Содержание
Плотность алюминиевых сплавов
Расчетная плотность алюминия и алюминиевых сплавов приводится в ГОСТ 21488-97, «Прутки прессованные из алюминия и алюминиевых сплавов».
Расчетная плотность указана для расчета справочной теоретической массы изделий и может отличаться по результатам взвешивания.
Переводной коэффициент показывает отношение плотности сплава к плотности чистого алюминия (2,7 г/см3).
Марка сплава | Плотность, г/см3 | Переводной коэффициент |
AМц | 2,73 | 1,011 |
АМцС | 2,73 | 1,011 |
ММ | 2,73 | 1,011 |
АМг2 | 2,68 | 0,992 |
АМг3 | 2,67 | 0,988 |
АМг5 | 2,65 | 0,981 |
АМг6 | 2,64 | 0,977 |
АД31 | 2,71 | 1,004 |
АД33 | 2,71 | 1,004 |
АД35 | 2,72 | 1,007 |
АВ | 2,70 | 1,000 |
Д1 | 2,80 | 1,037 |
Д12 | 2,72 | 1,007 |
Д16 | 2,78 | 1,030 |
Д19 | 2,76 | 1,022 |
Д20 | 2,84 | 1,052 |
АК4 | 2,77 | 1,026 |
АК4-1 | 2,80 | 1,037 |
АК6 | 2,75 | 1,018 |
АК8 | 2,80 | 1,037 |
В95 | 2,85 | 1,055 |
1915 | 2,77 | 1,026 |
1925 | 2,77 | 1,026 |
ВД1 | 2,77 | 1,026 |
ВАД1 | 2,76 | 1,022 |
В95-2 | 2,85 | 1,055 |
АКМ | 2,69 | 0,996 |
ПЕРЕВОДНЫЕ КОЭФФИЦИЕНТЫ ДЛЯ ВЫЧИСЛЕНИЯ ПРИБЛИЖЕННОЙ ТЕОРЕТИЧЕСКОЙ МАССЫ 1 М ПРОФИЛЯ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
| Марка сплава | Переводной коэффициент | Марка сплава | Переводной коэффициент |
| АМц | 0,958 | 1163 | 0,975 |
| АМцС | 0,958 | 1915 | 0,972 |
| АМг2 | 0,940 | 1920 | 0,954 |
| АМгЗ | 0,937 | 1925 | 0,972 |
| АМг5 | 0,930 | 1935 | 0,977 |
| АМгб | 0,926 | 1985ч | 0,948 |
| 1561 | 0,930 | 1973 | 1,000 |
| Д1 | 0,982 | 1980 | 0,968 |
| Д16 | 0,976 | ВД1 | 0,982 |
| Д16ч | 0,976 | АВД1-1 | 0,982 |
| Д19ч | 0,968 | АКМ | 0,970 |
| Д20 | 0,996 | М40 | 0,965 |
| АВ | 0,947 | АК4 | 0,970 |
| ВАД1 | 0,968 | АК6 | 0,962 |
| К48-2 | 0,972 | АД31Е | 0,950 |
| К48-2пч | 0,972 | АК4-1 | 0,982 |
| АД31 | 0,950 | АК4-1ч | 0,982 |
| АДЗЗ | 0,951 | ВД17 | 0,965 |
| АД35 | 0,954 | 1420 | 0,867 |
| 1161 | 0,972 |
ПЕРЕВОДНЫЕ КОЭФФИЦИЕНТЫ ДЛЯ ВЫЧИСЛЕНИЯ ПРИБЛИЖЕННОЙ ТЕОРЕТИЧЕСКОЙ МАССЫ 1 М ПРОФИЛЯ ИЗ МАГНИЕВЫХ СПЛАВОВ
| Марка сплава | Переводной коэффициент |
| МА1 | 0,978 |
| МА2 | 0,989 |
| МА2-1 | 0,990 |
| МА2-1пч | 0,990 |
| МА8 | 0,989 |
| МА12 | 0,989 |
характеристики и расшифовка, применение и свойства стали
Стали
Стандарты
Всего сталей
| Страна | Стандарт | Описание | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Россия | ГОСТ 4784-97 | Алюминий и сплавы алюминиевые деформируемые. Марки | ||||||||||
| Россия | ГОСТ 13726-97 | Ленты из алюминия и алюминиевых сплавов. Технические условия | ||||||||||
