Основные части и элементы токарного резца. Передний угол резца
Править] Углы резца и их назначения
Править] Элементы токарного резца
Элементы токарного прямого проходного резца
Ниже приведены элементы резца на примере токарного прямого проходного резца.
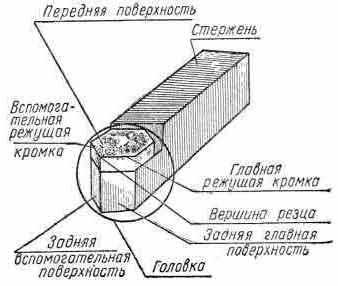
Токарный проходной резец состоит из следующих основных элементов:
- Рабочая часть (головка);
- Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
- Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
- Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
- Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
- Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
- Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
- Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
править] Углы резца и их назначения
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
Для определения углов резца установлены следующие плоскости:
- Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
- Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
- Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
- Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
- Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
- Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
- Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
- Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
- Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
- Вспомогательный передний угол γ1 - угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
- Вспомогательный угол заострения β1 - угол между передней и вспомогательной задней плоскостью резца.
- Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
- Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
- Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
- Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
Дата добавления: 2015-08-10; просмотров: 122 | Нарушение авторских прав
mybiblioteka.su - 2015-2018 год. (0.008 сек.)mybiblioteka.su
Основные части и элементы токарного резца
Резец состоит из двух основных частей: головки и тела (стержня) (рис. 46). Головка является рабочей (режущей) частью резца; тело служит для закрепления резца в резцедержателе.
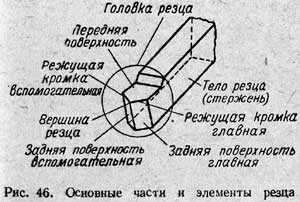
Головка состоит из следующих элементов: передней поверхности, по которой сходит стружка, изадних поверхностей, обращенных к обрабатываемой детали. Одна из задних поверхностей, обращенная к поверхности резания, называется главной; другая, обращенная к обработанной поверхности, — вспомогательной.
Режущие кромки получаются от пересечения передней и задних поверхностей. Различают главнуюи вспомогательную режущие кромки. Основную работу резания выполняет главная режущая кромка.
Поверхности обработки
На обрабатываемой детали различают три вида поверхности (рис. 47): обрабатываемую, обработанную и поверхность резания.
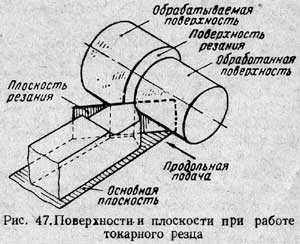
Обрабатываемой поверхностью называется поверхность заготовки, с которой снимается стружка.
Обработанной поверхностью называется поверхность детали, полученная после снятия стружки.
Поверхностью резания называется поверхность, образуемая на обрабатываемой детали главной режущей кромкой резца.
Необходимо также различать плоскость резания и основную плоскость.
Плоскостью резания называется плоскость, касательная к поверхности резания и проходящая через режущую кромку резца.
Основной плоскостью называется плоскость, параллельная продольной и поперечной подачам резца. У токарных станков она совпадает с горизонтальной опорной поверхностью резцедержателя.
Углы резца и их назначение
Углы рабочей части резца сильно влияют на протекание процесса резания.
Правильно выбрав углы резца, можно значительно увеличить продолжительность его непрерывной работы до затупления (стойкость) и обработать в единицу времени (в минуту или час) большее количество деталей.
От выбора углов резца зависит также сила резания, действующая на резец, потребная мощность, качество обработанной поверхности и др. Вот почему каждый токарь должен хорошо изучить назначение каждого из углов заточки резца и уметь правильно подбирать их наивыгоднейшую величину.
Углы резца (рис. 48) можно разделить на главные углы, углы резца в плане и угол наклона главной режущей кромки.
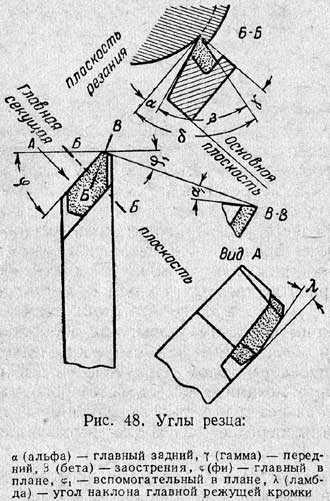
К главным углам относятся: задний угол, передний угол и угол заострения; углы резца в плане включают главный и вспомогательный.
