Содержание
Латунь для пайки: технология, особенности, область применения
Главная » Обработка металла » Пайка » Особенности применения латуни для пайки
На чтение 3 мин
Содержание
- Условия и область применения пайки
- Особенности технологии
- Порядок проведения работ
- Подготовка
- Пайка латуни газовой горелкой
Латунь используется для починки различных электрических приборов, механизмов. Для этого металл расплавляют, делают на его основе прочные соединения. Однако далеко не каждый новичок знает, как правильно использовать латунь для пайки.
Катушка латуни для пайки
Условия и область применения пайки
Пайка латунью — популярный технологический процесс, который часто используется в радиоэлектронике, сборке различных плат, механизмов. Некоторые сравнивают его со сваркой, однако это абсолютно разные процедуры. Когда мастер паяет отдельные детали используя цветные сплавы, соединяемые металлические элементы не разогреваются до температуры плавления.
Латунные припои похожи на прутки проволоки, которые изготавливаются из тугоплавких металлов. Мастер, используя нагревательный инструмент (паяльник или газовую горелку), нагревает место соединения, подаёт в разогретую область припой. Сплав расплавляется, создавая прочный шов.
Область применения:
- Производство электроники.
- Использование в ремонтных мастерских.
- Изготовление режущих инструментов.
- Производство ювелирных украшений.
- Реставрация старинных изделий.
- Сборка теплообменников, холодильного оборудования.
Этот распространённый технологический процесс имеет множество особенностей. Например, пайка чугуна латунью покажется крайне сложной для начинающих мастеров. Чтобы создавать прочные соединения, необходимо ознакомиться с процессом пайки более подробно.
Особенности технологии
При работе с припоем для пайки из латуни мастер может столкнуться с рядом сложностей. Связано это с тем, что сплав содержит цинк. Этот металл во время нагревания образует оксидную плёнку, которую сложно убрать с поверхности шва. Дополнительно к этому внутри соединения образуются поры, которые негативно влияют на прочность готовой детали.
Этот металл во время нагревания образует оксидную плёнку, которую сложно убрать с поверхности шва. Дополнительно к этому внутри соединения образуются поры, которые негативно влияют на прочность готовой детали.
Используя латунную проволоку для пайки, необходимо добавлять в место нагрева специальный флюс. Популярным отечественным веществом для защиты швов от образования оксидных плёнок является «бура». Для разных видов латуни требуется выбирать разные виды флюсов.
В домашних условиях можно изготовить качественный защитный состав самостоятельно. Для этого необходимо смешать 20 грамм борной кислоты с таким же количеством буры. Залить смесь 200 мл воды, прокипятить, использовать для проведения работ.
Порядок проведения работ
Чтобы правильно паять разные металлы и сплавы, необходимо ознакомиться с технологическим процессом поэтапно. Сплав цинка и меди требует от мастера проведения подготовки, выполнения ряда действий. Научившись работать специальным инструментом, можно соединять детали из цветных металлов, стали.
Пайка бижутерии латунью
Подготовка
Пайка латуни в домашних условиях для соединения отдельных деталей требует проведения подготовки. Она состоит из нескольких этапов:
- Изначально место соединения нужно очистить от грязи, ржавчины, налёта. Для этого используется металлическая щётка, наждачная бумага, напильник.
- После очистки рабочих поверхностей, их нужно обезжирить. Подойдёт спирт, бензин. Растворитель может оставить следы на поверхности деталей.
Когда подготовка будет окончена, можно начинать использовать латунный припой.
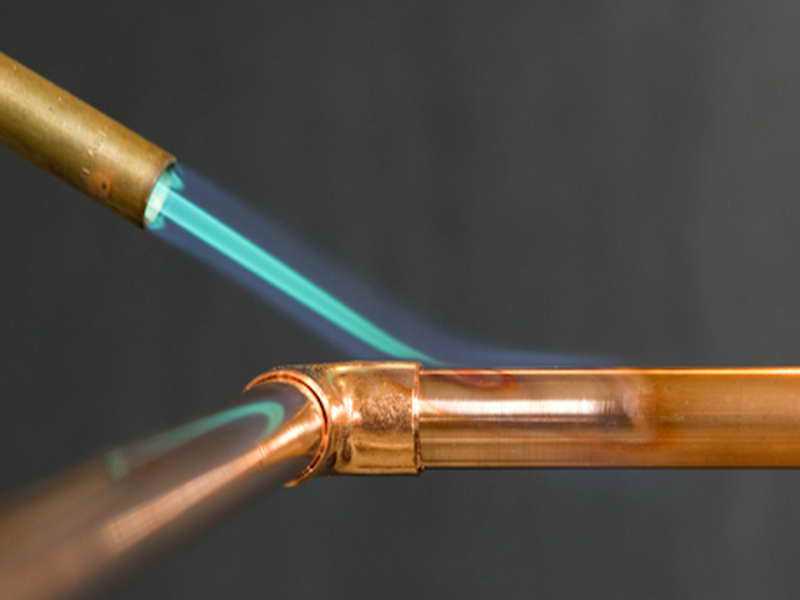
Пайка латуни газовой горелкой
Пайка латунью газовой горелкой:
- После подготовки деталей, необходимо расположить их на негорючем материале рядом друг с другом.
- Кусачками измельчить припой, насыпать их на будущее место соединения.
- Нагреть горелку, направить пламя на соединяемые детали на месте стыка.
- Когда припой начнёт плавиться, убрать горелку, дождаться пока сплав образует шов.


Важно понимать, что перегревать место соединение нельзя. Это может привести к деформации металлических деталей.
