Определение погрешности штангенциркулей. Погрешность штангенциркуль
Измерения штангенциркулем
ИЗМЕРЕНИЯ ШТАНГЕНЦИРКУЛЕМ
НОНИУС Но́ниус (шкала́-но́ниус, шкала́ Но́ниуса, вернье́р) вспомогательная шкала, устанавливаемая на различных измерительных приборах и инструментах, служащая для более точного определения количества долей делений. Принцип работы шкалы основан на том факте, что глаз гораздо точнее замечает совпадение делений, чем определяет относительное расположение одного деления между другими.
Шкала нониус обычно имеет те же 10 делений, что и основная шкала, а по длине равна только 9 её делениям.
Принцип нониуса впервые был изобретён Абу Али ибн Синой. Современная конструкция шкалы была предложена французским математиком П. Вернье в 1631 году, в честь которого её называют также «вернье́р»[1]. Название «нониус» это приспособление получило в честь португальского математика П. Нуниша (15021578), который изобрёл прибор другой конструкции (англ.), но использующий тот же принцип.
На этом рисунке нониус (нижняя шкала) показывает 7 целых 6 десятых деления основной (верхней) шкалы. Целая часть обычно определяется по показаниям нулевого деления нониуса, а дробная часть определяется по номеру того деления нониуса, которое точно совпадает с делением основной шкалы (обведено красным пунктиром).
Нониус штангенциркуля с точностью 0,02 мм.
ШТАНГЕНЦИРКУЛЬ Не все школьники (особенно школьницы!) даже знают, как выглядит этот прибор. А ведь им нужно уметь проводить измерения. Правда, современная школьная программа по физике об этих умениях ничего не говорит. А, между прочим, штангенциркуль – составная часть оборудования лабораторных работ по физике (см. например, лабораторную работу «Определение коэффициента поверхностного натяжения жидкости» (10 кл.)). Провели мини тест. Задали пару вопросов молодым людям: Вы умеете пользоваться штангенциркулем? Где вы этому научились? Оказалось, что пользоваться штангенциркулем они не умеют. Так кто же научит наших учащихся пользоваться штангенциркулем? Как бы там ни было, приходится ликвидировать этот пробел. Кратко познакомившись с инструкцией, вы сможете проверить свое умение измерять с помощью виртуального штангенциркуля (см. файлик: calipers.swf).Нониус имеет 10 равных делений (при цене деления 0,1 мм) на длине 19 мм. Каждое деление шкалы нониуса меньше деления штанги на 0,1 мм. В нулевом положении совпадают и нулевые деления штанги и нониуса. Последний 10-й штрих нониуса при этом совпадет со штрихом 19-м штанги. При диаметре детали 18,4 мм четвертое деление нониуса совпадает с 22-м делением штанги.
Чтобы установить числовое значение величины, необходимо определить по делениям на штанге целое число делений в мм, а по нониусу число десятых мм. Десятых будет столько, сколько можно отсчитать делений нониуса от его нулевого штриха до первого, совпадающего со штрихом штанги.
Внутренние диаметры отверстий измеряются с использованием губок 2 и 3, наружные 8 и 9. Линейка глубиномера 5 штангенциркуля жестко соединена с рамкой 7. Глубина оценивается по делениям штанги и нониуса. Пределы погрешностей Штангенциркули могут измерять и с погрешностью 0,05 и 0,02 мм; еще более точное измерение наружных поверхностей гладких деталей осуществляют с помощью микрометра (0,01 мм). Пределы допускаемых погрешностей штангенциркулей не должен превышать: ±0,04 мм при цене деления нониуса 0,02 мм; ±0,05 мм при цене деления нониуса 0,05 мм и ±0,1 мм при цене деления нониуса 0,1 мм.
