Цанговый патрон с ручным приводом. Патрон цанговый чертеж
Цанговый зажим своими руками: как сделать самодельный патрон
Вопрос о том, как изготовить цанговый зажим своими руками, актуален для тех, кто занимается ювелирным делом, гравировальными работами или изготовлением печатных плат и использует такую оснастку. Именно специалисты данных категорий чаще всего сталкиваются с поломкой цангового зажима, который можно заменить на новую серийную модель либо изготовить своими руками.

Самодельный цанговый патрон, выточенный на токарном станке
Существует несколько вариантов изготовления цангового патрона своими руками, каждый из которых отличается определенными нюансами. Однако по какой бы методике ни был изготовлен самодельный зажим, его цена будет выгодно отличаться от стоимости серийной модели.
Самодельная цанга-муфта простейшей конструкции
Простейшая цанга, работающая по принципу соединительной муфты, может быть изготовлена из стальной проволоки диаметром 1 мм. Следует иметь в виду, что цанга предложенной конструкции не является универсальным зажимным устройством и может быть использована только для сверл одного диаметра. При этом важно, чтобы поперечный размер применяемых сверл максимально точно соответствовал диаметру выходного вала приводного электродвигателя. Кроме того, важно учитывать, что использовать такой цанговый зажим можно только при сверлении материалов, обладающих невысокой вязкостью.

Самодельный зажим из проволоки
Для изготовления цанговой муфты предложенной конструкции потребуются следующие расходные материалы, приспособления и инструменты:
- цилиндрическая болванка из металла, диаметр которой соответствует диаметрам выходного вала электродвигателя и сверла;
- проволока из стали;
- электрический паяльник;
- флюс для пайки.
Сам процесс изготовления цангового патрона для микродрели выполняется по следующему алгоритму:
- Проволока наматывается на болванку таким образом, чтобы сформировалась жесткая пружина. Важно, чтобы витки пружины располагались как можно ближе друг к другу.
- Готовую пружину, не снимая с болванки, тщательно пропаивают.
Простейший цанговый зажим для микродрели может быть изготовлен своими руками и в другом конструктивном исполнении. Конструкция такого патрона, себестоимость изготовления которого будет очень низкой, состоит из двух половинок, скрепленных винтом. На внутренней поверхности каждой из таких половинок протачиваются цилиндрические желобки, которые при затягивании винта обеспечивают фиксацию как зажима на валу приводного электродвигателя, так и применяемого инструмента. Решив изготовить такой цанговый зажим своими руками, имейте в виду: для того чтобы он работал корректно, перед началом его использования следует обязательно выполнить балансировку.
Самодельный зажим на основе цангового карандаша
Кулачковый патрон для микродрелей как альтернатива цанговым зажимам
Чтобы не задумываться над тем, как сделать цанговый патрон или зажим своими руками, можно приобрести для оснащения своей микродрели кулачковый патрон. Такой зажим является аналогом кулачковых патронов, используемых для комплектации обычных электродрелей, и работает по схожему принципу. При вращении подвижной обоймы на корпусе такого устройства кулачки, которыми оно оснащено, сдвигаются и тем самым обеспечивают надежную фиксацию инструмента.

Миниатюрный кулачковый патрон обеспечит жесткую фиксацию рабочих насадок
Для оснащения микродрели сегодня предлагается большое разнообразие недорогих кулачковых зажимов. Преимущественное большинство их моделей фиксируется на валу приводного электродвигателя при помощи резьбового отверстия на боковой стороне посадочной части, в которое вкручивается винт. Вращение обоймы кулачкового зажима в зависимости от конкретной модели может осуществляться как вручную, так и при помощи специального ключа, который обязательно присутствует в заводском комплекте данного устройства.
Приобретение кулачкового патрона – это хорошая возможность за небольшие деньги оснастить свой электроинструмент универсальным зажимным устройством, удобным в использовании и обеспечивающим надежную фиксацию рабочих насадок. Главное, на что следует обращать внимание при выборе, – это материал, из которого изготовлены основные рабочие элементы зажима. Если выбрать патрон, кулачки которого сделаны из прочной высокоуглеродистой стали, то он прослужит значительно дольше и будет обеспечивать точную фиксацию используемого инструмента.
Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
№ | Наименование(чертежи сохранены в Компас-3D v.13) | Просмотр | Цена, $ | Скачать |
| Приспособления станочные | ||||
| 1 | 6-шпиндельная головка | — | ||
| 2 | Кондуктор для 4-х отверстий | — | ||
| 3 | Кондуктор для сверления 4-х отверстий | — | ||
| 4 | Кондуктор для сверления 8 отверстий | — | ||
| 5 | КОНДУКТОР К 4-ШПИНДЕЛЬНОЙ ГОЛОВКЕ | — | ||
| 6 | Кондуктор сверлильный | |||
| 7 | КОНДУКТОР | — | ||
| 8 | Мембранный патрон с пневмоприводом | — | ||
| 9 | Патрон 3-х кулачковый1 | — | ||
| 10 | Патрон 3-х кулачковый самоцентрирующийся | — | ||
| 11 | Патрон 3-х кулачковый | — | ||
| 12 | Патрон для токарной обработки1 | — | ||
| 13 | Патрон для токарной обработки2 | — | ||
| 14 | Патрон для токарной обработки | — | ||
| 15 | Патрон цанговый | — | ||
| 16 | Патрон | — | ||
| 17 | Пневмотиски | — | ||
| 18 | Приспособление 2-х местное пневматическое | — | ||
| 19 | Приспособление для горизонтально-фрезерной операции | — | ||
| 20 | Приспособление для обработки детали | — | ||
| 21 | Приспособление для обработки отверстий | — | ||
| 22 | Приспособление для растачивания отверстия | — | ||
| 23 | Приспособление для расточки отверстий | — | ||
| 24 | Приспособление для расточки отверстия | — | ||
| 25 | Приспособление для сверления1 | — | ||
| 26 | Приспособление для сверления 4-х отверстий | — | ||
| 27 | Приспособление для сверления отверстий | |||
| 28 | Приспособление для сверления | — | ||
| 29 | Приспособление для сверлильно-фрезерной операции | — | ||
| 30 | Приспособление для токарной обработки | — | ||
| 31 | Приспособление для токарной операции | — | ||
| 32 | Приспособление для фрезерной операции | — | ||
| 33 | Приспособление для фрезерования плоскостей ушек | — | ||
| 34 | Приспособление для фрезерования плоскостей | — | ||
| 35 | Приспособление для фрезерования полок корпуса | — | ||
| 36 | Приспособление для фрезерования поперечных пазов | — | ||
| 37 | Приспособление для фрезерования | — | ||
| 38 | Приспособление для цекования | — | ||
| 39 | Приспособление на сверлильную операцию | — | ||
| 40 | Приспособление на токарную операцию1 | — | ||
| 41 | Приспособление на токарную операцию | — | ||
| 42 | Приспособление на фрезерно-центровальную операцию1 | — | ||
| 43 | Приспособление на фрезерно-центровальную операцию | — | ||
| 44 | Приспособление расточное | — | ||
| 45 | Приспособление с пневмозажимом | — | ||
| 46 | Приспособление фрезерное2 | — | ||
| 47 | Приспособление_тиски для 2-х деталей | — | ||
| 48 | Расточное приспособление | — | ||
| 49 | Самоцентрирующее приспособление | — | ||
| 50 | Станочное приспособление_1 | — | ||
| 51 | Тиски пневматические | — | ||
| 52 | Тиски ручные | — |
cadregion.ru
Патрон цанговый - применение и конструкция, обозначение и виды, ГОСТ.
Цанговый патрон – это разновидность оснастки металлорежущих станков с самозажимной фиксацией. Это простое и надежное устройство, широко применяемое при выполнении операций на токарных, сверлильных и фрезерных станках, и обеспечивающее высокую точность центровки и минимальное радиальное биение.
