Содержание
Пайка металлических изделий: особенности и технологии
Вопросы, рассмотренные в материале:
- Отличия пайки металлических изделий от сварки
- Особенности пайки металлических изделий в зависимости от материала
- 6 советов по правильной пайке металлических изделий
Пайка металлических изделий занимает второе место после сварки среди всех современных способов, позволяющих создать неразъемные детали. Более того, в некоторых областях ее позиция является главенствующей. Трудно себе представить современную IT-промышленность без этого прочного способа соединения элементов электронных схем.
С помощью пайки становится возможным соединение труб в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды. Именно этот процесс позволяет прикрепить твердосплавные пластины к металлорежущему инструменту. При кузовных работах с его помощью крепят тонкостенные детали к листу. Чтобы изделие было прочным, а пайка качественной, необходимо знать основные нюансы технологии при работе с различными металлами.
Отличия пайки металлических изделий от сварки
Соединение двух металлов может происходить двумя способами: пайкой и сваркой. Пайка скрепляет материалы с помощью припоя – так называется специальная присадка. Сварка же расплавляет края металлов, соединяя их. Это может происходить либо за счет давления, либо за счет нагрева.
Часто пайке отдают предпочтение за ее большую экономичность и щадящее отношение к металлам. Пайка металлических изделий имеет ряд преимуществ:
- Не происходит нагрева заготовок, в результате которого металл плавится. Это дает возможность сохранить как химические, так и физические свойства материалов.
- Не нужно проводить обработку и чистку деталей перед пайкой, в отличие от сварки.
- Стоимость оборудования для проведения пайки ниже сварочного.
- Пайка дает возможность делать сложные конструкции и узлы.
- Высокая прочность участка соединения деталей. Изделия не деформируются в месте стыка.


Остановимся на различных методах пайки металлов.
Особенности пайки металлических изделий в зависимости от материала
Изделия из цветных металлов необходимо подгонять друг к другу с особой тщательностью. По этой причине пайку выбирают чаще, чем сварку. Рассмотрим, каким образом происходит пайка различных цветных металлов.
Важно! Необходимо аккуратно закреплять заготовки струбцинами, тисками или иным крепежом. Особое значение это имеет для габаритных изделий. Любые движения деталей или их колебания, происходящие во время пайки, обязательно приведут к стеканию припоя или перекосу шва. Стык при этом станет хрупким, а через небольшой отрезок времени на нем появятся свищи и трещины.
1. Пайка меди.
Медь является металлом, который довольно часто используется в быту. Она входит в состав таких изделий, как электрические кабели, трубы для водопровода, компоненты электронной техники.
Чаще всего используется пайка двумя методами:
- С помощью высокой температуры – около +600 °С.
- При помощи низкой температуры – около +450 °С.
Поскольку в данной статье рассматриваются технологии пайки в домашних условиях, то остановимся на низкотемпературном методе.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для проведения пайки меди необходимо взять:
- Припой. Его компонентами являются олово, составляющее от 95 до 97 %, а также сурьма, медь, висмут, селен или серебро. Последние, содержащие серебро, считаются лучшими видами припоя. Часто пользуются и трехкомпонентными составами, включающими олово, серебро и медь. Сплавы, содержащие свинец, используют на производстве нечасто, поскольку этот химический элемент наносит вред здоровью работников. Не рекомендуются они и для работы в домашних условиях, так как пары свинца опасны для легких человека. Либо необходимо установить активную вытяжку.
- Флюс для пайки меди (он может быть активированным, кислотным, некислотным, антикоррозийным).
- Газовую горелку.
 Либо необходимо установить активную вытяжку.
Либо необходимо установить активную вытяжку.
На промышленном производстве особой популярностью пользуется применение паяльной пасты. Она состоит из флюса, небольших частиц припоя и разных специальных добавок.
