Технологический процесс пайки металлов. Пайка латуни серебряным припоем
Пайка латунью
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
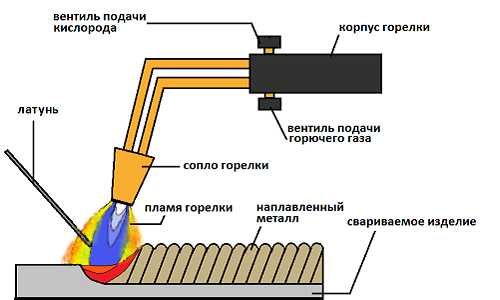
Схема пайки металлов латунью при помощи газовой горелки.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Схема устройства газовой горелки.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка газовой горелкой с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Вернуться к оглавлению
Как паять латунь: рекомендации
Виды сварных швов.
Для пайки необходимо подложить что-то термостойкое, подойдет пластина из асбеста. На ней размещаются детали, подлежащие спаиванию, смачиваются флюсом, посыпаются припоем в совсем небольших количествах и постепенно нагреваются. Поначалу припой должен только схватить детали, поэтому температуру не нужно сразу поднимать до высоких значений. Как только припой начинает действовать, можно разогревать горелку до 700 градусов, чтобы детали раскалились. Расплавленный припой растечется, надежно заполнив соединения.
Температурный режим в первую очередь зависит от размера деталей. Массивные и крупные требуют постепенного нагревания. Тонкие детали небольших размеров подвержены быстрому нагреву, но латунь перегревать нельзя, за этим нужно следить очень внимательно. Лучше греть изделие с разными по размеру деталями медленно: так самые большие успеют прогреться.
Готовый шов, полученный таким образом, по цвету практически не отличается от основных деталей. Это достигается благодаря тому, что во время пайки описанным методом припой и основной металл смешиваются на стыке. По этой причине тот же самый припой может быть использован и для серебра, при этом шов обретет белый цвет.
В завершение пайки изделие нужно промыть, чтобы избавиться от флюса, оставшегося на его поверхности. После пайки он принимает стеклоподобный вид капель. Для очистки от него достаточно опустить готовое изделие ненадолго в разогретую 3% серную кислоту. Если таким же методом паяется золото, то кислота должна быть 15%. Закрепленная пробирка с кислотой разогревается на газовой плите. Изделие, привязанное за что-то, не реагирующее с кислотой, опускается в пробирку и через короткое время вынимается, после чего его нужно промыть обычной проточной водой.
expertsvarki.ru
Как паять латунь: технология, инструменты, способы, материалы
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.

Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.Дождавшись, пока инструмент остынет, затачивают жало.Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.

Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк. Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
Рекомендации
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
oxmetall.ru
Пайка латуни в домашних условиях оловом и другими припоями
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
 При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
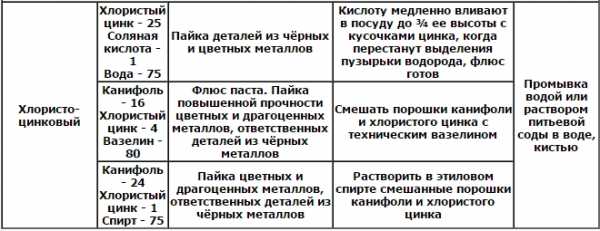
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
- сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
svaring.com
вело - высокотемпературная пайка - Укрывайтесь в складках местности.
