СОЖ своими руками - как приготовить эмульсию для токарного станка? Охлаждающая жидкость для токарных станков
8 составов и рецептов самодельной эмульсии, 19 аналогов и видео изготовления
 Применение смазочно-охлаждающих жидкостей (СОЖ) во время токарных работ:
Применение смазочно-охлаждающих жидкостей (СОЖ) во время токарных работ: - продлевает срок службы инструмента и станка;
- повышает класс чистоты обрабатываемых поверхностей;
- позволяет вести высокоскоростную металлообработку.
Самодельные аналоги СОЖ делают на основе масла (при необходимости лучшей смазки заготовки и инструмента) или воды (если требуются более высокие охлаждающие свойства). На вопрос о том, из чего лучше самому приготовить СОЖ для станка, нет однозначного ответа. Например, дорогую смазку WD-40 для сверления алюминия можно заменить смесью керосина (70 %) и скипидара (30 %). При изготовлении эмульсий для обработки черных металлов нужно помнить о том, что в их составе обязательно должны быть ингибиторы коррозии.
Как самому сделать СОЖ на основе масла
Чтобы приготовить эмульсию на масляной основе своими руками, достаточно тщательно смешать три компонента – масло, воду и ПАВ (поверхностно-активное вещество).На форумах по металлообработке предлагают и более сложные рецепты изготовления самодельных СОЖ для токарных станков. Например:
- смешать по одному граненому стакану ароматизированного жидкого мыла, нерафинированного подсолнечного масла, керосина и кальцинированной соды + полстопки бельевого отбеливателя + четверть стопки Fairy, долить теплой водой до объема в 10 л и нагреть до 90 ° при непрерывном перемешивании. Полученный концентрат разводить водой в пропорции 1:3.
- 65 л воды +7 л солярки + 1 кусок натертого на терке 60% хозяйственного мыла + 1 пачка стирального порошка Пемос Автомат + 200г жидкости для мытья посуды Фери (Fairy) + 2 столовые ложки кальцинированной соды. После заливки в бак для СОЖ погонять помпу 10 минут – и самодельная эмульсия готова.
Как самому приготовить СОЖ на водной основе
На изготовление самодельных СОЖ для токарного станка по этим рецептам вы потратите минимум времени и денег: все компоненты дешевые и доступные, быстро растворяются в теплой воде.|
Состав |
Весовое содержание, % |
Применение |
|
Сода кальцинированная Вода (теплая) |
1,5 98,5 |
Черновая обработка. Растворы соды и тринатрий-фосфата оказывают одинаковое охлаждающее действие. |
|
Сода кальцинированная Нитрит натрия Вода (теплая) |
0,8 0,25 98,95 |
|
|
Тринатрий-фосфат Вода (теплая) |
1.5 98,5 |
|
|
Тринатрий-фосфат Нитрит натрия Вода (теплая) |
0,8 0,25 98,95 |
|
|
Мыло специальное калийное Сода кальцинированная техническая или тринатрийфосфат Нитрит натрия Вода (теплая) |
0,5 - 1 0,5 - 0,75 0,25 98,75 - 98 |
Черновое и фасонное точение. |
|
Мыло специальное калийное Сода кальцинированная техническая Вода (теплая) |
4,0 1,5 94,5 |
- нейтрализует жесткость и снижает кислотность воды, за счет чего уменьшается риск коррозии металла заготовки, инструмента, деталей станка;
- препятствует развитию бактерий и грибков, чем продлевает срок службы раствора.
Калийное мыло повышает смазывающие и очищающие характеристики самодельных аналогов водосмешиваемых СОЖ, оказывает дезинфицирующее действие. Его можно заменить любым водорастворимым мылом, не содержащим хлористых соединений (например, хозяйственным, натертым мелкой стружкой).
Чем можно заменить СОЖ
Точные аналоги современных эмульсий для станков приготовить своими руками невозможно, но ряд из них вполне реально заменить, воспользовавшись этой таблицей: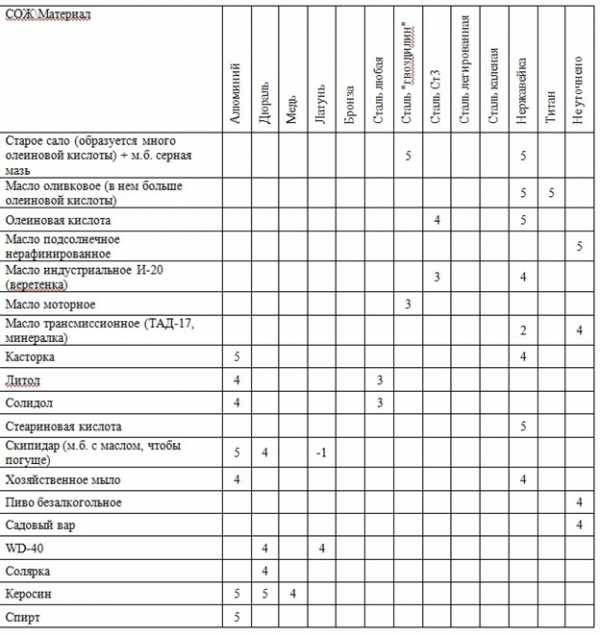
Здесь по пятибалльной шкале резание «всухую» - это 1 балл. Если применение заменителя СОЖ дает улучшение/ухудшение по сравнению с сухой обработкой, баллы добавляются/вычитаются.