Сфера применения цанговых патронов и основные преимущества
Фиксирующая оснастка со сменными цангами широко применяется для установки резцов и осевых заготовок на различных типах металлорежущих станков. Применяется она и на станках с ЧПУ благодаря высокой надежности зажима и быстрой смене инструмента. Цанговое крепление оптимально для фиксации прутков и других деталей цилиндрической формы. Его применение удобно и для повторного крепления обработанной детали.

Основные достоинства цангового метода фиксации:
- Минимальное радиальное биение заготовки.
- Высокоточная центровка детали.
- Простая установка без применения ключей.
Основным недостатком цанговых патронов является ограниченный диаметр хвостовиков устанавливаемых инструментов и заготовок. Для расширения типоразмеров инструмента возможно использование переходных втулок.
Особенности конструкции
Цанговые патроны различаются по виду и размеру, но все они работают по единому принципу. Оснастка состоит из набора цанг и самозажимной гайки, которая создаёт давление на торец цанги. Из-за усилия давления цанга смещается в конусный проем, одновременно уменьшаясь в диаметре и обеспечивая усилие сжатия детали или хвостовика инструмента. Для съёма детали гайка свинчивается, увеличивая диаметр цанги.
Существуют патроны с втягиваемой, неподвижной и выдвижной цангами. По назначению данный элемент может быть подающим или зажимным. Подающая представляет собой втулку с тремя пружинящими лепестками и концами, направленными в сторону центра. Цанга накручивается на вращающийся шток, подающий заготовку посредством кулачкового механизма или гидропривода. Упругость лепестков обеспечивает плотное сжатие инструмента или детали.
Конструкция цельной зажимной цанги представляет собой пружинящую втулку с лепестками. Количество лепестков зависит от диметра фиксируемой детали:
- трехлепестковые – детали или инструмент диаметром до 3 мм;
- 4-лепестковые – от 3 до 80 мм;
- 6-лепестковые – детали диаметром более 80 мм.
Для крепления деталей и инструмента наименьшего диаметра применяются патроны с зажимными разъёмными цангами. Движение и фиксацию кулачков в данной конструкции обеспечивают специальные пружины.
Основные правила выбора цангового патрона
Подбирая патрон для оснащения станка необходимо руководствоваться несколькими основными правилами:
- Крепление патрона к шпинделю. Определитесь со способом крепления и допустимым диаметром или номером конуса Морзе. Цанговый патрон может устанавливаться на шпиндель через быстросъёмный конусный зажим напрямую или через переходную втулку, а также иметь резьбовое крепление.
- Определите размер фланца для крепления (при наличии пояска).
- Подберите количество кулаков в зависимости от диаметра детали или инструмента.
Условные обозначения
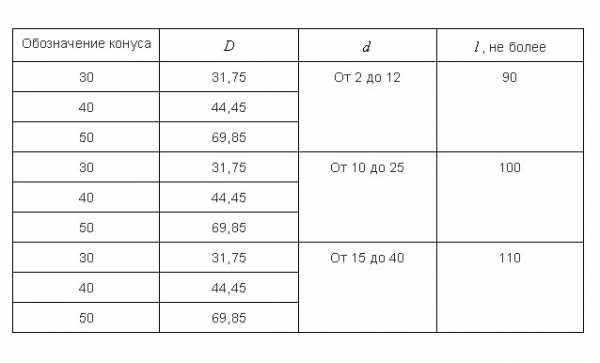
В соответствии с действующим стандартом на цанговый патрон с наружным конусом, предназначенным для крепления инструмента с цилиндрическим хвостовиком, должен иметь следующее условное обозначение.