Небольшое руководство по пайке рам (вдруг пригодится когда). Высокотемпературная пайка: краткое введение (by Josh Putnam)Что такое высокотемпературная пайка (ВТ-пайка, brazing)? Высокотемпературная пайка (ВТ-пайка, brazing) - процесс соединения металлических деталей путем заполнения зазора между ними расплавом другого металла при температурах выше 450 гр. Ц. Расплав металла, которым заполняют зазор, должен смачивать поверхности спаиваемых деталей, с тем, чтобы капиллярный эффект затягивал расплав внутрь зазора. Если процесс протекает при температурах, ведущих к расплавлению основного металла соединяемых деталей, то такой процесс называется сварка (welding) или пайка-сварка (braze-welding).Материал соединяемых деталей называется основным металлом (base metal), расплав, который соединяет спаиваемые детали, называется припой (filler metal). Припой также может называться паечным прутком, цинковым припоем, паечным сплавом (brazing rod, spelter, brazing alloy)
Последующая информация относится в основном к материалам и техникам используемым при пайке велорам, но может быть применена и к пайке других легких стальных деталей.
Безопасность При любых высокотемпературных паечных работах выделяются ядовитые пары, а в газовых горелках применяются нестабильные топлива. Обязательно читайте инструкции по безопасности при работе с этими материалами и следуйте этим инструкциям.
Пайка бронзой Как видно из названия, вт-пайка обычно выполняется при помощи припоев на основе бронзы или латуни, сплавов меди с цинком, оловом и др. металлами. Бронзовые и латунные припои для вт-пайки плавятся при температурах от 800 до 1000 гр. Ц. Такая температура может привести к отжигу стали, сводя на нет предварительную термообработку деталей для их укрепления. По этой причине термообработанные трубы (например, Reynolds 731) не подвергают вт-пайке бронзой/латунью.
Трубы, не проходившие термообработки (Reynolds 531 или простые трубы из хроммолибденовой стали 4130), вполне подходят для пайки бронзой или латунью. Получаемаые соединения достаточно прочны для нагрузок, которым подвергается велорама, к тому же цена бронзового припоя заметно ниже, чем цена серебряного. Да и процесс пайки проще и менее требователен к квалификации мастера, точности подгонки деталей и терморежиму. Большая часть массово-производимых паяных велорам, да и заметная часть заказных рам паяется именно бронзой-латунью. Этот припой - хороший выбор, особенно для начинающего мастера.
Пайка серебром Пайка серебряными припоями позволяет использовать более низкие температуры и при этом получать более прочные швы. Серебряные припои плавятся и текут при температурах заметно более низких, чем бронзовые-латунные, и лучше затекают в тонкие сочленения. Оба этих фактора увеличивают прочность соединения.
Замечание: Серебряную вт-пайку (silver brazing) часто путают с низкотемпературной пайкой серебро-содержащими припоями, использующейся в сантехнических и др. работах. При неясностях, следует детально уточнить марки припоя и температуры пайки.
Обыкновенно припой для серебряной вт-пайки содержит от 60% до 20% серебра, остальное составляет сплав металлов, включающий медь, цинк, никель и олово. Припои, применяемые в серебрянной вт-пайке, плавятся при температурах порядка 620 гр. Ц., что сильно уменьшает отжиг и сопутствующее снижение прочности спаиваемых термообработанных деталей. Вблизи спайки остается зона отожженноо металла, но утолщение трубы в этих местах компензирует потерю прочности. На удалении от места пайки отжиг не происходит из-за малого прогрева. В сохранении предварительной термообработки деталей играет роль также квалификация мастера, поскольку более долгий прогрев приводит к более глубокому распространению тепла в деталях.
Серебряные вт-припои часто содержат кадмий, металл, пары которого смертельно ядовиты. Кадмий позволяет снизить температуру процесса вт-пайки и повысить прочностные и другие характеристики изделия, однако применять его следует только при наличии опыта и высокопроизводительной вытяжки. Паять кадмий-содержащими припоями у себя в гараже - значит, нарываться на неприятности, так что, если вы хотите паять серебряными припоями в домашних условиях, поищите припои без кадмия.