( Пока оценок нет )
Поделиться
газовой горелкой, припой, в домашних условиях пошаговая инструкция – Техника пайки на Svarka.guru
Пайка латуни – востребованная технология, отличающаяся универсальностью подхода. В качестве рабочего инструмента можно использовать как паяльник, так и газовую горелку. Процесс не отличается особой сложностью и строгими требованиями. Изучив особенности технологии соединение латунных изделий можно выполнить даже в домашних условиях.
Содержание
- 1 Суть технологии и ее особенности
- 2 Виды латуни
- 3 Флюсы
- 4 Припой
- 5 Приготовление своими руками
- 6 Паяльником
- 7 Использование горелки
- 8 Этапы проведения работ
- 9 Заключение
Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность. При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.
Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.
Виды латуни
Существует два типа латуни, отличающиеся химическим составом:
- Двойная. Как следует из названия, сплав состоит из двух элементов – цинка и меди в различных пропорциях. Причем цинк играет роль легирующего элемента. Согласно техническим требованиям, такие составы имеют специальную маркировку, указывающую на тип сплава и процентное соотношение элементов. Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.
- Многокомпонентная. Специальные составы, содержащие множество примесей, состав которых зависит от области применения. К таким сплавам очень трудно подобрать оптимальный латунный припой, особенно не зная точного соотношения химических элементов в составе.
 Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.
Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.[stextbox id=’info’]В состав многокомпонентных сплавов могут входить следующие металлы: алюминий, никель, олово, марганец и другие. Такие составы часто называют по наименованию элемента с самым высоким содержанием, например, «алюминиевая латунь».[/stextbox]
Флюсы
Грамотный выбор флюса – залог качественного соединения. Он очищает поверхность от следов масла, грязи и оксидов и подготавливает ее к пайке. Ввиду особенностей рассматриваемого материала, использовать нейтральные составы на основе спирта и канифоли нецелесообразно. Специалисты рекомендуют применять активный флюс для эффективного удаления оксидной пленки.
Важным фактором является химический состав сплава. Для классического двухкомпонентного материала Л 63 достаточно использовать раствор хлорида цинка в борной кислоте. Для многокомпонентных сплавов лучше приобрести универсальный флюс для работы с латунью – ПВ 209 и ПВ 209Х. При выборе готового состава следует внимательно изучить инструкцию, с рекомендациями по эксплуатации.
Припой
Начинающие мастера не знают, какой припой для латуни выбрать, для достижения наилучших результатов.
Рассмотрим основные марки:
- Для пайки латуни и меди специалисты рекомендуют использовать припои медно-цинковой группы. При выборе следует обращать внимание на температуру плавления. Например, для ПМЦ-48 она составляет 880 Сº.
- Медно-фосфорные припои группы МФ отличаются доступной ценой. Эксплуатационные характеристики несколько ниже, чем у составов с добавлением серебра.
- Группа серебряных припоев ПСр относится к твердым сортам. Полученное соединение отличается высокой устойчивостью к механическим и вибрационным нагрузкам.

При пайке стали латунью используют сплав марки Л-63, который зарекомендовал себя лучше всего. Форма выпуска – проволока латунная для пайки. Его применяют исключительно для работы с твердоплавкими материалами.
Заслуживают внимания латунные припои с флюсом. Их стоимость выше, чем у классических составов, однако цена компенсируется удобством в применении и снижении количества брака в работе.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
[stextbox id=’info’]Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов. [/stextbox]
[/stextbox]
Паяльником
Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
Использование горелки
Для пайки латуни можно использовать газовую горелку. Особые требования предъявляют к размещению заготовки – ее необходимо поместить на поверхность из жаропрочного материала.
Подготовительный этап не отличается от аналогичной процедуры перед пайкой электрическим паяльником.
Процесс начинают с постепенного нагрева поверхности, с целью увеличения смачивающих свойств припоя. После этого заготовку прогревают до рабочих параметров, достижение которых характеризуется появлением характерного красного оттенка на поверхности.
Использование горючего газа не имеет особых преимуществ перед электрическими источниками питания.
Этапы проведения работ
Пошаговая инструкция процесса пайки латуни в домашних условиях имеет следующий вид:
- Очистка и обезжиривание места соединения.
- Обработка поверхности флюсом.
- После завершения подготовительных процедур в зону нагрева вносим припой, измельченный до состояния стружки.
- Начинаем постепенный прогрев поверхности. Важно, чтобы пламя постоянно перемещалось, во избежание перегревов.
- После формирования шва прекращаем обработку заготовку и ждем остывания в естественных условиях.
- Смываем остатки флюса.
Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу.
Заключение
Для получения качественного соединения необходимо определить состав латуни. На основании полученных данных подбирает флюс и припой для проведения пайки. Работы можно выполнять как электрическим паяльником, так и газовой горелкой.
[stextbox id=’info’]Слесарь-ремонтник 6-го разряда Мовчан Ярослав Евгеньевич. Опыт – 13 лет: «По работе часто сталкиваюсь с необходимостью проведения паяльных работ с латунью простых марок. Перепробовал множество составов. Как показала практика, лучше всего использовать офлюсованный серебряный припой с содержанием металла 20 %. Стоимость, конечно, высоковата, но при ответственных работах можно быть уверенным в надежности соединения».[/stextbox]
Краткое руководство по пайке латуни
Наконец-то мне удалось обновить свое руководство по пайке в разделе Методы , и теперь я добавил фотографии. Некоторые из них взяты из моей книги Изготовление моделей: материалы и методы 2008 года и взяты Астрид Бэрндал. Это руководство сосредоточено на пайке небольших конструкций, а не на более распространенной электрической пайке, с которой связана почти вся информация, которую вы найдете по этому вопросу. Как вы увидите, «конструктивная» пайка предполагает некоторые различия в методах; материалы разные и довольно часто требуются более прочные инструменты. На данный момент я ограничил это руководство простой пайкой «на плоскости», а более продвинутые методы сборки 3D-конструкций последуют позже.