Если вы решите заменить эмульсию в станке самодельным аналогом, тщательно промойте и продезинфицируйте бачок и систему подачи. Это необходимо, чтобы избежать проблем из-за совместимости составов, уничтожить бактерии, грибки и плесень. Для этой процедуры вы можете использовать системные очистители Oilcool XR.
Некоторые «домашние Кулибины» считают аналогами СОЖ тормозную жидкость и незамерзайку. Эти жидкости действительно обладают отличными охлаждающими и смазывающими свойствами, но содержат вещества (метанол, этиленгликоль, пропиленгликоль), которые могут вызвать тяжелое отравление, привести к инвалидности и даже летальному исходу. Поэтому заменять ими эмульсию для станка нельзя.
Что лучше: приготовить СОЖ самому или купить фабричную
Хоббийщики-металлообработчики упорно разрабатывают собственные рецепты изготовления эмульсий для станков по разным причинам: кто-то хочет создать аналог импортной СОЖ, которая исчезла из продажи, кому-то просто нравится самому достигать желаемых результатов.Сделанные своими руками СОЖ дешевле фабричных, но проигрывают им по эксплуатационным характеристикам и сроку службы, а некоторые самодельные составы еще и весьма опасны для здоровья.
Сегодня российские предприятия производят полные аналоги СОЖ мировых брендов и публикуют таблицы взаимозаменяемости, с помощью которых можно самому выбрать качественную и недорогую эмульсию для токарного станка. Поэтому не стоит проводить рискованные домашние эксперименты с изготовлением составов по рецептам из интернета.
СОЖ - видео изготовления своими руками
Для тех, кто всё-таки решился сделать СОЖ самостоятельно, напоследок, предлагаем ознакомиться с одним из популярных видео по этой темеoilcool.ru
Смазочно-охлаждающая жидкость (СОЖ): классификация, применение
Процесс металлообработки неотъемлемо связан с сильным трением, которое возникает между заготовкой и инструментом. Особенно это проявляется при токарных и фрезерных работах, когда резец сильно нагревается, при холодном выдавливании, скоростной многопозиционной высадке. Интенсивное трение способствует преждевременному износу инструмента, пластической деформации заготовки, изменению свойств металла вследствие перегрева. Для уменьшения силы трения и понижения температуры необходима специальная смазочно-охлаждающая жидкость (СОЖ).

Параметры классификации смазочно-охлаждающих жидкостей
Общее классифицирование смазочно-охлаждающих жидкостей осуществляется по нескольким основным параметрам:
- По происхождению компонентов. Выпускаются масляные СОЖ, основу которых составляют нефтяные масла, животные или растительные жиры.
- По способу компоновки. Эмульсол – готовый продукт с длительным сроком хранения или технические СОЖ, приготавливаемые непосредственно перед применением из концентрата в соответствии с ГОСТ.
- По отрасли применения. Производится различные виды СОЖ для разных рабочих условий применения. Синтетическая смазочно-охлаждающая жидкость для операций пластического деформирования, СОЖ для токарных или фрезерных станков.
- По физико-механическим показателям – вязкости, кислотному числу, температуре вспышки. Последняя характеристика обуславливает применение масляных СОЖ для горячей штамповки.

Классификация СОЖ по составу
По составу различают СОЖ следующих видов:
- Масляные – составы из компонентов, которые не смешиваются с водой. Базой масляных СОЖ являются парафиновые, минеральные или нефтяные масла (60-95%). Для усиления эффективности против износа, фрикционности, коррозии в состав включаются различные присадки и ингибиторы. Масляные СОЖ обладают отличными смазывающими свойствами. Используются для мягких металлов при простых режимах работы.
- Минеральные – основа производится из нефти методом каталитического гидрирования. Для повышения эффективности в состав включаются присадки из жиров, хлора, серы, соединений фосфора. Эти составы применяются при таких видах металлообработки, как: резание стали, алюминия, латуни, резьбонарезные работы, фрезерные работы по легированным сталям.
- Водосмешиваемые – водный раствор на минеральной основе. Эти составы обладают отличными охлаждающими свойствами и низкой токсичностью, но при этом невысокими смазочными характеристиками. Сфера применения – легкий и средний режим точения меди и бронзы, фрезерование и сверление всех видов цветных металлов, шлифование и штамповка стали.
