Содержание
Высокотемпературная и низкотемпературная пайка | Сварка и сварщик
Пайка — это процесс получения неразъемного соединения материалов в твердом состоянии при нагреве ниже температуры их плавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем с последующей кристаллизацией жидкой фазы и образованием спая.
Преимущества пайки как технологического процесса и преимущества паяных соединений обусловлены главным образом возможностью формирования паяного шва ниже температуры плавления соединяемых материалов. Такое формирование шва происходит в результате контактного плавления паяемого металла в жидком припое, внесенном извне (пайка готовым припоем), либо восстановленным из солей флюса (реактивно-флюсовая пайка), либо образовавшемся при контактно-реактивном плавлении паяемых металлов, контактирующих прослоек или паяемых металлов с прослойками (контактно-реактивная пайка). В отличие от автономного плавления (одностадийного процесса, протекающего в объеме при температуре, равной или выше температуры солидус соединяемых материалов), контактное плавление того же материала протекает при контактном равновесии по поверхности контакта с твердым, жидким, газообразным телом, иными по составу. Это многостадийный процесс, протекающий по разным механизмам; жидкая фаза при контактном плавлении твердого тела образуется ниже его температуры солидус.
Это многостадийный процесс, протекающий по разным механизмам; жидкая фаза при контактном плавлении твердого тела образуется ниже его температуры солидус.
Пайка обеспечивает получение бездефектных, прочных и работоспособных в условиях длительной эксплуатации, паяных соединений, если учтены физико-химические, конструктивные, технологические и эксплуатационные факторы.
Возможность образования спая между паяемым металлом и припоем характеризуется паяемостью, т.е. способностью паяемого металла вступать в физико-химическое взаимодействие с расплавленным припоем и образовывать паяное соединение. Практически пайкой можно соединить все металлы, металлы с неметаллами и неметаллы между собой. Необходимо только обеспечить такую активацию их поверхности, при которой стало бы возможным установление между атомами соединяемых материалов и припоя прочных химических связей.
Для образования спая необходимым и достаточным является смачивание поверхности основного металла расплавом припоя, что определяется возможностью образования между ними химических связей.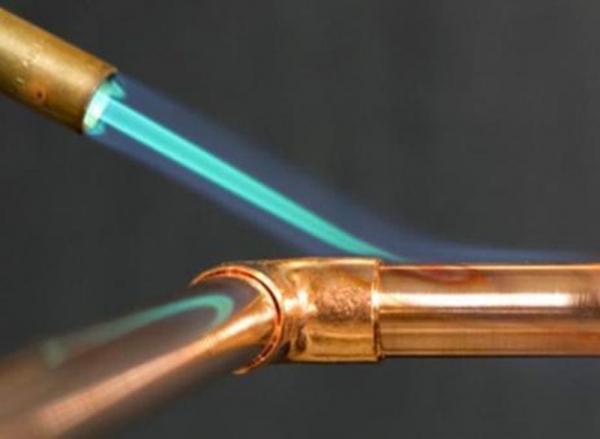 Смачивание принципиально возможно в любом сочетании основной металл — припой при обеспечении соответствующих температур, высокой чистоты поверхности или достаточной термической или другого вида активации. Смачивание характеризует принципиальную возможность пайки конкретного основного металла конкретным припоем. При физической возможности образования спая (физической паяемости) уже в какой-то мере гарантирована паяемость с технологической точки зрения при обеспечении соответствующих условий проведения процесса пайки.
Смачивание принципиально возможно в любом сочетании основной металл — припой при обеспечении соответствующих температур, высокой чистоты поверхности или достаточной термической или другого вида активации. Смачивание характеризует принципиальную возможность пайки конкретного основного металла конкретным припоем. При физической возможности образования спая (физической паяемости) уже в какой-то мере гарантирована паяемость с технологической точки зрения при обеспечении соответствующих условий проведения процесса пайки.
Паяемость того или иного материала нельзя рассматривать как способность его подвергаться пайке различными припоями. Можно рассматривать только конкретную пару, и в конкретных условиях пайки. Важным моментом в оценке паяемости, как физической, так и технической, является правильный выбор температуры пайки, которая нередко является решающим фактором не только для обеспечения смачивания припоем поверхности металла, но и дополнительным важным резервом повышения свойств паяных соединений. При оценке паяемости нужно учитывать температурный интервал активности флюсов.
При оценке паяемости нужно учитывать температурный интервал активности флюсов.