| Россия | ГОСТ 17232-99 | Плиты из алюминия и алюминиевых сплавов. Технические условия Технические условия | ||||||||||
| Россия | ГОСТ 18482-79 | Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия | ||||||||||
| Россия | ГОСТ 21488-97 | Прутки прессованные из алюминия и алюминиевых сплавов. Технические условия | ||||||||||
Механические свойства стали АМг5
Механические свойства при обычной температуре
|
Прокат |
Толщина или диаметр, мм |
Модуль упругости нормальный, Е, ГПа |
Модуль упругости при сдвиге кручением, G, ГПа |
Предел текучести, σ0,2, МПа |
Временное сопротивление разрыву, σв, МПа |
Относительное удлинение при разрыве, δ5, % |
Относительное сужение, ψ, % |
|
Лист отожженный |
2,5 |
71 |
26,5 |
150 |
300 |
20 |
- |
|
Пруток отожженный |
20 |
- |
- |
160 |
300 |
14 |
- |
|
Штамповка и поковка отожженные |
До 30 |
- |
- |
160 |
300 |
16 |
- |
Механические свойства сплава при высоких температурах
|
Прокат |
Температура испытаний, °С |
Предел текучести, σ0,2, МПа |
Временное сопротивление разрыву, σв, МПа |
Относительное удлинение при разрыве, δ5, % |
Относительное сужение, ψ, % |
|
Лист отожженный 2 мм |
20 |
150 |
300 |
20 |
- |
|
Лист отожженный 2 мм |
100 |
150 |
270 |
30 |
- |
|
Лист отожженный 2 мм |
200 |
120 |
180 |
45 |
- |
|
Лист отожженный 2 мм |
300 |
60 |
110 |
65 |
- |
|
Пруток отожженный (прессованный) и без термической обработки |
20 |
160 |
310 |
14 |
- |
|
Пруток отожженный (прессованный) и без термической обработки |
100 |
150 |
290 |
17 |
- |
|
Пруток отожженный (прессованный) и без термической обработки |
200 |
130 |
210 |
27 |
- |
|
Пруток отожженный (прессованный) и без термической обработки |
300 |
110 |
170 |
34 |
- |
Механические свойства сплава при низких температурах
|
Прокат |
Температура испытаний, °С |
Предел текучести, σ0,2, МПа |
Временное сопротивление разрыву, σв, МПа |
Относительное удлинение при разрыве, δ5, % |
Относительное сужение, ψ, % |
|
Лист отожженный 2 мм |
20 |
150 |
300 |
20 |
- |
|
Лист отожженный 2 мм |
-70 |
160 |
310 |
24 |
- |
|
Лист отожженный 2 мм |
-196 |
190 |
400 |
28 |
- |
|
Плита без термической обработки 18 мм |
20 |
170 |
320 |
23 |
- |
|
Плита без термической обработки 18 мм |
-196 |
180 |
440 |
46 |
- |
|
Пруток отожженный и без термической обработки 22 мм |
20 |
160 |
310 |
14 |
- |
|
Пруток отожженный и без термической обработки 22 мм |
-70 |
170 |
320 |
20 |
- |
Свойства по стандарту
ГОСТ 13726-97
|
Прокат |
Предел кратковременной прочности, Sв, МПа |
Предел пропорциональности, Sт, МПа |