Некоторые из них взяты из моей книги Изготовление моделей: материалы и методы 2008 года и взяты Астрид Бэрндал. Это руководство сосредоточено на пайке небольших конструкций, а не на более распространенной электрической пайке, с которой связана почти вся информация, которую вы найдете по этому вопросу. Как вы увидите, «конструктивная» пайка предполагает некоторые различия в методах; материалы разные и довольно часто требуются более прочные инструменты. На данный момент я ограничил это руководство простой пайкой «на плоскости», а более продвинутые методы сборки 3D-конструкций последуют позже.
Чем полезна пайка?
Для моделей, слишком тонких для изготовления в нужном масштабе из других материалов, таких как картон, дерево или пластик, например, из металлических каркасов кроватей или перил. Иногда для гибкой металлической арматуры..e.g. для фигур или деревьев .. допуская осторожное изменение положения. Пайка не дает такого прочного соединения, как сварка, и соединения не подвергаются большим нагрузкам, но нет причин, по которым правильно спаянные предметы не должны служить долго, если за ними ухаживать.
Большая часть моей преподавательской работы сосредоточена на изготовлении моделей в масштабе 1:25.. Таким образом, круглый латунный стержень толщиной 0,8 мм является удобной толщиной для изображения тонких перил или специальных предметов, таких как латунная рама кровати, показанная ниже. Этот каркас кровати в основном 0,8 мм, но с 1 мм по углам. Большинство паяльников мощностью 40 Вт, которые я пробовал, имели достаточную тепловую мощность для работы с более толстыми стержнями … до 2 мм, размером со стандартными лесами в масштабе 1:25.
Какие металлы можно паять?
Одна из причин, по которой я сейчас обновляю информацию о пайке, заключается в том, что я обнаружил некоторые новые вещи, которые ставят под сомнение то, что мне всегда говорили … что латунь — единственный простой вариант или, по крайней мере, самый надежный. Я все же согласен, что латунь может быть самой последовательной и наименее сложной..за ней следует медь, если она тонкая. Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, стержня или тонкого листа. Но я обнаружил, что с «золотыми» скрепками так же просто, и я всегда предполагал, что это связано с латунным покрытием … теперь я не уверен, что причина в этом. Например, недавно я попробовал серебряные скрепки с теми же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен. Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо паяется … хотя я знаю, что пробовал ее несколько лет назад, но без особого успеха! Эта общая сетка равна оцинкованная сталь т.е. сталь, покрытая цинком. Судя по всему скрепки тоже из оцинкованной стали как правило, так что тут может быть связь.
Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, стержня или тонкого листа. Но я обнаружил, что с «золотыми» скрепками так же просто, и я всегда предполагал, что это связано с латунным покрытием … теперь я не уверен, что причина в этом. Например, недавно я попробовал серебряные скрепки с теми же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен. Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо паяется … хотя я знаю, что пробовал ее несколько лет назад, но без особого успеха! Эта общая сетка равна оцинкованная сталь т.е. сталь, покрытая цинком. Судя по всему скрепки тоже из оцинкованной стали как правило, так что тут может быть связь.
Простой ответ на данный момент заключается в том, что латунь гарантированно хорошо работает, она доступна и достаточно дешева. Другие металлы, такие как алюминий или обычная сталь, можно паять, но для этого требуется специальный припой и флюс, а также может потребоваться более мощное оборудование.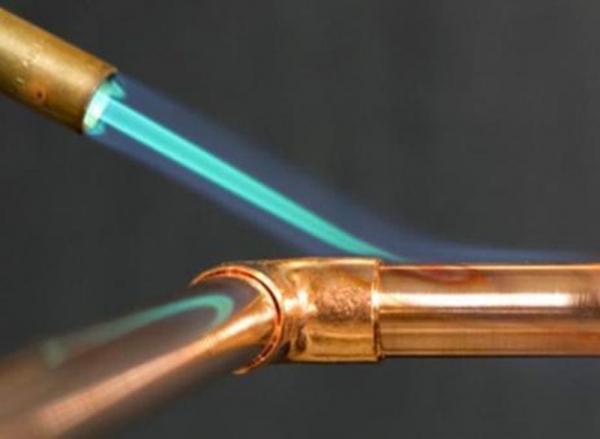 Но если вы действительно хотите узнать, что еще возможно, просто попробуйте… и дайте мне знать, что вы узнали!
Но если вы действительно хотите узнать, что еще возможно, просто попробуйте… и дайте мне знать, что вы узнали!
Как работает пайка
Соединяемые металлические детали нагреваются кончиком утюга, чтобы они были достаточно горячими, чтобы расплавить нанесенный на них мягкий металлический припой. Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на наконечнике утюга и переходил на соединение, потому что это приведет к очень слабому соединению. Можно представить это как форму склеивания «горячим расплавом», но с использованием легкоплавкого металла вместо клеевых стержней и где сам материал должен плавить клей.
На фото выше я расположил жало паяльника так, чтобы оно касалось обеих частей латунного стержня и как можно ближе к стыку. Как только эта область достаточно нагреется, конец проволоки припоя нужно просто коснуться стыка, и небольшая ее часть должна мгновенно расплавиться. Утюг следует держать на месте ровно столько времени, чтобы позволить теперь жидкому припою правильно проникнуть в соединение. .. то есть не только покрыть верхнюю часть, но и стекать на другую сторону.
.. то есть не только покрыть верхнюю часть, но и стекать на другую сторону.
