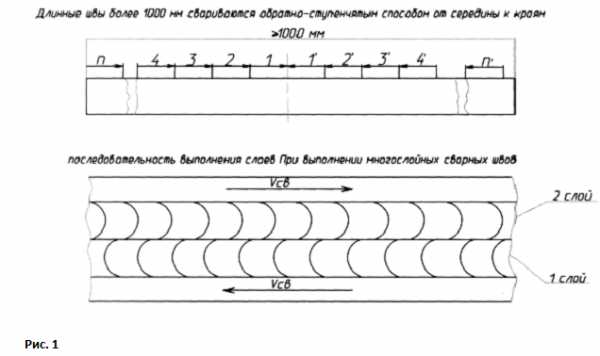
Обратноступенчатый способ сварки. Обратноступенчатый способ сварки длинных швов
Обратноступенчатый способ сварки однослойных и многослойных швов

Виды швов в зависимости от длины (протяженности)
Короткие швы имеют длину до 300 мм. Средняя длина шва составляет от 300 до 1000 мм. Швы длиной более 1000 мм называют длинными или швами большой протяженности. Каждый вид имеет свои особенности, о которых нужно знать в процессе сварочных работ.
Короткие сварные швы варятся в одном направлении. Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему. В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки. Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Обратноступенчатая сварка используется для минимизации сварочных деформаций и напряжений при сварочных работах со швами средней и большой длины, а также во избежание коробления деталей.
Напряжения и деформации
Чтобы знать для каких целей необходимо сводить к минимуму появление напряжений и деформаций, нужно понимать, что означают эти понятия. Известно, что все металлы при нагреве расширяются, а при остывании — сжимаются. Напряжения – это силы, которые приложены к одной единице площади детали (как поверхности, так и поперечного сечения). Деформация – это изменение формы и/или размеров изделия под воздействием температурных изменений и/или механических и иных воздействий.
Напряжения внутри изделия при сварке возникают в результате неравномерного нагревания, охлаждения или литейной усадки сварочной ванны в жидком состоянии. Этот процесс характерен как для черных, так и для цветных металлов. Литейная усадка сварочной ванны приводит к остаточным напряжениям и деформациям в тех частях металла, которые прилегают ко шву. Такое может произойти из-за того, что при остывании сварочной ванны, она становится меньше, сужается в объеме, и начинает растягивать ближние слои металла. В этом случае изделие может быть деформировано и впоследствии стать некачественным. То есть, деформация является последствием неправильной работы сварщика и большого количества внутренних напряжений. Если работу осуществлять правильно, внутренние напряжения будут присутствовать, однако, их показатели не будут выходить за рамки установленной нормы и это не вызовет деформацию изделия.
Деформации подразделяются на несколько видов: упругая и остаточная (пластическая). Упругая деформация появляется при нагреве и приложении определенного количества силы на изделие, и пропадает, когда деталь либо остывает, либо прекращается воздействие силы. При остаточной деформации, возврат детали в первоначальную форму не происходит. Деформации увеличиваются на швах длинной протяженности и большого сечения.
Главный способ устранить деформацию – варить изделие в кондукторах. Кондуктор – это специальное приспособление для фиксации изделия. Это называется методом предварительного изгиба. Он широко применяется для деформаций, возникающих при варке угловых швов и сварке внахлёст. Если в качестве деталей для сварки выступают металлические листы, их выгибают в сторону, обратную предполагаемой деформации.

Обратноступенчатая сварка используется для однослойных и многослойных швов. При работе с многослойными швами начала и окончания каждой ступени в проходе нужно смещать по отношению к предыдущим на 20-40 мм. Шов разделяют на отдельные части длиной 100-300 мм. Обратноступенчатая сварка требует использования больших в диаметре электродов и работы с повышенными величинами и показателями электрического тока. Схема работы такова, что каждый новый участок должен свариваться новым электродом и в направлении, противоположном предыдущему. В зависимости от этого и происходит определение размера участка, на которые будет разделятся сварной шов.
Обратноступенчатая сварка бывает нескольких разновидностей: от середины к краям и вразброс.
Как и при любом сварочном процессе, обратноступенчатый способ сварки требует соблюдения правил электробезопасности. Важно знать, что можно использовать в качестве обратного провода. Обратный провод – это провод, соединяющий свариваемое изделие со сварочным аппаратом. В качестве него можно использовать гибкие провода или стальные шины.
[Всего голосов: 2 Средний: 5/5]svarkaed.ru
Сварка швов различной протяженности - Сварка металлов
Сварка швов различной протяженностиКатегория:
Сварка металлов
Сварка швов различной протяженностиСварные швы по протяженности делят на три группы. Протяженность сварных швов имеет большое значение для выбора порядка их выполнения.
Короткие швы сваривают способом «на проход», т. е. непрерывным движением дуги от одного конца шва к другому в одном направлении. При многослойной сварке каждый последующий слой накладывают в направлении, противоположном предыдущему.
Швы средней длины сваривают от середины шва к краям, либо обратноступенчатым способом. Такой порядок наложения швов уменьшает внутренние напряжения и деформации. Деформации, возникающие при наложении двух соседних коротких швов, имеют противоположное направление.
Обратноступенчатый способ сварки заключается в том, что весь шов разбивают на участки длиной 200—300 мм (ступени). Длину участка выбирают такой, чтобы провести сварку целым числом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка (ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей.