Серебряные припои также наиболее хорошо подходят для пайки нержавеющих сталей. Большинство бронзовых припоев не смачивают нержавейку, и даже если смачивают, то качество соединения получается низким. ВТ-пайка нержавейки - процесс более сложный и требовательный, чем пайка обычных сталей, в некоторых случаях необходим специальный припой, который предотвращает коррозию между основным металлом и припоем. Для предотвращения коррозии в припой вводится небольшое количество никеля. При пайке обычным припоем соединение может быстро прокорродировать, будучи подвержено воздействию воды.
Никелево-серебряная пайка. Последний класс вт-припоев, который следует упомянуть - никелево-серебряные припои. Несмотря на название, в этих припоях практически нет серебра, состоят они в основном из никеля и меди. У таких припоев температура плавления заметно выше, чем у настоящих серебряных, потому применять их на термоупроченных трубах не надо.
С другой стороны, никель-серебряный припой прочнее бронзового, часто заметно прочнее, и некоторые никель-серебряные припои хороши для пайки некоторых видов нержавеек. Припой №11 марки All States специально предназначается производителем для пайки велорам, и соединения с ним получаются очень прочные. Судя по его книге, Тим Патерек также предпочитает этот припой для шовной пайки. У этого припоя очень широкий дипазон рабочих температур - от 650 до 970 гр. Ц. и прочночть на разрыв до 60 кг/кв.мм.
Флюсы При высоких температурах в процессе вт-пайки большинство металлов быстро окисляется. Окисловая пленка мешает припою смачивать поверхность базовго металла и затекать в соединение. Чтобы предотвратить окисление используются специальные химикаты, которые называются флюсами. Их функция - растворить оксидную пленку и защитить поверхность металла от дальнейшего окисления. Чаще всего флюсы наносятся в виде пасты на поверхности соединяемых деталей внутри соединения и вокруг него, хотя иногда они нанесены на пруток припоя или добавляются прямо в пламя горелки.
Припой обычно не смачивает необработанную флюсом поверхность. Хотя внутри соединения это мешает, вне него может быть полезно - если вы выполняете соединение, размер которого меньше размера пламени горелки, припой будет пытатьтся растечься по все прогреваемой площади. При этом обработанная флюсом зона ограничит растекание припоя, что облегчит последующую очистку. Но не переусердствуйте - вам надо, чтобы внутри соединения присутствовал флюс, и вам не надо, чтобы металл вокруг соединения выгорел. Вы всегда сможете потом удалить излишки припоя напильником, а со временем научитесь контролировать растекание припоя при помощи температуры пламени.
Разные флюсы обеспечивают защиту при разных температурах, поэтому важно использовать флюс, который подходит к используемому вами припою. Обычно флюсы разрабатываются либо для серебряного, либо для бронзового припоя, и они не взаимозаменяемы. Существуют также специальные флюсы, обеспечивающие лучшую защиту при пайке нержавеек, или при длительном нагреве.
Информацию о том, для каких температур, базовых металлов и припоев разработан флюс надо искать у производителя флюсов.
Методы вт-пайки Обычно, заказные рамы паяются вручную. Детали рамы сводятся вместе на стенде, и мастер пропаивает узлы сочленения последовательно с помощью ручной кислород-ацетиленовой горелки. Такие же горелки используются для сварки, но при вт-пайке процесс несколько отличается, т.к. базовый металл не расплавляется.
В прошлом, многие рамы паялись методом прогрева над печью, а не горелкой. При объемном прогреве использование стенда было затруднительно, потому предварительная сборка узлов рамы осуществлялась прихватыванием сваркой или пайкой, а затем узлы последовательно прогревались в открытом пламени. Этот устаревший метод оставался в ходу у консервативных изготовителей рам вплоть до 1970-х годов, но был вытеснен более простым и точным методом ручной газовой пайки.
Как научиться паять Конечно, данное описание - всего лишь краткое введение в вт-пайку. Чтобы по настоящему научиться паять, лучше всего записаться на спец-курсы. Конечно и без курсов можно приобрести нужный опыт, но вт-пайка это одновременно и наука, и искусство, потому многих полезных тонкостей в книгах можно не найти.
