Содержание
Организации рабочего места сварщика ручной дуговой электросварки
Рабочее место сварщика – закрепленный участок, за который отвечает специалист или вся бригада. Это местность на площади территории, расположенной на производстве. Она должна быть оснащена необходимыми инструментами и техникой, которые необходимы для осуществления технологического процесса. Здесь все должно соответствовать технике безопасности. Организация рабочего места сварщика предполагает подготовку всех необходимых для работы вещей, а также уборку всех лишних, которые могут мешать во время проведения процедур и быть опасными. Также организация зависит от размеров и типа свариваемой конструкции.
Рабочее место сварщика
Выделяют стационарные и нестационарные рабочие места. При работе на нестационарных проводится, как правило, сварка мелких деталей, которые умещаются на столе. Они могут подаваться и убираться с места слесарями или самим сварщиком, тогда как специалист преимущественно должен находиться в кабине. Сварочный трансформатор в таком случае стоит в отдельной комнате. В нестационарных местах свариваются изделия больших размеров, которые лежат неподвижно. В данном случае сварщику приходится перемещаться по всему периметру. Это предполагает, что при подготовке места следует создать такие условия, где ничего бы не мешало этому.
Сварочный трансформатор в таком случае стоит в отдельной комнате. В нестационарных местах свариваются изделия больших размеров, которые лежат неподвижно. В данном случае сварщику приходится перемещаться по всему периметру. Это предполагает, что при подготовке места следует создать такие условия, где ничего бы не мешало этому.
Планировка рабочего места сварщика должна обеспечивать беспрепятственный доступ к заготовкам, а также безопасные условия труда, когда рядом нет легковоспламеняющихся и взрывоопасных веществ, а сварочные баллоны, если используется газовая сварка, находятся недостаточно удалении от открытого пламени. Также в удобном доступе должны располагаться расходные материалы, такие как электроды, проволока, флюс и прочее, для того чтоб модно было их легко сменить для продолжение работы. Должна соблюдаться инструкция по охране труда, как в индивидуальном, так и в общем плане. Заготовки должны располагаться на своих местах, уже подготовленные к свариванию.
От того, насколько правильно пройдет организация рабочего места сварщика ручной дуговой сварки, зависит эффективность и безопасность труда. Сюда также можно отнести факторы правильного размещения самого места и оборудования, различных приспособлений и инструментов, которые могут понадобиться во время работы. Подготовка рабочего места сварщика к работе предполагает следование следующим важным элементам, которые определяют качество и производительность труда:
Сюда также можно отнести факторы правильного размещения самого места и оборудования, различных приспособлений и инструментов, которые могут понадобиться во время работы. Подготовка рабочего места сварщика к работе предполагает следование следующим важным элементам, которые определяют качество и производительность труда:
- Следует своевременно получить задание;
- Убедиться в наличии требуемого оборудования, а также в его работоспособности и правильном размещении;
- Своевременное получение таких материалов, как сварочные электроды, флюс и прочее;
- Высокое качество материалов и надежность оборудование;
- Проведение контроля сварочных соединений;
- Поддержание порядка на месте работы.
Организация рабочего места сварщика, для каждого определенного случая должна тщательно прорабатываться и продумываться, ведь от этого зависит не только эффективность работы, но и ее безопасность.
Схемы и виды рабочих мест
Сварочное место сварщика может быть стационарным или мобильным. Стационарное подразделяется на однопостовое, в котором имеется место для одного сварщика, питающегося от одного трансформатора, и многопостовое, когда есть несколько кабин, которые питаются от одного источника. На общем щите должны находиться измерительные приборы, различные средства защиты, рубильники, сигнальные лампы, зажимы для подключения новых постов и прочее. Для индивидуального места предусматривается свой щит с сигнальной системой и измерительными приборами. Организация рабочего места сварщика полуавтоматической сварки, в которой используется в качестве защиты газ, требует дополнительной вентиляции.