Швы большой протяженности сваривают обратноступенчатым способом от середины к краям. Если сварку выполняет один сварщик, то он накладывает швы в очередности, показанной на рис. 1 в.
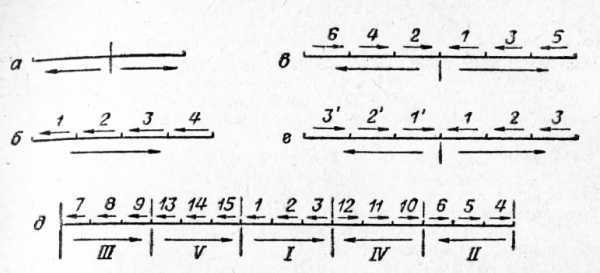
Рис. 1. Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обрагно-ступенчатым способом от середины к краям шва вразбивку
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. Если сварку выполняют два сварщика, то они накладывают швы в очередности, показанной на рис. 1 г.
При сварке обратноступенчатый способом многослойных швов концы участков (ступеней) в смежных слоях не должны совпадать, и их необходимо сдвигать на 15—20 мм, Это делают потому, что в точках начала и конца швов наиболее вероятно появление дефектов (непроваров, шлаковых включений). Каждый последующий слой следует выполнять в направлении, противоположном предыдущему.
Читать далее:
Сварка металла малой толщины
Статьи по теме:
pereosnastka.ru
Обратноступенчатый способ сварки
Pereosnastka.ru
Сварка швов различной протяженности
Категория:
Сварка металлов
Сварка швов различной протяженностиСварные швы по протяженности делят на три группы. Протяженность сварных швов имеет большое значение для выбора порядка их выполнения.
Короткие швы сваривают способом «на проход», т. е. непрерывным движением дуги от одного конца шва к другому в одном направлении. При многослойной сварке каждый последующий слой накладывают в направлении, противоположном предыдущему.
Швы средней длины сваривают от середины шва к краям, либо обратноступенчатым способом. Такой порядок наложения швов уменьшает внутренние напряжения и деформации. Деформации, возникающие при наложении двух соседних коротких швов, имеют противоположное направление.
Обратноступенчатый способ сварки заключается в том, что весь шов разбивают на участки длиной 200—300 мм (ступени). Длину участка выбирают такой, чтобы провести сварку целым числом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка (ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей.
Швы большой протяженности сваривают обратноступенчатым способом от середины к краям. Если сварку выполняет один сварщик, то он накладывает швы в очередности, показанной на рис. 1 в.
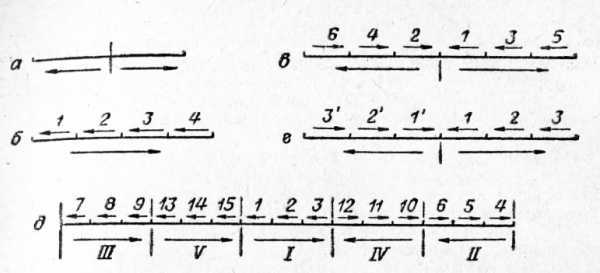
Рис. 1. Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обрагно-ступенчатым способом от середины к краям шва вразбивку
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. Если сварку выполняют два сварщика, то они накладывают швы в очередности, показанной на рис. 1 г.
При сварке обратноступенчатый способом многослойных швов концы участков (ступеней) в смежных слоях не должны совпадать, и их необходимо сдвигать на 15—20 мм, Это делают потому, что в точках начала и конца швов наиболее вероятно появление дефектов (непроваров, шлаковых включений). Каждый последующий слой следует выполнять в направлении, противоположном предыдущему.
Читать далее:
Сварка металла малой толщиныСтатьи по теме:
pereosnastka.ru
Большая Энциклопедия Нефти и Газа
Cтраница 1
Обратноступенчатый способ сварки применяют для однослойных и многослойных швов. [1]
| Сварка узлов металлоконструкций. [2] |
При многослойном обратноступенчатом способе сварки начала и концы отдельных ступеней в каждом проходе следует смещать относительно предыдущих на 20 - 40 мм. [3]
При сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки. [4]
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. [5]
 | Выверка осей обечаек при сборке. [6] |
Для избежания возникновения значительных деформаций необходимо соблюдать следующие правила: применять электроды большого диаметра и большие величины тока; вести сварку одновременно двумя сварщиками; применять обратноступенчатый способ сварки. [7]
При автоматической сварке однослойных швов любой длины и при сварке коротких швов ( до 300 мм) вручную их заваривают от начала до конца - напроход. При обратноступенчатом способе сварки весь шов разбивают на отдельные участки длиной 100 - 300 мм. [9]
Во время сварки и особенно наплавки необходимо избегать непрерывного подвода тепла в одном направлении. Для этой цели используется обратноступенчатый способ сварки, сварка и наплавка вразброс. При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130 - 150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций. [10]
Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки. [11]
При монтаже решетчатых металлических конструкций монтажные швы сваривают ручной электродуговой сваркой, полуавтоматической порошковой проволокой и в защитной среде углекислого газа. При сварке рельсов подкрановых путей применяют ванную сварку. При этом сварку низкоуглеродистых сталей выполняют во всех пространственных положениях электродами Э42, Э42А, Э46 и Э50 с применением существующих приемов и технологии ручной электродуговой сварки - поперечного колебания электрода поперек угла раскрытия шва, обратноступенчатого способа сварки длинных швов, сварки горкой и каскадным методом, а также сварки углом назад и вперед. Сварку порошковой проволокой применяют только в нижнем положении. [12]
