | 2G | 0.665 | 0.645 | 0.5587 | 0.5417 | 0.4667 | 0.4583 | |||||||
| 5/8-8 Acme | 0,625 | 8 | 2G | 0,665 | 0,645 | 0,5779 | 0,5625 | 0,5062 | 0,5 | 0,5062 | 0,5 | |||||
| 3/4-5 Acme | 0.75 | 5 | 2G | 0.79 | 0.77 | 0.6686 | 0.65 | 0.56 | 0.55 | |||||||
| 3/4-6 Acme | 0,75 | 6 | 2G | 0,79 | 0,77 | 0,6841 | 0,6667 | 0,5717 | ||||||||
| 3/4-8 Acme | 0.75 | 8 | 2G | 0.79 | 0.77 | 0.7033 | 0.6875 | 0.6312 | 0.625 | |||||||
| 3/4-10 Acme | 0,75 | 10 | 2G | 0,79 | 0,77 | 0,7147 | 0,7 | 0,655 | 0,65 | |||||||
| 7/8-5 ACME | 0,875 | 5 | 2G | 0,915 | 0,895 | 0,794 | 0,895 | 0,794 | 0,895 | 0,794 | 0,895 | 0,794 | 0,895 | 0,794 | 0,895 | .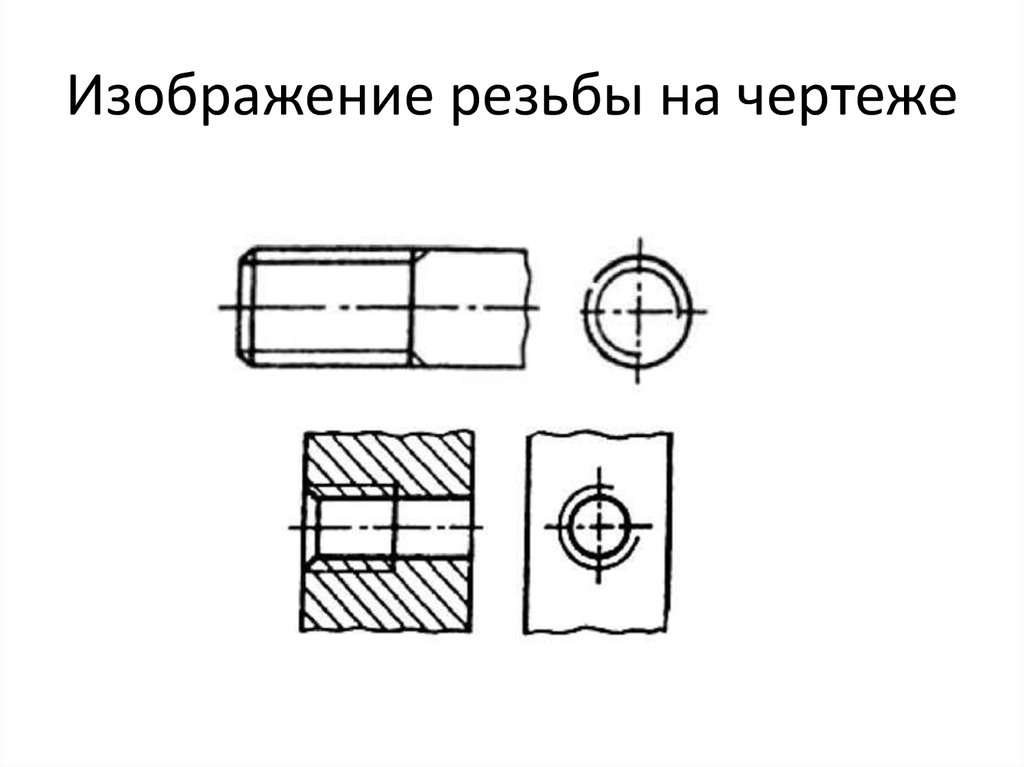 |
| 7/8-6 Акме | 0,875 | 6 | 2G | 0,915 | 0,895 0,8950013 0,8095 | 0,7917 | 0,7167 | 0,7083 | ||||||||
| 7/8-8 Acme | 0.875 | 8 | 2G | 0.915 | 0.895 | 0.8287 | 0.8125 | 0.7562 | 0.75 | |||||||
| 1-4 Acme | 0,875 | 4 | 2G | 1,04 | 1,02 918 6 | 0,875 | 0,7625 | 0,75 | ||||||||
| 1-5 Acme | 1 | 5 | 2G | 1.04 | 1.02 | 0.9194 | 0.9 | 0.81 | 0.8 | |||||||
| 1-6 Acme | 1 | 6 | 2G | 1.04 | 1.02 | 0.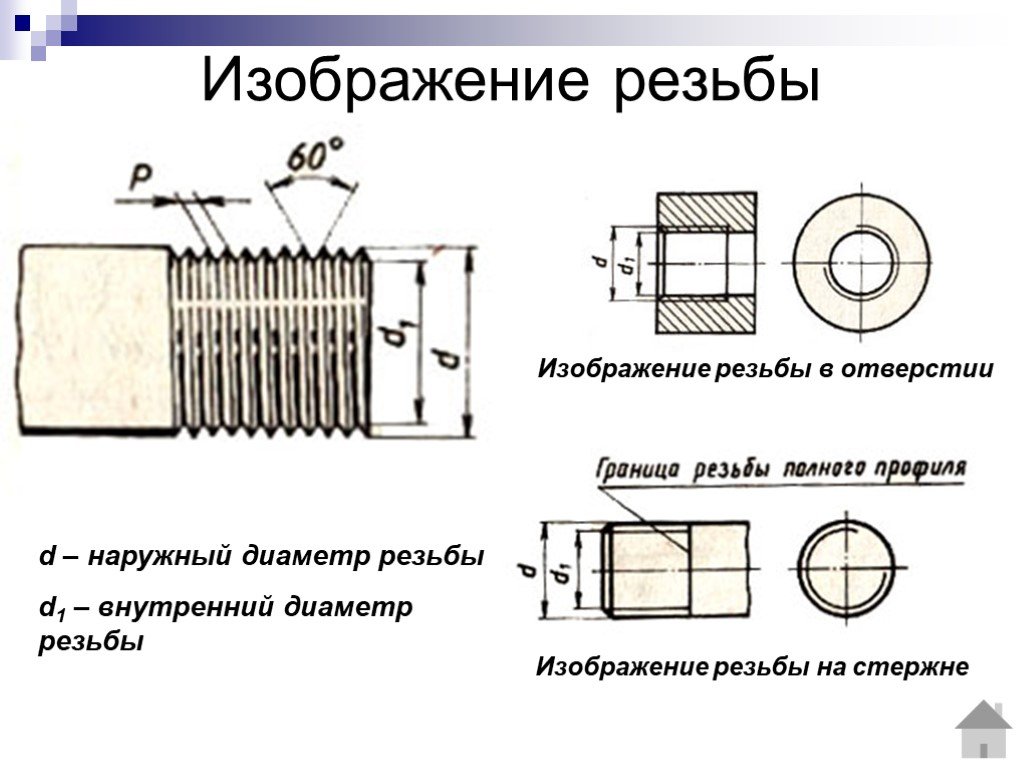 9349 9349 | 0.9167 | 0.8417 | 0,8333 | |||||||