Стационарное подразделяется на однопостовое, в котором имеется место для одного сварщика, питающегося от одного трансформатора, и многопостовое, когда есть несколько кабин, которые питаются от одного источника. На общем щите должны находиться измерительные приборы, различные средства защиты, рубильники, сигнальные лампы, зажимы для подключения новых постов и прочее. Для индивидуального места предусматривается свой щит с сигнальной системой и измерительными приборами. Организация рабочего места сварщика полуавтоматической сварки, в которой используется в качестве защиты газ, требует дополнительной вентиляции.
Однопостовое рабочее место для сварщика
Передвижное нестационарное место может служить как для газовой, так и для электрической сварки. При использовании трансформатора он может находиться как внутри здания, так и снаружи. При газовой сварке все является полностью мобильным.
Вентиляция на рабочем месте
Рабочее место сварщика ручной электросварки, как тех, которые занимаются газовой, должно иметь вентиляцию. Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека. Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.
Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека. Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.
Вентиляция на рабочем месте сварщика
Вентиляция – это одна из тех важных вещей, чем должно быть оснащено рабочее место сварщиков. Существует естественная, которая осуществляется путем притока воздуха с улицы и искусственная. Для искусственной вентиляции применяются специальные вытяжки, вентиляторы и прочие средства, которые помогают осуществить циркуляция воздуха, где оно невозможно сделать обыкновенным путем.
Требования и особенности
Организация рабочего места сварщика проводится согласно ГОСТ 12.3.003-86.
Планировка сварочной кабины
Столы. Эти приспособления используются для сварки и сборки деталей. Они располагаются внутри кабины на высоте 50-60 см, если пост предназначен для сварки в сидячем положении, а также на высоте в 90 см, если это будет происходить стоя. Площадь стола должна составлять, примерно, 1 квадратный метр. Требования к рабочему месту сварщика предполагает наличие специальных болтов, к которым крепятся токопроводящие провода от сварочного аппарата. На столе должны быть гнезда для электродов. Если имеется выдвижной ящик, то там можно хранить документы и инструменты.
«Важно!
Под ногами работника должен иметься резиновый коврик.»
Сварочные кабины. Изолированное место, где устанавливается сварочный стол и прочие рабочие приспособления. Кабина должна быть изолирована от посторонних и иметь достаточно пространства.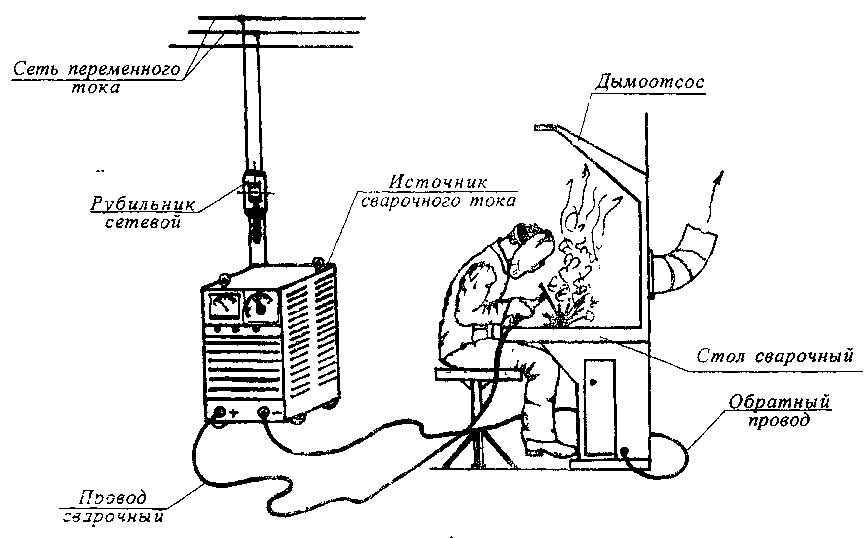 Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров.
Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров.
«Важно!
Чтобы улучшить вентиляцию, стены должны иметь зазор от пола в 20 см.»
Электрододержатель. Является одним из основных инструментов, которые использует сварщик. От его исправности зависит безопасность и производительность труда. Вес его не должен превышать 0,5 кг, а также он не должен нагреваться при работе. Обязательно должна быть изоляция, а также закрепление электрода максимально надежным.