- Синтетические и полусинтетические – смесь воды, поверхностно-активных веществ, водорастворимых полимеров, антипенных и антибактериальных присадок, ингибиторов коррозии. Для увеличения смазывающих свойств в синтетические составы также вводят противоизносные присадки.
- Эмульсии – составы с повышенной концентрацией дисперсных частиц. Снижают степень износа инструмента и оборудования практически во всех операциях по металлообработке.
Структура и механизм действия СОЖ
Повсеместное использование СОЖ в процессах металлообработки обусловлено эффективным разделением трущихся поверхностей заготовки и инструмента и снижению их температуры. Наиболее эффективная смазочно-охлаждающая жидкость может включать в свой состав следующие компоненты:
- Основу из синтетических масел или животных жиров.
- Присадки, повышающие антифрикционные и противозадирные показатели.
- Компоненты, препятствующие расслоению состава при хранении.
- Присадки, препятствующие коррозии и разрушению.
- Компоненты, уменьшающие пенообразование и улучшающие смачиваемость поверхностей при металлообработке.

Применение СОЖ
Смазочно-охлаждающие жидкости применяются для смазки и охлаждения рабочей зоны при металлообработке. Свойства СОЖ дают возможность снизить трение в зоне обработки, тем самым снижая износ инструмента, увеличивая качество продукции, улучшая интенсивность технологического процесса и, как следствие, общую производительность труда.
Благодаря своим смазывающим свойствам СОЖ хорошо снижают силу трения между поверхностью заготовки и кромкой режущего инструмента, внутреннее трение в срезаемом слое металла. Отдельные технические смазки обладают химическими свойствами, которые способствуют уменьшению не только силы трения, но и силы резания. Большинство СОЖ – поверхностно-активные вещества с высокими адсорбционными свойствами. Они способны образовывать устойчивую пленку на поверхности металла, которая существенно снижает трение. Некоторые специальные поверхностно-активные присадки оказывают на металл "расклинивающее" действие. Удлиненные молекулы таких добавок попадают в микротрещины на поверхности металла, подобно клину, тем самым ослабляя связь между частицами материала. Таким образом, СОЖ «помогает» рабочему инструменту срезать слой от основного металла.

Наиболее распространенные составы СОЖ для станков
Для металлообработки на токарных и фрезерных станках производятся следующие виды жидкостей:
- Эмульсолы на основе минеральных и нефтяных масел.
- Эмульгаторы с синтетическими жирными кислотами.
- Токарные и фрезерные работы, предусматривающие быстрорежущую обработку нержавеющих и легированных сталей, производятся по ГОСТ 38.01445-88. Для этих целей предусмотрены синтетические составы, основу которых составляют талловые масла, высокоатомные спирты, триэтаноламин.
- Сульфофрезолы – смеси высокоочищенного масла и серосодержащих составов. Не содержат воды, щелочей, кислот. Такие СОЖ для станков эффективно снижают трение, не вызывают коррозии.
Применение СОЖ для обработки металла давлением
Данный способ металлообработки сопровождается значительными удельными усилиями и относительным проскальзыванием между заготовкой и инструментом. СОЖ, используемые в таких технологических процессах, должны обладать значительно большей вязкостью. Характерными особенностями составов для металлообработки давлением являются:
- Достаточная вязкость.
- Стойкость против разрушения и расслоения при высокотемпературных режимах.
- Применяются воднографитовые составы с включением тонкочешуйчатого графита на основе масляной суспензии.
Особенности применения смазочно-охлаждающих жидкостей
Для более эффективного использования СОЖ следует учитывать несколько простых правил.
- Минимальный расход жидкости, независимо от того, водный раствор это или эмульсия – 10-15 л/мин.
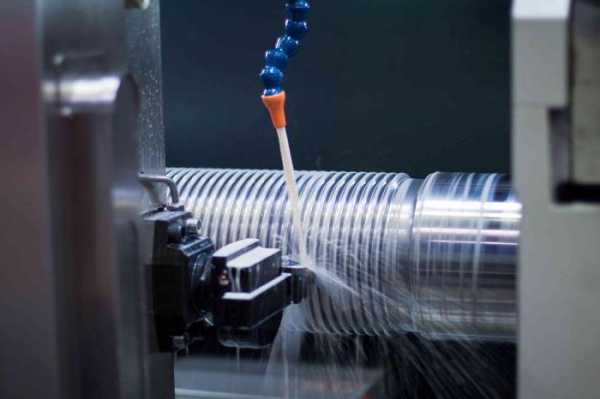
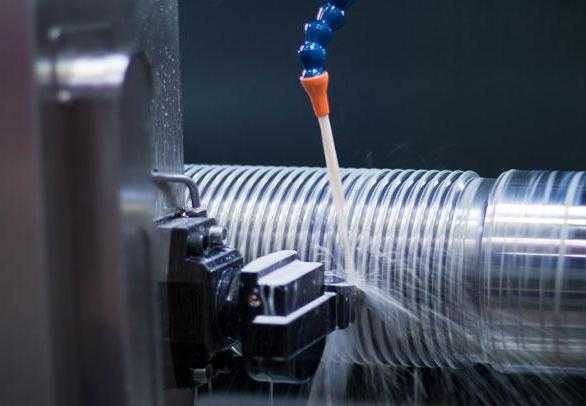
- Очень важно, чтобы подача СОЖ осуществлялась в место образования максимального количества тепла. При токарной обработке – это участок, на котором стружка отделяется от заготовки.