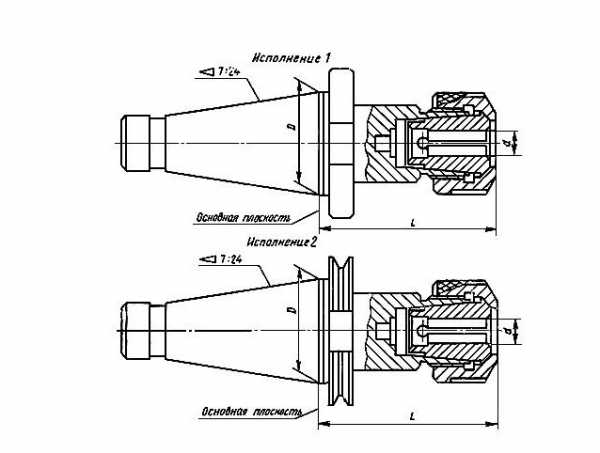
При исполнении 1 (универсальные станки) с конусом номер 50, диаметром под хвостовик (d) 12 мм и длиной 90 мм: Патрон 1-50-12-90 ГОСТ 26539-85
Действующие ГОСТы
Один из основных действующих стандартов - ГОСТ 26539-85, который определяет параметры цангового патрона с наружным конусом 7:24. Действуют и другие стандарты, регулирующие различные технические условия данного типа оснастки.
mekkain.ru
Патрон цанговый 3D | Машиностроение и механика
Патрон токарный на станок HAAS/
Патрон токарный на станок HAAS/Винт установочный.m3d
Патрон токарный на станок HAAS/винт.m3d
Патрон токарный на станок HAAS/гильза подвижная.m3d
Патрон токарный на станок HAAS/Корпус фиксатора.m3d
Патрон токарный на станок HAAS/Корпус.m3d
Патрон токарный на станок HAAS/Крышка патрона.m3d
Патрон токарный на станок HAAS/крышка.m3d
Патрон токарный на станок HAAS/Сборка фиксатора.a3d
Патрон токарный на станок HAAS/Сборка.a3d
Патрон токарный на станок HAAS/сухарь.m3d
Патрон токарный на станок HAAS/фиксатор.m3d
Патрон токарный на станок HAAS/цанга Шаублиновская.m3d
Патрон токарный на станок HAAS/цанга.m3d
vmasshtabe.ru
Цанговые патроны и мембранные патроны
Приспособления и установка деталей (заготовок)
Цанговые патроны и мембранные патроны
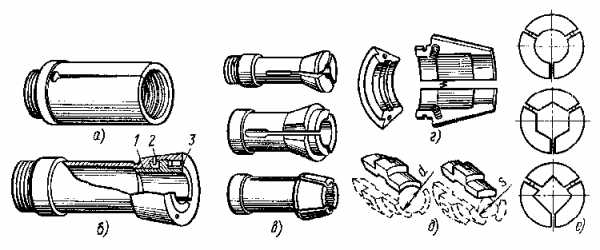
Цанговые патроны. Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. По конструкции различают патроны с втягиваемой, рисунок выше - а), выдвижной, рисунок выше - б) и неподвижной, рисунок выше - е) цангами. По назначению цанги делятся на подающие и зажимные. Основные типы цанг для токарных станков представлены на рисунке ниже. Подающая цанга - а) представляет собой стальную закаленную втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка. Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение и осуществляет подачу расположенного в ней прутка от кулачкового механизма или от гидромеханического привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой своей упругости к поверхности прутка. При перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка. Зажимная цельная цанга - в) выполняется в виде втулки с пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок диаметром до 3 мм, с четырьмя - диаметром до 80 мм и с шестью - диаметром свыше 80 мм. Угол при вершине конуса цанги обычно равен 30 градусам. На рисунке - б) показана зажимная цанга со сменными вкладышами. Перед обработкой прутка другого сечения ослабляют винты 3 и устанавливают вкладыши 1 нужного профиля и размера, ориентируя их по штифтам 2. Для обработки заготовок малого диаметра применяют зажимные разъемные цанги - г), у которых кулачки разводятся пружинами. В некоторых случаях применяют разъемные цанги со сменными вкладышами - е), форма и размеры которых зависят от формы и размеров обрабатываемого прутка. Огромный ассортимент резинотехники от интернет-каталога http://www.kirelis.ru/
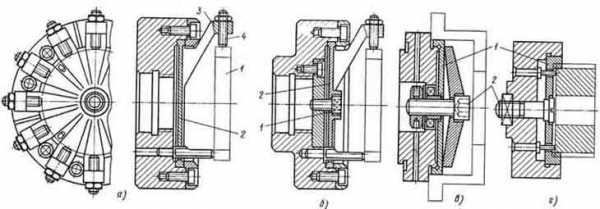
Мембранные патроны. Мембранные патроны применяют в том случае, когда необходимо обработать партию заготовок с высокой точностью центрирования. В мембранном патроне рожкового типа, рисунки ниже - а) и б), обрабатываемую заготовку 1 устанавливают между торцами винтов 4, которые через рожки 3 связаны с мембраной 2. При прогибе мембраны в сторону заготовки концы рожков 3 с винтами 4 расходятся и освобождают заготовку; при снятии нагрузки происходит закрепление заготовки. Настройка патрона на размер детали и усилие зажима регулируются винтами 4. Мембранные патроны чашечного типа позволяют закреплять заготовки за внутреннюю, рисунок - е) и наружную, рисунок - г), поверхности. Заготовки в обоих случаях крепятся с помощью мембраны 1 при затяжке винта 3.