«Важно!
Среди всех типов зажимов, лучше всего выбирать пассатижные зажимы.»
Щитки и шлемы. Требования к организации рабочего места сварщика предполагает использование таких индивидуальных средств защиты. Они должны соответствовать ГОСТ 12.4.035-78. Маска не должна быть тяжелее 0,5 килограмм. Существует 13 классов светофильтров для каждого режима мощности.
«Важно!
Изделия должны производиться из токонепроводящих материалов.
»
 »
»Одежда. Требования безопасности к рабочему месту сварщика будут неполными, если не использовать одежду, как индивидуальное средство защиты. В комплекте должна быть куртка, рукавицы, брюки, специальная обувь и прочее. Большинство видов спецодежды шьют из брезента с вкраплениями асбеста, который помогает выстаивать против попадания расплавленного металла.
«Важно!
Одежда должна закрывать с запасом все части тела, не оставляя голых мест.»
Сварочные шторы. Аттестация рабочего места сварщика требует наличия перекрытия, в особенности, для многопостовых участков. Эти шторы делаются из огнеупорной ткани, которая зачастую совпадает с тем, из чего делают спецодежду. Шторы должны полностью изолировать рабочего от посторонних, чтобы ни сварочная дуга, ни искры и прочие негативные факторы не мешали другим людям.
Дополнительные инструменты. Анализ условий труда на рабочем месте сварщика будет неполным без дополнительных инструментов. Сюда входят винтовые зажимы, которые предназначены для обеспечение плотного контакта с изделием. Проволочные щетки применяются для удаления шлака, ржавчины и прочих налетов. Зубила и молотки применяются для врубки мест с дефектами, установки клейма на шов, ликвидации остатков брызг и так далее. Брезентовые сумки используются для хранения электродов.
Сюда входят винтовые зажимы, которые предназначены для обеспечение плотного контакта с изделием. Проволочные щетки применяются для удаления шлака, ржавчины и прочих налетов. Зубила и молотки применяются для врубки мест с дефектами, установки клейма на шов, ликвидации остатков брызг и так далее. Брезентовые сумки используются для хранения электродов.
4.1.Организация рабочего места сварщика
Рабочим местомназывается та часть
рабочего пространства, где располагается
производственное оборудование, с которым
взаимодействует человек в рабочей
среде.
Места проведения сварочных работ
разделяют на постоянные и временные.
Постоянные (стационарные) места
предназначены для работ, которые
выполняются в специально оборудованных
цехах, мастерских и т.д. Устанавливают
сварочный аппарат в защищенном от
атмосферных воздействий, стол сварщика,
манипулятор, вытяжку и т.д. в хорошо
проветриваемом помещении площадью не
менее 3 м2. Лучше всего, если пол
бетонный, а стены помещения не должны
отражать сварочные блики, что может
представлять опасность для глаз.
Рис.14 Планировка сварочной кабины:
1 — источник питания дуги; 2 — заземление;
3 — пускатель источника питания; 4 и 5 –
прямой и обратный токопроводящие
провода; 6 – стол; 7 – вентиляция; 8 –
коврик; 9 – электроды; 10 – щиток; 11 –
электрододержатель; 12 – стул;
13 – ящик для отходов; 14 – дверной проем
Рис.15 . Рабочее место сварщика
Проходы между многопостовыми
сварочными агрегатами и между установками
автоматической сварки должны быть не
менее 1,5 м; проходы между однопостовыми
сварочными трансформаторами или между
сварочными генераторами, а также проходы
с каждой стороны стеллажа или стола для
выполнения ручных сварочных работ — не
менее 1 м. Расстояние между стационарным
сварочным агрегатом и стеной или
колонной должно составлять не менее
0,5 м, а расстояние между стеной или
колонной и сварочным автоматом — не
менее 1 м. Проходы между машинами точечной
Проходы между машинами точечной
и шовной (роликовой) сварки с расположением
рабочих мест напротив друг друга
должны быть не менее 2 м, а между машинами
стыковой сварки — не менее 3 м. Мри
расположении перечисленных выше машин
тыльными сторонами друг к другу ширина
проходов должна быть не менее 1 м, а
при расположении передними и тыльными
сторонами друг к другу — не менее 1,5 м.