Относительное удлинение при разрыве, d5, % |
Термообработка |
|
При температуре Т = 20 °С | ||||
|
Лента |
275 |
130 |
12 — 15 |
- |
Свойства по стандарту
ГОСТ 17232-99
|
Прокат |
Предел кратковременной прочности, Sв, МПа |
Предел пропорциональности, Sт, МПа |
Относительное удлинение при разрыве, d5, % |
Термообработка |
|
При температуре Т = 20 °С | ||||
|
Плита |
255 — 265 |
110 — 120 |
12 — 13 |
- |
Свойства по стандарту
ГОСТ 18482-79
|
Прокат |
Предел кратковременной прочности, Sв, МПа |
Предел пропорциональности, Sт, МПа |
Относительное удлинение при разрыве, d5, % |
Термообработка |
|
При температуре Т = 20 °С | ||||
|
Трубы |
255 |
110 |
15 |
- |
Свойства по стандарту
ГОСТ 21488-97
|
Прокат |
Предел кратковременной прочности, Sв, МПа |
Предел пропорциональности, Sт, МПа |
Относительное удлинение при разрыве, d5, % |
Термообработка |
|
При температуре Т = 20 °С | ||||
|
Пруток |
245 — 265 |
110 — 120 |
10 — 15 |
- |
×
Отмена
Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена
Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Сплав АМг5 (1550) / Ауремо
Сплав 01311С
Сплав 1105
Сплав 1151
Сплав 1161
Сплав 1163
Сплав 1201
Сплав 1205
Сплав 1213
Сплав 1215
Сплав 1320
Сплав 1370
Сплав 1420 (01420)
Сплав 1424
Сплав 1430
Сплав 1440
Сплав 1441
Сплав 1450
Сплав 1531
Сплав 1541
Сплав 1541пч
Сплав 1543
Сплав 1577
Сплав 1905
Сплав 1911
Сплав 1915
Сплав 1925
Сплав 1931 г.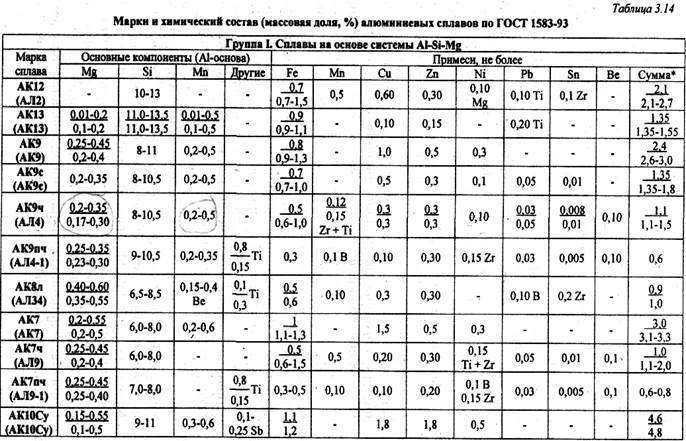
Сплав 1933 г.
Сплав 1935 г.
Сплав 1953 г.
Сплав 1955 г.
Сплав 1973 г.
Сплав 1980 (В48-4)
Сплав 1985ч
Сплав 8011
Сплав 8011А
Сплав 8111
Сплав А1Мг1М1
Сплав АБТ101 (1901)
Сплав АБТ102 (1903 г.)
Сплав АВ (1340)
Сплав АВД1
Сплав АВД1-1
Сплав АВЭ
Сплав Ad1pl
Сплав АД31 (1310)
Сплав АД31Э (1310Е)
Сплав АД33 (1330)
Сплав АД35 (1350)
Сплав УЖЕ
Сплав АЖ0,6
Сплав АЖ0,8
Сплав АЖ2
Сплав АК10 (Свак10)
Сплав АК12Д
Сплав АК4 (1140)
Сплав АК4-1 (1141)
Сплав АК4-2 (1143)
Сплав АК5
Сплав АК6 (1360)
Сплав АК6-1
Сплав АК8 (1380)
Сплав АКМ
Сплав АКСМ
Сплав АМ4
Сплав АМг0,5 (1505)
Сплав АМг0,5пч
Сплав Амг0,7
Сплав АМг1 (1510)
Сплав АМг1,5
Сплав АМг2 (1520)
Сплав АМг2,5
Сплав АМг3 (1530)
Сплав АМг3,5
Сплав АМг3С
Сплав АМг4 (1540)
Сплав Амг4,5
Сплав АМг5 (1550)
Сплав АМг5п (1557)
Сплав АМг6 (1560)
Сплав АМг61 (1561)
Сплав АМг61Н (1561Н)
Сплав АМг63 (Свамг63)
Сплав АМг65
Сплав АМСН1
Сплав АМСН2
Сплав АМС (1400)
АМС из сплава (1401)
Сплав АМШ1 (АМС-1)
Сплав АПБА-1 (1551)
сплав Acpl
Сплав В-1341
Сплав В-1461
Сплав В-1469Сплав В-1963
Сплав В48П
Сплав В65 (1165)
Сплав В91 (1913 г. )
)
Сплав В92 (1920 г.)