turner.narod.ru
Цанговый токарный патрон
Изобретение относится к области технологических оснасток на станках токарной группы с ЧПУ и может быть использовано для нарезания наружной резьбы на полых цилиндрических изделиях из высокопрочной стали, например, на корпусах ракетных двигателей. Разжимной цанговый патрон выполнен в виде цанги, лепестки которой снабжены с внутренней стороны коническими участками. В полость цанги помещена тяга со шляпкой, сопряженной своей периферией с коническими участками лепестков. Тяга связана с гайкой на корпусе патрона посредством штифта, помещенного в кольцевой паз внутри гайки. Диапазон штифта регулируется овальным пазом в корпусе патрона. В результате обеспечивается минимизация величины погрешности форм поперечного сечения при нарезании наружной резьбы. 3 ил.
Изобретение относится к области технологических оснасток на станках токарной группы с ЧПУ и может быть использовано для нарезания наружной резьбы на полых цилиндрических изделиях из высокопрочной стали, например, на корпусах ракетных двигателей.
Известны конструкции трехкулачкового токарного патрона, цанговых оправок, в последних содержится хвостовик для закрепления в шпинделе станка и разрезная шейка, с рабочей частью с которой взаимодействует конус, соосно ввинчивающийся в хвостовик с расположенным винтом с торца оправки (см. B.C.Корсаков «Основы конструирования приспособлений», учебник для ВУЗов. -М.: «Машиностроение», 1983, стр.42, рис.22а) - прототип.
Недостаток известной конструкции трехкулачкового токарного патрона состоит в том, что в случае нарезания резьбы на тонкостенном изделии, каковым является ракетный двигатель, крепление заготовки осуществляется тремя кулачками, вызывая деформации, приводящие к возникновению погрешности формы в поперечном сечении изделия. Такой дефект влияет на все диаметральные размеры и особенно на резьбу. Величина погрешности формы в поперечном сечении увеличивается после раскрепления изделия из трехкулачкового патрона после токарной операции за счет упругого восстановления, что увеличивает процент брака (до 10%). В большинстве случаев технологическая база, за которую осуществляют крепление в токарном патроне, имеет погрешность в поперечном сечении в виде огранки. При закреплении эта погрешность добавляется на внутренний диаметр тонкостенного изделия, что приводит к образованию конусности и при черновой обработке, особенно при износе резца, может достигать недопустимых значений. Возникающая деформация влечет за собой негодность расточенного внутреннего диаметра, а также искажение последних витков резьбы, которые располагаются непосредственно над технологической базой в зоне разжатия.
В результате этого наблюдаются локальные выходы необходимого диаметрального размера за пределы поля допуска. При такой погрешности резьба, при оценке ее годности резьбовым калибром, признается негодной.
Недостаток известных конструкций цанговых оправок заключается в том, что в случае установки полой тонкостенной детали типа крышки, ее невозможно закрепить вследствие закрытия доступа к ввинчивающему конусу на торце оправки.
Технической задачей, на решение которой направлено изобретение, является повышение качества получаемой продукции за счет минимизации величины погрешности формы поперечного сечения путем применения цангового токарного патрона.