Если вы знакомы с «конструкционной» пайкой, вы можете спросить, почему в приведенной выше настройке не хватает чего-то важного.. нет никаких признаков флюса , нанесенного на соединение. Это была чисто демонстрационная установка, и утюг даже не был включен. Я хотел, чтобы соединения и положение жала паяльника были видны как можно четче. Чуть позже я объясню важность потока.
Что для этого нужно?
См. в конце раздела рекомендации по конкретным производителям, поставщикам и ориентировочные цены для следующего списка:
Паяльник мощностью не менее 30Вт.. Лучше 40Вт! .. предпочтительно с плоским долотовидным наконечником, известным как долото . Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Тем не менее, большинство доступных паяльников поставляются с круглыми «карандашными» насадками. Как показывают некоторые из старых фотографий здесь, стандартная «карандашная» насадка будет работать, если утюг имеет достаточную мощность для выделения достаточного количества тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком слабы для работы с металлом любой толщины, превышающей небольшую долю миллиметра, потому что большинство из них предназначены для пайки соединений с тонкой схемой. Они не должны быть сильными. Обычно они составляют около 18-25 Вт. Более высокая мощность, такая как 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур, просто у него будет больше силы, чтобы поддерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
Как показывают некоторые из старых фотографий здесь, стандартная «карандашная» насадка будет работать, если утюг имеет достаточную мощность для выделения достаточного количества тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком слабы для работы с металлом любой толщины, превышающей небольшую долю миллиметра, потому что большинство из них предназначены для пайки соединений с тонкой схемой. Они не должны быть сильными. Обычно они составляют около 18-25 Вт. Более высокая мощность, такая как 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур, просто у него будет больше силы, чтобы поддерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
Все это делает поиск подходящего паяльника и вариантов цены немного более сложным… но, к сожалению, есть и другие вещи, на которые нужно обратить внимание. Посмотрите на три утюга в сравнении ниже:
Посмотрите на три утюга в сравнении ниже:
Вверху моя старая модель Draper K40P .. 40 Вт / 240 В .., которая поставлялась с долотом и работала очень надежно в течение многих лет. Обратите внимание на головку винта на конце стержня, что означает, что насадку для пайки можно легко удлинить или снять, просто ослабив ее. Бит, поставляемый с Draper, примерно в два раза длиннее того, что вы видите торчащим, а это означает, что есть что удлинить по мере износа. Внизу утюг от «Паяльной станции Parkside», дешевое предложение от Lidl пару лет назад и своеобразные 48 Вт! Этот утюг работает достаточно хорошо с точки зрения тепловыделения, а встроенная подставка делает его удобным в использовании… но… жало для пайки ввинчиваемого типа и очень короткое… настолько короткое, что его невозможно прижать плоско против металла, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … делает его бесполезным, если вам нужен какой-либо контроль! Третий показанный утюг — это утюг мощностью 40 Вт/220 В от компании Silverline, которая производит довольно недорогие, но часто надежные инструменты. Он поставляется с «карандашной» насадкой, которую лучше не иметь … но теплоотдача хорошая, стержень тонкий, а прилагаемую насадку можно удлинить (стопорный винт не виден на этой фотографии) для более контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Он поставляется с «карандашной» насадкой, которую лучше не иметь … но теплоотдача хорошая, стержень тонкий, а прилагаемую насадку можно удлинить (стопорный винт не виден на этой фотографии) для более контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Приведенный ниже тип также может быть хорошим вариантом… хотя угловые биты не очень распространены. Я нашел этот «безымянный» утюг в магазине, и он отлично работал в течение нескольких лет. Возможно, это само собой разумеется … нужно быть особенно осторожным при использовании дешевых электротоваров без торговой марки! Действительно, если вы не знаете, как проверить электробезопасность, или знаете кого-то, кто может, безопаснее оставить в покое!
Подводя итог .. возьмите утюг известной марки мощностью 40 Вт с относительно тонким стержнем, насадкой-зубилом и/или возможностью легкой замены с помощью простого винтового стопорного механизма, и вы не сможете неправильный! Если возможно, убедитесь, что предоставленный бит имеет достаточную длину, чтобы при необходимости его можно было расширить.
Подставка (иногда поставляется вместе с утюгом) необходима как для удержания горячей точки от рабочей поверхности, когда она не используется, так и для фиксации инструмента в одном положении на столе. К сожалению, хлипкие «подставки» из листового металла, которые чаще всего поставляются, никогда не справятся с последними! Кажется, существовало довольно универсальное соглашение о том, что все паяльники должны иметь чуть более 1,3 метра довольно жесткого шнура. Этого недостаточно, чтобы позволить паяльнику оставаться на рабочем столе, не дергая за шнур, если только у вас нет удобной розетки «кухонный стиль» на высоте рабочей поверхности. Короче говоря, железо будет много двигаться, независимо от вашего осознания или контроля, что вызывает беспокойство, учитывая, что оно может причинить много боли! Существует дешевое решение, показанное ниже, которое состоит в том, чтобы приклеить любую «стойку» к столу. Здесь я импровизировал вполне адекватную подставку из сварной сетки.
Или более элегантное решение – купить отдельную подставку. Этот ниже от Antex и стоит около 6 фунтов стерлингов. Подробнее о ценах позже. Эти подставки утяжелены, и обычно к ним прикреплена губка, которую необходимо смачивать, если она используется для протирания утюга во время работы.
Этот ниже от Antex и стоит около 6 фунтов стерлингов. Подробнее о ценах позже. Эти подставки утяжелены, и обычно к ним прикреплена губка, которую необходимо смачивать, если она используется для протирания утюга во время работы.