Что читать по теме: Brazing Manual , from The American Welding Society (AWS), available from many libraries and better technical book stores. An expensive book, with more information than you really need, but a very thorough discussion of safety concerns and a good introduction to brazing methods. Also full specifications for most brazing alloys, silver as well as brass and nickel.
The Brazing Book, Handy & Harman. H&H is a major manufacturer of silver brazing alloys, and this book is a guide to the use of their products. It also lists a number of more specialized technical bulletins from H&H. Call 1-800-558-3856 for a copy of The Brazing Book or other data.
Lucas Milhaupt, Inc., A Handy & Harman Subsidiary5656 S Penna. AveCudahy, WI 53110Silvaloy Brazing & Soldering Products, Englehard Corp. Another major manufacturer of silver brazing alloys, Englehard also has an informative catalog, though it is not as good as The Brazing Book. Still, if your local supplier stocks Englehard fillers, having a copy of the catalog is a good idea so you know what you're buying.
Englehard Corp. Joining Products235 Kilvert St.Warwick, RI 02886401/739-95501-800-225-213.
Harris Welco Alloy Products Technical Guide, J.W. Harris Co. Another catalog of brazing products, again with some application information. Unlike H&H or Englehard, Harris makes no silver alloys with cadmium, so if you buy a Harris silver alloy, you don't need to know its composition to be certain it has no cadmium.
J.W. Harris Co. Inc.4501 Quality PlaceMason OH 45040-1971Tel. 513-754-2000800-733-4043Fax 513-754-8778
All-State Welding, Brazing, Soldering Instruction Manual and Catalog, All-State Welding Products. All-State makes only a few silver alloys, but its catalog has brief "Typical Applications" and "Procedures" summaries for each alloy they sell.
All-State Welding Products5112 Allendale Lane P.O. Box 600 Taneytown, MD 21787 410/756-4330 1-800-638-1647
trin-3-trin.livejournal.com
Технология пайки латуней
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu20 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu20.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм2, свинцом - 3,6 кгс/мм2, а соединений из латуни - 5,9 кгс/мм2 и 2,6 кгс/мм2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
www.prosvarky.ru
Пайка металлов серебряными припоями в пламени газовой горелки
Припои и флюсы
Стандартные серебряные припои
Серебряные припои — это обычно сплавы из серебра, меди и цинка. Они ковки и вязки и во многих случаях швы из них оказываются настолько же прочными, как и спаиваемые металлы.
В таблицах приведены состав и свойства серебряных припоев, применяемых в настоящее время в приборостроении:
Состав
Марки и их обозначения | Химический состав | ||||||
Ag | Cu | Примеси | Zn | ||||
нормальное содержание в % | допуск в % | нормальное содержание в % | допуск в % | Pb не более в % | всего не более в % | ||
ПСр-10 | 10 | ±0,3 | 53 | ±1 | 0,5 | 1 | Остальное |
ПСр-12 | 12 | ±0,3 | 36 | ±1 | 0,5 | 1 | |
ПСр-25 | 25 | ±0,3 | 40 | ±1 | 0,5 | 1 | |
ПСр-45 | 45 | ±0,5 | 30 | ±0,5 | 0,3 | 0,5 | |
ПСр-65 | 65 | ±0,5 | 20 | ±0,5 | 0,3 | 0,5 | |
ПСр-70 | 70 | ±0,5 | 26 | ±0,5 | 0,3 | 0,5 | |
Свойства
Марки и их обозначения | Температура плавления в °С | Температура пайки в °С | Удельный вес в литом состоянии | Электропроводность в % (медь—100%) |
ПСр-10 | 820 | 870 | 8,55 | 20,5 |
ПСр-12 | 875 | — | 8,5 | — |
ПСр-25 | 765 | — | 8,9 | — |
ПСр-45 | 675 | 745 | 9,15 | 24,4 |
ПСр-65 | 740 | — | 9,6 | — |
ПСр-70 | 780 | 775 | 9,8 | 77,1 |
1. Серебряные припои поставляются по весу в виде зерен размером от 1 до Змм для припоев марок ПСр-10; ПСр-12 и ПСр-25 и в виде полос и прутков с размерами, указанными в заказе, для остальных марок.