Главные углы резца следует измерять в главной секущей плоскости, которая перпендикулярна к плоскости резания и основной плоскости.
Рабочая часть резца представляет клин (на рис. 48 заштрихован), форма которого характеризуется углом между передней и главной задней поверхностями резца. Этот угол называется углом заострения и обозначается греческой буквой β (бета).
Задним углом α (альфа) называется угол между главной задней поверхностью и плоскостью резания.
Задний угол α служит для уменьшения трения между задней поверхностью резца и обрабатываемой деталью. Уменьшая трение, тем самым уменьшаем нагрев резца, который благодаря этому меньше изнашивается. Однако, если задний угол сильно увеличен, резец получается ослабленным и быстро разрушается.
В табл. 1 приведены рекомендуемые величины углов (заднего и переднего) для резцов, оснащенных пластинами твердого сплава.
Передним углом γ (гамма) называется угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания, проведенной через главную режущую кромку.
Передний угол γ играет важную роль в процессе образования стружки. С увеличением переднего угла облегчается врезание резца в металл, уменьшается деформация срезаемого слоя, улучшается сход стружки, уменьшается сила резания и расход мощности, улучшается качество обработанной поверхности. С другой стороны, чрезмерное увеличение переднего угла приводит к ослаблению режущей кромки и понижению ее прочности, к увеличению износа резца вследствие выкрашивания режущей кромки, к ухудшению отвода тепла. Поэтому при обработке твердых и хрупких металлов для повышения прочности инструмента, а также его стойкости следует применять резцы с меньшим передним углом; при обработке мягких и вязких металлов для облегчения отвода стружки следует применять резцы с большим передним углом. Практически выбор переднего угла зависит, помимо механических свойств обрабатываемого материала, от материала резца и формы передней поверхности. Рекомендуемые величины переднего угла для твердосплавных резцов приведены в табл. 1.
Углы в плане. Главным углом в плане φ (фи) называется угол между главной режущей кромкой и направлением подачи.
Угол φ обычно выбирают в пределах 30—90° в зависимости от вида обработки, типа резца, жесткости обрабатываемой детали и резца и способа их крепления. При обработке большинства металлов проходными обдирочными резцами можно брать угол ф = 45°; при обработке тонких длинных деталей в центрах необходимо применять резцы с углом в плане 60, 75 или даже 90°, чтобы детали не прогибались и не дрожали.
Вспомогательным углом в плане φ1 называется угол между вспомогательной режущей кромкой и направлением подачи.
Углом λ (ламбда) наклона главной режущей кромки (рис. 49) называется угол между главной режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости.
Таблица 1
infopedia.su
Резец (инструмент) — WiKi
У этого термина существуют и другие значения, см. Резец.Резе́ц — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки. Рабочий элемент резца представляет собой острую кромку (клин), который врезается в слой материала и деформирует его, после чего сжатый элемент материала скалывается и сдвигается передней поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
В процессе работы резцы подвержены износу (режущие кромки притупляются, а у резцов с твердосплавными пластинками наблюдается выкрашивание режущей части), поэтому осуществляют их переточку.[⇨]
Основные типы резцов в настоящее время стандартизованы.[⇨]
Резец с механическим креплением сменной пластинки.Элементы токарного резца
Элементы токарного прямого проходного резцаНиже приведены элементы резца на примере токарного прямого проходного резца.
Токарный проходной резец состоит из следующих основных элементов:
- Рабочая часть (головка);
- Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
- Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
- Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
- Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
- Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
- Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
- Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Углы резца и их назначения
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.Для определения углов резца установлены следующие плоскости:
- Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
- Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
- Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
- Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
- Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
- Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
- Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
- Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
- Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
- Вспомогательный передний угол γ1 — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
- Вспомогательный угол заострения β1 — угол между передней и вспомогательной задней плоскостью резца.
- Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
- Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
- Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
- Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
- Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
Углы резца в процессе резания
При смещении резца относительно оси детали, а также при наличии движения подачи плоскость резания поворачивается, в связи с чем значения углов меняются.