Припой Проволока из мягкого металлического сплава, которая плавится при контакте с теплом, образуя «клей», обеспечивающий соединение. До недавнего времени стандартный тип был 60% олова-40% свинца, но теперь есть много доступных бессвинцовых сплавов. Также распространены «многожильные» припои со встроенным флюсом. Но я должен честно сказать, что на протяжении многих лет я получал неизменно лучшие результаты, используя старомодный оловянно-свинцовый припой и отдельный флюс.
Флюс Жидкость или паста, наносимая на соединение непосредственно перед пайкой и способствующая правильному сплавлению припоя с металлом путем предотвращения окисления поверхности металла. Флюс испаряется, как только металл нагревается.
Стальная мочалка или тонкая наждачная бумага/ткань для очистки металла перед пайкой. Легче протирать стержни тонкой стальной ватой, но также подойдет наждачная бумага или «мокрая/сухая» бумага.
Легче протирать стержни тонкой стальной ватой, но также подойдет наждачная бумага или «мокрая/сухая» бумага.
Влажная губка, стальная мочалка или металлические напильники для очистки паяльника во время работы. Это нужно сделать, когда утюг нагреется, но недостаточно просто сделать это один раз в начале сеанса. Горячий кусок железа снова почернеет в течение минуты, чтобы предотвратить накопление этого окисление очистку необходимо повторять, по крайней мере, каждый раз, когда утюг снова берется в руки. Это не имеет ничего общего с чистотой! … толстый слой окисления предотвратит передачу большей части тепла от биты к латуни.
Пенопласт Kapa-line или толстый картон, на который можно установить чертеж шаблона
Предостережение : Предлагается пенопласт Kapa-line (полиуретан), поскольку он является идеальным изолятором (не отводит тепло от металла) и полиуретаном. пена до некоторой степени сопротивляется нагреву. Стандартный (полистирол) пенопласт не подходит. . слишком легко плавится! Если пайка выполнена правильно, бумажное покрытие на пенокартоне Kapa-line обожжется, но опасность возгорания или возгорания пенопласта незначительна. Тем не менее, всегда необходимо соблюдать надлежащий уход! За почти 10 лет проведения мастер-классов мы испытали не что иное, как рутинное пригорание бумаги.. но это отчасти потому, что мы, и люди, принимающие участие, всегда были бдительны! Паяльники нельзя оставлять включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
. слишком легко плавится! Если пайка выполнена правильно, бумажное покрытие на пенокартоне Kapa-line обожжется, но опасность возгорания или возгорания пенопласта незначительна. Тем не менее, всегда необходимо соблюдать надлежащий уход! За почти 10 лет проведения мастер-классов мы испытали не что иное, как рутинное пригорание бумаги.. но это отчасти потому, что мы, и люди, принимающие участие, всегда были бдительны! Паяльники нельзя оставлять включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
Распылитель для установки нарисованного шаблона на пенопласт. Обычно я использую постоянную версию PhotoMount от 3M.
Малярная лента для крепления вырезанного металла к шаблону. Лента обычно достаточно устойчива к нагреву, чтобы скрепить детали во время пайки, но клей размягчается, и в случаях, когда требуется дополнительное время или участки переделываются, эти крепления могут стать очень слабыми и, возможно, потребуется заменить. Понятно, что «клейкая лента» не вариант, потому что она расплавится!
Понятно, что «клейкая лента» не вариант, потому что она расплавится!
Скальпель (подходит для прорезания канавки в тонкой латуни) или ножовка для более толстых стержней. Для этого у меня есть несколько старых лезвий скальпеля, и я обнаружил, что надрезать/сломать латунный стержень диаметром до 2 мм довольно легко.
Также плоскогубцы, кусачки для проволоки и металлические напильники .. по мере необходимости.
Рабочее место с хорошей вентиляцией! Это важно, если вы используете традиционный оловянно-свинцовый припой. Кроме того, флюс сгорает в процессе, а пары могут быть вредными, если они накапливаются или остаются поблизости.
Моющее средство для тщательной очистки после работы. Компонент флюса вызывает коррозию и будет продолжать разъедать металл, если его оставить.
Шаг за шагом
Нарисуйте форму для пайки на бумаге (рекомендую сначала нарисовать 1:10, а затем уменьшить 40% до 1:25, если вы работаете в таком мелком масштабе). Скопируйте это и нанесите на пенокартон или плоский картон. Это будет шаблон для пайки. Я разработал тот, что ниже, так что я могу использовать изогнутые части скрепок.
Скопируйте это и нанесите на пенокартон или плоский картон. Это будет шаблон для пайки. Я разработал тот, что ниже, так что я могу использовать изогнутые части скрепок.
Тщательно очистите металл стальной ватой перед нарезкой небольших отрезков, даже если стержень только что куплен. На латунный стержень наносят покрытие, чтобы предотвратить слишком быстрое потускнение, и это будет мешать прилипанию припоя, если его оставить. Протирание тонкой стальной ватой является наиболее удобным методом, хотя «влажная/сухая» или наждачная ткань также подойдут.
Вырежьте металлические детали по размеру и используйте тонкие полоски липкой ленты, чтобы закрепить их на шаблоне. Металлические края должны прилегать к прикосновению, чтобы тепло проходило. К счастью, тонкий латунный стержень на удивление легко режется скальпелем. Просто аккуратно проведите лезвием по нему, чтобы сделать тонкую канавку, а затем щелкните! С помощью этого метода можно очень точно определить место разреза. Небольшой металлический напильник, такой как показанный ниже, будет полезен для тонкой регулировки длины, если это необходимо.
Небольшой металлический напильник, такой как показанный ниже, будет полезен для тонкой регулировки длины, если это необходимо.