Длину участка выбирают такой, чтобы провести сварку целым чис - Лом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого - длиннее. Сварку каждого участка ( ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей. [13]
Можно также взять флюс, состоящий из смеси 50 % буры и 50 % борной кислоты или 80 % буры и 20 % окиси кремния. Флюс замешивается на воде до консистенции сметаны. На кромки изделия он наносится за 15 - 20 мин до сварки. Наносить флюс необходимо с лицевой и с обратной сторон кромок. Для уменьшения коробления применяется обратноступенчатый способ сварки, причем начинают сварку на расстоянии 75 - 100 мм от края изделия. Желательно также св-арку вести на медной или стальной подкладке, что усиливает отвод тепла от шва. Сварку следует вести быстро и в один проход, колебаний проволокой не производить. Сварочная ванна должна быть покрыта тонким слоем шлака, а конец проволоки - погружен в ванну. Сварка производится как левым, так и правым способами. [14]
После приемки узлов конденсатора-холодильника производят сортировку узлов и деталей ящика с учетом последовательности их сборки и монтажа. Сборку ящика начинают со сборки днища. Листы днища собирают встык с зазором 3 - 4 мм на прихватках через 300 - 400 мм. По окончании сборки днища листы днища сваривают с применением главным образом полуавтоматической или автоматической сварки. Швы сваривают без разделки кромок на остающейся стальной подкладке толщиной 2 - 3 мм и шириной 300 - 400 мм, которую прихватывают перед стыковкой листов. Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки. [15]
Страницы: 1
www.ngpedia.ru
Железная лаборатория
Автор Сварщик | 13 января 2011
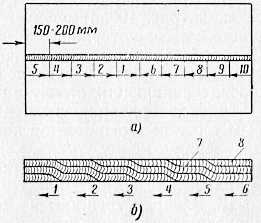
Сварочные напряжения и деформации иметь в стальных конструкциях нежелательно, так как слишком большие сварочные напряжения могут стать причиной появления трещин в швах, с переходом их на основной металл. Деформации искажают геометрическую форму элементов, что приводит либо к снижению их прочности, либо усложняет монтаж. Полностью устранить сварочные напряжения и деформации невозможно. Изучение характера и причин образования сварочных напряжений и деформаций позволило разработать мероприятия значительно снижающие их. При сборке и сварке необходимо выполнять следующие основные конструктивные и технологические мероприятия. 1. В проектах стальных конструкций не следует назначать завышенное сечение сварных швов. Раскрытие фасок в стыковых швах должно быть минимально допустимым по техническим условиям. Во время сварки нельзя допускать увеличения сечения швов по сравнению с проектом. 2. При сварке листовых конструкций нужно применять преимущественно стыковые швы, а не нахлесточные, так как в нахлесточных швах неравномерно распределяется силовой поток. 3. Швы необходимо располагать симметрично относительно центральной оси элемента, чтобы сварочные напряжения могли уравновешиваться. 4. Части конструкций, геометрическая форма которых должна быть сохранена без искажения, надо закреплять для сварки в жестких кондукторах и приспособлениях, в которых они должны находиться до полного остывания изделия. 5. В случаях несимметричного расположения швов относительно центральной оси изделия конструкциям или деталям нужно придавать предварительные выгибы, противоположные тем, которые образуются после сварки.
6. Сварку длинных швов производят обратноступенчатым способом. Шов делят на участки длиной 150—200 мм. При однослойном шве сварку ведут от середины к концам отдельными участками, как указано на рисунке, сварку многослойных швов выполняют каскадами.
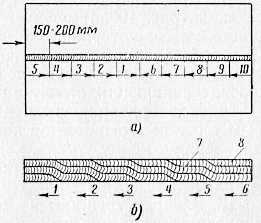
а — обратноступенчатый способ, б — сварка каскадом
7. При сварке стыка в прокатных двутавровых балках и швеллерах надо сначала заваривать стенку, а затем полки. 8. При сварке труб, состоящих из нескольких обечаек, в первую очередь должны завариваться продольные стыки и только после этого заваривать кольцевые швы. 9. При сборке стержней Н-образного сечения необходимо сначала собрать отдельно стенки и полки деталей, из которых они состоят, заварить стыки, зачистить на полках швы в местах примыкания стенки и только после этого собирать из листов стержни элемента. 10. При заварке стыка в стержнях двутаврового составного сечения следует продольные швы, прикрепляющие полки к стенке стержня, не доводить до стыка на 500—700 мм. Сначала заваривают стык вертикальной стенки, затем сваривают стыки полок и в последнюю очередь заваривают участки швов, соединяющих стенку с полками.
11. При приварке уголков решетки к фасонкам или к поясным уголкам в решетчатой конструкции надо вести сварку в направлении к концу уголка, как указано стрелками на рисунке.