На каждое стационарное рабочее место
при плазменной и газоплазменной обработке
металлов должно отводиться > 4м2,
а при работе в кабине >3м2.
Зоны с опасными производственными
факторами должны быть ограждены, знаки
безопасности выдержаны по ГОСТ
12.4.026-76*.
В зависимости от габаритов свариваемых
изделий и характера производства рабочее
место сварщика может быть расположено
либо в специальной кабине, либо в цехе
или непосредственно на сборочном
объекте. Размеры кабины должны быть не
менее 2×2 м2.
Рис.16 . Кабины контактной сварки.
Стены кабины делают высотой 1,8-2 м. Для
лучшей вентиляции между полом к нижним
обрезом стенки оставляют просвет 150-200
мм. В качестве материала для стен кабины
можно использовать тонкое железо, а
также фанеру, брезент, прочитанные
огнестойким составом, или другие
огнестойкие материалы. Каркас кабины
делают из металлических труб или
уголковой стали. Дверной проем кабины
обычно закрывают брезентовым занавесом,
укрепленным на кольцах. Фанера и брезент
должны быть пропитаны огнестойким
составом, например раствором алюмокалиевых
квасцов.
Пол в кабине должен быть из огнестойкого
материала (кирпич, бетон, цемент)
негсораемые и нескользкие, обладать
малой теплопроводностью.
Стенки окрашивают в светло-серый цвет
красками, хорошо поглощающими
ультрафиолетовые лучи (цинковые или
титановые белила, желтый крон). Окраска
сварочных цехов и кабин в темные цвета
не рекомендуется, так как при этом
ухудшается общая освещенность места
сварки.
Комбинированное освещение следует
предусматривать при работах высокой и
наивысшей точности (I-IIIразр.) в частности при сварке и пайке
материалов толщиной 0,06…0,5 мм, при
дефектоскопии сварочных швов и других
подобных работах.
Для освещения цехов надо использовать,
как правили, газоразрядные источники
света: лампы ДРЛ, ДРИ; для освещения
высоких цехов (до 4 м) большой площади
-люминесцентные лампы. Допускается
применение ламп накаливания.
Освещенность кабины должна быть не
менее 80—100 л к.
В производственных помещениях сварочных
и сборочно-сварочных цехов параметры
микроклимата следует принимать по ГОСТ
12.1.005-88 ( помещения с незначительными
избытками явной теплоты, работы средней
тяжести категорий IIа иIIб).
В холодный период года допускаемые
параметры микроклимата для работ IIа
иIIб соответственно равны:
температура воздуха 17…23 и 15…210С,
относительная влажность< 75%, скорость
движения воздуха < 0,3 и 0,4 м/с.
Кабину оборудуют местной вентиляцией
с воздухообменом 40 м3/ч на каждого
рабочего. Вентиляционный отсос должен
располагаться так, чтобы газы, выделяющиеся
при сварке, проходили мимо сварщика.
Рис.17.Вытяжной зонт:1- воздуховод; 2-шибер;
3-воздухоприемник; 4- штампованная
решетка; 5- козырек.
При сварке в замкнутых объемах
вытяжка воздуха осуществляется к
всасывающему воздуховоду цеховой
вытяжной системы. Возможна подача
воздуха под маску сварщика, равная
110…140л/ мин.
Рис.18. Воздухоприемники встроенные
в сварочные горелки при механизированной
сварке в СО2. а,б- соответственно
кольцевой симметричный и асимметричный;
в-конический дырчатый; г- конусно-щелевидный;
—— — отсасывающий аэрозоль; — — — — — защитный
газ.