Паяльный флюс — это активное химическое вещество, предназначенное для очистки и защиты поверхности паяемого металла и припоя, в первую очередь, от окисных пленок. Однако флюсы не удаляют посторонние вещества органического и неорганического происхождения (лак, краску). Механизм флюсования флюсами, самофлюсующими припоями, контролируемыми газовыми средами, в вакууме, физико-механическими средствами может выражаться:
1. В химическом взаимодействии между основными компонентами флюса и окисной пленкой, образующиеся при этом соединения растворяются во флюсе, либо выделяются в газообразном состоянии;
2. В химическом взаимодействии между активными компонентами флюса и основным металлом, в результате происходит постепенный отрыв окисной пленки от поверхности металла и переход ее во флюс;
3. В растворении окисной пленки во флюсе;
4. В разрушении окисной пленки продуктами флюсования;
5. В растворении основного металла и припоя в расплаве флюса.
В растворении основного металла и припоя в расплаве флюса.
Окисные флюсы взаимодействуют преимущественно с окисной пленкой. Основой флюсования галоидными флюсами является реакция с основным металлом. Для повышения активности оксидных флюсов вводят фториды и фторборы, в результате одновременно с химическим взаимодействием между окислами происходит растворение окисной пленки во фторидах.
К активным газовым средам относятся газообразные флюсы, которые работают самостоятельно или как добавка в нейтральные или восстановительные газовые среды для повышения их активности. При пайке металлов в активных газовых средах удаление окисной пленки с поверхности основного металла и припоя происходит в результате восстановления окислов активными компонентами сред или химического взаимодействия с газообразными флюсами, продуктами которого является летучие вещества или легкоплавкие шлаки, к восстановительным средам относятся водород и газообразные смеси, содержащие водород и окись углерода в качестве восстановителей окислов металлов.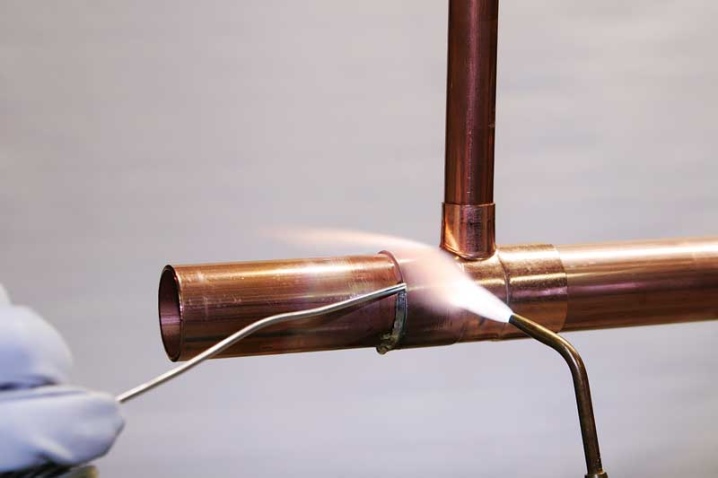
В качестве нейтральных газовых сред используют азот, гелий и аргон, роль газовой среды сводится к защите металлов от окисления. Как газовая среда вакуум защищает металлы от окисления и способствует удалению с их поверхности окисной пленки. При пайке в вакууме, в результате разрежения, парциальное давление кислорода становится ничтожно малым и, следовательно, уменьшается возможность окисления металлов. При высокотемпературной пайке в вакууме создаются условия для диссоциации окислов некоторых металлов.
По условиям заполнения зазора способы пайки разделяются на капиллярные и некапиллярные.
Капиллярная пайка по методу образования спая разделяется на пайку готовым припоем, контактно-реактивную, диффузионную и реактивно-флюсовую. При капиллярной пайке расплавленный припой заполняет зазор между паяемыми деталями и удерживается в нем под действием капиллярных сил. Капиллярная пайка, при которой используется готовый припой и затвердевание шва происходит при охлаждении, называется пайкой готовым припоем.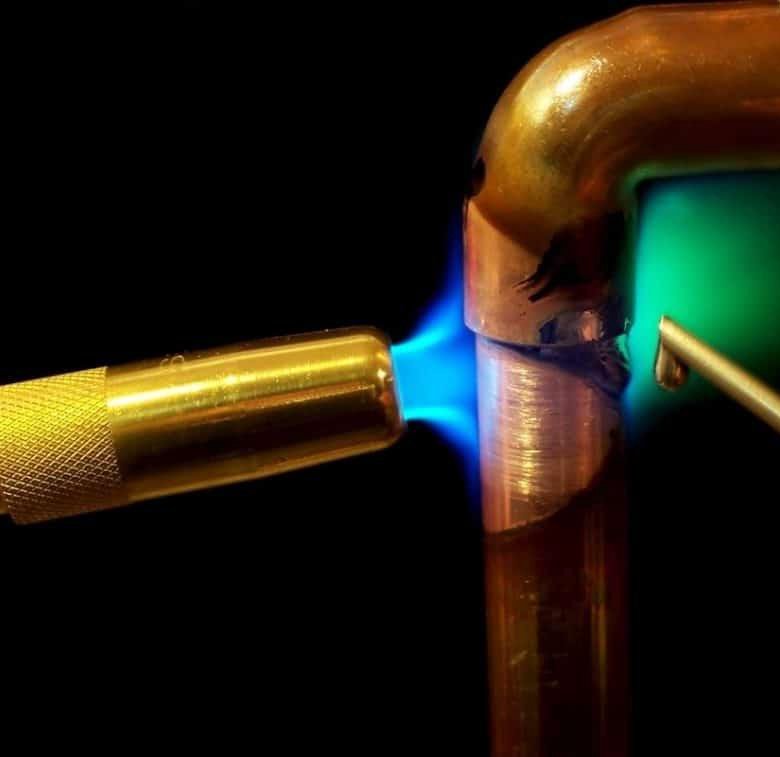 Контактно-реактивной называется капиллярная пайка, при которой припой образуется в результате контактно-реактивного плавления соединяемых материалов, промежуточных покрытий или прокладок с образованием эвтектики или твердого раствора. При контактно-реактивной пайке нет необходимости в предварительном изготовлении припоя. Количество жидкой фазы можно регулировать изменением времени контакта, толщиной покрытия или прослойки, т.к. процесс контактного плавления прекращается после расходования одного из контактирующих материалов.