Если вершину резца установить выше или ниже оси детали, то плоскость резания отклонится от вертикального положения на угол τ. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При продольной подаче в результате вращательного движения детали и поступательного движения резца стружка срезается по винтовой поверхности. Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Действительную величину углов резца в главной секущей плоскости с учётом установки резца и кинематики процесса можно определить:
γд=γ+μ±τ
αд=α-μ±τ
На действительные углы резца влияет также износ передней и задней поверхностей резца.
Классификация резцов
По направлению резцы бывают:
- Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем. На токарных станках эти резцы работают при подаче справа налево, то есть к передней бабке станка.
- Левые. Левым называется резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем.
По конструкции бывают:
- Прямые — резцы, у которых ось головки резца является продолжением или параллельна оси державки.
- Отогнутые — резцы, у которых ось головки резца наклонена вправо или влево от оси державки.
- Изогнутые — резцы, у которых ось державки при виде сбоку изогнута.
- Оттянутые — резцы, у которых рабочая часть (головка) уже державки.
- Конструкции токарей- и конструкторов-новаторов (частные случаи) и прочие.
- Конструкции Трутнева — с отрицательным передним углом γ, для обработки весьма твердых материалов.
- Конструкции Меркулова — с повышенной стойкостью.
- Конструкции Невеженко — с повышенной стойкостью.
- Конструкции Шумилина — с радиусной заточкой на передней поверхности, применяются на высоких скоростях обработки.
- Конструкции Лакура — с повышенной виброустойчивостью, которая достигается тем, что главная режущая кромка расположена в одной плоскости с нейтральной осью стержня резца.
- Конструкции Борткевича — имеет криволинейную переднюю поверхность, что обеспечивает завивание стружки и фаску, упрочняющую режущую кромку. Предназначен для получистовой и чистовой обработки стальных деталей, а также для обточки и подрезки торцов.
- Расточный резец Семинского — высокопроизводительный расточный резец.
- Расточный резец «улитка» Павлова — высокопроизводительный расточный резец.
- Резьбонарезной резец Бирюкова.
- Круглые чашечные самовращающиеся.
По сечению стержня бывают:
- прямоугольные.
- квадратные.
- круглые.
По способу изготовления бывают:
- цельные — это резцы, у которых головка и державка изготовлены из одного материала.
- составные — режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По роду материала бывают:
- из инструментальной стали.
- из углеродистой стали. Обозначение такой стали начинается с буквы У, её применяют при малых скоростях резания.
- из легированной стали. Теплостойкость легированных сталей выше, чем у углеродистых и поэтому допустимые скорости резания для резцов из легированных сталей в 1,2-1,5 раза выше.
- из быстрорежущей стали (высоколегированной). Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.
- из твердого сплава. Резцы, оснащённые пластинками из твёрдых сплавов, позволяют применять более высокие скорости резания, чем резцы из быстрорежущей стали.
- металлокерамические.
- вольфрамовые. Сплавы группы ВК состоят из карбида вольфрама, сцементированного кобальтом.
- титановольфрамовые. Сплавы группы ТК состоят из карбидов вольфрама и титана, сцементированных кобальтом.
- титанотанталовольфрамовые. Сплавы группы ТТК состоят из карбидов вольфрама, титана и тантала, сцементированных кобальтом.
- минералокерамические. Материалы на основе технического глинозема (Аl2O3) обладают высокой теплостойкостью, но в то же время и высокой хрупкостью, что ограничивает их широкое применение.
- керметовые. Основой этих материалов является минералокерамика, но для снижения хрупкости в неё вводят металлы и карбиды металлов.
- металлокерамические.
- эльборовые. На основе кубического нитрида бора.
- алмазные.
По характеру установки относительно обрабатываемой детали резцы могут быть двух типов:
- радиальные. Работают с установкой перпендикулярно оси обрабатываемой детали. Имеют широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части.
- тангенциальные. При работе тангенциального резца усилие Рг направлено вдоль оси резца, благодаря чему тело резца не подвергается изгибу. Применяется главным образом на токарных автоматах и полуавтоматах, где основой является чистота обработки.
По характеру обработки бывают:
- обдирочные (черновые).
- чистовые. Чистовые резцы отличаются от черновых увеличенным радиусом закругления вершины, благодаря чему шероховатость обработанной поверхности уменьшается.