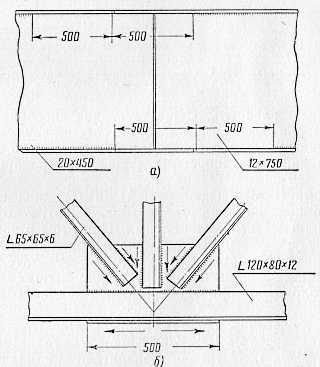
а — заварка стыка в листовом стержне Н-образного сечения, б — приварка уголков в узле фермы
12. Приварку ребер жесткости следует вести от середины к концам. 13. Заварку трещины в металле следует вести только после предварительной подготовки ее к заварке. Сначала надо трещину максимально раскрыть. Существует два способа раскрытия трещины: механический и тепловой. В обоих случаях в конце шва засверливается два отверстия, чтобы устранить концентрацию напряжений и не допустить дальнейшее распространение трещины.
При механическом способе раскрытия трещины с обеих ее сторон приваривают по два уголка, которые с наибольшим усилием стягивают болтами. При этом в зоне трещины возникают упругие растягивающие напряжения. Затем трещину заваривают и болты снимают, в результате чего раздвинутые кромки трещины беспрепятственно смещаются в первоначальное положение при одновременной усадке остывающего шва.
а — механический способ раскрытия трещины, б — тепловой способ раскрытия трещины
Тепловой способ заключается в раскрытии трещины путем нагрева до температуры 150—200° участка металла за концами трещины. Нагрев производится газовыми горелками. Металл в нагретых зонах стремится расшириться, в зоне трещины создаются сжимающие напряжения, вследствие чего кромки трещины расходятся. Нагревая металл, необходимо следить, чтобы кромки трещины не нагревались. Охлаждение кромок производится прикладыванием влажных асбестовых жгутов. После заварки трещины шов остывает одновременно с нагретыми участками металла. Кромки трещины сближаются, снижая напряжение в сокращающемся шве.
загрузка...
iron-lab.ru
Особенности выполнения обратноступенчатого способа сварки швов
 Одним из оснований деления сварочных швов на виды является их длина (протяженность). Этот показатель очень важен, так как от него зависит определение порядка их выполнения. По этому основанию швы можно разделить на три группы: швы короткой, средней и большой длины.
Одним из оснований деления сварочных швов на виды является их длина (протяженность). Этот показатель очень важен, так как от него зависит определение порядка их выполнения. По этому основанию швы можно разделить на три группы: швы короткой, средней и большой длины.
Виды швов в зависимости от длины (протяженности)
Короткие швы имеют длину до 300 мм. Средняя длина шва составляет от 300 до 1000 мм. Швы длиной более 1000 мм называют длинными или швами большой протяженности. Каждый вид имеет свои особенности, о которых нужно знать в процессе сварочных работ.
Короткие сварные швы варятся в одном направлении. Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему. В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки. Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Обратноступенчатая сварка используется для минимизации сварочных деформаций и напряжений при сварочных работах со швами средней и большой длины, а также во избежание коробления деталей.
Напряжения и деформации
Чтобы знать для каких целей необходимо сводить к минимуму появление напряжений и деформаций, нужно понимать, что означают эти понятия. Известно, что все металлы при нагреве расширяются, а при остывании — сжимаются. Напряжения – это силы, которые приложены к одной единице площади детали (как поверхности, так и поперечного сечения). Деформация – это изменение формы и/или размеров изделия под воздействием температурных изменений и/или механических и иных воздействий.
Напряжения внутри изделия при сварке возникают в результате неравномерного нагревания, охлаждения или литейной усадки сварочной ванны в жидком состоянии. Этот процесс характерен как для черных, так и для цветных металлов. Литейная усадка сварочной ванны приводит к остаточным напряжениям и деформациям в тех частях металла, которые прилегают ко шву. Такое может произойти из-за того, что при остывании сварочной ванны, она становится меньше, сужается в объеме, и начинает растягивать ближние слои металла. В этом случае изделие может быть деформировано и впоследствии стать некачественным. То есть, деформация является последствием неправильной работы сварщика и большого количества внутренних напряжений. Если работу осуществлять правильно, внутренние напряжения будут присутствовать, однако, их показатели не будут выходить за рамки установленной нормы и это не вызовет деформацию изделия.
Деформации подразделяются на несколько видов: упругая и остаточная (пластическая). Упругая деформация появляется при нагреве и приложении определенного количества силы на изделие, и пропадает, когда деталь либо остывает, либо прекращается воздействие силы. При остаточной деформации, возврат детали в первоначальную форму не происходит. Деформации увеличиваются на швах длинной протяженности и большого сечения.
Главный способ устранить деформацию – варить изделие в кондукторах. Кондуктор – это специальное приспособление для фиксации изделия. Это называется методом предварительного изгиба. Он широко применяется для деформаций, возникающих при варке угловых швов и сварке внахлёст. Если в качестве деталей для сварки выступают металлические листы, их выгибают в сторону, обратную предполагаемой деформации.

Обратноступенчатая сварка используется для однослойных и многослойных швов. При работе с многослойными швами начала и окончания каждой ступени в проходе нужно смещать по отношению к предыдущим на 20-40 мм. Шов разделяют на отдельные части длиной 100-300 мм. Обратноступенчатая сварка требует использования больших в диаметре электродов и работы с повышенными величинами и показателями электрического тока. Схема работы такова, что каждый новый участок должен свариваться новым электродом и в направлении, противоположном предыдущему. В зависимости от этого и происходит определение размера участка, на которые будет разделятся сварной шов.