Обычно, и особенно в случае перил, требуется довольно много деталей, которые должны быть одинаковой длины… потому что чаще всего они должны помещаться между двумя горизонталями. Наилучший способ добиться этого — сделать «насадку для резки»… L-образный кусок картона или пластика, который служит направляющей для лезвия скальпеля, как показано ниже.
Включите утюг и дайте ему нагреться в течение нескольких минут. Убедитесь, что утюг (наконечник, который нагревается) чистый. Если нет, протрите влажной губкой или стальной ватой или используйте металлический напильник. Некоторые производители моделей рекомендуют «лужить» железо на этом этапе (погружать самый конец биты во флюс, а затем наносить на него немного припоя). Это может помочь притоку тепла к металлу в случае возникновения проблем, но может и не быть необходимым.
Я использую маленькую старую кисть, чтобы нанести немного флюса (будь то паста или жидкость) на соединение. Я предпочитаю делать это по одному стыку за раз, потому что, если в непосредственной близости флюсовать больше флюса, флюс на них испарится по мере нагревания первого стыка. Может и не важно.. просто вошло в привычку.
После нанесения флюса коснитесь жалом паяльника как можно ближе к стыку, стараясь коснуться обеих (или хотя бы нескольких) металлических частей. Подождите несколько секунд. Хорошим начальным признаком является то, что флюс сразу начинает дымиться, что означает, что латунь достаточно нагрелась. Если ничего не происходит, попробуйте отрегулировать угол утюга для лучшего контакта, но не убирайте утюг! Другой рукой аккуратно коснитесь провода припоя до места соединения. Немного припоя должно мгновенно расплавиться и попасть в соединение. Используйте как можно меньше .. хотя это потребует некоторой практики! Может потребоваться некоторое терпение, чтобы безжалостно удерживать утюг на месте или точно настраивать угол, пока припой не решит расплавиться. На самом деле очень сложно точно описать, что приводит к «успешному» паяному соединению в каждом случае. Это нужно попробовать, и если что-то работает, выглядит правильно и кажется сильным… вы создадите «чувство» того, что вы сделали, чтобы достичь этого, после некоторых проб и ошибок и большого количества повторений!
Когда все стыки выполнены, работу можно снять с шаблона практически сразу. Такие детали тонкой толщины остынут очень быстро. Затем изделие следует тщательно очистить (теплой проточной водой, зубной щеткой и моющим средством… или сухим методом, используя стальную мочалку), чтобы удалить оставшийся флюс. Если оставить на этом, он продолжит разъедать металл.
Я был очень доволен этим результатом. Мне удалось удержать кусочки латунного стержня достаточно прямо при их пайке. Однако мне пришлось немного поработать над этой частью, кроме тщательной очистки стальной ватой. Часто бывает очень трудно сделать припой настолько минимальным, насколько хотелось бы, и некоторые соединения выглядели слишком «опухшими». Припой настолько мягкий, что его можно срезать кончиком лезвия скальпеля, а можно использовать 9Надфили 0005 , как выше, чтобы удалить излишки. В «наборы» для пайки часто входит демонтажный насос , который похож на подпружиненный шприц. Идея состоит в том, что лишний припой можно быстро отсосать, пока он еще жидкий. Я еще не попробовал один из них сам … в основном потому, что в этот момент я не хочу рисковать, выбивая медные части из соосности!
Почему с латунью легче всего работать?
Латунь представляет собой сплав… в данном случае смесь меди и цинка. Цинк придает латуни более прочную поверхность и большую жесткость, чем медь, но также делает ее менее податливой и более хрупкой. Латунный стержень достаточно прочен, чтобы хорошо сохранять свою форму и прямолинейность, но достаточно мягок, чтобы его можно было легко разрезать ручными инструментами. По этим причинам это один из самых доступных металлов в самых разнообразных мелкомасштабных формах. Медь мягче и с ней легче работать, но стержни толщиной около 1 мм слишком легко деформируются и имеют гораздо меньшую структурную жесткость. Кроме того, медь является отличным проводником, а это означает, что стандартные паяльники будут с трудом справляться с постоянными потерями тепла из области соединения.
Выше крупным планом показаны три распространенных типа суставов. .. пятно, колени и приклад ..! Внизу находятся два маленьких кусочка очень тонкого листа латуни толщиной 0,1 мм, которые были соединены точками плавления припоя. Справа показана простая форма, которую я проиллюстрировал до сих пор, где две прямые части просто «стыкуются» друг с другом. Внизу слева показана самая прочная форма соединения, при которой небольшая часть одного куска упирается в другой или «перекрывается» с ним.
Поиск и устранение неисправностей
Если припой не плавится свободно при контакте с нагретым соединением или стекает мелкими шариками, это может означать, что либо: … это может быть неподходящий тип припоя; стык не оплавлен или его недостаточно; железо может быть еще недостаточно горячим или недостаточно прочным для работы; бита может нуждаться в очистке; форма наконечника не обеспечивает достаточного контакта или недостаточно близко к обоим кускам металла …
Если ничего не помогает, помогите тепловому потоку, либо «лужением» железа, как некоторые рекомендуют, либо касанием наконечника железа практически над соединением, расплавлением припоя прямо на кончике, чтобы попасть на сустав.
Альтернативный метод
Как я уже говорил, может быть очень трудно удерживать кусочки латуни точно там, где они должны быть, потому что малярная лента немного ослабевает, когда металл нагревается. Если припой плавится и быстро заполняет шов, это не проблема, но по разным перечисленным причинам это часто занимает больше времени. На фото ниже показан метод, которым я доволен гораздо больше и который дает гораздо более привлекательные результаты… но тратить дополнительное время стоит только в том случае, если установка будет использоваться более одного раза.