2. Химический состав припоев дан согласно ОСТ 2982.
Припой ПСр-10 содержит 10% серебра — практически наименьшее количество в припое для твердой пайки. Он может служить для соединения деталей из стали и цветных сплавов, нагревающихся при работе до температуры 800°С, как, например, для пайки примусных горелок. Его применение целесообразно, когда детали в последующем подвергаются термообработке при сравнительно высоких температурах, не превышающих, однако, температуры плавления припоя. Припой ПСр-12 применяют для пайки латуней с содержанием меди 58% и более.
Для тонких работ, когда требуется особая чистота места спая, применяют припой ПСр-25. Однако шов из ПСр-25 плохо выдерживает ударные нагрузки и при стыковых соединениях дает трещины. Поэтому стыки деталей толщиной до 3 мм надежнее соединять припоем ПСр-45, который содержит значительно больше серебра, чем предыдущие. Он может быть использован для пайки деталей из меди, бронз, стали и никеля. Этот припой желтоватого цвета, вязок, жидкотекуч, хорошо сопротивляется коррозии. Шов из него хорошо выдерживает удары и вибрации.
Припой ПСр-65 применяют для пайки ленточных пил, а ПСр-70 — для пайки проводов в тех случаях, когда важно, чтобы места спая не уменьшали резко электропроводность.
Заводы-изготовители обычно поставляют серебряный припой в виде листов, которые затем разрезают на полоски требуемой величины. Полученный путем сплавления кусок припоя прокатывают на вальцах до толщины листа 1,5—2 мм (или тоньше — в зависимости от метода пайки), а затем разрезают на полоски. Крайние (более широкие) полосы с неровными краями, получившимися при прокатке листа, используют при пайке крупных деталей (с длинным швом), где нужно много припоя.
Оставшиеся после пайки короткие прутки, которые уже нельзя держать руками, подпаивают к другим пруткам или на латунную проволоку с тем, чтобы использовать их до конца.
Для соединения мелких тонких деталей, требующих небольшого количества припоя, рекомендуется применять полоски шириной 0,5—3 мм.
Промежуточные припои для специальных работ
При пайке сложных узлов и деталей в точном приборостроении чаще всего пользуются серебряными припоями, указанными таблице выше.
Следует отметить, однако, что в последнее время эти серебряные припои не в полной мере удовлетворяют требованиям производства. В сложных по конструкции узлах требуется ступенчатая твердая пайка, которую при использовании газовой горелки нельзя производить одним припоем, так как запаянные ранее узлы вследствие близкого расположения швов друг от друга распаиваются при нагревании. Поэтому появилась потребность в промежуточном припое, который имел бы температуру плавления 500—600°С. Такой припой был разработан и получен в лабораторных условиях и при испытании дал хорошие результаты. Пайка узлов значительно облегчилась. Состав нового припоя следующий:
серебра — 30%
цинка — 16,7%
меди — 20%
кадмия — 33,3%
Температура плавления 500—560°С. Применяется этот припой только для пайки изделий, не подвергающихся вибрациям, так как он хрупок.
При тщательной рихтовке длинных труб после пайки их припоем ПСр-45 в местах пайки по шву получались трещины. Чтобы не допустить возникновения трещин, был разработан другой специальный припой следующего состава:
серебра — 52%
меди — 28%
цинка — 20%
Этот припой очень жидкотекуч; швы, спаянные им, выдерживают неоднократные вибрационные нагрузки. Он хорошо зарекомендовал себя при сложных пайках с последующими рихтовальными работами вблизи швов.