Обратноступенчатая сварка бывает нескольких разновидностей: от середины к краям и вразброс.
Как и при любом сварочном процессе, обратноступенчатый способ сварки требует соблюдения правил электробезопасности. Важно знать, что можно использовать в качестве обратного провода. Обратный провод – это провод, соединяющий свариваемое изделие со сварочным аппаратом. В качестве него можно использовать гибкие провода или стальные шины.
svarkaed.ru
www.samsvar.ru
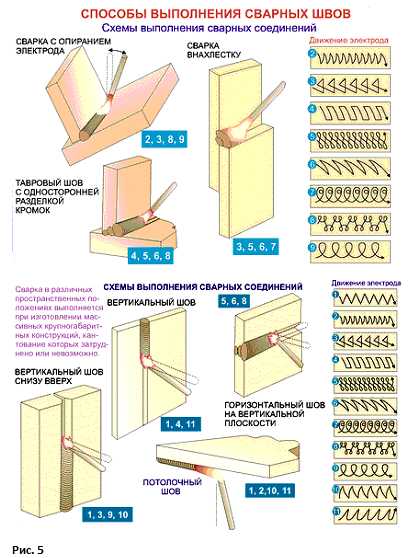
Способы выполнения сварных швов
Способ выполнения швов зависят от длины и толщины свариваемого металла. Швы длиной до 250 мм. считаются короткими, длиной 250—1000мм. - средними и более 1000мм. - длинными.
Короткие швы обычно сваривают за один проход . Швы средней длины сваривают либо за один проход от середины к краям, либо обратно-ступенчатым способом (рис. 1). Длинные швы так же свариваются обратно-ступенчатым способом, или отдельными участками вразброс.
Сущность сварки обратно-ступенчатым способом заключается в том, что весь шов разбивается на короткие участки, длиной от 100 до 300мм. и сварка на каждом отдельном участке выполняется в направлении, обратном общему направлению сварки (рис. 1) с таким расчетом, чтобы окончание каждого данного участка совпадало с началом предыдущего.
В некоторых случаях при определении длины ступени, за основу принимают участок, который можно заварить электродом так, чтобы переход от участка к участку совместить со сменой электрода.
Сварка обратно-ступенчатым способом применяется с целью уменьшения сварочных деформаций и напряжений.
Так же для уменьшения перегрева металла сварку по возможности желательно вести на вертикал с верху в низ. Так же важно применять правильные типы соединений деталей и разделки кромок металлических заготовок.
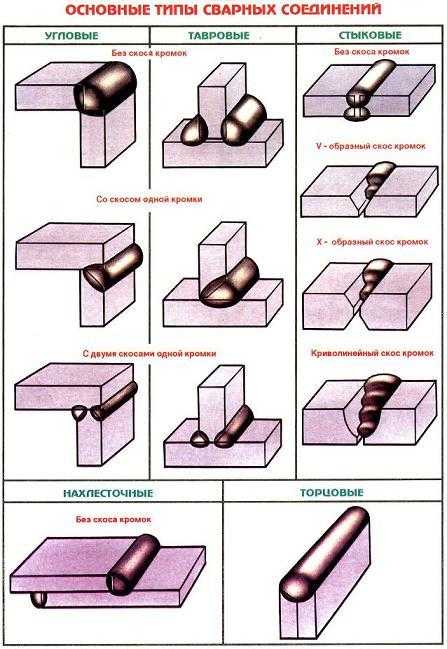
Основные типы сварных соединений выполняемые при сварке конструкций показаны на рис. 2
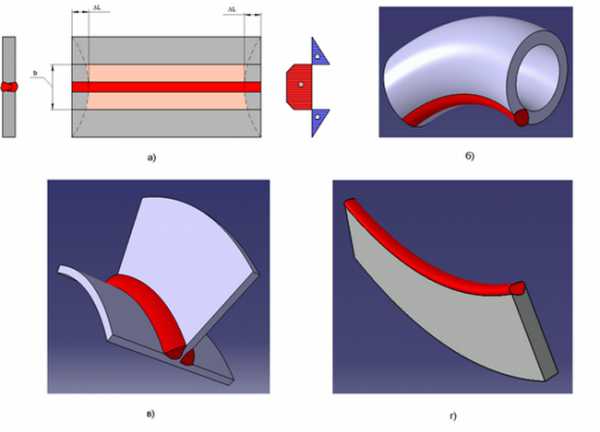
При сварке металла большой толщины шов выполняется за несколько проходов. При этом заполнение разделки может производиться слоями (рис. 3а), или валиками (рис. 3б). При заполнении разделки слоями каждый слой шва выполняется за один проход. При заполнении разделки валиками в средней и верхней частях разделки, каждый слой шва выполняется за два или более проходов, путем наложения отдельных валиков. С точки зрения уменьшения деформаций плоскости свариваемых деталей, первый способ предпочтительнее второго. Однако при сварке стыковых швов не всегда удобно выполнять очень широкие валики в верхней и средней частях разделки. Поэтому на практике 1-й способ чаще применяется при сварке угловых швов, 2-й — стыковых.