- Подачу смазочно-охлаждающей жидкости следует осуществлять сразу. При подаче СОЖ спустя некоторое время сильно нагретый резец будет резко охлаждаться, что приведет к образованию в нем трещин.
- Смазочно-охлаждающая жидкость не применяется при токарной обработке хрупких металлов (бронза, чугун, др.). При точении таких материалов образуется мелкая стружка, которая, смешиваясь с СОЖ, может забивать рабочие узлы станка (каретка, суппорт, направляющая станина), что приводит к преждевременному износу и поломке этих узлов.

Производство и хранение смазочно-охлаждающих жидкостей
Помимо готовых составов долгого хранения, выпускаются концентраты и компоненты для приготовления жидкостей, адаптированных к условиям конкретного предприятия. СОЖ, СОЖ, цена которого в основном зависит от состава, отвечающего определенному виду работ, на современном рынке реализуется за 70-160 руб/литр для готовых составов отечественных производителей и 105-290 руб/литр зарубежного производства. Средняя стоимость концентрата составляет 240 р/литр. Перед применением жидкости проходят следующие процедуры:
- Перемешивание компонентов производится при установленных по составу и марке температурах (60-110 0С).
- Анализ состава на соответствие ГОСТу.
- Приготовленные составы хранятся в специализированных емкостях, позволяющих проводить периодический подогрев, перемешивание.
- При подготовке СОЖ возможно введение присадок, которое осуществляется на виброустановках тонкого эмульгирования.
- Заправка аппаратов непрерывной подачи.
- В процессе использования составы загрязняются. Предусматриваются системы очистки СОЖ от остатков металла. Отработанные продукты, не подлежащие эффективной очистке, подлежат утилизации.
fb.ru
Состав эмульсии для токарного станка
При выполнении металлообрабатывающих операций на ленточнопильных, фрезеровальных и токарных станках для охлаждения и смазки заготовки и резца применяются охлаждающие эмульсии, или СОЖ.
При выполнении металлообрабатывающих операций на ленточнопильных, фрезеровальных и токарных станках для охлаждения и смазки заготовки и резца применяются охлаждающие эмульсии, или СОЖ. Использование этих веществ предотвращает износ режущего инструмента и снижает температуру металла. Кроме того, как показывает практика, охлаждающая эмульсия отводит продукты резания, значительно улучшает качество готовых деталей (точность размеров и шероховатость поверхности) и способствует повышению производительности труда.
Самостоятельное приготовление качественной эмульсии из отдельных компонентов — довольно затратное и хлопотное дело. Для этой цели необходимо создать смесь из воды и масла, а также пропиленгликоля, cинтанола, лауретсульфата натрия, пирофосфата натрия, трилона Б. Вполне очевидно, что купить эти компоненты намного сложнее, чем приобрести готовую СОЖ.
По химическому составу смазочно-охлаждающие жидкости подразделяются на две группы.
Масляные СОЖ включают в свой состав минеральные масла (вязкость от 2 до 40 мм2/с при +50 °С) без или с присадками разного назначения, включая антифрикционные, противоизносные, противозадирные, антиокислительные, моющие, антипенные, антикоррозионные и т. д. Большая часть масляных эмульсий поставляется в виде готового раствора и не требует дополнительных операций по приготовлению.
Водосмешиваемые СОЖ содержат в себе наряду с минеральными маслами вещества-связки, в том числе воду, спирты, гликоли и т. д., а также антипенные добавки, ингибиторы коррозии, биоциды, эмульгаторы, присадки, электролиты и другие вещества. По химическому составу водосмешиваемые эмульсии подразделяются на водоэмульсионные, синтетические и полусинтетические. Такие эмульсии поставляются в виде концентрата и должны разводиться в соответствии с требованиями производителя.
www.std-shell.ru
Основные разновидности смазочно-охлаждающих жидкостей для токарного дела
Рабочий процесс практически никогда не начинается без введения определенной химической продукции. Это смазочно-охлаждающие жидкости (СОЖ). Жидкости технического предназначения разнообразного состава решают массу важных задач. Во-первых, они охлаждают резец. Пока инструмент контактирует с заготовкой, он сильно нагревается. Бережное отношение к инструментарию существенно продлит его эксплуатационный ресурс. Во-вторых, высокое качество обработки выходит на другой уровень — деталь гораздо чище. В-третьих, увеличивают производительность металлорезки.