Решение поставленной технической задачи достигается тем, что в разжимном цанговом патроне, содержащем корпус, хвостовик для закрепления в шпинделе станка и разрезную шейку, с рабочей частью которой взаимодействует конус, соосно ввинчивающийся в хвостовик, разрезная шейка выполнена в виде цанги, лепестки которой снабжены с внутренней стороны коническими участками, в полость цанги помещена тяга со шляпкой, сопряженной своей периферией с коническими участками лепестков, при этом тяга связана с гайкой на корпусе патрона посредством штифта, помещенного в кольцевой паз внутри гайки, диапазон перемещения которого регулируется овальным пазом в корпусе патрона.
Сущность изобретения поясняется чертежами, где на Фиг.1 изображен цанговый патрон, который содержит хвостовик 2, переходящий в корпус 1 с закрепленной на нем цангой 3, в полости которой помещена со шляпкой тяга 4, снабженная штифтом 6, связанным с гайкой 5 через внутренний кольцевой паз 7, диапазон перемещения штифта 6 регулируется овальным пазом 8, изображенным на Фиг.2; на Фиг.3 - внутренний кольцевой паз 7.
Изобретение работает следующим образом.
Хвостовик 2 цангового патрона устанавливают и закрепляют в шпинделе станка, разрезная цанга 3 находится в свободном состоянии. Корпус ракетного двигателя устанавливают на цангу 3 до упора его торца в сделанную технологическую базу на лепестках цанги, при этом в полости ракетного двигателя оказываются лепестки цанги. Затем для закрепления корпуса ракетного двигателя поворачиваем гайку 5 по часовой стрелке, которая посредством штифта 6, находящегося в кольцевом пазе 7 внутри гайки, двигает тягу 4 внутрь цанги 3. В результате чего тяга 4, скользя по коническим поверхностям лепестков цанги 3, разжимает их и они своими контактными площадками создают равномерное усилие в зоне технологической базы, затем изделие обрабатывается. После обработки раскрепляем корпус ракетного двигателя, поворачивая против часовой стрелке гайку 5. При этом штифт 6, находящийся в кольцевом пазе 7 гайки 5, выдвигает тягу 4 в обратном направлении, лепестки цанги 3 сжимаются и корпус ракетного двигателя свободно извлекается с цангового токарного патрона. После чего процесс повторяют.
Изобретение позволяет минимизировать величину погрешности форм поперечного сечения при нарезании наружной резьбы в тонкостенном полом цилиндрическом изделии, каковым является корпус ракетного двигателя.
Разжимной цанговый патрон, содержащий корпус, хвостовик для закрепления в шпинделе станка и разрезную шейку, с рабочей частью которой взаимодействует конус, соосно ввинчивающийся в хвостовик, отличающийся тем, что разрезная шейка выполнена в виде цанги, лепестки которой снабжены с внутренней стороны коническими участками, в полость цанги помещена тяга со шляпкой, сопряженной своей периферией с коническими участками лепестков, при этом тяга связана с гайкой на корпусе патрона посредством штифта, помещенного в кольцевой паз внутри гайки, диапазон перемещения которого регулируется овальным пазом в корпусе патрона.
www.findpatent.ru
Цанговый патрон с ручным приводом
Изобретение относится к области обработки на токарных станках, зажимным патронам цангового типа. Патрон содержит фланец, рычаг управления, опору с шарниром, механизм зажима и разжима, содержащий подвижную втулку и сменную цангу. Для упрощения и удешевления конструкции патрона фланец снабжен рычагами, передний конец которых выполнен поочередно взаимодействующим с конической и цилиндрической поверхностями, выполненными на цилиндре, установленном подвижно на подвижной втулке, взаимодействующей с выполненным конусом сменной цанги. Цилиндр также соединен подвижно с установленным жестко на рычаге управления сухарем. Задний конец рычагов выполнен взаимодействующим с торцом подвижной втулки. При этом сухарь жестко соединен с рычагом управления, который связан с шарниром и опорой. 2 ил.
Изобретение относится к зажимным патронам цангового типа.