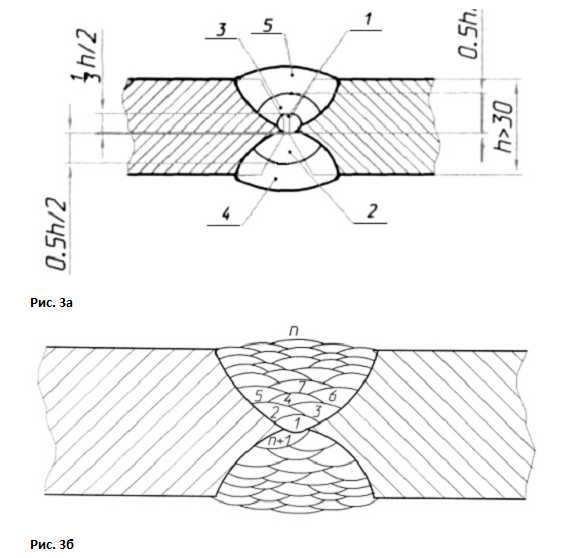
При сварке толстого металла выполнение каждого слоя за один проход является нежелательным, так как это происходит к значительным деформациям, а также может привести к образованию трещин в первых слоях. Образование трещин вызывается тем, что первый слой шва перед наложением второго слоя успевает полностью (или почти полностью) остыть. Вследствие большой разницы в сечениях наплавленного слоя и свариваемого металла все деформации, возникающие при остывании неравномерно нагретого металла, сконцентрируются в металле шва. При этом запас пластичности может оказаться недостаточным, что приведет к трещинообразованию.
Для предотвращения образования трещин, заполнение фаски при сварке толстого металла следует производить с малым интервалом времени между наложением каждого слоя. Это достигается применением каскадного метода заполнения разделки (рис. 4а), или заполнения фаски горкой (рис. 4б).
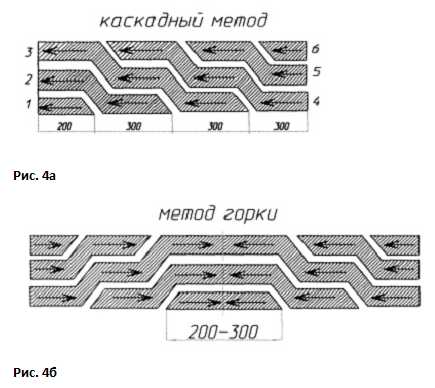 При каскадном методе заполнения фаски весь шов разбивается на короткие участки и сварка осуществляется таким образом, что по окончании сварки слоя на данном участке, не останавливаясь, продолжается выполнение следующего слоя на соседнем участке и т.д., как это схематично показано на рис. 4а.
При каскадном методе заполнения фаски весь шов разбивается на короткие участки и сварка осуществляется таким образом, что по окончании сварки слоя на данном участке, не останавливаясь, продолжается выполнение следующего слоя на соседнем участке и т.д., как это схематично показано на рис. 4а.
При этом каждый последующий слой накладывается на неуспевший еще остыть металл предыдущего слоя. Сварка горкой является разновидностью каскадного способа. Обычно сварка горкой ведется от середины шва к краям одновременно двумя сварщиками, как это схематично представлено на рис. 4б.
Так же важным фактором при выполнении сварки является способ перемещения сварочной горелки и проволоки, либо электрода. Пример предпочтительных способов движений при сварке показан на рис. 5.
Если по окончании шва сразу оборвать дугу, то образуется незаполненный металлом кратер, который ослабляет шов и может явиться началом образования трещин. Поэтому при окончании шва всегда должна производиться заварка кратера, которая осуществляется сваркой в течение некоторого времени без перемещения электрода вдоль свариваемых кромок, а затем постепенным удлинением дуги до ее обрыва.
Сварка длинных швов никогда не делается за один проход, а варится короткими участками, согласно схемам. Швы бывают горизонтальные, вертикальные и потолочные. Вертикальные швы как правило варятся снизу - вверх, но если перегрев металла на таких швах не желателен, сварка ведется сверху - вниз. При сварке больших толщин, на деталях делаются фаски, которые потом заполняются сварочными швами. Такие швы никогда не варятся за один проход, а накладываются постепенно друг на друга, проход за проходом. Вообще, каждое положение заготовок требует своего определенного способа сварки и задача специалиста, в зависимости от условий искать более правильные варианты сварки металлических конструкций.
sparkking.ru
Способы уменьшения сварочных напряжений и деформаций
Сварочные напряжения и деформации иметь в стальных конструкциях нежелательно, так как слишком большие сварочные напряжения могут стать причиной появления трещин в швах, с переходом их на основной металл. Деформации искажают геометрическую форму элементов, что приводит либо к снижению их прочности, либо усложняет монтаж.Полностью устранить сварочные напряжения и деформации невозможно. Изучение характера и причин образования сварочных напряжений и деформаций позволило разработать мероприятия значительно снижающие их. При сборке и сварке необходимо выполнять следующие основные конструктивные и технологические мероприятия.1. В проектах стальных конструкций не следует назначать завышенное сечение сварных швов. Раскрытие фасок в стыковых швах должно быть минимально допустимым по техническим условиям. Во время сварки нельзя допускать увеличения сечения швов по сравнению с проектом.2. При сварке листовых конструкций нужно применять преимущественно стыковые швы, а не нахлесточные, так как в нахлесточных швах неравномерно распределяется силовой поток.3. Швы необходимо располагать симметрично относительно центральной оси элемента, чтобы сварочные напряжения могли уравновешиваться.4. Части конструкций, геометрическая форма которых должна быть сохранена без искажения, надо закреплять для сварки в жестких кондукторах и приспособлениях, в которых они должны находиться до полного остывания изделия.5. В случаях несимметричного расположения швов относительно центральной оси изделия конструкциям или деталям нужно придавать предварительные выгибы, противоположные тем, которые образуются после сварки.6. Сварку длинных швов производят обратноступенчатым способом. Шов делят на участки длиной 150—200 мм. При однослойном шве сварку ведут от середины к концам отдельными участками, как указано на рисунке, сварку многослойных швов выполняют каскадами.