Для этого приспособления для пайки я использовал прочный «серый картон» из переработанного картона той же толщины, что и стержень толщиной 1 мм, выбранный для формы лестницы. Я вырезал и приклеил его полный шаблон на другую картонную основу, чтобы отдельные латунные детали плотно лежали в этих пазах. Я использовал это приспособление около 4 раз, и я не понимаю, почему оно не должно длиться дольше.
Выбранные поставщики и цены
Латунный стержень всегда в виде прямых отрезков, никогда в рулонах. Дешевле при длине 1 м, чем 300 мм. например Цены на 4D для 1 м длины (апрель 2015 г.) 0,8 мм 0,79 фунтов стерлингов, 1 мм 0,98 фунтов стерлингов, 2 мм 1,25 фунтов стерлингов
Альтернативный источник — поставки моделей EMA. очень ограничен.
Припой Silverline 60:40 Оловянно-свинцовый припой (4D 1,80 фунта стерлингов за 20 г, доступен по 4 фунта стерлингов за 100 г) работает очень хорошо! Температура плавления 183-190С.
Флюс
Флюс типа «смазка», который я всегда даю во время обучения, всегда работал хорошо, но он у меня был так долго, что оригинальный контейнер начал распадаться … поэтому я больше не знаю марку! Но один, о котором я слышал, не менее хорош, это La-Co Regular Soldering Flux Paste, который можно приобрести в компании Screwfix за 5,39 фунтов стерлингов.на 125 г .. для работы с медью, латунью, свинцом и цинком.
http://www.screwfix.com/p/la-co-lac-22195-flux-paste-with-brush-in-cap-125g/61072#product_additional_details_container
Еще одним признанным надежным средством является паяльная паста Fluxite. , подходит для меди и латуни … на самом деле для большинства металлов, кроме алюминия (хотя для других металлов потребуются другие припои) и может использоваться со свинцовыми или бессвинцовыми припоями.
http://www.fernox.com/products/traditional+plumbing+products/solder+and+fluxes/fluxite
На Amazon около 10 фунтов стерлингов за 100-граммовую банку и примерно столько же у Джюсона. По какой-то причине Maplin хранит только 450-граммовые банки, которых хватит на несколько жизней!
Паяльник
SolderCraft 40W-230V (поставляется с долотом диаметром 5 мм, подставкой и руководством. 4D 20,99 фунтов стерлингов) Доступны отдельные биты 3,80 фунтов стерлингов. Около 18 фунтов стерлингов на Amazon (с долотом). У AllElectric их нет)
Draper 71417 40W-230V на Amazon £15,95 (на фото изображено долото, надеюсь, это так) и имеет долото в соответствии с фотографиями продукта. Это должно быть хорошо, если он был собран с достаточной тщательностью.
Стойка Bench Stand Brand Silverline, 4D 3,65 фунта стерлингов стоит приобрести (Antex показан на фотографии около 6 фунтов стерлингов) 5 фунтов стерлингов от Maplin ..
См. также
Дэвид Нит Изготовление моделей: материалы и методы Глава 4: Работа с металлами
C+L Finescale. – перейдите в «Центр знаний» для получения кратких заметок о материалах и методах, включая таблицу с рекомендациями по использованию припоя и флюса для различных металлов
http://www.finescale.org.uk/index.php?option= com_content&view=article&id=27&Itemid=2
4D Modelshop – базовое руководство по мягкой пайке
http://modelshop.co.uk/Content/DynamicMedia/cms-uploaded/files/4D_guide-solding.pdf
Основное руководство по пайке http://www.epemag.wimborne.co.uk/solderfaq.htm — оно написано для его специального использования в электронике, но многие советы применимы.
Нравится:
Нравится Загрузка…
Работа с латунью. Часть 3. Пайка латуни. ваши проекты автоматов. В какой-то момент вам захочется соединить некоторые из этих частей без использования винтов, болтов или другого оборудования. В этом заключительном выпуске нашей серии статей о работе с латунью мы рассмотрим некоторые инструменты и методы пайки латунных деталей.
Инструменты и материалы для пайки
Вот инструменты и материалы, которые я использовал для этой статьи:
- Припой марки Tix
- Флюс марки Tix
- Бутановая паяльная горелка
- Огнеупорный кирпич
- Бывший в употреблении инструмент
- Пинцет
- Молоток
- Напильник по металлу
- Детали из латуни
- Абразивная губка
- Тампон со спиртом
Типы припоя и флюса
Существует множество типов припоя, и я призываю вас поэкспериментировать со всеми из них. Сейчас мы будем использовать мягкий припой под торговой маркой Tix. Это продукт, используемый многими любителями и мастерами по ремонту часов. Tix — мягкий припой с низкой температурой плавления. Это важно, потому что высокие температуры могут привести к обесцвечиванию или размягчению латуни в результате процесса, называемого отжигом.
Принципы успешной пайки
Существуют некоторые общие принципы, применимые почти ко всем типам пайки. Соблюдайте эти правила, и ваши шансы на успех значительно возрастут.
Детали должны хорошо подходить друг к другу
Припой немного похож на клей. В одиночку он не очень силен, но вполне способен скрепить два куска вместе. Сделайте это, две соединяемые детали должны иметь как можно большую площадь поверхности. Не ожидайте, что припой будет прочным, если он заполняет большие зазоры между деталями.
Детали должны быть чистыми
Прочность припоя зависит от чистоты сопрягаемых поверхностей.
Детали должны удерживаться на месте во время пайки
Во время пайки детали должны удерживаться неподвижно и прочно.
Нагревать нужно детали, а не сам припой
Это один из самых неправильно понимаемых аспектов пайки. Вы не плавите сам припой. Вы нагреваете обе соединяемые детали, пока они не достигнут температуры плавления припоя. Затем припой стекает к нагретой области и в швы за счет капиллярного действия.