- резцы для тонкого точения.
По виду обработки
По применяемости на станках резцы разделяются на
- токарные
- строгальные
- долбёжные
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов одинаков и отличается от работы токарных резцов, где резание непрерывно. Как при строгании, так и при долблении резец режет только при рабочем ходе. В то же время в моменты начала и конца каждого хода возникают толчки, вредно влияющие на работу этих резцов.
Токарные резцы
- проходные — для протачивания заготовок вдоль оси её вращения.
- подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
- отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
- расточные — для растачивания отверстий.
- фасочные — для снятия фасок.
- фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
- прорезные (канавочные) — для образования канавок на наружных и внутренних цилиндрических поверхностях.
- резьбонарезные — для нарезания резьб.
Строгальные и долбежные резцы
- проходные — для строгания верхней поверхности обрабатываемой детали;
- боковые — подрезные для строгания детали с боков;
- отрезные и прорезные — для разрезания детали и прорезания канавок;
- долбяки — долбёжные резцы для долбления внутренних шпоночных пазов в отверстиях или внутренних шлицов;
ГОСТы
Конструкции и размеры
Список ГОСТов на проходные и подрезные резцы
- ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Список ГОСТов на резьбонарезные резцы
- ГОСТ 18876-73 — Резцы токарные резьбовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18885-73 — Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
Список ГОСТов на строгальные и долбежные резцы
- ГОСТ 10046-72 — Резцы долбежные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18887-73 — Резцы строгальные проходные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18888-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18889-73 — Резцы строгальные подрезные прямые и изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18890-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18891-73 — Резцы строгальные проходные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18892-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18893-73 — Резцы строгальные подрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18894-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из твердого сплава. Конструкция и размеры
Прочие ГОСТы
- ГОСТ 18875-73 — Резцы токарные фасочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18881-73 — Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 20872-80 — Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин.
- ГОСТ 24905-81 — Резцы к зуборезным головкам для прямозубых конических колес. Конструкция и размеры
- ГОСТ 24996-81 — Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры
- ГОСТ 29133-91 — Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы и размеры
Технические условия
- ГОСТ 5392-80 — Резцы зубострогальные для прямозубых конических колес. Технические условия
- ГОСТ 5688-61 — Резцы с твердосплавными пластинами. Технические условия
- ГОСТ 10047-62 — Резцы из быстрорежущей стали. Технические условия
- ГОСТ 13297-86 — Резцы и вставки алмазные. Технические условия
- ГОСТ 17368-79 — Резцы алмазные для профилирования червячных шлифовальных кругов. Технические условия
- ГОСТ 18064-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические условия
- ГОСТ 26613-85 — Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия
- ГОСТ Р 50300-92 — Резцы токарные со сменными режущими пластинами из сверхтвердых материалов. Технические условия
Обозначения
- ГОСТ 26476-85 — Резцы токарные и резцы-вставки с механическим креплением режущих сменных многогранных пластин. Обозначения
- ГОСТ 27686-88 — Резцы расточные с механическим креплением режущих сменных многогранных пластин. Обозначения
Заточка и доводка резцов
Износ резцов по времени можно разделить на три периода. В первый период наблюдается усиленный износ — это приработка, стирание микронеровностей на поверхности режущей части, оставшихся после предыдущей заточки инструмента. Во второй период наблюдается нормальный износ — это большая часть времени работы резца. В третьем периоде наступает катастрофический износ. Для рационального использования инструмента необходимо в конце второго периода произвести его переточку.
Эффективная заточка и доводка резцов достигается правильным выбором абразивного материала, уровнем технологии и контроля. Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Заточной станок.
При заточке новых резцов, как правило, сначала затачивают задние поверхности, а затем передние. Передние поверхности обрабатывают в две операции: 1) предварительная заточка по всей поверхности под углом напайки пластины на державку 2) окончательная заточка по ограниченному участку передней грани под углом γ (заточка фаски). Форма передней поверхности резцов зависит от обрабатываемого материала, режимов резания и материала режущей части. Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Для повышения стойкости режущих инструментов, после заточки производят их доводку. Она улучшает чистоту заточенной поверхности, удаляет слой с дефектами, образовавшийся при заточке.