Приготовление флюсов
Большое значение для пайки металлов имеют флюсы. Флюс очищает соединяемые поверхности от грязи, растворяет или восстанавливает окисные пленки на них, защищает металл от окисления во время пайки. Другое важное назначение флюсов — понизить поверхностное натяжение в жидком металле (расплавленном припое). Увеличение под влиянием флюсов жидкотекучести припоя и смачиваемости металла припоем значительно улучшает качество пайки. Флюсы нужно подбирать таким образом, чтобы они не оказывали вредного химического воздействия на поверхность металла и не растворялись в нем.
В приводимой ниже таблице указаны важные для пайки физические свойства некоторых флюсов.
Физические свойства некоторых флюсов:
Свойства | B2O3 | Na2B3O710h3O | LiF | KF | NaF | CaF2 | LiCl | KCl | CaCl2 | NaCl |
Температураплавления в °С | 577 | 741 | 842 | 846 | 988 | 1375 | 606 | 768 | 775 | 800 |
Температура кипения | — | — | 1676 | 1505 | 1695 | — | 1382 | 1417 | — | 1439 |
Теплота образования в больших калориях | 282 | — | 144,7 | 134 | 136 | 289 | 92 | 105,6 | 191 | 97,7 |
Удельный вес | 1,8 | — | 2,6 | 2,4 | 2,7 | 3,16 | 2,1 | 2,8 | 2,15 | 2,2 |
Таблица заимствована из книги Г.И. Погодина-Алексеева «Теория сварочных процессов», Машгиз, 1945.
При пайке с помощью газовой горелки в качестве флюса обычно применялась прокаленная бура, которая вводилась в место спая в виде порошка. Однако этому флюсу присущ серьезный недостаток: имея высокую температуру плавления, он долго сохраняет порошкообразное состояние и поэтому легко сдувается с соединяемых поверхностей пламенем газовой горелки, в результате чего появляется необходимость дополнительной обработки поверхности деталей и мест спая.
Чтобы флюс оставался на спаиваемой поверхности, буру кипятят в воде, затем кистью наносят полученный раствор на места соединения и дают ему высохнуть. На поверхности остается плотно прилегающий к металлу белый слой буры, который не дает окисляться ранее зачищенным местам пайки.
Однако при пайке мелких деталей, требующих высокой точности, паяльщики неохотно пользуются этим флюсом, так как высокая температура плавления буры усложняет работу. Так, например, при пайке припоем ПСр-45, имеющим более низкую температуру плавления, чем бура, может произойти зашлакование флюса.
В результате многочисленных опытов в настоящее время разработан и применяется флюс в виде жидкой пасты, замешенной на воде или спирте (лучше на спирте), который имеет следующий состав:
буры — 50%
борной кислоты — 35%
> фтористого калия — 15%
Технология приготовления флюса такова:
1) обезводить фтористый калий на противне из нержавеющей стали при температуре 250° С в течение 4—5 час;
2) отвесить компоненты флюса согласно рецептуре, тщательно перемешать их и расплавить;
3) размешать расплавленный флюс фарфоровым или стальным стержнем и вылить на стальную плиту;
4) разбить флюс на куски и размолоть в фарфоровой шаровой мельнице до состояния пудры;
5) просеять через сито № 0,25—0,14 и собрать в стеклянную банку с притертой или резиновой пробкой, так как флюс гигроскопичен.
Использование этого флюса дает неплохие результаты.
При нагреве примерно до 600°С флюс расплавляется, образуя очищенное место для припоя. Припой не растекается по всей поверхности, а остается только там, где был раньше нанесен слой флюса. Чем ровней и аккуратней будет нанесен флюс на спаиваемую поверхность, тем больше можно сэкономить припоя.
Для пайки деталей, у которых при зачистке торцевых соединений в местах заполнения зазоров по шву не должно быть в припое никаких раковин, применяется специальный флюс, состоящий из равных частей тетрафторбората калия, фтористого калия и борной кислоты.