В организации сварочных работ важное
значение имеет правильное размещение
оборудования. Многопостовые агрегаты
Многопостовые агрегаты
и установки, состоящие из нескольких
сварочных агрегатов, располагают в
отдельном помещении или на площади
общего производственного помещения,
огражденной постоянными перегородками
высотой не менее 1,7 м. Сварочные
преобразователи при работе создают
шум, оказывающий вредное действие на
нервную систему человека, вызывая
понижение внимания и снижение
работоспособности. По этой причине все
сварочные преобразователи надо
изолировать в помещение цеха или вынести
их за пределы производственного
помещения, огородив со всех сторон и
укрыв от атмосферных осадков.
В стационарных многопостовых сварочных
установках присоединение сварочных
постов к электросварочному агрегату
осуществляют через общий щит, на котором
должны находиться необходимые
измерительные приборы, защитные средства,
сигнальные лампочки, рубильники и зажимы
для присоединения сварочных постов.
При однопостовой сварке должны быть
предусмотрены индивидуальные щиты,
оборудованные вольтметром и сигнальной
лампочкой, указывающей сварщику на
наличие пли отсутствие напряжения в
сварочной цепи.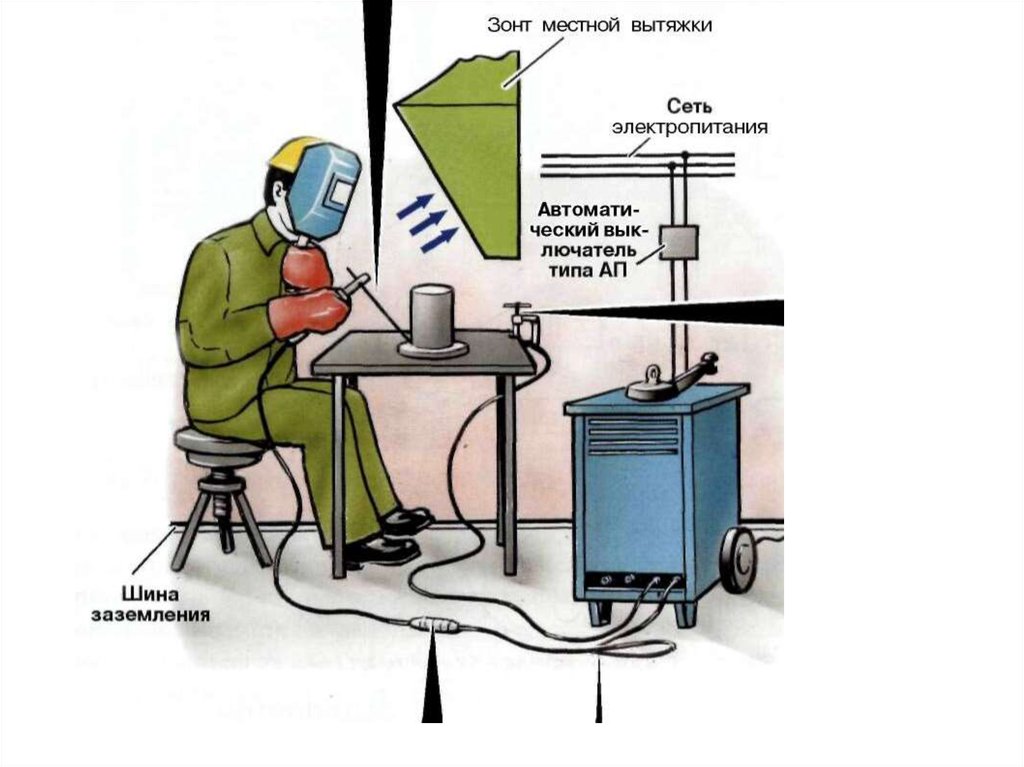
Проходы между многопостовыми сварочными
агрегатами и между установками
автоматической сварки должны быть не
менее 1,5 м; проходы между однопостовыми
сварочными трансформаторами или между
сварочными генераторами, а также проходы
с каждой стороны стеллажа или стола для
выполнения ручных сварочных работ — не
менее 1 м. Расстояние между стационарным
сварочным агрегатом и стеной или
колонной должно составлять не менее
0,5 м, а расстояние между стеной или
колонной и сварочным автоматом — не
менее 1 м. Проходы между машинами точечной
и шовной (роликовой) сварки с расположением
рабочих мест напротив друг друга
должны быть не менее 2 м, а между машинами
стыковой сварки — не менее 3 м. Мри
расположении перечисленных выше машин
тыльными сторонами друг к другу ширина
проходов должна быть не менее 1 м, а
при расположении передними и тыльными
сторонами друг к другу — не менее 1,5 м.