| 1-8 Acme | 1 | 8 | 2G | 1.04 | 1.02 | 0.9541 | 0.9375 | 0.8812 | 0.875 | |||||||
| 1-10 Acme | 1 | 10 | 2G | 1.04 | 1.02 | 0.9655 | 0.95 | 0.905 | 0.9 | |||||||
| 1 1/8-4 Acme | 1.125 | 4 | 2G | 1.165 | 1.145 | 1.0214 | 1 | 0.8875 | 0.875 | |||||||
| 1 1/8-5 Acme | 1.125 | 5 | 2G | 1.165 | 1.145 | 1.0488 | 1.025 | 0.935 | 0.925 | |||||||
| 1 1/8-6 Акме | 1. 125 125 | 6 | 2G | 1.165 | 1.145 | 1.0603 | 1.0417 | 0.09667 | 0.9583 | |||||||
| 1 1/4-4 Acme | 1.25 | 4 | 2G | 1.29 | 1.27 | 1.1467 | 1.125 | 1.0125 | 1 | |||||||
| 1 1/4-5 Acme | 1,25 | 5 | 2G | 1,29 | 1,27 | 1,1701 | 1,15 | 1.06 | 1,05 | 1.06 | 1,05 | 1.06 | 1,05 | 1.06 | 1,05 | |
| 1 1/4-6 Acme | 1.25 | 6 | 2G | 1.29 | 1.27 | 1.1856 | 1.1667 | 1.0917 | 1.0833 | |||||||
| 1 3/8-4 Acme | 1. 375 375 | 4 | 2G | 1,415 | 1,395 | 1,272 | 1,25 | 1,375 | 1,1495 | 1,1495 | ||||||
| 1 3/8-5 Acme | 1.375 | 5 | 2G | 1.415 | 1.395 | 1.2955 | 1.275 | 1.185 | 1.175 | |||||||
| 1 3/8-6 Acme | 1,375 | 6 | 2G | 1,415 | 1,395 | 1,3109 | 1,2917 | 1,2167 | 1,2083 | |||||||
| 1 1/2-4 Acme | 1.5 | 4 | 2G | 1.54 | 1.52 | 1.3973 | 1.375 | 1.2625 | 1.25 | |||||||
| 1 1/2-5 Acme | 1,5 | 5 | 2G | 1,54 | 1,52 | 1.4208 | 1. 4 | 1.31 | 1.3 | |||||||