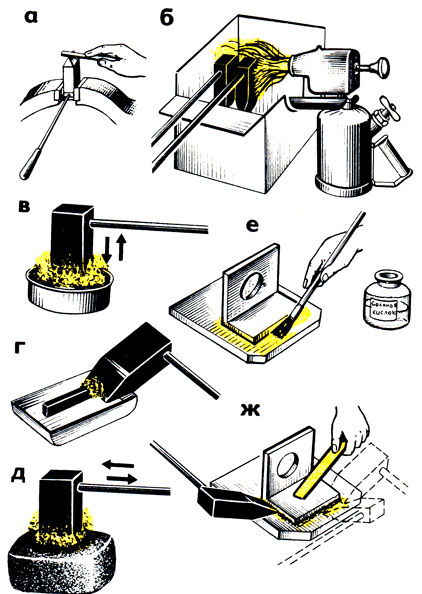
Пошаговая технология проведения пайки деталей из меди выглядит следующим образом:
- Флюс наносится на обе заготовки в местах стыков и на поверхность, где будет размещен припой.
- Припой закладывается в место соединения. Им может стать специальная паста или проволока из олова.
- Газовая горелка разогревает место стыка. Припой растекается по шву и вокруг места соединения.
- Изделие должно остыть в полном покое, то есть его нельзя трогать (сгибать, крутить и пр.). В результате остывания шов с припоем отвердевает.
- Флюс, оставшийся на поверхности, убирается абразивной щеткой.
Важно! Сам припой специально нагревать не нужно. Его плавка должна происходить в результате разогрева кромок изделий.
2. Пайка алюминия.
Алюминий считается капризным материалом. Специалисты полагают, что в домашних условиях провести пайку алюминия невозможно. Причина заключается в необходимости разогрева места стыка до +600 °С, что может привести к прогоранию листового алюминия.
Однако это не совсем так. Можно провести пайку алюминия, если применить особые виды флюса и припоя. Для соединения алюминия потребуются:
- Припой. Больше всего подойдет состав, включающий медь, кремний, цинк, серебро и алюминий. Это может быть сплав российского производства «34А», а также его аналог, произведенный за рубежом, – «Aluminium-13».
- Флюс. Возможно применять обыкновенную буру. Но будет лучше, если состав будет включать триэтаноламин.
- Паяльник, мощностью не менее 100 Вт.

Полезно! Более высокие антикоррозийные свойства имеет припой с большим содержанием цинка.
Пошаговая технология проведения пайки деталей из алюминия выглядит следующим образом:
- Заготовки очищаются от пыли и грязи.
- Оксидная пленка убирается наждачкой. Это необходимо делать для уменьшения слоя оксида. Он появляется на алюминии практически сразу после любой обработки.
- Флюс распределяют по месту стыка.
- Припой раскладывается равномерно и медленно, при этом детали из алюминия постоянно не нагреваются.
- После остывания стык чистится мелкой наждачкой или металлической щеткой.
VT-metall предлагает услуги:
3. Пайка листов жести.
Соединение обычной жести происходит просто. Если в металле нет примесей или каких-либо нанесений на него, то металл спаивается в ровный шов, который остается неизменным даже при высоких температурах.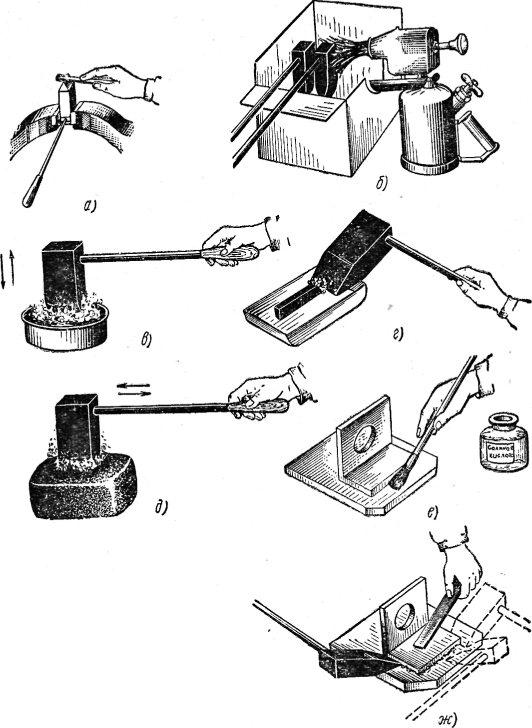 Для проведения пайки жести необходимо следующее:
Для проведения пайки жести необходимо следующее:
- Припой. Чаще всего специалисты используют состав на основе сурьмы и олова. Это ПОС-40 или ПОС-30. Иногда применяют ПОС-90 со свинцом в составе.