umotnas.ru
| Контрольно-измерительный инструмент и оборудование / Measuring instruments MITUTOYO | Каталог MITUTOYO 2013 Измерительный инструмент (Всего 675 стр.) | |||||
| 223 Каталог MITUTOYO 2013 Измерительный инструмент и оборудование Стр.221 | |||||
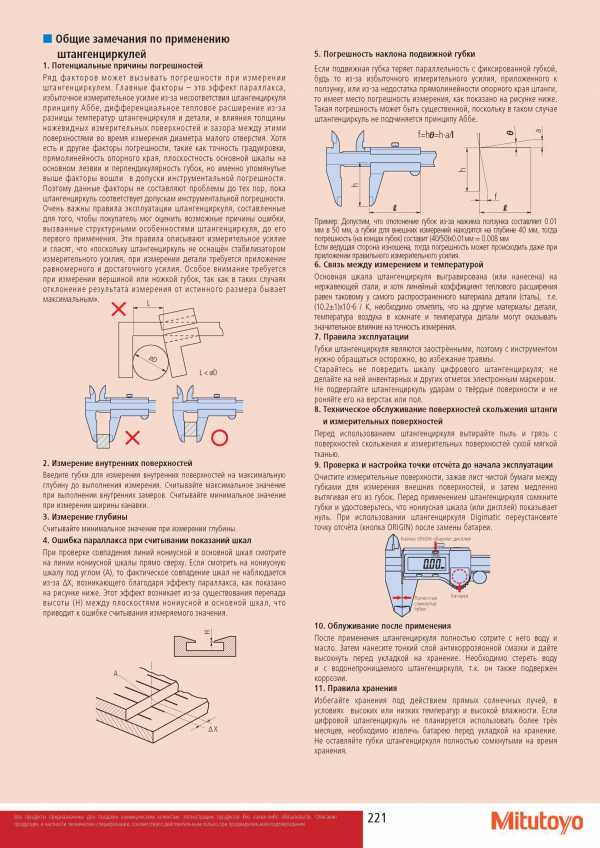 Общие замечания по применению штангенциркулем Потенциальные причины погрешностей Ряд факторов может вызывать погрешности при измерении штангенциркулем Главные факторы - это эффект параллакса, избыточное измерительное усилие из-за несоответствия штангенциркуля принципу А е, дифференциальное тепловое расширение из-за разницы температур штангенциркуля и детали, и влияния толщины ножевидных измерительных поверхностей и зазора между этими поверхностями во время измерения диаметра малого отверстия. Хотя есть и другие факторы погрешности, такие как точность градуировки, прямолинейность опорного края, плоскостность основной шкалы на основном лезвии и перпендикулярность губок, но именно упомянутые выше факторы вошли в допуски инструментальной погрешности. Поэтому данные факторы не составляют проблемы до тех пор, пока штангенциркуль соответствует допускам инструментальной погрешности. Очень важны правила эксплуатации штангенциркуля, составленные для того, чтобы покупатель мог оценить возможные причины ошибки, вызванные структурными особенностями штангенциркуля, до его первого применения. Эти правила описывают измерительное усилие и гласят, что поскольку штангенциркуль не оснащён стабилизатором измерительного усилия, при измерении детали требуется приложение равномерного и достаточного усилия. Особое внимание требуется при измерении вершиной или ножкой губок, так как в таких случаях отклонение результата измерения от истинного размера бывает максимальным о г V- i X О 2. Измерение внутренних поверхностей Введите губки для измерения внутренних поверхностей на максимальную глубину до выполнения измерения. Считывайте максимальное значение при выполнении внутренних замеров. Считывайте минимальное значение при измерении ширины канавки. 3. Измерение глубины Считывайте минимальное значение при измерении глубины. 4. Ошибка параллакса при считывании показаний шкал При проверке совпадения линий нониусной и основной шкал смотрите на линии нониусной шкалы прямо сверху. Если смотреть на нониусную шкалу под углом (А), то фактическое совпадение шкал не наблюдается из-за АХ, возникающего благодаря эффекту параллакса, как показано на рисунке ниже. Этот эффект возникает из-за существования перепада высоты (Н) между плоскостями нониусной и основной шкал, что приводит к ошибке считывания измеряемого значения. 5. Погрешность наклона подвижной губки Если подвижная губка теряет параллельность с фиксированной губкой, будь то из-за избыточного измерительного усилия, приложенного к ползунку, или из-за недостатка прямолинейности опорного края штанги, то имеет место погрешность измерения, как показано на рисунке ниже. Такая погрешность может быть существенной, поскольку в таком случае штангенциркуль не подчиняется принципу А е. Пример Допустим, что отклонение губок из-за нажима ползунка составляет 0.01 мм в 50 мм, а губки для внешних измерений находятся на глубине 40 мм, тогда погрешность (на концах губок) составит (40/50)х0.01мм = 0.008 мм Если ведущая сторона изношена, тогда погрешность может происходить даже при приложении правильного измерительного усилия. 6. Связь между измерением и температурой Основная шкала штангенциркуля выгравирована (или нанесена) на нержавеющей стали, и хотя линейный коэффициент теплового расширения равен таковому у самого распространенного материала детали (сталь), т.е. (10.2±1)х10-6 К, необходимо отметить, что на другие материалы детали, температура воздуха в комнате и температура детали могут оказывать значительное влияние на точность измерения. 