| 1 1/2-6Acme | 1.5 | 6 | 2G | 1.54 | 1.52 | 1.4363 | 1.4167 | 1.3417 | 1.333 | |||||||
| 1 3/4-4 ACME | 1,75 | 4 | 2G | 1,79 | 1,77 | 1,6479 | 1,625 | 1,5125 | 1,5 | |||||||
| 1 3/4-5 Acme | 1.75 | 5 | 2G | 1.79 | 1.77 | 1.6714 | 1.65 | 1.56 | 1.55 | |||||||
| 1 3/4-6 Acme | 1.75 | 6 | 2G | 1.79 | 1.77 | 1.6869 | 1,6667 | 1,5917 | 1,5833 | |||||||
| 2-4 Acme | 2 | 4 | 2G | 2. 04 | 2.02 | 1.8985 | 1.875 | 1.7625 | 1.75 | |||||||
| 2 1/4 — 4 Acme | 2.25 | 4 | 2G | 2.2906 | 2.27 | 2.149 | 2.0125 | 2.125 | 2 | |||||||
| 2 1/2 -4 Acme | 2.5 | 4 | 2G | 2.54 | 2.52 | 2.3995 | 2.375 | 2.2625 | 2.25 |
Общая терминология и определения резьбы
Гиды
Поделиться:
Резьба обеспечивает важную механическую поддержку во многих областях применения крепежа. Помимо основной функции крепления компонентов крепежа вместе, резьба также позволяет выполнять точную регулировку деталей, точные измерения и передачу движения или силы. Несмотря на то, что существует множество типов крепежных изделий, резьбовые стержни, такие как винты, гайки и болты, составляют неотъемлемую часть практически любого промышленного проекта и могут найти широкое применение.