- Флюс. В таком качестве можно использовать простую канифоль или соляную кислоту. Недавно появившаяся на жести пленка оксида очень легко убирается.
- Паяльник, мощность которого не менее 40 Вт.
Пошаговая технология проведения пайки:
- Убрать пыль и грязь с поверхности заготовок.
- Разложить канифоль по кромкам деталей.
- Расположить припой на место стыка, а затем расплавить его.
- После остывания очистить шов металлической щеткой или мелкой наждачкой.
4. Пайка оцинкованного железа.
Оцинкованное железо обладает несколькими специфическими характеристиками, что отличает его от простой жести.
Первое, что необходимо отметить, это высокая испаряемость цинка с поверхности, нагретой до +960 °С. Следовательно, работая с оцинкованным металлом, нельзя пользоваться горелками большой мощности.
Следовательно, работая с оцинкованным металлом, нельзя пользоваться горелками большой мощности.
Второе – далеко не все виды припоя годятся для оцинкованного железа. Примером может быть ПОС-90. Его нельзя использовать, поскольку под его воздействием разрушается структура металла.
Для пайки следует приготовить:
- Припой. Лучше всего взять ПОС-30.
- Флюс. Это может быть борная кислота или хлористый цинк.
- Паяльник, мощность которого не менее 40 Вт.
Оцинкованное железо паяется аналогично жести. Единственной особенностью является необходимость равномерного прогрева – без перегрева части поверхностей.
5. Пайка нержавеющей стали.
Нержавеющая сталь представляет собой сплав с добавлением титана, хрома, никеля. Пайка такого материала имеет ряд отличий от работы с оцинкованным или обычным железом. Физические характеристики металла меняются при разном соотношении материалов, входящих в его состав.
Например, материал, содержащий много никеля, при температуре от +500 до +700 °С способен выделять соединения карбида. С такими листами нужно работать быстро, равномерно нагревая их, что позволит не разрушить структуру материала.
Для пайки необходимы:
- Припой. Его выбор зависит от условий пайки. При работе в условиях высокой влажности или на открытом пространстве следует воспользоваться припоем, в основе которого лежат серебряные сплавы и малое содержание никеля. При пайке в помещениях, а также в домнах отдают предпочтение серебряно-марганцевым или хромоникелевым припоям. Первичное лужение проводят с обычным припоем (свинец и олово).
- Флюс. Это может быть бура (паста или порошок).
- Мощная газовая горелка, выдающая температуру свыше +800 ˚С. Для первичного лужения можно использовать паяльник, мощность которого более 100 Вт.
Технология пайки выглядит следующим образом:
- Зачистить места стыка.
- Зафиксировать заготовки, а затем намазать флюсом из паяльной кислоты.
- Залудить место соединения припоем (тонкий слой) с оловом. Для этого применяют паяльник. Следует обратить внимание на то, чтобы припой не растекался. В противном случае нужно подогреть заготовки и повторить процесс.
- Провести повторное лужение.
- Соединить заготовки. Условия пайки подскажут, как использовать припой. Воспользоваться для работы газовой горелкой.

Важно! Для предотвращения скатывания и растекания припоя необходимо воспользоваться металлической щеткой. Она уберет оксидную пленку, оставшуюся на поверхности после нанесения флюса.
6. Пайка черных металлов.
На качество соединения изделий из стали влияет ряд факторов:
- используемая марка стали;
- пористость деталей;
- чистота шва перед пайкой.
Припоем может быть сплав на основе латуни или олова. Выбор припоя зависит от поставленной перед специалистом задачи. Считается, что проще работать с оловянным припоем. Но есть и существенный недостаток – прочность шва будет невысока.
Выбор припоя зависит от поставленной перед специалистом задачи. Считается, что проще работать с оловянным припоем. Но есть и существенный недостаток – прочность шва будет невысока.