Углы заточки резцов для дерева и металла отличаются[1]
Литература
- А. М. Дальский и др. Технология конструкционных материалов. — М.: Машиностроение, 1977. — 664 с.
- Кожевников Д.В., Кирсанов С.В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003. 392 с. (250 экз.).
- Кожевников Д.В., Кирсанов С.В. Резание материалов. Учебник (гриф УМО). М.:Машиностроение. 2007. 304 с. (2000 экз.).
См. также
Примечания
Ссылки
ru-wiki.org
Влияние углов заточки резца на силу резания
На величину силы резания влияют углы заточки резца, особенно передний угол γ главный угол в плане φ.
С увеличением переднего угла сила резания уменьшается и процесс отделения стружки протекает легче. Однако это не значит, что передний угол можно делать сколь угодно большим. При слишком большом переднем угле прочность резца понижается: режущая кромка такого резца быстро изнашивается и нередко даже выкрашивается. Поэтому, когда выбирают передний угол, имеют в виду не только уменьшение силы, но и получение необходимой прочности режущей кромки и стойкости резца.
В некоторых случаях применяют резцы с отрицательным передним углом; величина его изменяется от -5 до -10°. Такие передние углы применяют при обтачивании твердосплавными резцами очень твердых или закаленных сталей σв>80 кГ/мм2. Отрицательный передний угол делается обычно на небольшой фаске, расположенной на передней поверхности вдоль режущей кромки.
При работе резцом с отрицательным передним углом деформация срезаемого слоя увеличивается, а следовательно, становится больше и сила, резания. При этом значительно быстрее растут радиальная (отталкивающая) и осевая силы.
С уменьшением главного угла в плане φ силы Рz и Ру возрастают, причем особенно сильно возрастает радиальная сила и, наоборот, с увеличением главного угла в плане силы Pz и Рууменьшаются. Объясняется это тем, что в первом Случае соприкосновение режущей кромки резца со стружкой происходит на большей длине, а во втором случае - на меньшей. Увеличение радиальной силы вследствие уменьшения главного угла в плане приводит к прогибу обрабатываемой детали и появлению вибраций, особенно когда обрабатывают длинные и тонкие детали. Вибрации ведут к выкрашиванию режущих кромок резца, к ухудшению качества обработанной поверхности. Поэтому для обработки длинных и тонких деталей в центрах угол в плане увеличивают с 45 до 70°, а иногда и до 90°.
Похожие материалы
www.metalcutting.ru
Передний угол - резец - Большая Энциклопедия Нефти и Газа, статья, страница 1
Передний угол - резец
Cтраница 1
Передний угол резцов у может быть увеличен до оптимального значения, соответствующего данному обрабатываемому материалу, а задний угол ав до 10 - 12 в зависимости от конструкции станка. [1]
Передний угол резца должен быть равен нулю, а передняя поверхность его устанавливается в плоскости, проходящей через ось детали. Биссектриса угла профиля резца должна быть перпендикулярна оси нарезаемого винта. [3]
Передний угол резца оказывает большое влияние на пластическую деформацию срезаемого слоя, трение на передней поверхности, среднюю температуру контакта, прочность режущей кромки и период стойкости. [4]
Передний угол резцов принимается равным 10 - 6; задний угол равен 4 - 8 на пластинке и 10 - 15 на державке. [5]
Передний угол резцов принимается равным 6 - 10; задний угол равен 4 - 8 на пластинке и 10 - 15 на державке. [7]
Передний угол резца может быть вследствие этого сравнительно большим при обработке мягких материалов и, наоборот, должен быть уменьшен, если обрабатываемый материал тверд. [9]
Передний угол резца: а - положительный; б - отрицательный. [10]
Передний угол резца назначается в зависимости от свойств обрабатываемого материала. [11]
Передний угол резцов принимается обычно у 0 - г - 6, задний угол а 4 - г - 8 на пластинке и а 10 - н 15 на державке; угол профиля резца принимают на 30 меньше угла профиля нарезаемой резьбы. [12]