Контактно-реактивной называется капиллярная пайка, при которой припой образуется в результате контактно-реактивного плавления соединяемых материалов, промежуточных покрытий или прокладок с образованием эвтектики или твердого раствора. При контактно-реактивной пайке нет необходимости в предварительном изготовлении припоя. Количество жидкой фазы можно регулировать изменением времени контакта, толщиной покрытия или прослойки, т.к. процесс контактного плавления прекращается после расходования одного из контактирующих материалов.
Диффузионной называется капиллярная пайка, при которой затвердевание шва происходит выше температуры солидус припоя без охлаждения из жидкого состояния. Припой, применяемый при диффузионной пайке, может быть полностью или частично расплавленным, может образовываться при контактно-реактивном плавлении соединяемых металлов с одной или несколькими прослойками других металлов, нанесенных гальваническими способами, напылением или уложенных в зазор между соединяемыми деталями, или в результате контактного твердо-газового плавления. Цель диффузионной пайки — проведение процесса кристаллизации таким образом, чтобы обеспечить наиболее равновесную структуру соединения, повысить температуру распайки соединений.
Цель диффузионной пайки — проведение процесса кристаллизации таким образом, чтобы обеспечить наиболее равновесную структуру соединения, повысить температуру распайки соединений.
При реактивно-флюсовой пайке припой образуется в результате восстановления металла из флюса или диссоциации одного из его компонентов. В состав флюсов при реактивно-флюсовой пайке входят легковосстанавливаемые соединения. Образующиеся в результате реакции восстановления металлы в расплавленном состоянии служат элементами припоев, а летучие компоненты реакции создают защитную среду и способствуют отделению окисной пленки от поверхности металла.
Некапиллярная пайка разделяется на пайку-сварку и сварку-пайку. Пайко-сварка относится к процессам исправления дефектов в чугунных, алюминиевых и др. деталях, выравнивания поверхности, устранения вмятин, т.е. заливку расплавленным припоем с использованием технических возможностей низко- и высокотемпературной пайки. Обычно используется для изделий из чугуна и выполняется припоями из латуни с добавлением кремния, марганца, аммония. Сварко-пайка применяется при соединении разнородных металлов за счет расплавления более легкоплавкого металла и смачивания им поверхности более тугоплавкого металла. Необходимая температура подогрева поверхности тугоплавкого металла достигается за счет регулирования величины смещения электрода от оси шва к более тугоплавкому металлу. При подготовке изделий к пайке, при необходимости, на паяемую поверхность наносят металлические покрытия. Технологические покрытия (медь, никель, серебро) наносят на поверхность труднопаяемых металлов, либо металлов, поверхность которых при пайке интенсивно растворяется в припое, что вызывает ухудшение смачивания и капиллярного течения припоя в зазоре, хрупкость в соединениях, по месту нанесения припоя появляется эрозия, подрезы основного металла. Назначение покрытия — предотвращение нежелательного растворения основного металла в припое и улучшение смачивания; в процессе пайки покрытие должно полностью растворяться в расплавленном припое.
Сварко-пайка применяется при соединении разнородных металлов за счет расплавления более легкоплавкого металла и смачивания им поверхности более тугоплавкого металла. Необходимая температура подогрева поверхности тугоплавкого металла достигается за счет регулирования величины смещения электрода от оси шва к более тугоплавкому металлу. При подготовке изделий к пайке, при необходимости, на паяемую поверхность наносят металлические покрытия. Технологические покрытия (медь, никель, серебро) наносят на поверхность труднопаяемых металлов, либо металлов, поверхность которых при пайке интенсивно растворяется в припое, что вызывает ухудшение смачивания и капиллярного течения припоя в зазоре, хрупкость в соединениях, по месту нанесения припоя появляется эрозия, подрезы основного металла. Назначение покрытия — предотвращение нежелательного растворения основного металла в припое и улучшение смачивания; в процессе пайки покрытие должно полностью растворяться в расплавленном припое.