Необходимый для приготовления этого флюса тетрафторборат калия приготовляют двумя способами.
Способ I. В платиновую чашку помещают фтористый калий и растворяют в 20%-ной плавиковой кислоте. При этом протекает реакция:
KF+HF=KHF2
Расчет необходимого количества данных компонентов производится по молекулярному весу в соответствии с реакцией. По растворении фтористого калия полученный раствор выпаривают на песчаной бане до образования кристаллов калия фтористого кислого (KHF2), которые вместе с раствором охлаждают. Затем кристаллы отделяют от раствора при помощи воронки Бюхнера, промывают их 2—3 раза спиртом и сушат.
После этого приготовляют концентрированный раствор борной кислоты, который помещают в платиновую чашку, и при помешивании прибавляют к нему ранее полученную сухую соль калия фтористого кислого.
При этом протекает следующая реакция:
2KHF2+h4BО3=KBF4+КОН+2Н2O
Расчет необходимого количества данных компонентов производится по молекулярному весу в соответствии с реакцией. Полученный раствор выпаривают на песчаной бане до образования осадка тетрафторбората калия (KBF4), который вместе с раствором охлаждают, а затем отделяют от раствора при помощи воронки Бюхнера, промывают несколько раз дистиллированной водой и сушат в сушильном шкафу при температуре 100°С в течение 45—60 мин.
Способ II. В платиновой чашке или в стеклянном стакане, покрытом внутри парафином, растворяют борную кислоту в 20%-ном растворе плавиковой кислоты до получения насыщенного раствора.
При этом протекает реакция:
h4BO3+ 4HF=HBF4+3h3O
Процесс насыщения ведут при комнатной температуре, для чего чашку или стакан охлаждают холодной водой. К полученному раствору борфтористой кислоты добавляют насыщенный при нагревании раствор KCl или KNO3 или K2CO3 до прекращения выделения осадка тетрафторбората калия.
При этом протекает следующая реакция:
HBF 4+КСl=KBF 4+НСl
Осадок тетрафторбората калия отсасывают при помощи воронки Бюхнера, промывают водой до тех пор, пока промывная жидкость не будет давать реакцию (при помощи азотнокислого серебра) на ион хлора, и сушат в сушильном шкафу при 100°С в течение 45— 60 мин.
Описанный флюс с тетрафторборатом калия имеет существенный недостаток — он не ложится на горячие детали. Поэтому подготовку к пайке приходится вести с заранее зафлюсованными и еще холодными деталями.
Другой недостаток этого флюса состоит в том, что он широко расплывается от шва по наружной поверхности, а это ведет к излишнему расходу припоя.
Для пайки ответственных узлов, требующих чистоты и полного пропая шва, применяется также флюс, состоящий из:
тетрафторбората калия — 70%
буры — 30%
Этот флюс дает неплохие результаты и относительно прост в изготовлении.