а — обратноступенчатый способ, б — сварка каскадом
7. При сварке стыка в прокатных двутавровых балках и швеллерах надо сначала заваривать стенку, а затем полки.8. При сварке труб, состоящих из нескольких обечаек, в первую очередь должны завариваться продольные стыки и только после этого заваривать кольцевые швы.9. При сборке стержней Н-образного сечения необходимо сначала собрать отдельно стенки и полки деталей, из которых они состоят, заварить стыки, зачистить на полках швы в местах примыкания стенки и только после этого собирать из листов стержни элемента.10. При заварке стыка в стержнях двутаврового составного сечения следует продольные швы, прикрепляющие полки к стенке стержня, не доводить до стыка на 500—700 мм. Сначала заваривают стык вертикальной стенки, затем сваривают стыки полок и в последнюю очередь заваривают участки швов, соединяющих стенку с полками.11. При приварке уголков решетки к фасонкам или к поясным уголкам в решетчатой конструкции надо вести сварку в направлении к концу уголка, как указано стрелками на рисунке.
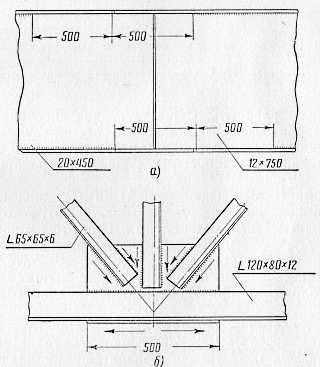
а — заварка стыка в листовом стержне Н-образного сечения, б — приварка уголков в узле фермы
12. Приварку ребер жесткости следует вести от середины к концам.13. Заварку трещины в металле следует вести только после предварительной подготовки ее к заварке. Сначала надо трещину максимально раскрыть. Существует два способа раскрытия трещины: механический и тепловой. В обоих случаях в конце шва засверливается два отверстия, чтобы устранить концентрацию напряжений и не допустить дальнейшее распространение трещины.При механическом способе раскрытия трещины с обеих ее сторон приваривают по два уголка, которые с наибольшим усилием стягивают болтами. При этом в зоне трещины возникают упругие растягивающие напряжения. Затем трещину заваривают и болты снимают, в результате чего раздвинутые кромки трещины беспрепятственно смещаются в первоначальное положение при одновременной усадке остывающего шва.
а — механический способ раскрытия трещины, б — тепловой способ раскрытия трещины
Тепловой способ заключается в раскрытии трещины путем нагрева до температуры 150—200° участка металла за концами трещины. Нагрев производится газовыми горелками. Металл в нагретых зонах стремится расшириться, в зоне трещины создаются сжимающие напряжения, вследствие чего кромки трещины расходятся. Нагревая металл, необходимо следить, чтобы кромки трещины не нагревались. Охлаждение кромок производится прикладыванием влажных асбестовых жгутов.После заварки трещины шов остывает одновременно с нагретыми участками металла. Кромки трещины сближаются, снижая напряжение в сокращающемся шве.
загрузка...
iron-lab.ru
Обратноступенчатый способ - сварка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Обратноступенчатый способ - сварка
Cтраница 1
Обратноступенчатый способ сварки применяют для однослойных и многослойных швов. [1]
При многослойном обратноступенчатом способе сварки начала и концы отдельных ступеней в каждом проходе следует смещать относительно предыдущих на 20 - 40 мм. [3]
При сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки. [4]
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. [5]
Для избежания возникновения значительных деформаций необходимо соблюдать следующие правила: применять электроды большого диаметра и большие величины тока; вести сварку одновременно двумя сварщиками; применять обратноступенчатый способ сварки. [7]
При автоматической сварке однослойных швов любой длины и при сварке коротких швов ( до 300 мм) вручную их заваривают от начала до конца - напроход. При обратноступенчатом способе сварки весь шов разбивают на отдельные участки длиной 100 - 300 мм. [9]
Во время сварки и особенно наплавки необходимо избегать непрерывного подвода тепла в одном направлении. Для этой цели используется обратноступенчатый способ сварки, сварка и наплавка вразброс. При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130 - 150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций. [10]
Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки. [11]
При монтаже решетчатых металлических конструкций монтажные швы сваривают ручной электродуговой сваркой, полуавтоматической порошковой проволокой и в защитной среде углекислого газа. При сварке рельсов подкрановых путей применяют ванную сварку. При этом сварку низкоуглеродистых сталей выполняют во всех пространственных положениях электродами Э42, Э42А, Э46 и Э50 с применением существующих приемов и технологии ручной электродуговой сварки - поперечного колебания электрода поперек угла раскрытия шва, обратноступенчатого способа сварки длинных швов, сварки горкой и каскадным методом, а также сварки углом назад и вперед. Сварку порошковой проволокой применяют только в нижнем положении. [12]