7. Правила эксплуатации Губки штангенциркуля являются заострёнными, поэтому с инструментом нужно обращаться осторожно, во избежание травмы. Старайтесь не повредить шкалу цифрового штангенциркуля; не делайте на ней инвентарных и других отметок электронным маркером. Не подвергайте штангенциркуль ударам о твёрдые поверхности и не роняйте его на верстак или пол. 8. Техническое обслуживание поверхностей скольжения штанги и измерительных поверхностей Перед использованием штангенциркуля вытирайте пыль и грязь с поверхностей скольжения и измерительных поверхностей сухой мягкой тканью. 9. Проверка и настройка точки отсчёта до начала эксплуатации Очистите измерительные поверхности, зажав лист чистой бумаги между губками для измерения внешних поверхностей, и затем медленно вытягивая его из губок. Перед применением штангенциркуля сомкните губки и удостоверьтесь, что нониусная шкала (или дисплей) показывает нуль. При использовании штангенциркуля Digimatic переустановите точку отсчёта (кнопка ORIGIN) после замены батареи. 10. Облуживание после применения После применения штангенциркуля полностью сотрите с него воду и масло. Затем нанесите тонкий слой антикоррозионной смазки и дайте высохнуть перед укладкой на хранение. Необходимо стереть воду и с водонепроницаемого штангенциркуля, т.к. он также подвержен коррозии. 11. Правила хранения Избегайте хранения под действием прямых солнечных лучей, в условиях высоких или низких температур и высокой влажности. Если цифровой штангенциркуль не планируется использовать более трёх месяцев, необходимо извлечь батарею перед укладкой на хранение. Не оставляйте губки штангенциркуля полностью сомкнутыми на время хранения. 221 Mitutoyo | |||||
| См.также / See also : | |||||
| Электронные и механические штангенциркули Mitutoyo | |||||
| MITUTOYO | |||||
| КаталогMITUTOYO2015Измерительныйинструмент(664 страницы) | КаталогMITUTOYO2014Инструменти приборы(660 страниц) | КаталогMITUTOYO2012Инструменти оборудование(654 страницы) | КаталогMITUTOYO2009Средстваизмерений(413 страниц) | КаталогMITUTOYO2007Средстваизмерений(398 страниц) | |
| Каталоги оборудования и измерительного инструмента MITUTOYO 2017 - 2003 годов на русском и английском языках | |||||
| Контрольно-измерительный инструмент и оборудование / Measuring instruments | |||||
| Каталог MITUTOYO 2013 Измерительный инструмент (Всего 675 стр.) | |||||
| 220 Дополнительные принадлежности Mitutoyo для штангенциркулей Мостики для измерения глубины Особенности Примеры применения Дополнительные принадлежности для ш | 221 Рекомендации по использованию штангенциркулей Mitutoyo Считывание показаний шкалы измерительного инструмента Примеры измерений Краткое руководство по высок | 222 Типы нониусных шкал Mitutoyo Стандартная и длинная Использование длинных штангенциркулей для измерения крупных деталей Типы нониусных шкал Нониусная шкала | 224 Микрометрические механические и цифровые глубиномеры Mitutoyo Штангенглубиномеры Дополнительные принадлежности для штангенглубиномеров Начало раздела промыУказатель каталога | 225 Микрометрические глубиномеры Mitutoyo имеют следующие особенности Измерительный стержень 4 мм Трещотка обеспечивает постоянное измерительное усилие Глубино | 226 Микрометрические электронные глубиномеры Mitutoyo Digimatic 329 серии со сменными стержнями Инструмент применяется для решения широкого круга измерительных |
lab2u.ru
Погрешности штангенциркулей - Энциклопедия по машиностроению XXL