Сплав В93 (В93пч; 1930 г.)
Сплав В94 (1940 г.)
Сплав В95 (1950 г.)
Сплав В95-1
Сплав В95-2
Сплав В95оч
Сплав В95П (1957 г.)
Сплав В95пч
Сплав В96Ц (1960 г.)
Сплав В96Ц1
Сплав В96Ц3 (1965-1)
Сплав ВД1
Сплав ВД17 (1170)
Сплав Д1 (1110)
Сплав Д12 (1521)
Сплав Д16 (1160)
Сплав Д16П (1167)
Сплав Д18 (1180)
Сплав Д19 (1190)
Сплав Д19П (1197)
Сплав Д19ч
Сплав Д1П (1117)
Сплав Д20 (1200)
Сплав Д21 (1210)
Сплав Д23 (ВАД23; 1230)
Сплав Д24 (ВАД1; 1191)
Сплав К48-1
Сплав К48-2 (1941 г.)
Сплав К48-2пч (1943 г.)
Сплав К48П
Сплав М40
Сплав ММ (1403)
Сплав САВ1
Сплав САВ2
Сплав САВ6
Сплав САВ9
Сплав FORCE 1S
Сплав FORCE 2S
Обозначение
| Наименование | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | АМг5 |
| Обозначение ГОСТ латинское | АМг5 |
| Транслитерация | АМг5 |
| Химические элементы | — |
| Имя | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | 1550 |
| Обозначение ГОСТ латинское | 1550 |
| Транслитерация | 1550 |
| Химические элементы | 1550 |
Описание
Сплав АМг5 применяется : для изготовления сварочной проволоки марки Свамг5; полуфабрикаты горячей или холодной деформации; профили с площадью поперечного сечения 200 см 2 и диаметром окружности до 350 мм пригодны для использования в авиационной промышленности и отраслях специального машиностроения.
Примечание
Система сплавов Al-Mg.
Стандарты
| Наименование | Код | Стандарты | |
|---|---|---|---|
| Ленты | В54 | ГОСТ 13726-97 | |
| Листы и полосы | В53 | ГОСТ 17232-99, ГОСТ 21631-76, ОСТ 4.021.047-92, ТУ 1-3-011-89, ТУ 1-3-56-82, ТУ 1-3-59-77 | |
| Трубы из цветных металлов и сплавов | В64 | ГОСТ 18482-79, ГОСТ 23697-79, ОСТ 1 92096-83, ОСТ 1 92048-90, ТУ 1-2-407-82, ТУ 1-2-439-83, ТУ 1-2-473-85 | |