Передний угол резца оказывает влияние на характер процесса резания. С его увеличением процесс резания делается более устойчивым. Однако при больших значениях переднего угла происходит снижение прочности и стойкости резцов. Увеличение угла в плане р вызывает уменьшение Pv. Основное же влияние угла р заключается в том, что при его увеличении уменьшается ширина среза и увеличивается его толщина. [13]
Передний угол Y резца обычно равен нулю, главный задний угол а. Боковые поверхности резца должны быть скошены во избежание трения о боковые поверхности канавки резьбы. Ширина главной режущей кромки должна быть на 0 01 - 0 02 мм больше половины шага резьбы при чистовой обработке, а для черновой - на 0 5 - 1 мм меньше половины шага резьбы. [14]
Если передний угол резца не будет строго выдержан по чертежу резца, то профиль резца будет искажен, и резец не даст точной детали, поэтому при заточке фасонных резцов необходимо обращать особое внимание на правильное расположение резца относительно шлифовального круга. Приспособление для заточки призматического фасонного резца ( рис. 53, о) дает возможность установить резец под определенным углом, равным сумме заднего и переднего углов призматического резца. Ось круглого резца должна быть расположена относительно плоскости вращения режущих кромок шлифовального круга на расстоянии Гк, равном Ар. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Углы отрезного резца | Токарные резцы по металлу
Передний угол
Передний угол оказывает большое влияние на виброустойчивость резца, которая резко снижается с уменьшением его величины (от нуля и ниже). Поэтому во избежание появления вибраций необходимо принимать передний угол 15-25°, причем обычно он делается равным углу врезания пластинки. В целях обеспечения завивания стружки и благоприятного отвода ее, рекомендуется переднюю поверхность резца делать или криволинейной, или с лункой. Для упрочнения главной режущей кромки целесообразно предусмотреть ленточку шириной 0,2-0,3 мм с отрицательным передним углом -3 - 5°. Однако не следует забывать, что такая ленточка допустима только при наличии достаточно жестких условий работы резца. 15 случае, если условия жесткости не позволяют применять упрочняющую ленточку с отрицательным углом, рекомендуется делать ее с положительным углом 5° для твердых и 10° для мягких и вязких материалов. Упрочняющая ленточка при небольшой ее ширине не оказывает влияния на величину сопротивления резанию, так как центр давления стружки выходит за границу ленточки в зону криволинейной передней поверхности, снабженной большим передним углом.
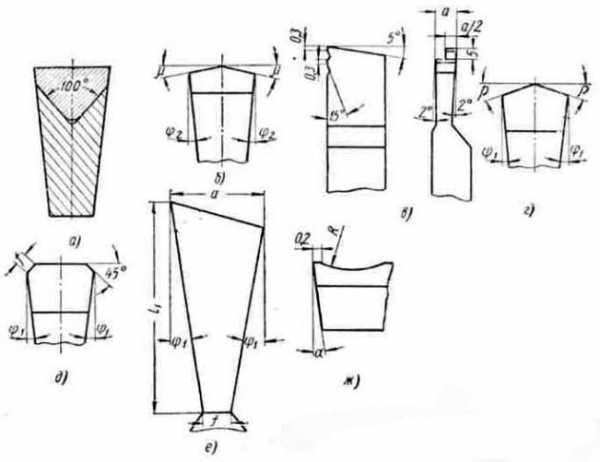
Рисунок 66 - Углы отрезного резца
В практике встречаются отрезные резцы, у которых передняя поверхность оформляется в виде двухгранного угла (рис. 66, б). Плоскости его наклонены к опорной плоскости под углом μ = 10÷15°. Линия пересечения этих плоскостей расположена параллельно опорной плоскости. Такая конструкция способствует лучшему врезанию резца в заготовку.
Задний угол
Задний угол главной режущей кромки принимается равным 8º но пластинке и 12° по державке.
Режущая кромка
Главная режущая кромка резца может быть оформлена в нескольких вариантах. Для отрезки крупных заготовок можно рекомендовать резец с двумя режущими кромками (рис. 66, в)². Они обеспечивают разделение стружки на две части, что облегчает отвод ее из зоны резания. Такая конструкция более подходит к резцам из быстрорежущей стали, тогда как для твердосплавных резцов она менее пригодна из-за сложности заточки и малой прочности режущей кромки.
Заслуживает внимания оформление главной режущей кромки под двумя углами φ (рис. 66, г). Такая форма облегчает врезание резца в заготовку и удлиняет ее кромку. Углы в плане φ принимаются в пределах 60-80° (ς = 30 ÷10º).