Сварка — Эргономика : Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр вопросов охраны здоровья и безопасности на рабочем месте, от опасностей до болезней, эргономики и продвижения по службе. ПОДРОБНЕЕ >
ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Какие эргономические факторы риска связаны со сваркой?
- Подъем тяжелых грузов (цилиндров, тросов и т. д.).
- Неудобные позы тела (вытянутые вперед руки, неудобное положение шеи и головы, положение на коленях/сидя на корточках).
- Статическое позиционирование тела (большая продолжительность задач, ручная точность).
- Длительная сила (сила захвата).
Какие советы помогут сохранить правильную осанку во время сварки?
- Научитесь распознавать симптомы заболеваний опорно-двигательного аппарата, связанных с работой (WMSD; также называемые травмами от повторяющихся напряжений или RSI). Повторяющиеся неудобные позы и задачи могут привести к травме.
- Избегайте неудобных положений тела, которые вызывают усталость, снижают концентрацию внимания и приводят к некачественным сварным швам, которые, возможно, придется повторять.
- Всегда опускайте шлем рукой. Не используйте «рывковые» движения шеи и головы.
- Займите устойчивую, удобную позу.
- Расположите сварочный предмет как можно ровнее, на горизонтальной поверхности, на высоте от талии до локтя.
- Расположите табуретку или подмости на удобной высоте, чтобы можно было работать сидя.
- Избегайте долгой работы в одном положении.
- Работайте с материалом чуть ниже уровня локтя при работе в сидячем положении.
- Работайте с материалом на уровне талии и локтя для удобства и точности при работе стоя.
- Используйте подставку для ног, если стоите в течение длительного времени.
- Всегда храните материалы и инструменты в пределах досягаемости.
- Используйте приспособления для позиционирования, чтобы приспособиться к рабочему положению.
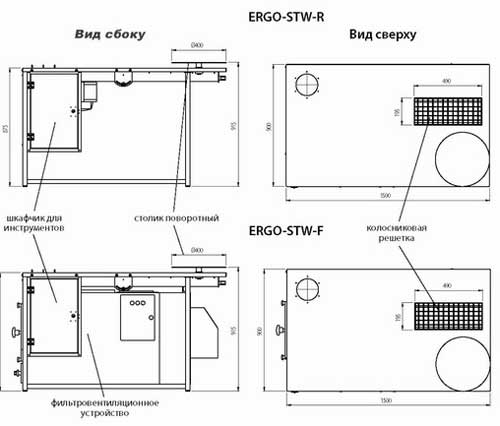

Что является примером конструкции стоячего верстака?
Что является примером конструкции сидячего верстака?
Источник: Golavatjuk et.al. создание оптимальных условий труда электросварщиков с учетом эргономических требований. Calloquium IIW по сварке и охране здоровья, Лиссабон (1980)
Что следует знать перед подъемом цилиндров вручную?
- Узнайте вес объекта, прежде чем пытаться его поднять.
- НЕ поднимайте полностью или частично заполненные баллоны самостоятельно.
- Используйте подъемное приспособление, если объект тяжелый.
- Используйте тележку или механический подъемник для подъема или перемещения баллонов со сжатым газом.
- Обратитесь за помощью с тяжелыми или неудобными грузами, если подъемное приспособление недоступно.
- Сделайте несколько разминочных растяжек перед подъемом.
- Защитите руки и ноги на случай падения груза.
- Поставьте переднюю ногу вокруг цилиндра, если его необходимо поднять вручную.
- Опустите цилиндр через бедро, нажимая на него задней рукой, удерживая цилиндр под ним и немного за его центральной точкой.
- Поднимите конец на желаемую высоту.
- Протолкните цилиндр вперед рукой сзади.

Что следует знать при перемещении баллонов?