При капиллярной пайке используются нахлесточные, стыковые, косостыковые, тавровые, угловые, соприкасающиеся соединения.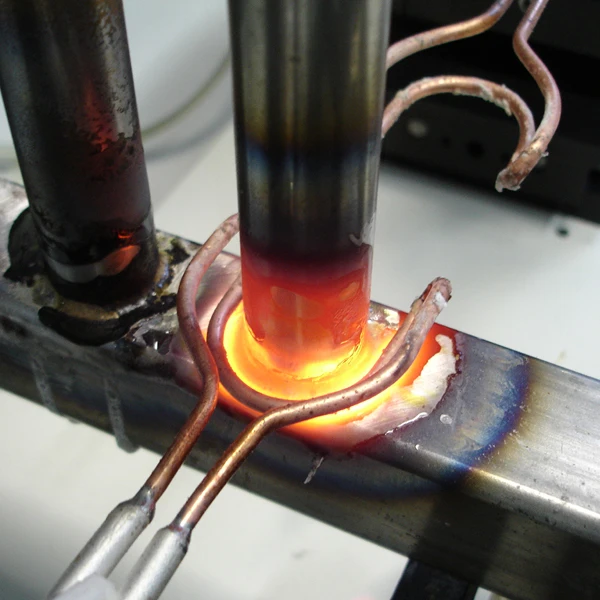 Нахлесточные соединения наиболее распространены, т.к. изменяя длину нахлестки, можно изменять характеристики прочности изделия. Нахлесточные паяные соединения обладают некоторыми преимуществами перед нахлесточными сварными, передача усилий в которых происходит по периметру элемента. В сварных конструкциях любые швы являются источником концентрации напряжений в переходной зоне от основного металла к шву, и при неблагоприятных очертаниях шва концентрация достигает значительных величин. Сопоставление механических свойств паяных и сварных соединений позволяет сделать следующие выводы:
Нахлесточные соединения наиболее распространены, т.к. изменяя длину нахлестки, можно изменять характеристики прочности изделия. Нахлесточные паяные соединения обладают некоторыми преимуществами перед нахлесточными сварными, передача усилий в которых происходит по периметру элемента. В сварных конструкциях любые швы являются источником концентрации напряжений в переходной зоне от основного металла к шву, и при неблагоприятных очертаниях шва концентрация достигает значительных величин. Сопоставление механических свойств паяных и сварных соединений позволяет сделать следующие выводы:
1. Применение пайки наиболее эффективно в тонкостенных конструкциях, толщиной не более 10 мм;
2. Производительность технологического процесса пайки оказывается часто более высокой;
3. Паяные соединения вызывают, как правило, меньшие остаточные деформации;
4. Паяные конструкции в большинстве случаев имеют меньшую концентрацию напряжений по сравнению со сварными.
Прочность паяных соединений определяется также влиянием дефектов, которые могут образовываться при несоблюдении оптимальных условий и режима пайки. Типичные дефекты, которые снижают прочность паяных соединений — поры, раковины, трещины, флюсовые и шлаковые включения, непропаи.
Типичные дефекты, которые снижают прочность паяных соединений — поры, раковины, трещины, флюсовые и шлаковые включения, непропаи.
Все дефекты сплошности в паяных соединениях разделяются на дефекты, связанные с заполнением жидким припоем капиллярных зазоров, и дефекты, возникающие при охлаждении и затвердевании паяных швов. Возникновение первой группы дефектов определяется особенностями движения расплавов припоев в капиллярном зазоре (поры, непропаи). Другая группа дефектов появляется из-за уменьшения растворимости газов в металле при переходе из жидкого состояния в твердое (газо-усадочная пористость). К этой группе относится также пористость кристаллизационного и диффузионного происхождения.
Трещины в паяных швах могут возникнуть под действием напряжений и деформаций металла изделий или шва в процессе охлаждения. Холодные трещины возникают в зоне спаев при образовании прослоек хрупких интерметалидов. Горячие трещины образуются в процессе кристаллизации; если в процессе кристаллизации скорость охлаждения высока и возникающие при этом напряжения велики, а деформационная способность металла шва мала, то возникают кристаллизационные трещины. Полигонизационные трещины в металле шва возникают уже при температурах ниже температуры солидус после затвердевания сплава по так называемым полигонизационным границам, которые образуются при выстраивании дислокации в металле в ряды и образовании сетки дислокации под действием внутренних напряжений. Неметаллические включения типа флюсовых или шлаковых могут возникать в результате недостаточно тщательной подготовки поверхности изделия к пайке или при нарушении режима пайки. При слишком длительном нагреве под пайку флюс реагирует с основным металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем.