| Бары | В55 | ГОСТ 21488-97 | |
| Цветные металлы, включая редкие металлы, и их сплавы | В51 | ГОСТ 4784-97, ОСТ 4.021.009-92, ТУ 1712-166-00194091-2000 | |
| Прокат сортовой и фасонный | В52 | ГОСТ 8617-81, ГОСТ 13616-97, ГОСТ 13617-97, ГОСТ 13618-97, ГОСТ 13619-97, ГОСТ 13620-90, ГОСТ 13621-90, ГОСТ 13622-91, ГОСТ 13623-90, ГОСТ 13624-90 , ГОСТ 13737-90, ГОСТ 13738-91, ГОСТ 17575-90, ГОСТ 17576-97, ГОСТ 29296-92, ГОСТ 29303-92, ГОСТ Р 50066-92, ГОСТ Р 50067-92, ГОСТ Р 50077-92, ОСТ 5. 9442-84, ОСТ 1 92093-83, ОСТ 1 92067-92, ОСТ 1 92069-77, ОСТ 1 9442-84, ОСТ 1 92093-83, ОСТ 1 92067-92, ОСТ 1 92069-77, ОСТ 1 | -86 |
| Формовка металлов. Поковки | В03 | ОСТ 26-01-152-82, ОСТ 1 | -85 |
| Трубы стальные и соединительные детали к ним | В62 | ОСТ 5.6065-74 |
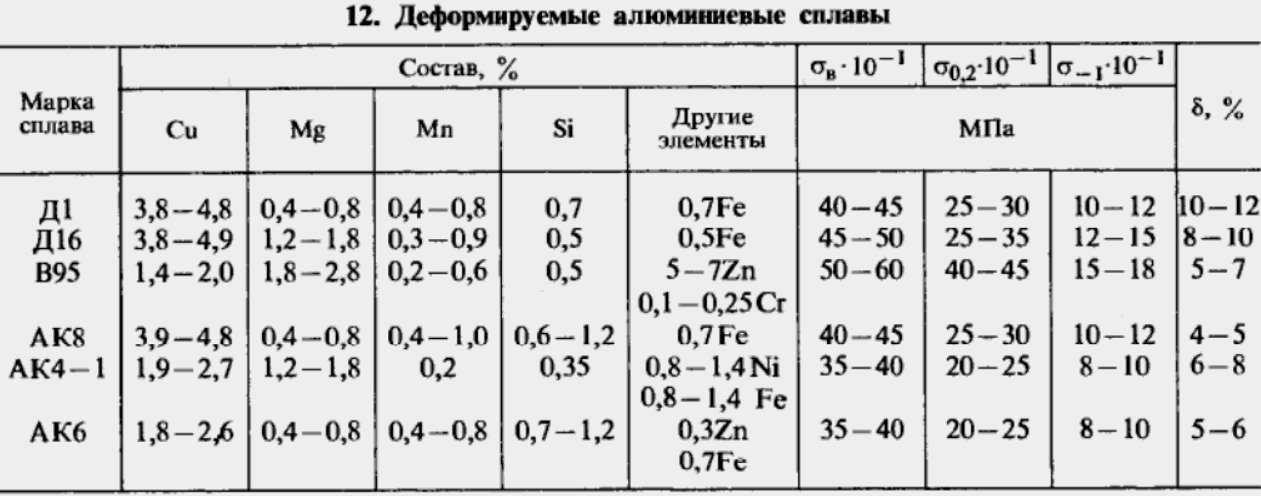
Химический состав
| Стандарт | Мн | Си | Фе | Медь | Ал | Ти | Цин | Мг | Быть |
|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 4784-97 | 0,3-0,8 | ≤0,5 | ≤0,5 | ≤0,1 | Остальные | 0,02-0,1 | ≤0,2 | 4,8-5,8 | 0,0002-0,005 |
Ал — это база.
По ГОСТ 4784-97 массовая доля каждой примеси (не регламентируется) ≤ 0,05 %, суммарная массовая доля прочих примесей ≤ 0,10 %.
Для производства сварочной проволоки СвМг5 сплав должен иметь следующий химический состав: Al-основа, Mg = 4,80-5,80 %, Mn = 0,50-0,80 %, Be = 0,002-0,005 %, Si≤0,40 %, Cu ≤ 0,050 %, Fe ≤ 0,40 %, Zn ≤ 0,20 %, Ti ≤ 0,10 %, массовая доля каждой примеси (не регламентируется) ≤ 0,1 %, суммарная массовая доля всех примесей ≤ 1,40 %. Соотношение железа и кремния в сплаве СвМг5 не должно быть больше единицы.
Соотношение железа и кремния в сплаве СвМг5 не должно быть больше единицы.