Резьба для крепежа
Image Shutterstock/SARIN KUNTHONG
Резьба крепежа имеет собственный набор свойств и спецификаций, используемых для обозначения различных функций. Метод формирования, размер, плотность и требования к установке являются одними из важных характеристик, обозначающих типы резьбы. С 1948 года большинство конфигураций винтовой резьбы в США, Канаде и Великобритании были стандартизированы в соответствии с унифицированным национальным форматом резьбы. Более поздние стандарты Международной организации по стандартизации (ISO) предназначены для использования во всем мире и аналогичны более старым стандартам, за исключением немного меньшей глубины резьбы.
Общие термины резьбы
Чтобы лучше понять механические свойства и критерии классификации, используемые для резьбы крепежных изделий, может быть полезно изучить и определить некоторые термины, часто используемые при обсуждении резьбы. Эти часто используемые термины включают:
- Внешняя резьба : это резьба, которая наматывается на внешнюю часть стержня крепежной детали, как в болте.
- Внутренняя резьба : как следует из названия, этот тип резьбы проходит по внутренней стороне крепежного элемента, как в гайке.
- Ось : Ось — это продольная линия, используемая для измерения центральной длины крепежного изделия.
- Шаг : Шаг – это расстояние между точкой на одной резьбе и соответствующей точкой на следующей резьбе, рассчитанное вдоль оси крепежного изделия.
- Большой диаметр : Это самый большой внутренний или внешний диаметр резьбы на винте.
- Второстепенный диаметр : Это наименьший из диаметров внутренней или внешней резьбы.
- Шаговый диаметр : Диаметр шага – это «эффективный диаметр» резьбы крепежного изделия, определяемый точкой посередине между большим и второстепенным диаметрами. Это простое, часто абстрактное обозначение.
- Хвостовик полного диаметра : это хвостовик крепежного изделия, размер которого эквивалентен основному диаметру, и обычно используется для винтов с головкой под ключ и крепежных болтов.
- Низкорослый хвостовик : Это размерный формат, примерно равный делительному диаметру крепежной детали, который часто используется в отношении крепежных винтов.
- Шаг : Шаг — это расстояние, на которое застежка перемещается после одного полного оборота резьбы.
- Корень : это нижняя точка, в которой встречаются стороны резьбы.
- Гребень : обратная сторона корня, это верхняя точка, в которой встречаются стороны нити.
- Глубина резьбы: Глубина резьбы — это расстояние между основанием и гребнем, измеренное перпендикулярно оси крепежной детали.
- Резьба Серия : это стандартное количество дюймов на резьбу, определяемое различными распространенными размерами диаметра.
- Угол резьбы : градус угла между сторонами резьбы.
- Нарезанная резьба : Резьба, нарезанная или вбитая в стержень крепежного изделия, известна как «нарезанная резьба», а сегмент без резьбы рассчитан в соответствии с большим диаметром крепежного изделия.
- Накатанная резьба : Накатанная резьба обычно формуется в холодном состоянии путем сжатия вала заготовки между специально разработанными штампами.
Общие классы резьб Различные типы резьбы можно классифицировать и классифицировать по нескольким критериям. Как правило, классы резьбы определяются их степенью механического допуска и припуска. Класс «А» используется для обозначения внешней резьбы, а «В» — внутренней резьбы. Некоторые из общих промышленных классов включают:
- 1A и 1B : Эти классы часто используются для крепежа с вращающимся узлом и приложений, в которых предпочтительнее использовать крепеж со свободной посадкой.
- 2A и 2B : это стандартные классы для большинства винтов и болтов, используемых в промышленности.
- 3A и 3B : крепежные детали 3A и 3B предназначены для плотного прилегания взаимодополняющих деталей.
Прочие болты Артикул
- Эволюция производства болтов
- Типы заклепок
- Типы болтов
- Объяснение размеров винтов и гвоздей
- Удаление ржавчины с гаек и болтов
- и шпильки с головкой
- Работа с заклепочным пистолетом
- Как работает болт
Болты с головкой
Еще от оборудования
Найдите и оцените OEM-производителей, производителей на заказ, сервисные компании и дистрибьюторов.