Длину участка выбирают такой, чтобы провести сварку целым чис - Лом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого - длиннее. Сварку каждого участка ( ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей. [13]
Можно также взять флюс, состоящий из смеси 50 % буры и 50 % борной кислоты или 80 % буры и 20 % окиси кремния. Флюс замешивается на воде до консистенции сметаны. На кромки изделия он наносится за 15 - 20 мин до сварки. Наносить флюс необходимо с лицевой и с обратной сторон кромок. Для уменьшения коробления применяется обратноступенчатый способ сварки, причем начинают сварку на расстоянии 75 - 100 мм от края изделия. Желательно также св-арку вести на медной или стальной подкладке, что усиливает отвод тепла от шва. Сварку следует вести быстро и в один проход, колебаний проволокой не производить. Сварочная ванна должна быть покрыта тонким слоем шлака, а конец проволоки - погружен в ванну. Сварка производится как левым, так и правым способами. [14]
После приемки узлов конденсатора-холодильника производят сортировку узлов и деталей ящика с учетом последовательности их сборки и монтажа. Сборку ящика начинают со сборки днища. Листы днища собирают встык с зазором 3 - 4 мм на прихватках через 300 - 400 мм. По окончании сборки днища листы днища сваривают с применением главным образом полуавтоматической или автоматической сварки. Швы сваривают без разделки кромок на остающейся стальной подкладке толщиной 2 - 3 мм и шириной 300 - 400 мм, которую прихватывают перед стыковкой листов. Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки. [15]
Страницы: 1
www.ngpedia.ru
Способы сварки швов различной протяженности и большой толщины
Сварочные швы разделяют по такой характеристике, как протяженность. В этом плане, все швы можно разделить на три отдельные группы. Таким образом, имеем:
- короткие швы, протяженностью 250-300 мм;
- швы средней длины, протяженность которых составляет 300-1000 мм;
- длинные швы, длина которых составляет 1000 мм и более.
Все три категории имеют свои особенности, и поэтому свариваются по-своему. Так, например, короткие швы свариваются от начала к концу лишь в одном направлении. Средние швы сваривают несколькими участками. При этом длина участка выбирается такой, чтобы на нем можно было полностью выварить два, три, четыре электрода. Сварка участков начинается в центре шва и ведется от средины к ее концам. Или же это происходит обратноступенчатым способом, то есть от одного края к другому.
Длинные же швы очень широко применяются в таких отраслях, как резервуаростроение. То есть, на тех участках, где необходимо сварить трубы или цистерны большого диаметра, длины и так далее. Например, это также может быть сфера судостроения. В таких случаях, сварка проходит, как правило, вразбивку, при помощи обратноступенчатого способа.
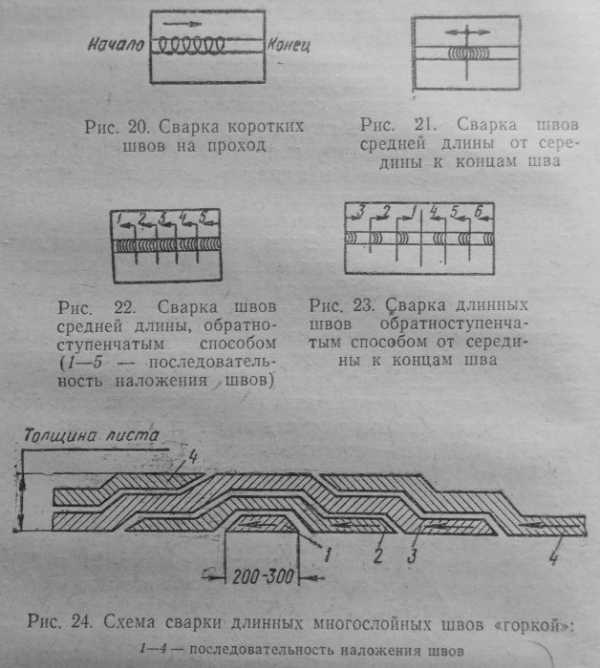
Также, достаточно распространенной и характерной является сварка металлов большой толщины. Как правило, в этих случаях используются многослойные швы, которые рекомендуют сваривать, так называемым, методом «горка» или же каскадным методом. Во время сварки «горкой» наноситься первый слой шва на участке, длиной около 200-300 мм. После этого, рабочую поверхность очищают, удаляя окалины и шлак, после чего, приступают к нанесению второго слоя. Это делается таким образом, чтобы длина второго слоя была в два раза больше первого. В конце концов, отступив от конца второго слоя, также на 200-300 мм, наноситься третий сварочный шов. Таким образом, образуется сварочный шов, который располагается в обе стороны от центральной точки, при помощи коротких швов.
Каскадный же метод сварки используется при толщине сварных листов более 25 мм, и данный способ является разновидностью предыдущего метода. Если же вы имеете дело с листами, толщина которых превышает 60 мм, в таком случае целесообразнее пользоваться сварочными автоматами, которые будут сообщать электродной проволоке поперечные и возвратно-поступательные передвижения. Таким образом, сварка металла большой толщины является достаточно трудоемкой, при использовании любого возможного метода сварки.
www.vse-o-svarke.org