Механические характеристики
| Сечение, мм | с Т |с 0,2 , МПа | σ B , МПа | д 5 , % | д | г, % | кДж/м 2 , кДж/м 2 | Число твердости по Бринеллю, МПа | |
|---|---|---|---|---|---|---|---|---|
| Металл листовой в состоянии поставки по ГОСТ 21631-76, лента ОСТ 4.021.047-92 по ГОСТ 13726-97 (образцы поперечные) | ||||||||
| 5-6 | ≥130 | ≥275 | — | ≥12 | — | — | — | |
| 6-10,5 | ≥130 | ≥275 | — | ≥15 | — | — | — | |
| 0,5-0,6 | ≥135 | ≥275 | — | ≥15 | — | — | — | |
| 0,6-4,5 | ≥145 | ≥275 | — | ≥15 | — | — | — | |
| 4,5-10,5 | ≥130 | ≥275 | — | ≥15 | — | — | — | |
Плиты по ГОСТ 17232-99. 4.021.061-92 поставляется без термической обработки (образцы поперечные) 4.021.061-92 поставляется без термической обработки (образцы поперечные) | ||||||||
| 11-25 | ≥120 | ≥265 | ≥13 | — | — | — | — | |
| 25-80 | ≥110 | ≥255 | ≥12 | — | — | — | — | |
| Поковки сечением до 75 мм ОСТ 1 | -85 (продольные образцы) | |||||||
| ≥145 | ≥275 | ≥15 | — | — | — | ≥65 | ||
| Поковка после отжига по ОСТ 26-01-152-82 | ||||||||
| ≥120 | ≥270 | ≥15 | — | — | — | ≥65 | ||
| Прессованные нормальной прочности по ГОСТ 8617-81 при поставке | ||||||||
| ≥127 | ≥277 | ≥15 | — | — | — | — | ||
| Прессованные нормальной прочности с площадью поперечного сечения 200 см2 и диаметром описанной окружности до 350 мм (продольный образец) | ||||||||
| ≥130 | ≥255 | ≥15 | — | — | — | — | ||
Профили прессованные полые. Без термической обработки и автогения по ОСТ 1 92048-90 Без термической обработки и автогения по ОСТ 1 92048-90 | ||||||||
| ≥128 | ≥255 | ≥15 | — | — | — | — | ||
| Прутки прессованные нормальной прочности в состоянии поставки по ГОСТ 21488-97 (продольные образцы) | ||||||||
| 300-400 | ≥110 | ≥245 | ≥10 | — | — | — | — | |
| 8-300 | ≥120 | ≥265 | ≥15 | — | — | — | — | |
| Прокат стальной. Отжиг при 305-340 °С, охлаждение на воздухе | ||||||||
| ≥130 | ≥300 | ≥23 | — | ≥42 | ≥400 | ≥65 | ||
Трубы бесшовные холоднотянутые квадратные (10х10 — 90х90 мм), прямоугольные (10х14 — 60х120 мм) 92096-83 ОСТ 1, ОСТ 4. 021.120-92 (в сечении указана толщина стенки ) 021.120-92 (в сечении указана толщина стенки ) | ||||||||
| ≥125 | ≥265 | ≥15 | — | — | — | — | ||
| ≥165 | ≥315 | — | — | — | — | — | ||
| Трубы прессованные в состоянии поставки по ГОСТ 18482-79 (образцы, в сечении указана толщина стенки) | ||||||||
| 2,5-40 | ≥110 | ≥255 | ≥15 | — | — | — | — | |
| Трубы сварные прямошовные поставляемые по ГОСТ 23697-79 (образцы, в сечении труб заданного диаметра) | ||||||||
| 10 (стенка 0,5) | — | ≥294 | ≥7 | — | — | — | — | |
Описание механических меток
| Наименование | Описание |
|---|---|
| Раздел | Секция |
| с Т | с 0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2% |
| о Б | Предел кратковременной прочности |
| д 5 | Удлинение после разрыва |
| у | Относительное сужение |
| кДж/м 2 | Прочность |
Физические характеристики
| Температура | Е, ГПа | р, кг/м3 | Р, НОМ · м |
|---|---|---|---|
| 20 | 71 | 2650 | 64 |
Технологические свойства
| Наименование | Значение |
|---|---|
| Свариваемость | Сплав хорошо сваривается всеми видами сварки — ВИГ, контактной, точечной и шовной сваркой. Прочность сварного соединения составляет 0,9-0,95 % от прочности основного материала. Прочность сварного соединения составляет 0,9-0,95 % от прочности основного материала. |
| Возможность обработки резанием | Обрабатываемость хорошая. |
| Обработка давлением | Хорошо деформируется в горячем и холодном состоянии. |
| Коррозионная стойкость | Сплав с отличной общей коррозионной стойкостью, не склонный к коррозионному растрескиванию под напряжением и межкристаллитной коррозии (особенно в отожженном состоянии). Для дополнительной защиты деталей от коррозии производится анодирование или нанесение покрытий. Коррозионная стойкость сплава (и сварного шва) высокая, почти такая же, как у чистого алюминия. |
Vortex — VTX:RZR-AMG-5
RAZOR HD AMG 6-24X50 EBR-7B FFP (MRAD) ПРИЦЕП
Передовые разработки и современные методы точной обработки позволяют Razor ®
HD AMG™ для достижения оптических и физических характеристик, обычно предназначенных для более тяжелых прицелов с тубусами большего диаметра.