- Убедитесь, что крышка цилиндра закрыта.
- Слегка наклоните цилиндр за край и медленно поверните его в желаемом направлении. Перемещайтесь только на короткие расстояния.
- Для больших расстояний используйте тележку для баллонов.
- Положите одну руку на крышку, а другую руку на плечо цилиндра.
- Всегда привязывайте цилиндр к тележке.
Что нужно знать об освещении и цвете?
Освещение
- Убедитесь, что общего освещения достаточно для безопасного доступа к оборудованию и обращения с ним.
- Используйте дополнительное рабочее освещение для точной работы.
- Избегайте чрезмерных бликов от источников света или отражений.
- Предотвращает чрезмерный контраст между заготовкой и фоном.

Цвет
- Выберите матовое покрытие для зоны сварки, чтобы избежать отражения света сварочной дуги и получить удовлетворительный уровень освещения.
- Выберите любой цвет, кроме синего или бирюзового; они отражают ультрафиолет.
- Уменьшите отвлечение внимания, сделав трубы, воздуховоды или несущие опоры того же цвета, что и фон, если только трубы не требуют второго цветового кодирования.
Последнее обновление документа: 12 сентября 2017 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Звонок бесплатный 1-800-668-4284
(в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Сопутствующие товары и услуги
Вас также могут заинтересовать следующие сопутствующие товары и услуги от CCOHS:
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации.
© Copyright 1997-2022 Canadian Center for Occupational Health & Safety
Прежде чем уйти, не могли бы вы ответить на семь вопросов о вашем опыте на веб-сайте CCOHS?
Как мы преобразовали наши сварочные верстаки для повышения производительности и безопасности
BOSTONtec не только производит сверхмощные верстаки, но и является нашим собственным клиентом:
Если вы сегодня посетите наш отдел сварки, вы увидите три совершенно новых сварочных верстака BOSTONtec. Команда недавно провела полную реконструкцию своих сварочных цехов. Это создало среду, в которой операторы работают более безопасно, комфортно и эффективно.
Команда недавно провела полную реконструкцию своих сварочных цехов. Это создало среду, в которой операторы работают более безопасно, комфортно и эффективно.
Вовлечение команд в процесс постоянного совершенствования
Старые сварочные столы были 5 футов в длину и располагались в конце каждой сварочной ячейки. Когда сварочные компоненты были 8 футов или больше, операторам приходилось приобретать удлинитель стола. Им приходилось поворачиваться, когда протягивали большие детали через верстак и удлинитель. Когда они работали над деталью на сварочном стенде, то не очень осознавали, что их окружает.
Для изучения возможностей улучшения была создана проектная группа. В его состав входили сварщики, а также сотрудники производственного отдела, которые ежедневно взаимодействуют со сварочным отделом.
Настройка сварочных столов для повышения эффективности и безопасности
Команда перепланировала рабочее место. Они проанализировали рабочий процесс — как товары входят и выходят из станции. Они приняли во внимание соображения эргономики и безопасности операторов.
Они приняли во внимание соображения эргономики и безопасности операторов.
Команда инженеров учла все отзывы в проекте, отвечающем потребностям во всех этих областях.
Новый сварочный верстак представляет собой изготовленный на заказ сверхмощный электрический верстак с регулируемой высотой и двойным приводом. Это позволяет каждому оператору работать на устойчивой скамье на удобной высоте без необходимости поднимать тяжелые предметы. Поверхность стального сварного шва 4X8 достаточно велика, чтобы обрабатывать детали длиной 8 футов и более без дополнительной поддержки. Это устраняет необходимость в удлинении стола и физическое напряжение, вызванное переходом от одного стола к другому. Теперь у нас есть возможность одновременно пропускать более крупные детали через все три сварочных модуля.
Сварочный верстак оснащен роликами и при необходимости легко перемещается. В настоящее время он расположен перпендикулярно входу в сварочную камеру. Сварщик имеет периферийное зрение с трех сторон и теперь лучше осведомлен о любых угрозах безопасности как внутри, так и непосредственно за пределами рабочей камеры.