Полигонизационные трещины в металле шва возникают уже при температурах ниже температуры солидус после затвердевания сплава по так называемым полигонизационным границам, которые образуются при выстраивании дислокации в металле в ряды и образовании сетки дислокации под действием внутренних напряжений. Неметаллические включения типа флюсовых или шлаковых могут возникать в результате недостаточно тщательной подготовки поверхности изделия к пайке или при нарушении режима пайки. При слишком длительном нагреве под пайку флюс реагирует с основным металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем.
Инструкция по пайке сталей. Пайка высокотемпературными припоями узлов агрегатов
Назначение
Инструкция является руководством по пайке сталей: конструкционных, коррозионностойких (нержавеющих) и жаропрочных высокотемпературными твердыми серебрянными припоями ПСр40; ПСр МИН63; ПСр21,5; и медными припоями ВПР1; ВПР4 и их импортными аналогами газовыми горелками, а также в камерных печах и печах с вакуумной средой.
Оборудование и материалы
2.1 Горелка газовая ГОСТ 1077-79
2.2 Электропечь камерная с температурой до 1300 градусов
2.3 Вакуумная печка типа СНВ
2.4 Необходимые приспособления для установки и фиксации деталей
2.5 Ацетон ГОСТ 2603-79
2.6 Аргон чистый класса «А» ГОСТ 10157-79
2.7 Пинцет
ТВЕРДЫЕ ПРИПОИ И ФЛЮСУЮЩИЕ ВЕЩЕСТВА
3.1 Для пайки применять припои, указанные в табл.
| Марка припоя | Температура пайки оС |
| ПСр40 ГОСТ 19738-74 19746-74 | 650-670 |
| ПСрМИН63 | 800-820 |
| ПСр21.5 | 1080 |
| ВПР1 | 1130 |
| ВПР4 | 1050 |
3.2 Термообработка припоя производится в случае целесообразности, если припой недостаточно пластичен.
3.3 Для пайки применять перечисленные виды флюсов:
• ПВ200 для пайки припоями ПСр21,5 и ВПР1;
• ПВ201 для ПСр40 и ПСрМИН63;
• Калий тетрафторборат (КВF2) ГОСТ 9532-75 для пайки ПСр21,5 и ВПР1 в нейтральной среде.
Читайте статью «Как приготовить флюс своими руками»
4 ПОДГОТОВКА ПОВЕРХНОСТИ ДЕТАЛЕЙ И ПРИПОЯ
4.1 Размер зазоров должен быть, как правило, от 0,7 до 0,15мм для соединений типа «телескоп» и до 0,2 мм для других соединений (нахлесточных, стыковых, тавровых) Допускается уменьшение зазора в соединении типа «телескоп», если это вызвано особенностями конструкции узла.
4.2 Поверхности, подлежащие пайке, должны быть доведены до шероховатости не ниже 2,5.
4.3 На цементированных изделиях, после снятия медного покрытия, поверхности под пайку должны быть зачищены механически до чистого металла.
4.4 Наличие фаски в месте формирования галтели при печной пайке необходимо исключить. Кромки разделки в которой размещается паяемая деталь, должны притупляться радиусом ±0,1 мм.
4.5 Присутствие цветов побежалости и коррозии на паяемых поверхностях узлов после мех. обработки не допускается
4.6 Детали, поступающие на пайку, должны быть промыты.
4.7 Непосредственно перед пайкой обезжирить детали, входящие в узел и припой в ацетоне или другом растворителе и посушить на воздухе 10-15 мин. Сборку после данной процедуры проводить пинцетом или пользоваться х/б перчатками.
Сборку после данной процедуры проводить пинцетом или пользоваться х/б перчатками.
5 ПОДГОТОВКА ОБОРУДОВАНИЯ И ОСНАСТКИ
5.1 При пайке в камерной печи в аргоне внутренняя поверхность контейнера должна быть очищена от грязи и очищена путем промывки ацетоном или др. растворителем.
5.2 Вакуумная печь перед загрузкой узлов под пайку должна быть очищена от грязи и масла согласно руководству по эксплуатации.
5.3 Оснастка должна быть перед пайкой промыта в ацетоне или др. растворителе. В случае наличия рыхлых окисных пленок допускается обдувка оснастки электрокорундом или гидрохонингом.
5.4 При пайке в нейтральной среде перед запуском аргона в печь систему трубопроводов продуть аргоном. Смена баллонов в процессе пайки запрещается.
6 СБОРКА
6.1 Сборку узлов производить в приспособлениях обеспечивающих требуемое положение деталей и исключающих напряжения в зоне пайки.
6.2 Фиксацию припоя производить на машинах контактной сварки при помощи сварочного пистолета или сварочных клещей.