Оптические прицелы обеспечивают непревзойденное качество изображения. Наш запатентованный процесс автоматического лазерного оптического выравнивания ALO создает новую парадигму в индустрии спортивной оптики, в результате чего получаются максимально щадящие, удобные и максимально качественные изображения. В системе объективов APO используются линзы с согласованным индексом для коррекции цвета во всем визуальном спектре. Стекло премиум-класса со сверхнизкой дисперсией HD обеспечивает высочайшее разрешение и точность цветопередачи, что позволяет получать изображения высокой четкости. Линзы премиум-класса XR™ Plus с многослойным просветлением увеличивают светопропускание для оптимальной яркости. ArmorTek® защищает внешние линзы от царапин, масла и грязи.
Двойное использование для тактической стрельбы/охоты • Патент UA 7,937,879, патент США 7,958,665, патент США 8,166,696 B2
ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ | |
| ALO Выравнивание | ALO использует наш запатентованный автоматизированный процесс лазерной оптической юстировки для идеальной юстировки каждого элемента объектива для получения наилучшего возможного изображения. Эта технология формирует новую парадигму в индустрии спортивной оптики, которая обеспечивает максимально щадящее, удобное и максимально качественное изображение. Эта технология формирует новую парадигму в индустрии спортивной оптики, которая обеспечивает максимально щадящее, удобное и максимально качественное изображение. |
| Система АПО | Система апохроматических объективов использует линзы с согласованным индексом для коррекции цвета во всем визуальном спектре. |
| Линзы с оптическими индексами | Оптимизация резкости и яркости изображения от края до края. |
| Элементы HD-объектива | Premium HD (High Density) со сверхнизкой дисперсией обеспечивает высочайшее разрешение и точность цветопередачи, что позволяет получать изображения высокой четкости. Линзы AMG шлифуются, полируются и покрываются в США. |
| XR™ Plus с многослойным покрытием | Запатентованные покрытия премиум-класса обеспечивают высочайший уровень светопропускания с несколькими антибликовыми покрытиями на всех поверхностях воздух-стекло для максимальной яркости. |
| Плазменная техника | Передовой процесс нанесения обеспечивает непревзойденную долговечность и эффективность покрытия. |
| Прицельная сетка первой фокальной плоскости | Масштаб сетки остается пропорциональным увеличенному изображению. Постоянные поднапряжения обеспечивают точное удержание и диапазон при любом увеличении. |
| Сетка с гравировкой на стекле | Позволяет использовать прицельную сетку сложной формы. Защищен между двумя слоями стекла для оптимальной прочности и надежности. |
| Прицельная сетка с подсветкой | Обеспечивает точное прицеливание в условиях низкой освещенности. |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ | |
| Сделано в США | Каждый компонент, от корпуса с твердым анодированием типа III, турелей, магнитного кольца и окуляра до мельчайшего винта — даже линзы с согласованным индексом сделаны в Америке. |
| Размер трубки | Диаметр 30 мм обеспечивает максимальную внутреннюю регулировку и прочность. |
| Цельная трубка | Обеспечивает максимальное выравнивание для повышения точности и оптимальных визуальных характеристик, а также обеспечивает прочность и водонепроницаемость. |
| Авиационный алюминий | Изготовлен из цельного блока авиационного алюминия, обеспечивающего прочность и жесткость. |
| Водонепроницаемый | предотвращают попадание влаги, пыли и мусора в прицел, обеспечивая надежную работу в любых условиях. |
| Противотуманный | Продувка аргоном предотвращает внутреннее запотевание в широком диапазоне температур. |
| Противоударный | Прочная конструкция выдерживает отдачу и удары. |
| Твердое анодированное покрытие черного цвета | Высокопрочное анодирование с твердым покрытием типа III обеспечивает матовую поверхность с низким уровнем бликов и помогает скрыть положение стрелка. |