handicraftcman.blogspot.com
Применение - серебряный припой - Большая Энциклопедия Нефти и Газа, статья, страница 1
Применение - серебряный припой
Cтраница 1
Применение серебряных припоев ограничено вследствие их дороговизны и дефицитности. [1]
Применение серебряных припоев особенно рационально в конструкциях, работающих в условиях вакуума и требующих непроницаемых швов. [2]
Применение серебряных припоев весьма разнообразно. Припои ПСр-10 и ПСр-12 используются для пайки латуней, содержащих 58 % меди и более. Припой ПСр-25 используется при пайке тонких изделий, когда требуется особо чистая поверхность. Припой ПСр-45 применяется при пайке меди и бронзы. Припой ПСр-70 рекомендуется для пайки деталей, от которых требуется сохранение высокой электропроводности. [3]
Область применения серебряных припоев весьма обширна. Припои ПСр-10 и ПСр-12 применяются для пайки примусных горелок и прочих латунных деталей, содержащих 58 % Си и выше. ПСр-25 идет для пайки тонких деталей, где требуется чистая работа. Припой ПСр-45 применяется для пайки медных и бронзовых частей, припой ПСр-65 - для пайки ленточных пил. [4]
При применении легкоплавких серебряных припоев в результате снижения температуры пайки при охлаждении относительный сдвиг между корпусом инструмента и пластинкой твердого сплава уменьшается В результате остаточные напряжения уменьшаются. Однако недостатком этого способа снижения остаточных напряжений являются низкая теплостойкость инструмента и высокая стоимость. [5]
Вакуум-плотные соединения могут быть получены при применении серебряных припоев, легированных галлием и оловом. [6]
Пайку латунных труб выполняют ацетилено-кислородным пламенем с применением серебряных припоев и флюса, который наносится на поверхность труб в местах, подлежащих пайке и предварительно протравленных в водном растворе азотной кислоты. Пайку латунных труб рекомендуется производить в приспособлениях, фиксирующих трубу и положение соединительных деталей. После пайки трубопровод промывают горячей водой. [7]
Собранные пакеты подвергаются пайке в водородных печах с применением серебряного припоя или свариваются в вакууме диффузионным способом. Получающиеся сплавы прочно цементируют диски с образованием монолитного анодного блока. Пакетирование дает хорошие результаты в производстве магнетронов 10-сантиметрового диапазона, но требует усовершенствования при переходе к анодным блокам более коротких волн ввиду того, что для последних необходима более высокая чистота поверхности, которую не всегда - возможно обеспечить указанным способом. [9]
Спеченный и связанный с поверхностью молибденовый слой аналогично обычному молибдену или вольфраму плохо смачивается припоем, и следовательно, перед пайкой необходима соответствующая его обработка. В случае применения серебряного припоя металлизованная поверхность последовательно гальванически никелируется и меднится. Каждое покрытие производится в течение 5 мин при напряжении, равном 2 в. Затем эти покрытия спекаются в водороде в течение 10 мин при 1000 С. В случае же применения медного припоя детали подвергаются такой же обработке, за исключением никелировки. Пайка производится в защитной атмосфере аналогично обычной твердой пайке металлов. [10]
Серебряные припои более жидкотекучи и лучше проникают в зазоры, чем припои из латуни, алюминия и жаропрочные припои. Поэтому при применении серебряных припоев зазоры в соединениях назначают относительно меньшими, чем при пайке другими припоями. [11]
Серебряные припои более жидкотекучи и лучше проникают в зазоры, чем припои из латуни, алюминия и жаропрочные припои. Поэтому при применении серебряных припоев зазоры в соединениях назначают относительно меньшими, чем при пайке другими припоями. Для пайки газовыми горелками зазоры в теле-скопичесих соединениях трубопроводов принимают равными: при пайке серебряными припоями 0 05 - 0 15 мм, латунью 0 1 - 0 25 мм и жаропрочными припоями 0 1 - 0 2 мм. В трубопроводах из алюминиевых сплавов односторонний зазор в телескопических соединениях принимают равным 0 2 - 0 3 мм. При этом форма соединения должна обеспечивать возможность получения валика из припоя. В соединениях трубопроводов из латуни и мельхиора применяют соединительные детали из углеродистой стали. Поэтому при определении сборочных зазоров в таких случаях учитывают различие в коэффициентах линейного расширения. [12]
Ацетилен может образовывать неустойчивые взрывоопасные химические соединения с медью и серебром. В связи с этим в аппаратуре для получения ацетилена запрещается применение серебряных припоев и сплавов, содержащих более 70 % меди. [14]
Ацетилен, вступая во взаимодействие с медью, серебром, ртутью, образует ацети-лениды, обладающие взрывоопасными свойствами. Поэтому арматура и контрольно-измерительные приборы ацетиленовых компрессоров не должны содержать деталей, изготовленных из меди, серебра или с применением серебряных припоев. [15]
Страницы: 1 2
www.ngpedia.ru