Погрешности штангенциркулей. Погрешности отдельных элементов штангенциркулей влияют на суммарную погрешность их показаний. Поэтому в допусках на их изготовление исходят из того, чтобы сумма погрешностей отдельных элементов штангенциркуля не превосходила допускаемую суммарную погрешность его показаний, предусмотренную техническими условиями. [c.214]Погрешности штангенциркулей контролируют с помощью концевых мер в различных точках шкалы при незатянутом прижиме рам-кк, а в среднем и крайних положениях рамки — при затянутом прижиме рамки. Погрешность определяют, начиная с нулевой установки, а затем по концевым мерам. Измерительную поверхность неподвижной губки прижимают к блоку концевых мер и затем подводят к нему подвижную губку с таким усилием, чтобы обеспечивалось нормальное скольжение измерительных поверхностей штангенциркуля по плоскостям концевых мер. Нормальное скольжение будет и при зажатом прижиме, в этом положении производят отсчет, по нониусу. [c.216]
Погрешность штангенциркуля зависит от точности нанесения штрихов, от прямолинейности нижней грани штанги, от параллельности измерительных поверхностей губок и перпендикулярности их относительно нижней грани штанги. На погрешность отсчета пока- [c.353]
Погрешности штангенциркулей при наружных измерениях [c.418]Погрешности штангенциркулей при наружных измерениях (включая погрешности изготовления, установки, методы измерения и т. п.) допускаются по абсолютной [c.168]
Суммарные погрешности штангенциркулей при наружном измерении [c.24]
Погрешность штангенциркуля зависит от точности нанесения штрихов, от прямолинейности нижней грани штанги, от параллельности измерительных поверхностей губок и перпендикулярности их относительно нижней грани штанги. На погрешность отсчета показаний штангенциркуля влияет величина зазора между нониусом и штангой. При наличии зазора появляется погрешность от параллакса. [c.405]
Основная погрешность штангенциркулей не должна превышать [c.64]
Штангенциркуль служит для измерения линейных размеров деталей. У него две штриховые шкалы — основная и дополнительная (нониус). Нулевой штрих нониуса указывает целое число миллиметров. Номер штриха, совпадающий со штрихом основной шкалы, указывает число десятых долей миллиметра. Интервал между штрихами основной шкалы — 1 или 0,5 мм. Допускаемые погрешности штангенциркуля принимаются равными величинам отсчетов по нониусу. [c.60]
С разность между температурой штангенциркуля и нормальной Atj = 30 - 20 = 10°С. По формуле (3.5) определяем погрешность А/= 50(17,1 30 — 12 10) 10 % 0,012 мм. [c.53]
Более точно (с погрешностью 0,1—0,05 мм) измеряют размеры штангенциркулем. [c.255]
Обеспечить в результате однократных измерений определение диаметра й с погрешностью, не превышающей 0,07 мм при доверительной вероятности Р=0,95, можно с помощью микрометра, а высота к может быть измерена штангенциркулем. [c.49]
Отверстия в зависимости от размеров, допуска на изготовление и глубины (длины образующей) измеряют универсальными измерительными инструментами или специальными приспособлениями и калибрами. Наиболее распространенные универсальные инструменты — штангенциркули, микрометрические нутромеры, индикаторные нутромеры типа завода Калибр . Штангенциркули вследствие значительной погрешности метода измерения применяются лишь для измерения деталей с относительно грубыми допусками. Недостатком штангенциркуля является незначительная длина губок, вследствие чего отверстия можно измерять только на небольшой глубине. [c.472]
По нормативам находим для лабораторной проверки штангенциркуль с отсчетом 0,05 мм и суммарной погрешностью измерения [c.458]
Количество звеньев в цепях между эталонами и рабочими измерительными средствами устанавливается с таким расчётом, чтобы между ошибками измерения меры или прибора и их допускаемыми погрешностями было определённое соотношение. На фиг. 118 показана схема передачи размера от эталона длины световой волны до штангенциркуля с отсчётом по нониусу в 0,05 мм. [c.223]
Погрешности показаний штангенциркулей даны в табл. 9. Погрешность пока- [c.88]