Разновидности изделий, востребованных для подачи на токарные агрегаты
Независимо от типа, вся химическая продукция классифицируется на две основные группы. Учитывается такой нюанс, как основа СОЖ. Изделия для охлаждения и смазки могут быть на воде или масле. К первой категории относятся изделия с отличным охлаждающим эффектом. Тепло, выделяющее в рабочем процессе, хорошо поглощается этими материалами и отводится из зоны, где происходит резка металла. Вторую категорию представляют продукты, не особо хорошо отводящие тепло из зоны обработки. Зато их преимущество в другом. Они превосходно смазывают соприкасающиеся поверхности инструментария и деталей.
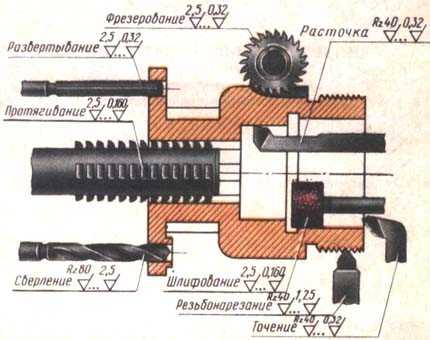
Для осуществления точно выбранных операций подбирается конкретный тип СОЖ. Главную роль играет, из какого сплава или металла сделана деталь. Например, заготовка из алюминия. Для фрезерования понадобится минеральное масло или эмульсол. При сверлении достаточно только последнего. Нарезая резьбу предпочтительнее использовать масла, содержащие хлор и серу. Занимаясь точением, осуществляют подачу эмульсолов, минеральных масел.
В токарном деле для обрабатывания металла из жидкостей наиболее распространены следующие:
- в воде прокипяченной разводят полуторапроцентную кальцинированную соду для технических нужд. Используется на этапе черновой обточки;
- также отлично подходит для данных работ раствор на водной основе, повышающий коррозионную стойкость металлов. В его составе нитрит натрия и сода;
- жидкость с высокими антикоррозионными характеристиками актуальна для аналогичной обработки. Раствор с применением воды из 0,8 % тринатрийфосфата и 0,25 % нитрита натрия;
- продукт из прокипяченной воды с дополнительными элементами — нитритом натрия, кальцинированной содой, калийным мылом;
- изделие с кальцинированной содой и калийным мылом. Точение фасонное и черновое происходит с использованием продуктов, в составе которых обязательно есть последний компонент;
- изделия из соды кальцинированной для технических нужд и эмульсола актуальны, когда при обрабатывании заготовок не нужна высокая чистота их поверхностей. Эмульсия дает возможность вести обработку на высоких скоростях;
- для чистового точения понадобится материал из тринатрийфосфата, эмульсола, соды;
- черновая и чистовая обработка на токарном агрегате с получением очень чистых поверхностей — эмульсия из нитрита натрия, соды, эмульсола, в основе которого окисленный петролатум;
- продукт с керосином, льняным и индустриальным маслами. Востребованы они для нарезки высокоточной резьбы. Обработка деталей фасонными резцами;
- маслянистый продукт — сульфофрезол. Не подходит для черновых работ, когда быстро и сильно нагревается деталь и инструментарий, так как зафиксированы вредные выделения соединений на основе серы. Используется при точении, когда скромное сечение среза;
- масса из керосина и сульфофрезола. Актуальна при резьбонарезании, когда осуществляется глубокое сверление или чистовая обработка деталей.
Специфические особенности использования химического продукта
Эффективность применения данной продукции зависит от безукоризненного следования нескольким правилам. Важно контролировать расход продукта. Причем не главное, материал на водной основе или нет. Огромное значение имеет, как и куда направлен поток жидкости. Нужно подать охлаждающий материал именно в ту зону, где происходит образование тепла в максимальном объеме. В токарном деле — это та область, где с деталей снимается стружечный отход.
Подача СОЖ при работе на токарном агрегате происходит сразу же, как только началась обработка. Это из-за того, что рабочий инструмент нагревается практически моментально, а не через определенный временной промежуток. Если пропустить этот момент и обработать жидкостью нагретый режущий инструмент, то можно его испортить. Резкое охлаждение приведет к образованию трещин на поверхности.
Современный способ охлаждения из последних инноваций — подача продукта тонкой струйкой на заднюю поверхность резца. Максимальная эффективность данного метода наблюдается в таком случае. На токарном агрегате работают с труднообрабатываемой деталью инструментом, изготовленным из быстрорежущих сплавов.
Перейти к списку статей >>metalloobrabotka-zakazat.ru
Смазочно-охлаждающие жидкости
Чтобы уменьшить нагревание резца и тем самым продлить срок его службы, улучшить чистоту обработанной поверхности и повысить производительность процесса резания, применяют смазочно-охлаждающие жидкости.
Используемые при токарной обработке жидкости можно разбить на две группы: 1) водные растворы и 2) масла.