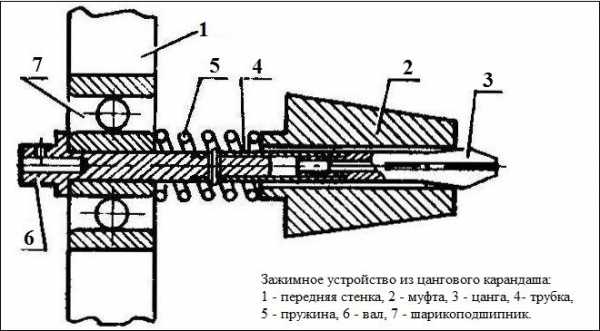
Известен цанговый патрон с ручным эксцентриковым приводом, описанный в кн. автора Фомина С. Ф. Приспособления и вспомогательный инструмент к токарным станкам, с. 78, фиг. 68. Цанговый патрон выполнен с пакетом тарельчатых пружин и сменной цангой и приводится в действие рукояткой и самотормозящим эксцентриковым кулачком. При повороте эксцентрик нажимает на раму, шарнирно закрепленную на корпусе обоймы; шаровой конец рамы позволяет ей поворачиваться относительно опоры, закрепленной на передней бабке. При перемещении обоймы с установленным в ней упорным шариковым подшипником перемещается нижняя втулка, которая через промежуточное кольцо сжимает пакет тарельчатых пружин. Под действием пружин цанга сжимается, центрирует и зажимает деталь. Левое кольцо упорного подшипника крепится неподвижно на втулке и вращается вместе с патроном, правое кольцо с обоймой из двух половинок неподвижные. Наличие множества деталей в данной конструкции повышенной точности делает конструкцию сложной и относительно дорогой. Задачей данного изобретения является создание простой конструкции и относительно дешевой. Указанная задача решена при помощи цангового патрона с ручным приводом, содержащего фланец, рычаг управления, опору с шарниром, механизм зажима и разжима, содержащий подвижную втулку и сменную цангу, где фланец снабжен рычагами, передний конец которых выполнен поочередно взаимодействующим с конической и цилиндрической поверхностями, выполненными на цилиндре, установленном подвижно на подвижной втулке, взаимодействующей с выполненным конусом сменной цанги и соединенным подвижно с установленным жестко на рычаге управления сухарем, а задний конец рычагов выполнен взаимодействующим с торцом подвижной втулки, при этом сухарь жестко соединен с рычагом управления, который связан с шарниром. Данное выполнение позволяет значительно упростить конструкцию цангового патрона, что позволяет уменьшить трудозатраты. Сущность изобретения поясняется чертежом, где на фиг. 1 показан общий вид устройства, на фиг. 2 - вид А фиг. 1. Цанговый патрон с ручным приводом содержит фланец 1, рычаг управления 2, опору 3 с шарниром 4, механизм зажима и разжима, содержащий подвижную втулку 5 и сменную цангу 6. На подвижной втулке 5 расположен цилиндр 7, взаимодействующий подвижно с сухарем 8, соединенным жестко шпильками 9 с рычагом 2. Цилиндр 7 выполнен с конической 10 и цилиндрической 11 поверхностями, взаимодействующими с одним плечом 12 рычагов 13, установленных при помощи осей 14 на фланце 1, а другое плечо 15 рычагов 13 выполнено взаимодействующим с торцом подвижной втулки 5, работающей непосредственно с конусом цанги 6. Рычаг 2 выполнен охватывающим цангу 6 и соединен с шарниром 4. Работа цангового патрона заключается в следующем. В цангу 6 устанавливают обрабатываемую деталь (на чертеже не показана). При повороте рычага управления 2 по часовой стрелке вокруг шарнира 4 сухарь 8 перемещает цилиндр 7 влево. При перемещении цилиндр 7 своей конической поверхностью 10 поворачивает плечо 12 рычагов 13. При этом другое плечо 15 рычагов 13 давит на торец подвижной втулки 5, сдвигая ее вправо, которая, в свою очередь, давит на конус сменной цанги 6, сжимая ее. При дальнейшем повороте рычага управления 2 и движении плеча 12 по конической поверхности 10 происходит зажим обрабатываемой детали и при переходе плеча 12 на цилиндрическую поверхность 11 происходит стопорение зажима. Деталь готова к обработке. Включают вращение шпинделя. Опора 3, рычаг 2 с шарниром 4 и сухарем 8 не вращаются за счет зазоров в соединении между сухарем 8 и цилиндром 7. Остальные детали вращаются. Для освобождения обработанной детали требуется повернуть рычаг управления 2 против часовой стрелки, тем самым освободить цилиндром 7 и рычагами 13 подвижную втулку 5 и последняя за счет сил конуса цанги 6 и упругих свойств последней сдвигается влево, освобождая сменную цангу 6, которая под действием упругих сил освобождает обработанную деталь.Формула изобретения