Измерить длину образца штангенциркулем (ГОСТ 427—75) с погрешностью не более 0,1 мм или другим прибором, обеспечивающим заданную точность. [c.93]
Уточняем СИ. Для этого на основании табл. 5.1 находим = 0,2 Г= 60 мкм. По табл. 5.2 определяем штангенциркуль с ценой деления 0,02 мм, имеющий в диапазоне измерений 51...80 мм предельную погрешность 45 мкм. [c.191]
Расстояния между наружными (относительно шва) гранями маяков выбирают такими, чтобы обеспечивалась возможность измерения величины экскурсии швов штангенциркулем со шкалой 500 мм (инструментальная погрешность не более 0,1 мм). [c.464]
Шкалу, определяющую расстояние между опорами при испытании на изгиб, поверяют сравнением действительного расстояния между осями валиков опор, измеренного штангенциркулем, с отсчитанным по шкале. Сравнивать рекомендуется при установочном расстоянии между опорами 300 и 600 мм. Погрешность шкалы не должна превышать 1 мм. Расстояния между осями валиков опор и осью ножа должны быть равны допустимым отклонениям ( 1 мм). [c.88]
Предельная погрешность измерения штангенциркулем с ценой деления нониуса 0,1 150 мкм при измерении длины до 50 мм 200 мкм при измерении длины до 200 мм 250 мкм при измерении длины до 500 мм. Предельная погрешность измерения штангенциркулем с ценой деления нониуса 0,05 составляет 100 мкм. [c.732]
Область применения штангенциркулей при измерении наружных диаметров ограничивается длиной их измерительных губок. Чрезмерно увеличивать длину измерительных губок нельзя, так как это увеличивает их неустойчивость и приводит к большим погрешностям в измерении. [c.49]
Научно-исследовательским бюро взаимозаменяемости МСС предложена новая конструкция нониуса (фиг. 72). Штрихи нониуса нанесены на тонкой металлической пластинке толщиной 0,1 мм, укрепленной на рамке штангенциркуля таким образом, что при ее передвижении она скользит по поверхности штанги без зазора. Благодаря этому погрешность от параллакса снижается более чем вдвое. [c.92]
Пример. В цехе температура воздуха, а следовательно, и температура штангенциркуля, которым производится измерение, равна 25° С деталь размером 500 мм после обработки имеет температуру 40 С. Для стали, из которой сделана деталь, 1 13,5-10" , для стали, из которой сделана штанга штангенциркуля, г == 10,5-10 . Поправка на температурную погрешность измерения может составить — Д/== —500-10 (13,5-20 —10,5-5) = —0,109 мм = —109 мкм для алюминиевых деталей (аг = 24-10 ) при том же измерительном инструменте — Д/ = —500-10- (24-20 — 10,5-5) = —214 мкм. [c.89]
Оба рассмотренных случая погрешности формы могут быть выявлены непосредственным измерением поверхности штангенциркулем или микрометром в разных сечениях. При наличии искривления оси цилиндра (фиг. 3) погрешность формы также выражается разностью диаметров и йх- Однако в этом случае применение указан- [c.10]
Погрешность показаний штангенциркуля [c.258]
Примечания 1. Для штангенциркулей с верхним пределом измерения от 1000 до 2000 допускается погрешность 0,2 мм. [c.427]
Характеристика 427 Штангенрейсмусы — Характеристика 427 Штангенциркули — Погрешности измерений предельные 421 [c.583]
Погрешности штангенциркулей приведены в табл. 10. У ШЦ-1, имеющего глубиномерную линейку, при измерении глубины 20 мм погрешность не должна превышать 0,07 мм. К штангенциркулям ШЦ-1П, у которых нет острых губок, прилагаются приспособления для разметки. [c.674]