7 ПАЙКА
а) Пайка газовой горелкой
7.1 Развести флюс в Н2О или в спирте до пастообразного состояния, затем покрыть соединяемые поверхности.
7.2 Припой покрыть флюсом, разведенным в Н2О или в спирте и обсыпать порошком флюса
В процессе нагрева необходимо наблюдать за тем, чтобы поверхность металла у места зазора не оголялась от флюса и, при необходимости, делать подсыпку порошка флюса.
7.3 Нагреть паяемый участок до температуры, указанной в таблице выше. Температура при пайке контролируется зрительно по началу плавления припоя.
Нагрев зоны соединения производить равномерно по всей длине соединения, не допуская перегрева. При пайке деталей с разной толщиной стенок прогревать сначала более массивные детали.
7.4 Не допускать контакта флюса с пламенем более 4-5 минут из-за возможности потери им флюсующих свойств. Оптимальное время нагрева флюса при пайке в газовом пламени 20-60 сек.
7.5 В процессе пайки до полного охлаждения узел подвергать механическому воздействию воспрещается.
7.6 При необходимости для предохранения внутренней поверхности труб от чрезмерного окисления, на внутреннюю поверхность трубы нанести флюс или пропускать внутрь аргон.
При пайке трубу в зоне соединения располагать, по возможности, вертикально. Арматура должна находиться снизу.
7.7 Нагартованные детали из стали типа 12Х18Н9Т перед пайкой подвергать отжигу (детали из труб после гибки)
7.8 Подгибка трубопроводов после пайки не рекомендуется и совершенно не разрешается на расстоянии меньшем 20 мм от места пайки. Наплывы припоя на ниппеле разрешается запиливать.
б) Пайка в камерной печи
7.9 Производить в герметичных контейнерах со стальным колпаком-экраном в атмосфере аргона.
7.10 Флюсы 200, 201, 209 разводятся в воде до пастообразного состояния и наносятся тонким слоем, затем просушиваются в течение 10-15 мин. Порошок тетрафторбората калия засыпается в контейнер. Количество флюса, температура, время выдержки, расход аргона, скорость нагрева и охлаждения оговаривается в технологии.
7.12 Контроль температуры производить термопарой, вводимой внутрь контейнера.
Горячий спай термопары должен быть помещен, по возможности, как можно ближе к поверхности паяемого изделия.
7.13 Детали охлаждать под потоком аргона до комнатной температуры. Допускается обдув контейнера сжатым воздухом с целью уменьшения времени охлаждения.
в) Пайка в вакуумной печи
7.14 Производить преимущественной в среде аргона.
7.15 Собранный узел в приспособлении поместить на поддон печи, закрыв его колпаком-экраном из стали типа 12Х18Н10Т.
7.16 Пайка в среде аргона выполняется по следующей схеме:
- Продуть систему трубопроводов до вакуумного крана аргоном
- Откачать из печи воздух до остаточного давления, указанного в технологии. Разрешается промывка камеры аргоном, заключающаяся в следующем: откачка до 10-3мм рт. ст., заполнение газом и снова откачка до требуемого разряжения.
- Подать в камеру печи газообразный аргон. Подачу вести непрерывно в течение 8-10 мин.

- Включить нагрев и произвести пайку.

7.18 Контроль температуры выполняют при помощи термопары с записью на самописце. Горячий спай термопары должен быть помещен как можно ближе к поверхности паяемого узла. Допускается замер температуры в камере при условии учета экспериментально определенной разницы температур на поверхности изделия и в камере.
8 УДАЛЕНИЕ ОСТАТКОВ ФЛЮСА
В горячей, затем в холодной проточной воде с последующей обдувкой гидрохонингом.
9 КОНТРОЛЬ ШВОВ
9.1 Контроль состояния узлов должен проводиться на всех этапах тех.процесса подготовки поверхностей, сборки и пайки, введения флюса и припоя, устранения остатков флюса после пайки.
9.2 Применяемые материалы должны быть ГОСТированны или иметь ТУ. Следить за сроком годности флюса.
9.3 Применять следующие виды контроля:
а) внешний осмотр;
б) рентгенографический анализ;
в) проверка узлов на прочность и герметичность;
г) металлография;
9. 4 Внешнему осмотру подвергать 100% узлов с помощью увеличительного стекла 4-7 кратного увеличения.
Осматривать нужно паяный шов и зону, примыкающего к нему основного металла на расстоянии не менее 10 мм.
9.5 Шов должен быть чистым, без пористости, раковин, свищей, непропаев, посторонних включений, остатков флюсов и т.д. при условии, что припой заполнил зазор и образовал галтель.
10 ИСПРАВЛЕНИЕ ДЕФЕКТОВ
10.1 Недопустимые непропаи, поры, раковины и др. дефекты устранять подпайкой не более 2-х раз тем же припоем, которым проводилась пайка или с более низкой температурой плавления.