| АрморТек | Сверхтвердое, устойчивое к царапинам покрытие защищает внешние линзы от царапин, масла и грязи. |
| Турели L-Tec | Встроенный механизм блокировки предотвращает случайную регулировку. Турели обеспечивают быструю, точную и легко читаемую регулировку по высоте и горизонтали. Ожидается получение патента. |
| Подсветка блокировки | Блокирует подсветку на предпочтительном уровне. |
| Боковой фокус | Регулятор, расположенный на левой стороне корпуса револьверной головки, легко доступен из положения для стрельбы. Обеспечивает оптимальную фокусировку изображения и устранение параллакса. |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ВНУТРЕННЕГО МЕХАНИЗМА | |
| Нулевой упор L-Tec | Предотвращает опускание турели по вертикали ниже поля зрения в пределах досягаемости благодаря прочным стальным компонентам. Внутренние механизмы не загрязняются песком, грязью, пылью, влагой и другими посторонними материалами — даже при установке нулевого упора. Патент США 8 166 696 B2 Внутренние механизмы не загрязняются песком, грязью, пылью, влагой и другими посторонними материалами — даже при установке нулевого упора. Патент США 8 166 696 B2 |
| Максимальная регулировка нуля револьверной головки | позволяет расширить диапазон регулировки, когда функция остановки нуля L-Tec отключена для целей обнуления. Этот прицел предлагает полную регулировку по высоте 27,5 Мрад и общую регулировку по горизонтали 19 Мрад. |
| Микрорегулировка нуля | Бесконечные позиции установки нуля позволяют устанавливать ноль между щелчками для оптимальной точности. |
| Система снижения трения | Прокладка из термообработанной закаленной стали плавает на конце револьверного винта и соприкасается с кольцом из закаленной стали на трубе эректора для контакта стали со сталью. Предотвращает истирание или деформацию точки контакта монтажного винта, обеспечивая превосходную долговечность и повторяемость. Патент США 7 958 665 Патент США 7 958 665 |
| Револьверные винты | Обладает низким коэффициентом трения и износостойкостью: прецизионно изготовлен из сплава кремния и латуни и обработан современной сухой смазкой. Резьба револьверных винтов обрабатывается с точностью до допусков менее 2 микрон (менее 78 миллионных долей дюйма). Сверхплавная работа и настройки. |
| Система монтажных трубок | Прецизионная обработка из авиационного алюминия с антикоррозионными свойствами для облегчения веса, прочности и долговечности трубки. Система смещения цилиндрической пружины со смещением из нержавеющей стали выдерживает гораздо более высокие нагрузки, чем традиционные плоские пружины, и обеспечивает гораздо больший внутренний подъем и горизонтальный ход с большей свободой движения для максимальной точности револьверной головки. |
ФУНКЦИИ УДОБСТВА | |
| Фиксирующий диоптрийный окуляр | Эта функция позволяет стрелку один раз установить и зафиксировать настройку окуляра для своего глаза и забыть об этом. |
| Инструмент L-Tec | Входит в комплект прицела для точной регулировки турели. |
| Боковое освещение замка | Легкодоступная и запираемая шкала подсветки расположена на левой стороне корпуса револьверной головки. Имеет одиннадцать уровней интенсивности освещения с выключенными позициями между каждой настройкой. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| Увеличение | 6-24 х |
| Диаметр объектива | 50 мм |
| Уход за глазами | 3,6 дюйма |
| Поле зрения | 20,4–5,1 футов/100 ярдов |
| Размер трубки | 30 мм |
| Револьверный стиль | Л-Тек |
| Шкала регулировки | 0,1 |
| Ход на один оборот | 10 Мрад |
| Регулировка максимальной высоты | 27,5 Мрад |
| Максимальная регулировка горизонтального положения | 10 Мрад |
| Настройка параллакса | 25 до бесконечности |
| Длина | 15,2 дюйма |
| Вес | 28,8 унций |
RAZOR HD AMG 6-24X50 РАЗМЕРЫ
| ДЛИНА | |||||
| Л1 | Л2 | Л3 | Л4 | Л5 | Л6 |
15.
| |||||