Латунные припои значительно прочнее, однако работа с ними требует специального оборудования.
Процесс подготовки отличий не имеет. Заготовки очищаются от пыли и грязи. Затем фиксируются тисками (струбцинами). В качестве флюса можно взять ортофосфорную кислоту. После чего производится пайка.
7. Пайка стали оловом.
Мощность паяльного устройства должна быть более 100 Вт. Перед началом пайки обе заготовки необходимо залудить. Затем готовое соединение дополняют оловянным припоем, после чего завершают процесс.
8. Пайка стали латунью.
Плавка латуни происходит при температуре более +900 °С. Исходя из этого, в работе применяют газовую горелку. Нагрев должен быть однородным, иначе латунь начнет очень быстро плавиться и прилипать исключительно к краям деталей из стали. Это приведет в итоге к ее хрупкости и последующему разрушению при возникновении напряжения. В готовом же изделии в таком случае образуются трещины.
Это приведет в итоге к ее хрупкости и последующему разрушению при возникновении напряжения. В готовом же изделии в таком случае образуются трещины.
6 советов по правильной пайке металлических изделий
Существуют базовые правила, которых надо придерживаться в ходе работы с различными металлами, в том числе со сталью. Кроме того, необходимо знать тонкости проведения пайки.
Подготовка деталей к пайке является очень важным этапом работ. Необходимо выяснить, сплав каких металлов подлежит пайке:
- Следует проверить реакцию детали на ее нагрев горелкой или паяльником, узнать, насколько быстро на поверхности появляется пленка из оксида. Выяснить это лучше заранее, в противном случае придется работать в спешке.
- Заранее подготовленные и тщательно зафиксированные детали следует нагревать постепенно и внимательно следить за перегревом отдельных частей. Важным является равномерность прогрева всей области пайки.
- Разогрев требуется не только стыковочному шву, но и области вокруг него. Площадь прогрева может отличаться в зависимости от габаритов деталей и целей соединения. Как правило, она колеблется от 0,5 до 2 см.
- Следует пользоваться только теми нагревательными устройствами, которые в состоянии дать правильную рабочую температуру припоя.
- Не следует охлаждать шва холодными жидкостями. Металл должен самостоятельно «отдохнуть» и остыть равномерно. На это может потребоваться несколько минут.
- Снимать детали с фиксаторов необходимо только после их остывания вместе с припоем.
 Площадь прогрева может отличаться в зависимости от габаритов деталей и целей соединения. Как правило, она колеблется от 0,5 до 2 см.
Площадь прогрева может отличаться в зависимости от габаритов деталей и целей соединения. Как правило, она колеблется от 0,5 до 2 см.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка, пайка и склеивание пластиковых листов
Что мы делаем с полипропиленовыми и полиэтиленовыми листами при их соединении?
Изделия из пластиковых листов, будь то полипропиленовые или полиэтиленовые листы — сравнительно новый вид продукции в нашей стране, а учитывая специфический опыт подготовки специалистов и отсутствие в образовательной системе такого понятия, как «сварка пластика» (на момент написания материала он относился к т.н. «особым видам сварки») имеет место быть путаница в определении самой сути процесса. Так как мы соединяем листы из полипропилена или полиэтилена или даже ПВХ?
Давайте рассмотрим подробнее:
Сварка листов из полипропилена и полиэтилена возможна как с использованием присадочного материала (в случае экструзионной сварки или сварки ручными фенами), так и непосредственно друг с другом в случае сварки на стыковых сварочных станках.
Для понимания процесса рассмотрим определение каждого из вида соединения
Достаточно часто можно услышать, что полипропиленовые или полиэтиленовые листы соединяются методом спайки. Давайте рассмотрим определение термина «пайка»:
Давайте рассмотрим определение термина «пайка»:
Па́йка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей. Данная операция производится паяльником.
Ключевым заблуждением является именно факт «введения припоя» в зону соединения при ручной или экструзионной сварке. Многие ассоциируют его с пайкой металлических контактов, соединении проводов и т. д. Но припой, используемый при пайке металлов отличается по своим физическим и химическим параметрам от свариваемых материалов, а в случае сварки пластиковых листов (термопластов) используется присадочный материал по своим физическим (а особенно химическим свойствам) максимально приближенный к основному материалу — т. е. свариваемым листам.