Жидкости первой группы характеризуются хорошими охлаждающими свойствами. Их охлаждающее действие заключается в поглощении и отводе тепла, образующегося при резании.
Жидкости второй группы обладают высокими смазывающими свойствами, но охлаждающие их качеста хуже, чем у жидкостей первой группы.
К первой группе жидкостей относятся: водный раствор соды, содержащий от 3 до 5% соды в кипяченой воде, эмульсии, представляющие собой раствор от 5 до 15% эмульсола в кипяченой воде. Эмульсол представляет собой менеральное масло, смешанное с водным раствором соды, и используется при черновом обтачивании металлов.
При чистовых и отделочных работах применяют жидкости второй группы: минеральные масла и сульфофрезолы, обработанные особым способом осерненные минеральные масла, иногда с добавкой растительного масла.
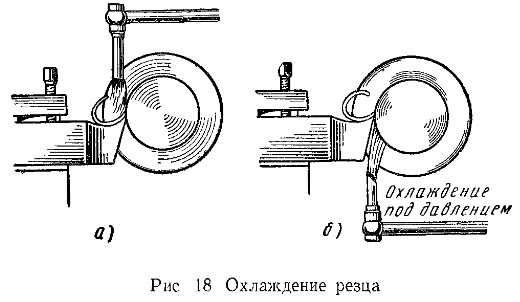
Чтобы охлаждение дало хорошие результаты, расход жидкости должен быть не менее 10-15 л/мин. Направлять поток охлаждающей жидкости нужно на стружку в том месте, где она отделяется от обрабатываемой детали (рис. 18, а), так как именно здесь образуется наибольшее количество тепла.
Начинать подачу охлаждающей жидкости следует одновременно с началом резания, а не спустя некоторое время, так как в сильно нагретом резце от внезапного охлаждения могут появиться трещины.
В последнее время стали применять новый, более эффективный способ охлаждения: небольшая тонкая струя водной эмульсии подводится под давлением до 30 кГ/см2 через узкую щель насадки, со стороны задней поверхности резца (рис. 18, б). Такой способ охлаждения рекомендуется применять при обтачивании быстрорежущими резцами труднообрабатываемых металлов.
При обработке хрупких металлов (чугуна, бронзы), дающих стружку надлома, охлаждение не применяют, так как мелкая стружка, смешиваясь с охлаждающей жидкостью, забивается в трущиеся поверхности суппорта, каретки, станины, вызывая их преждевременный износ.
machinetools.aggress.ru
Охлаждающая жидкость для металлообрабатывающих станков

Металлообработка невозможна без охлаждения. Вода является лучшим охладителем по сравнению с маслами, газами и твердыми материалами. Но применять чистую воду для охлаждения невозможно из-за ее коррозийных свойств. Совместить понятия жидкость-металлообработка удалось после добавки в воду мыла (старый способ). Мыльные добавки, антикоррозийные, бактерицидные присадки позволяют сделать жидкость станков эффективным охлаждающим средством. Водный мыльный раствор – это разновидность СОЖ, применяемый для охлаждения с минимальным эффектом смазки. Охлаждающая способность водных растворов превышает возможности дисперсионных масляных средств в 1,4 раза.
Жидкость для станков зависит от режима обработки, применяется в основном при черновой обточке, где нет высоких скоростей обработки, не применяется высоколегированный инструмент.
Состав водного раствора при выполнении токарных работ:
- черновая обточка – кальцинированная сода или тринатрийфосфат;
- черновая и фасонная – кальцинированная сода, калийное мыло.
В обоих случаях может быть добавлен нитрит натрия для повышения антикоррозийных свойств. Жидкость для металлообработки должна подаваться одномоментно с началом работы режущего инструмента, чтобы не произошла его деформация от перепада температур.
Способы подачи водного охлаждающего раствора:
- полив на стружку;
- полив струей под давлением;
- распыление (туман) в рабочей зоне.
Напорная струя не только охлаждает, но и смывает стружку, что повышает качество обрабатываемой поверхности. Специальные добавки гасят пену. Антикоррозийные и бактерицидные присадки делают водный раствор еще эффективнее.
Преимущества этого вида перед другими СОТС:
- высокая степень охлаждения;
- огне безопасность;
- безвредность для станочников;
- низкая стоимость.
Недостаток - низкая смачивающая способность, что не позволяет применять резцы на высоких оборотах.
Применение водного раствора при шлифовании является преимущественным, имеет следующие характеристики:
- отвод тепла;
- уменьшение трения;
- удаление отходов из зоны шлифования.
Техническая жидкость обработка алюминия
Чистый алюминий и его сплавы дают длинную стружку, которую водный раствор без преломления не может смыть. Высокопрочные алюминиевые сплавы дают короткую стружку, но в этом случае применяются другие виды СОТС. По этой причине при обработке алюминия мыльные растворы не применяются. Плотность металла позволяет производить многие операции всухую или с применением более маслянистых средств.