Высокотемпературная пайка | Приложения | Indium Corporation
- Технические
Документы - Видео
- Блоги
Закрыть
Связанные высокотемпературные статьи блога
IMS 2022!
01 июня 2022 by Jenny Gallery | View Bio
Международный микроволновый симпозиум (IMS) (21-23 июня) – это ведущая ежегодная международная встреча технологов, занимающихся всеми аспектами теории и практики микроволнового излучения. Он состоит из целой недели мероприятий, включая презентации технических документов, семинары и учебные пособия, а также многочисленные социальные мероприятия и возможности для общения.
Подробнее
Когда жизнь дает вам люмены, сделайте светодиодную пасту!
03 мая 2022 by Jenny Gallery | View Bio
AuLTRA™ 3.2 и AuLTRA™ 5.1 представляют собой пасты AuSn для пайки оплавлением воздухом или азотом, специально разработанные для более высоких температур обработки и требований сборки, необходимых для массивов мощных светодиодных модулей. Эти паяльные пасты AuSn обеспечивают стабильную печать и оплавление, а также исключительное смачивание и низкий уровень пустот. Паяльные пасты AuLTRA™ 3.2 и AuLTRA™ 5.1 доступны со следующими составами сплавов: 80Au/20Sn, 79Au/21Sn, 78Au/22Sn и 77Au/23Sn, а также размеры порошка от 2 до 7SGS.
Подробнее
SPIE Photonics West 2022
19 января 2022 г. by Jenny Gallery | View Bio
Indium Corporation продвигает новые специализированные продукты: AuLTRA™75 , AuLTRA™ ThInFORMS™ и AuLTRA™ Fine Ribbon , по адресу: SPIE, 2 января, Калифорния, США 27).
Подробнее
2021 Space Tech Expo
24 сентября 2021 г. автор Галерея Дженни | Посмотреть биографию
Приходите посмотреть на новые материалы AuLTRA™75, AuLTRA™ ThInFORMS™ и термоинтерфейсы Indium Corporation на выставке Space Tech Expo в Лонг-Бич, Калифорния, 6–8 октября 2021 г.
Подробнее
«Да, вы , вы делаете украшения?
27 окт. 2020 г. by Jenny Gallery | View Bio
Продолжая оставаться ведущим производителем и поставщиком материалов для пайки, Indium Corporation в настоящее время производит и поставляет материалы для изготовления ювелирных изделий. Эти материалы доступны в 9Золотое зерно 9,99%, розовое, фиолетовое и красное золото.
Подробнее
Просмотреть все сообщения в блоге Закрыть
Indium Corporation является ведущим новатором в области связующих и припоев на основе золотых и серебряных сплавов для высокотемпературных и высоконадежных применений, таких как крепление штампов и герметизация, в различных отраслях, включая автомобильную, радиочастотную инфраструктуру, военную, лазерную и аэрокосмическую.

Имея в наличии более 200 сплавов, мы предлагаем сплавы для температур до 1100 ° C. Предлагая альтернативу традиционным вариантам с высоким содержанием свинца, корпорация Indium в настоящее время предлагает и постоянно разрабатывает новые бессвинцовые решения, такие как золотые припои, спекание, преформы и технологии сплавов с новыми системами флюсов
Высокотемпературные продукты
Бессвинцовые варианты от Indium Corporation
Золотые припои
Сплавы на основе золота обеспечивают высокую прочность сцепления, отличную коррозионную стойкость и стойкость к окислению, а также хорошую тепло- и электрическую передачу в месте пайки.
Продукты для спекания
Пасты для спекания серебра QuickSinter ® Indium Corporation представляют собой материалы с высоким содержанием металла, предназначенные для легкого применения в процессе дозирования без замены оборудования для напыления. Пасты также могут использовать быстрые процессы спекания, подобные оплавлением (RFL), для образования прочных соединений на многих стандартных отделках выводных рамок, DBC и IPM, и они будут прочно связываться с кристаллами с поверхностями Ag, Au или Cu.