Пайка в значительной степени связана с подготовкой
При пайке любого соединения около 98 % вашего времени уходит на подготовку к пайке, поэтому не торопитесь и не пренебрегайте каким-либо аспектом задачи.
Пошаговая инструкция по пайке латуни
Шаг 0: Подготовка рабочего места
Безопасное рабочее место имеет важное значение. Уберите с участка все легковоспламеняющиеся материалы. Работайте в хорошо проветриваемом помещении или используйте небольшой вентилятор для удаления паров при пайке. Я использую огнеупорный кирпич, чтобы создать безопасную поверхность для пайки. Я часто использую два кирпича, ставя один за другим, один лежит горизонтально. Это создает барьер для пламени и может служить отражателем, от которого отражается тепло от факела.
Шаг 1. Сформируйте соединяемые детали
Сформируйте детали так, чтобы они подходили друг к другу. Это потребует времени, проведенного с режущими инструментами и напильниками, чтобы убедиться, что детали очень хорошо подходят друг к другу. Когда вы подносите его к источнику света, вы не должны видеть зазоры между вашими частями. Механическое соединение, используемое в сочетании с пайкой, всегда является хорошей идеей, когда требуется прочность. Можно ли нарезать детали, чтобы они входили одна в другую? Рассмотрите различные способы добавления механического соединения к суставу.
Шаг 2. Очистите поверхности
Используйте напильник, наждачную бумагу, наждачную ткань, губки Scotch-brite или стальную мочалку для очистки поверхностей, подлежащих пайке. Щетка из стекловолокна хороша для очистки труднодоступных мест. Обратите внимание, что некоторые изделия из латуни покрыты прозрачным лаком, чтобы они оставались яркими. Это должно быть удалено, если припой должен прилипнуть. После того, как детали были очищены, их следует очистить спиртом, чтобы удалить любые мелкие частицы или масла. Когда вы закончите, удалите спирт с рабочего места и дайте кусочкам полностью высохнуть.
Шаг 3: Разместите детали
Используйте зажимы или проволоку, чтобы скрепить детали. Высокие Т-образные штифты можно вставить в мягкий огнеупорный кирпич, чтобы удерживать детали на месте. Тяжелые металлические предметы также можно использовать для удержания деталей вместе. Имейте в виду, что эти предметы будут очень горячими. Если их разместить слишком близко к суставу, они могут поглотить тепло, которое вы пытаетесь применить к суставу.
Шаг 4. Нанесите флюс
Припой Tix имеет сопутствующий флюс, представляющий собой прозрачную жидкость. Tix Flux поставляется в бутылочке с кисточкой. Щетка имеет тенденцию распределять слишком много флюса и в неправильных местах. Припой будет иметь сильную тенденцию течь в любом месте, где был нанесен флюс. Если вы хотите получить аккуратное паяное соединение, используйте тонкую проволоку, чтобы нанести небольшое количество флюса именно там, где вы этого хотите. Когда маленькая капля наносится на сустав, капиллярное действие должно втягивать жидкость между двумя частями. Иногда проще применить флюс, прежде чем соединять детали. Tix также производит антифлюс, который можно наносить в любом месте, куда вы действительно не хотите, чтобы припой попадал.
Шаг 5: Подготовка и нанесение припоя
Когда это возможно, я предпочитаю наносить кусочки припоя на детали. Количество и положение припоя легко контролировать, и во время операции ничего не трогают. Круглая проволока для припоя часто слишком толстая и может скатиться с ваших деталей. По этой причине я использую молоток, чтобы разбить проволоку припоя. Вы будете удивлены, сколько припоя вы сэкономите, используя эти тонкие полоски. Отрежьте небольшой кусок от сплющенной части и используйте пинцет, чтобы нанести припой прямо на шов, который вы собираетесь склеивать. Наконец, капните немного флюса на припой. Не допускайте попадания флюса ни на один из ваших хороших инструментов! Это коррозионно.
Шаг 6. Нагрев
Припой будет течь навстречу теплу, выделяемому горелкой. Используйте это в своих интересах. Если возможно, нагрейте детали со стороны, противоположной той, где вы разместили припой. Таким образом, припой втягивается в шов между двумя частями.
Зажгите горелку и уменьшите пламя до минимума. Начинайте нагревать кусочки.
Нагрев обеих частей до одинаковой температуры одновременно может быть сложной задачей, особенно если одна из них имеет большую массу, чем другая. Время, проведенное с факелом, направленным на каждую деталь, должно быть пропорционально массе каждой детали. Если вы припаиваете толстый сплошной кусок к тонкому листу или трубке, твердому куску потребуется больше тепла. Держите пламя в движении, тратя больше времени на больший кусок, ненадолго переходя к меньшему и обратно.
В тот момент, когда детали достигают критической температуры, припой мгновенно «течет», растекаясь по шву и любым прилегающим участкам, где может быть флюс. Текущий припой будет казаться проваливающимся в соединение и мерцающим. Немедленно уберите пламя. Дополнительный нагрев тут не поможет.
Шаг 7: Дайте остыть, промойте и очистите
Охлаждение припоя в течение нескольких минут может показаться не таким уж шагом. Я считаю это одним, потому что слишком много раз я перемещал детали до того, как припой схватился. После остывания хорошо промойте деталь под проточной водой, чтобы удалить остатки флюса. Высушите деталь и удалите лишний припой. Если бы вы были осторожны, их не должно было быть много. Специально для этой цели я храню несколько старых файлов. Вы не хотите испортить свои хорошие файлы, забив их припоем.
Как и многие темы, затронутые в этой колонке, мы коснулись только поверхности.