Техническая жидкость обработка стали
Водный раствор, несмотря на его высокую теплопроводную способность, применяется только при обтачивании, шлифовании как легированных, так и углеродистых сталей на легком и среднем режиме обработки. Для легированной стали применяется раствор соды (старый способ). Повышенные обороты работы лезвийного и абразивного инструментария нуждаются в лучшем смачивании, образовании защитных пленок.
Виды охлаждающе-смазочных средств при обработке стали (растворы в кипяченой воде):
- 1,5 % кальцинированной соды;
- 0,8% соды. 0, 25% нитрита натрия;
- 1,5 % тринатрийфосфата;
- 0,8% тринатрийфосфата. 0, 25% нитрита натрия;
- 0,5-0,75% кальцинированной соды (тринатрийфосфата), 0,5- 1% калийного мыла, 0,25% нитрита натрия;
- 4% калийного мыла, 1,5% кальцинированной соды;
- 1,5 % кальцинированной соды, 2-3% эмульсионного концентрата;
- 0,2% кальцинированной соды, 5-8 % коллоидного раствора.
Увеличение % мыла дает возможность проводить фасонную обработку. Смешивание двух видов растворов с преобладанием концентрата-эмульгатора создает условия для работы на высоких скоростях и позволяет выполнять чистовую обработку.
Техническая жидкость обработка чугуна
Водно-мыльный раствор применяется при обтачивании, фрезеровании, шлифовании на легких режимах работы из-за хрупкости металла. Фрезы, оснащенные резцами из твердых сплавов обычно, обрабатывают серый чугун на сухую. Однако при обработке длинномеров, когда происходит их разогрев, обработка производится с обильным использованием охлаждающего раствора, во избежание их деформирования.
Техническая жидкость обработка сплавов
При обработке сплавов цветных металлов и алюминия применяются другие типы охлаждающе-смачивающих жидкостей, имеющие лучшую адгезию. Так, при фрезеровании алюминия в зоне обработки распыляются водно-эмульсионные, масляные СОЖ.
В тех случаях, когда охлаждающая жидкость для обработки режущего инструмента не позволяет получить поверхность, которая соответствует заданным характеристикам, рассматриваются модифицированные варианты с присадками и добавками для улучшения смачивания.
tpksintez.ru
Смазочно-охлаждающие жидкости: характеристики и отзывы
Без смазочных материалов невозможна эксплуатация большинства современных средств обработки металлов. При этом и сами металлические элементы, которые используются в технике, не могут отвечать функциональным требованиям без соответствующего обслуживания специальными веществами. На сегодняшний день смазочно-охлаждающие жидкости (СОЖ) представлены на рынке более чем в 600 наименованиях. Среди них можно найти средства для использования в силовых агрегатах, для применения в металлообработке, а также медицинские, изоляционные, форморазделяющие, биологические и антикоррозионные масла. Основная часть этих жидкостей используется промышленными предприятиями и строительной индустрией.

Для чего нужны смазочно-охлаждающие жидкости?
Чаще всего смазочные материалы вводятся в рабочее пространство между трущимися элементами с целью минимизации износа в механизмах. Нередко эта функция дополняется повышением коэффициента полезного действия. Но это касается традиционных веществ данного типа, однако охлаждающие материалы также необходимы для предохранения оборудования и рабочих элементов от перегрева. Например, смазочно-охлаждающие жидкости для металлообработки позволяют оптимизировать температурный режим и снять высокое давление. Такая компенсация в итоге не только позволяет сохранить эксплуатационные качества резчиков, но и улучшить характеристики получаемых изделий. Существуют также специализированные защитные средства, в которых основной упор делается на обеспечение антикоррозийных, изоляционных и герметизирующих свойств. Эта категория материалов наиболее распространена в строительстве.
Состав СОЖ

Любое смазывающее средство производится по специальному рецепту. Существуют базовые нормативные составы, а также модификации, которые получают с целью обеспечения особых эксплуатационных качеств. Чаще всего основой выступает маловязкая нефтяная смесь. Из нее производятся смазочно-охлаждающие жидкости, состав которых также модифицируется хлорпарафином, диалкилдитиофосфатами цинка, многозольным сульфонатом кальция и другими присадками. Такие составы обычно используют в резке жаропрочных сплавов и нержавеющих стальных деталей. Особенностью действия этого состава является предотвращение налипания материала на инструмент. Распространено и применение в качестве основы маловязкой глубокогидрированной фракции сернистой нефти. Рабочие жидкости на этой основе применяют в электроэрозионных станках разной степени мощности, в осуществлении доводочных и токарных операций на механосборочных производственных линиях.