Погрешность штангенинструментов определяют с помощью концевых мер длины класса точности 3. Поверку осуществляют в шести точках, равномерно распределенных по шкале, если отсчет по нониусу С = 0,05 мм, и в трех точках, если С = 0,1 мм. При определении погрешностей штангенциркулей блок концевых мер длины помещают между измерительными поверхностями губок измерительные поверхности должны прижиматься с силой, которая обеспечивает их нормальное скольжение по поверхности мер при отпущенном винте рамки. При поверке штангенглубииомера его основание прижимают к двум одинаковым блокам мер, притертым к плоской стеклянной пластине или поверочной плите. Штангенрейсмассы поверяют по мерам, установленным на поверочной плите. Показания штангенинструментов поверяют при свободной и закрепленной рамках. [c.47]
Измерение длины общей нормали. Измерением длины общей нормали по колесу Х 1 (см. рис. 16.2, г) можно выявить погрешность обката, зависящую от неточности делительной червячной пары зубо-обрабатывающих станков. Среднее значение длины общей нормали характеризует смещение исходного контура Анг- Длину общей нормали можно проверять (для повышения точности измерений) штангенциркулем, микрометром с тарельчатыми наконечниками (рис. 17.5, а) или нормалемерами (рис. 17.5, б). Нормалемер состоит из полой штанги /, на которую насажена разрезная втулка 2, имеющая ) естко закрепленную измерительную губку 3. В корпусе б установлена подвижная губка 4, которая может совершать небольшие по- [c.213]
Примечания-. 1. Призер обозночек .я штангенциркуля, выпускаемого по ГОСТу, типа ШЦ-11 с диапазоном измерении до 250 мм и отсчетом по нониусу 0,05 мм штангенциркуль ШЦ-11-250-0.05 ГОСТ 166 — 80 штангенциркуля, выпускаемого по ГУ, типа ШЦ-11 с диапазоном измерения 1500 — 3000 мм согласно работе [6J Штангенциркуль ШЦ-111-1500 —3000, 2. В графах 8 н 9 указаны погрешности для всего диапазона измерений. Ма участках шкалы меньше диапазона измерений, по ГОСТ 106 — 80, погрешности должны быть уменьшены. [c.142]
Произведено измерение одной и той же длины L тремя различными способами различной точности микрометром с погрешностью 0,01 мм, штангенциркулем с нониусом до 1/50 мм, штангенциркулем с нониусом до 1/10 мм и получены следатощие результаты 15,69 мм - микрометром 15,66 мм - штангенциркулем до 1/50 мм 15,70 мм - штангенциркулем до 1/10 мм. [c.80]
Ответ. Критерием для установления весов в данном случае будет погрешность применяемых приборов. Самому малоточному прибору — штангенциркулю (1/10), имеющему погрешность 0,1 мм, приписываем вес, равный единице. Второму измерению (1/50) придаем вес, равный пяти, как имеющему погрешность в 5 раз меньшую, а первому результату,. полученному с использованием вдвое более точного прибора, приписываем вес, равный 10. Для получения достоверного окончательного резуль- [c.80]
Приборы для измерения деформаций образца поверяют в каждом отдельном случае по соответствующей инструкции. Зеркальные тензометры поверяют по инструкции 236—56. Поверка состоит в измерении длины наибольших диагоналей ромбических призмочек на оптиметре с точностью до 0,001 мм и в проверке делений миллиметровых шкал с помощью штангенциркуля, цена деления которого 0,1 мм. Допускаемая при этом погрешность составляет 0,5 мм на каждые 10 мм шкалы и на всю длину шкалы. Индикаторы часового типа с ценой деления 0,01 мм поверяют по инструкции 141—55, а с ценой деления 0,002 мм согласно методическим указаниям № 189. [c.105]
Сначала делят окружность на три равные части, находят точки А, В а С, л затем", установив циркуль с максимально возможной точностью на подсчитанную длину, делят отдельно каждую часть окружности А В, ВС и С А на пять частей. При таком способе деления опшбка уменьшается в 3 раза. Ешс меньшая погрешность при делении окружности получится, если вместо циркуля пользоваться разметочным штангенциркулем. [c.42]