Жаропрочные сплавы на основе серебра
Высокая тепло- и электропроводность, очень хорошая капиллярность в соединениях и хорошая стойкость в приложениях с большими нагрузками и с несоответствиями КТР.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
| Атрибуты | Сплавы | Температура | |
|---|---|---|---|
| Сплавы на основе золота | Сильная прочность сцепления, отличная стойкость к коррозии и окислению, а также хорошая тепловая и электрическая передача в месте пайки. | Indalloy ® 200 (100AU) Indalloy ® 178 (82AU/18 дюймов) (96,8AU3.  2SI) 2SI) Indalloy ® 183 (88AU/12GE) Индаллои ® 270 (88AU/12GE) 9000AU ® 270 (88AU/12GE) 9. Indalloy ® 269 (78Au/22Sn) Indalloy ® 271 (79Au/21Sn) Indalloy ® 182 (80Au/20Sn) | 1064 ° С Эвтектика Солидус 451 ° С / Ликвидус 485 ° С 363 ° С Эвтектика 356 ° C Eutectic Solidus 278 ° C / Liquidus 332 ° C Solidus 278 ° C / Liquidus 301 ° C Solidus 278 ° C / Liquidus 289 ° C 280 ° С Эвтектика |
| Сплавы на основе серебра | Высокая тепло- и электропроводность, очень хорошо проникает в соединения и хорошо выдерживает нагрузки в приложениях с большими нагрузками и с несоответствием коэффициента теплового расширения. | Припой Indalloy ® B962 (99,99Ag) Indalloy ® 193 (72Ag / 28Cu) | 962 ° C Эвтектика 780 ° C Эвтектика Солидус 685 ° C / Ликвидус 730 ° C |
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
| Стандартные материалы | ||||||||
|---|---|---|---|---|---|---|---|---|
| Комментарии | Сн | Аг | Сб | Золото | Би | Гэ | Солидус (°С) | Ликвидус (°С) |
| Низкое использование Tj IGBT | 96,5 | 3,5 | 221°С | Эвтектика | ||||
| Также известен как «J-сплав» | 65 | 25 | 10 | 233°С | Эвтектика | |||
| Обычно используется в процессах ступенчатой пайки | 95 | 5 | 237°С | 240°С | ||||
| Максимально возможное содержание Sb в стандартной проволоке Sn/Sb | 91,5 | 8,5 | 241°С | 248°С | ||||
| Обычно используется в процессах ступенчатой пайки | 90 | 10 | 243°С | 257°С | ||||
| Самый высокоплавкий сплав Sn/Sb | 86 | 14 | ||||||
| Очень плохая способность к пайке | 11 | 89 | 262°С | 360°С | ||||
| Очень высокая прочность на растяжение и тепло/электропроводность | 20 | 80 | 280°С | Эвтектика | ||||
| Используется для крепления матрицы с очень высоким Tj, например SiC | 88 | 12 | 356°С | Эвтектика | ||||
Сопутствующие товары
Золотые припои
Золотые преформы
Золотая паста
QuickSinter ®
Технология пайки для работы при высоких и сверхвысоких температурах.
(Конференция)
Технология пайки для работы при высоких и сверхвысоких температурах. (Конференция) | ОСТИ.GOV
перейти к основному содержанию
- Полная запись
- Другие родственные исследования
Аннотация не предоставлена.
- Авторов:
Вианко, Пол Т.;
Килго, Элис С .;
Реджент, Джером А.
- Дата публикации:
- Исследовательская организация:
- Национальная лаборатория Сандия. (SNL-NM), Альбукерке, Нью-Мексико (США)
- Организация-спонсор:
- Национальная администрация по ядерной безопасности Министерства сельского хозяйства США (NNSA)
- Идентификатор OSTI:
- 1148152
- Номер(а) отчета:
- ПЕСОК2007-3372К
522692
- Номер контракта с Министерством энергетики:
- АК04-94АЛ85000
- Тип ресурса:
- Конференция
- Отношение ресурсов:
- Conference: Предлагается для презентации на конференции/совещании JIP, состоявшемся 30-31 мая 2007 г. в Альбукерке, Нью-Мексико.
 в Альбукерке, Нью-Мексико.
в Альбукерке, Нью-Мексико.- Страна публикации:
- США
- Язык:
- Английский
Форматы цитирования
- ГНД
- АПА
- Чикаго
- БибТекс
Вианко, Пол Т., Килго, Элис С., и Реджент, Джером А. Технология пайки для работы при высоких и сверхвысоких температурах. . США: Н. П., 2007.
Веб.
Копировать в буфер обмена
Вианко, Пол Т., Килго, Элис С. и Реджент, Джером А. Технология пайки для работы при высоких и сверхвысоких температурах. . Соединенные Штаты.
Копировать в буфер обмена
Вианко, Пол Т. , Килго, Элис С. и Реджент, Джером А. 2007.
, Килго, Элис С. и Реджент, Джером А. 2007.
«Технология пайки для работы при высоких и сверхвысоких температурах». Соединенные Штаты. https://www.osti.gov/servlets/purl/1148152.
Копировать в буфер обмена
@статья{osti_1148152,
title = {Технология пайки для работы при высоких и сверхвысоких температурах.},
автор = {Вианко, Пол Т. и Килго, Элис С. и Реджент, Джером А.},
abstractNote = {Аннотация не предоставлена.},
дои = {},
URL-адрес = {https://www.osti.gov/biblio/1148152},
журнал = {},
номер =,
объем = ,
место = {США},
год = {2007},
месяц = {5}
}
Копировать в буфер обмена
Посмотреть конференцию (6,09 МБ)
Дополнительную информацию о получении полнотекстового документа см.