В том случае, если главная режущая кромка выполнена под углом φ = 90°, рекомендуется на ней снимать фаски размером f = 1÷1,5 мм под углом 45° с обеих сторон или же делать небольшие закругления (рис. 66, д).
В практике встречаются случаи, когда при отрезке нежелательно оставлять несрезанным цилиндрический отросток у сердцевины заготовки (например, при обработке на автоматах). Для срезания такого стержня режущая кромка оформляется под углом φ = 75 ÷80°.
Повышение виброустойчивости
Иногда отрезку заготовок производят резцом, у которого главная режущая кромка имеет вогнутую форму, полученную в результате вышлифовки лунки на главной задней поверхности (рис. 66, ж). Назначение такой формы - повышение виброустойчивости резца и возможность повышения величины подачи.
Тяжелые условия работы отрезных резцов заставляют, как правило, применять их в виде монолитной конструкции, тогда как сборные конструкции редко встречаются на практике.
Похожие материалы
www.metalcutting.ru
Основные части и элементы резца - Понятие о геометрии токарного резца - Совершенствование навыков выполнения слесарных и токарных работ
Вам известно, что резец состоит из двух основных частей: головки и стержня.
Токарный резец
Головка — это режущая часть резца. По ее передней поверхности сходит стружка. Головка имеет также задние главную и вспомогательную поверхности, обращенные к обрабатываемой заготовке.
Главная и вспомогательная режущие кромки получаются соответственно от пересечения передней и задних поверхностей. Основную работу резания выполняет главная режущая кромка.
Вершиной резца называется место пересечения главной и вспомогательной режущих кромок. Вершина может быть острой или притуплённой (закругленной).
Вопросы
- Из каких частей состоит резец?
- Как называются элементы головки резца?
Упражнения
- Покажите переднюю поверхность на проходном резце.
- Найдите на резце задние главную и вспомогательную поверхности. Почему их так называют?
- На двух резцах определите острую и притуплённую вершины.
Углы резца
У резца имеются передний, задний и главный углы в плане. Передний угол, обозначаемый γ (гамма), создает хорошие условия для срезания слоя и стружкоотделения.
| Углы резца |
С увеличением переднего угла облегчается врезание резца в металл, улучшается отделение стружки и качество обрабатываемой поверхности. Однако с увеличением переднего угла ослабляется режущая кромка и снижается ее прочность, значительно уменьшается износостойкость резца.
Твердые и хрупкие металлы обрабатывают резцами с передним углом 0 — 5°. Мягкие и вязкие металлы обрабатывают резцами с передним углом 15 — 20°.
Задний угол α (альфа) уменьшает трение между задней поверхностью резца и обрабатываемой заготовкой.
Обычно задний угол равен 6 — 12°.
Главный угол в плане, обозначаемый φ (фи), определяет толщину и ширину среза. Наиболее часто у проходных резцов этот угол равен 45°.
Вопросы
- Какие вы знаете углы резца?
- Для чего служит передний угол?
- Для чего служит задний угол?
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич
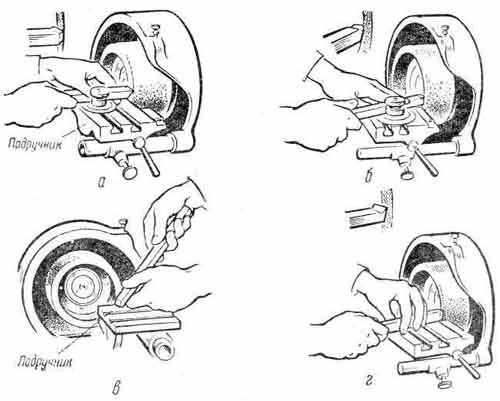
На заводах резцы затачивают на электроточилах или заточных станках специально обученные рабочие — заточники. Однако токарь должен уметь сам правильно заточить резец. Затачиваемый резец устанавливают на подручник. Абразивный круг должен быть огражден кожухом. Порядок заточки следующий: затачивают главную заднюю поверхность, затем вспомогательную заднюю поверхность, переднюю поверхность и закругляют вершину резца. Заточка резца а — главной…
www.ktovdome.ru