К сожалению данный термин также имеет достаточно широкое распространение на территории нашей страны (да и всего бывшего СНГ). Как и в предыдущем случае рассмотрим процесс «склеивания» хотя тут все намного запутаннее (ссылка на Wiki):
Как и в предыдущем случае рассмотрим процесс «склеивания» хотя тут все намного запутаннее (ссылка на Wiki):
Существуют следующие теории склеивания материалов:
- механическая теория — клей проникает в поры материалов и, удерживаясь в них, обеспечивает склеивание;
- абсорбционная теория — силы склеивания имеют химическую и межмолекулярную природу, при этом основную роль играет смачивание и полярность клея;
- диффузионная теория — при склеивании происходит взаимная диффузия клея и основного материала;
- химическая теория — основную роль играет химическое взаимодействие адгезива и субстрата. Часть ученых считает, что при склеивании оказывают роль все описанные факторы.
Но даже учитывая разнообразие теорий никто и близко не подошел к тому, что и происходит при соединении пластиковых листов, ибо склеивание подразумевает «клей» — вещество разительно отличающееся от самих свариваемых материалов.
Важное замечание! Склейка пластиков — достаточно распространенный технологический процесс для соединения реактопластов.
Определение термина «сварка»:
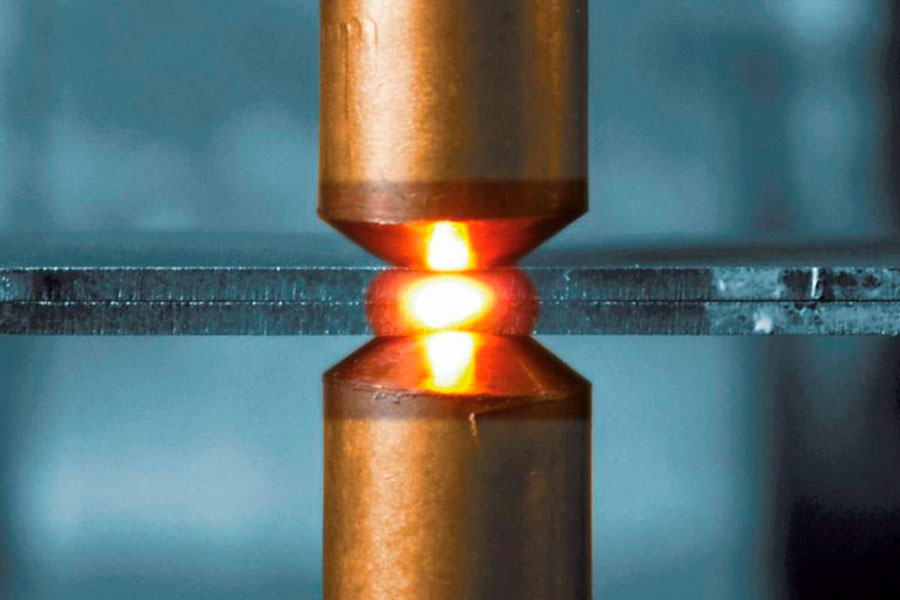
Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого.
Это именно тот процесс, который происходит при соединении листов из полипропилена, полиэтилена, ПВХ, ПВДФ и других термопластов вне зависимости от применения присадочного материала. При сварке сварочными фенами или экструдерами используется присадочный материал идентичный «основному» (свариваемым листам из полипропилена или полиэтилена). Именно это позволяет образовывать межмолекулярные связи между ними и обеспечивать максимальное качество соединения. Мы всегда рекомендуем использовать пруток для фенов и экструдеров, максимально приближенный по своим свойствам к свариваемым листам. Лучшая рекомендация — приобретать их у одного поставщика. При сварке листов из полипропилена или полиэтилена на стыковых сварочных станках физика и химия процесса максимально соответствует приведенному определению Термина «сварка», а именно «процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном … нагреве, пластическом деформировании или совместном действии того и другого»
Лучшая рекомендация — приобретать их у одного поставщика. При сварке листов из полипропилена или полиэтилена на стыковых сварочных станках физика и химия процесса максимально соответствует приведенному определению Термина «сварка», а именно «процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном … нагреве, пластическом деформировании или совместном действии того и другого»
Самым надежным способом соединения листов из полипропилена, полиэтилена является сварка на стыковых сварочных станках. Т.к. только данный вид сварки позволяет обеспечить прочность сварного соединения, сопоставимую с основным материалом. Сравнительная характеристика видов сварке представлена в соответствующей статье.