Цанговый патрон с ручным приводом, содержащий фланец, рычаг управления, опору с шарниром, механизм зажима и разжима, содержащий подвижную втулку и сменную цангу, отличающийся тем, что фланец снабжен рычагами, передний конец которых выполнен поочередно взаимодействующим с конической и цилиндрической поверхностями, выполненными на цилиндре, установленном подвижно на подвижной втулке, взаимодействующей с выполненным конусом сменной цанги и соединенным подвижно с установленным жестко на рычаге управления сухарем, а задний конец рычагов выполнен взаимодействующим с торцом подвижной втулки, при этом сухарь жестко соединен с рычагом управления, который связан с шарниром и опорой.РИСУНКИ
Рисунок 1, Рисунок 2Похожие патенты:
Изобретение относится к металлообработке, а именно к оснастке для закрепления инструмента
Изобретение относится к области бурения, в частности к конструкции буровой коробки шахтного бура
Изобретение относится к металлообработке и может быть использовано при зажиме кулачков с криволинейными рабочими поверхностями
Изобретение относится к станкостроению и может быть использовано для зажима инструмента малого диаметра, например сверл
Изобретение относится к ручному инструменту, а именно к инструменту для центрального зажима сверл, фрез малого диаметра, и может быть использовано для широкого потребителя при моделировании, конструировании и ремонтных работах, а также для фрезерования при установке на станке
Изобретение относится к области машиностроения, токарным, фрезерным и сверлильным станкам, различным приспособлениям для зажима заготовок и режущего инструмента
Изобретение относится к металлообработке, а именно, к цанговым патронам для закрепления осевого режущего инструмента, преимущественно при высокоскоростной обработке в труднодоступных местах изделий
Изобретение относится к области металлобработки, к цанговым зажимным устройствам для сверлильных, фрезерных и других станков
Изобретение относится к области технологии машиностроения, станочным приспособлениям, например, для токарных и шлифовальных станков
Изобретение относится к области обработки металлов резанием, обработке печатных плат
Изобретение относится к области машиностроения, а в частности - к цанговым патронам, предназначенным для зажима изделия (инструмента или обрабатываемой детали)
Изобретение относится к техническим средствам, предназначенным для закрепления быстросъемных рабочих инструментов (фрез, сверл, шлифовальных кругов и насадок и т.п.) на валу привода, вращающегося с высокой частотой
Изобретение относится к обработке материалов резанием, а именно к устройствам для базирования и закрепления тонкостенных заготовок типа цилиндров с канавками, осевыми и кольцевыми пазами, окнами, в приспособлениях с эластичным резиновым манжетом
Изобретение относится к области машиностроения, а в частности - к цанговым патронам, предназначенным для зажима изделия (инструмента или обрабатываемой детали)
Патрон содержит корпус, цангу с осевыми прорезями и подпружиненную головку. Для расширения технологических возможностей внутренняя полость цанги выполнена в виде коаксиально расположенных сегментов различного диаметра, хвостовик цанги размещен в подшипниках, расположенных в корпусе, установленном на платформе, имеющей возможность продольного перемещения вдоль оси закрепляемой заготовки. 3 ил.
Изобретение относится к области обработки на токарных станках, зажимным патронам цангового типа
www.findpatent.ru