Основные характеристики жидкостей

Характеристики внешнего вида таких жидкостей существенно различаются в зависимости от использованных присадок. Как правило, это жидкотекучая масса коричневого цвета, оттенки которой могут меняться. С точки зрения рабочей функции одной из важнейших характеристик является плотность. Стандартный смазочный состав с эффектом охлаждения имеет плотность в диапазоне от 1100 до 1200 кг/м3. Впрочем, этот показатель можно варьировать при изготовлении концентрата. Также смазочно-охлаждающие жидкости в некоторых составах содержат активные ионы. На 1% водного раствора эта величина может составлять порядка 10 pH. Производители обычно рекомендуют использовать концентрированные составы с коэффициентом 1-3%. Но в зависимости от места выполняемой операции и целевого материала это значение может увеличиваться. Так, для обеспечения шлифовальной функции рекомендуется использовать 4-хпроцентный концентрат, а для сложной металлообработки показатель увеличивается и до 7%.
Характеристики с точки зрения подачи СОЖ

Существуют разные методы подачи, нанесения и распределения жидкостей смазки по функциональным поверхностям. Не все из них предъявляют специальные требования к смазочному материалу в части физических свойств, но в некоторых случаях они важны, поскольку определяют характер взаимодействия с рабочей средой. В конечном счете это влияет на эффективность функции самого вещества. Например, если используется смазочно-охлаждающая жидкость для станков металлообработки, то на первый план выходит скорость подаваемой струи. Соответственно, чем легче компоненты, тем эффективнее будет осуществляться смазывание режущего элемента в процессе работы. Также учитывается фракция отдельных частиц в составе жидкости. При высокой скорости подачи они могут негативно сказаться на свойствах поверхности, деформируя ее. Кроме того, операторы станков должны брать в расчет температуру струи и делать поправку на возможные корректировки этого значения в тех или иных условиях рабочей площадки.
Технико-эксплуатационные свойства
Базовые качества относятся к обеспечению оптимальных смазывающих и охлаждающих свойств. Также в некоторых сферах высокие требования предъявляются к моющим функциям, что позволяет в процессе работы механизма своевременно очищать поверхности деталей. К дополнительным качествам, которыми наделяются современные смазочно-охлаждающие жидкости, можно отнести бактерицидность, экологичность, гигиеничность, стойкость к химическим воздействиям и экстремальным температурам. Важно учитывать, что смазывающие компоненты и сами дают немалое химическое воздействие на различные материалы, поэтому при выборе средства следует сопоставлять качества жидкости с целевым материалом.
Разновидности СОЖ
Основная классификация смазывающих жидкостей с эффектом охлаждения базируется на происхождении средства. Наиболее распространены индустриальные масла, которые применяют в промышленности и производственной сфере. Преимущественно это нефтяные жидкости, дополненные модификаторами. Одной из популярных разновидностей таких присадок также являются грубодисперсные эмульсии нефтепродуктов, которые формируются в водной среде. Стабильные микроэмульсионные виды смазочно-охлаждающих жидкостей позволяют образовывать полусинтетические или синтетические соединения на основе органики. Получили распространение и низкокипящие быстроиспаряющиеся смеси, базирующиеся на галогенпроизводных углеводородах с добавками.
Применение СОЖ

Наибольшее распространение смазочные средства получили в сфере производства металлических деталей, а также их обработки. Они не только защищают рабочее оборудование от преждевременного износа, но и улучшают качество изготавливаемой продукции. Второе место по востребованности таких материалов можно отнести к области строительства. В этой индустрии применение смазочно-охлаждающих жидкостей обусловлено стремлением обеспечить защитные качества стройматериалам, изоляционным и декоративным покрытиям.
Отзывы о производителях
Среди крупнейших производителей СОЖ можно выделить компании Proma, «Унивеко» и «Мессер». Первая марка прославилась за счет выпуска эффективных средств, позволяющих надежно обрабатывать металлы по холодному и горячему методам. Отзывы пользователей данной жидкости отмечают, что в процессе производства удается минимизировать показатели брака, повысить производительность и увеличить точность обработки. На современном уровне налажено и производство смазочно-охлаждающих жидкостей компании «Унивеко». Данная группа смесей изготавливается на основе ингибиторов коррозии и активированной водной среды, что особенно ценят потребители строительного сектора. Что касается бренда «Мессер», то его продукцию чаще используют в высокоточных операциях обработки. К достоинствам таких жидкостей пользователи относят высокие антикоррозионные свойства, устойчивость к микробоброжению, а также экологическую чистоту.
Заключение

Современные технологии обработки металлических деталей постепенно отходят от традиционных механических методов воздействия. На этом фоне снижается и потребление защитных и повышающих устойчивость оборудования средств. Тем не менее остаются отрасли, где смазочно-охлаждающие жидкости по-прежнему остаются актуальными. Это прежде всего строительство, машиностроение, медицина и электротехника. Другое дело, что в узкоспециализированных областях требуются все более совершенные по своим технико-эксплуатационным свойствам материалы, требующие применения высокотехнологичных присадок и модификаторов.
fb.ru