Принадлежности для пайки листового металла | Инструменты для листового металла на продажу
Сплошной припой премиум-класса диаметром 50/50 дюйма диаметром 0,125 дюйма — катушка 1 фунт
Артикул №: 50-125-09
Ваша цена
Обычная цена
20,99 $
19,23 доллара США
Распродажа
Название по умолчанию
50/50 олово/свинец 5/16″ припой Tri-Bar
Артикул: 50-516-10
Ваша цена
Обычная цена
$14,99
Название по умолчанию
50/50 олово/свинец 1/4″ припой Tri-Bar
Номер товара: 50-525-10
Ваша цена
Обычная цена
$16,66
Название по умолчанию
Сал-аммиачный блок для очистки жала паяльника — 8 унций
Артикул: 20-201-72
Ваша цена
Обычная цена
$8,99
Название по умолчанию
Щетка Acid/Flux, конский волос, ручка 6 дюймов, дюжина (12) кистей
Артикул №: 20-510-03
Ваша цена
Обычная цена
$3,93
Название по умолчанию
50/50 сплошная припойная проволока диаметром 0,125 дюйма — катушка 5 фунтов
Артикул №: 50-125-15
Ваша цена
Обычная цена
$89,25
Название по умолчанию
Флюс Classic 100 Gel — бутылка на 8 унций
Номер товара: 21-100-22
Ваша цена
Обычная цена
$9,10
Название по умолчанию
2 # паяльная медь
Артикул №: 75-460-02
Ваша цена
Обычная цена
47,36 долл. США
США
Название по умолчанию
Флюс для оцинкованной стали Johnson J-33, галлоны
Артикул №: 22-033-04
Ваша цена
Обычная цена
48,49 долларов США
Название по умолчанию
Рукоятка для паяльных медников 1-1/2# — 3#, нарезная с самонарезающей матрицей
Артикул №: 75-460-06
Ваша цена
Обычная цена
4,51 доллара США
Название по умолчанию
50/50 оловянно-свинцовый припой квадратного сечения 1/4 дюйма
Артикул №: 50-250-11
Ваша цена
Обычная цена
$15,49
Название по умолчанию
Флюс для оцинкованной стали Johnson J-33 — четверть
Артикул №: 22-033-01
Ваша цена
Обычная цена
17,75 долларов США
Название по умолчанию
1,5 # паяльная медь
Номер товара: 75-460-00
Ваша цена
Обычная цена
$39,49
Название по умолчанию
Флюс из нержавеющей стали Johnson No. 1 — четверть
1 — четверть
Артикул №: 22-100-01
Ваша цена
Обычная цена
23,73 доллара США
Название по умолчанию
Perkeo 350 г остроконечное медное жало для пайки
Номер товара: 95-350-00
Ваша цена
Обычная цена
$66,20
Название по умолчанию
RubyFluid Paste Flux — Паяльный флюс — банка 1 фунт
Артикул №: 22-150-16
Ваша цена
Обычная цена
$13,82
Название по умолчанию
Припой для листового металла и оборудование для пайки
Сплошной припой премиум-класса диаметром 50/50 дюйма диаметром 0,125 дюйма — катушка 1 фунт
Артикул №: 50-125-09
Ваша цена
Обычная цена
20,99 $
19,23 доллара США
Распродажа
Название по умолчанию
50/50 олово/свинец 5/16″ припой Tri-Bar
Артикул №: 50-516-10
Ваша цена
Обычная цена
$14,99
Название по умолчанию
2 # паяльная медь
Номер товара: 75-460-02
Ваша цена
Обычная цена
47,36 долл.