На стержень надевают верхний брусок приспособления 4 (если образец состоит из картонных шайб), устанавливают индикаторы часового типа 1 и помнцают между плитами любого пресса, обеспечивающего в процессе испытания образцов давление, указанное в стандарте на продукцию. Значение давления устанавливается в стандарте на картон. Образец для выравнивания поверхности картонных шайб и компенсации воздушных зазоров между ними сжимают усилием 1 МПа. При помощи штангенциркуля измеряют расстояние между брусками или плитами с двух диаметрально противоположных сторон устройства и вычисляют высоту образца. За начальную высоту образца ho принимается среднее арифметическое двух определений с погрешностью не более 0,1 мм. Далее сжатие увеличивают до заданного значения, указанного в стандарте на картон, со скоростью 1 кН/с и выдерживают под заданной нагрузкой 5 мин, после чего определяют изменение высоты образца по показаниям индикаторов. [c.246]
Ввиду невозможности крепления зеркального прибора на тензокалибраторах распространенных конструкций его поверка состоит в измерении длины наибольших диагоналей ромбических призм на оптиметре с точностью До,0,001 мм и в проверке делений миллиметровой шкалы посредством штангенциркуля с ценой деления 0,1 мм. Допускаемая погрешность 0,5 мм на каждые ГО жж шкалы и на всю длину шкалы. [c.107]
Погрешность показаний штангенин-струмента не должна превышать величины отсчёта по нониусу. Исключение составляют штангенинструменты больших размеров (свыше Зи0- -400 мм) погрешности показаний их могут превышать величину отсчёта по нониусу в 1,5 — 2 раза. Для штангенциркулей от I до 4 л допустимая погрешность показаний увеличивается на 0,1 мм на каждый метр длины. [c.419]
Допускаемые погрешности показаний штангенциркуля при свободной и затянутой стопором рамке не должны превышать величины отсчета по нониусу со знаком . У штангенциркулей, выпущенных до ББвдения гост 166—51, с а = = 0,02 мм и пределом измерения 300—500 мм допускаемая погрешность равна 0,03 мм, а с пределом измерения 500—1000 0,04 мм. При проверке штангенциркуля концевые меры следует располагать так, чтобы длинное ребро меры располагалось перпендикулярно ребру штанги. Для проверки плоскопараллельности губок проверку показаний штангенциркуля следует производить при двух положениях концевой меры у торца губок и на ближайшем расстоянии от штанги. В таком положении производится проверка по всем точкам [c.258]
Для измерения наружных и внутренних размеров применяют штангенциркули с двусторонним расположением губок с линейкой для измерения глубин типа ШЦ-1, без линейки — типа ШЦ-И, ШЦ-П1. Для измерения размеров глубин используется штангенглубиномер типа ШГ и др. С их помощью можно измерять линейные величины в пределах О—250 мм с погрешностью 0,05— 0,1 мм О—4000мм — с погрешностью 0,1— 0,4мм (зависит от типа инструмента). [c.569]
mash-xxl.info
Определение погрешности штангенциркулей
Определение отклонения от параллельности измерительных поверхностей губок
Отклонение от параллельности плоских измерительных поверхностей губок определяют при зажатом положении измерительных губок.
Если наблюдает просвет между измерительными губками, то определяют цвет просвета визуально.
Значения просвета по цвету см. в табл. 2.
За отклонение от параллельности плоских измерительных поверхностей губок принимают наибольшую разность измеренных расстояний при каждом положении подвижной губки, которая не должна превышать следующих значений (ГОСТ 166—80):
0,02 мм – при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм:
0,03 мм- при значении отсчета по нониусу и цене деления шкалы 0,1мм.
В штангенциркулях, имеющих микроподачу, подвижную губку перемещают при ее помощи.
Допускается для штангенциркулей с верхним пределом измерения свыше 400 мм определять отклонение от параллельности губок без применения ролика и в точках, соответствующих нижнему и верхнему .
Погрешность штангенциркулей определяют по концевым мерам длины. Блок концевых мер длины помещают между измерительными поверхностями губок штангенциркуля. Усилие сдвигания губок должно обеспечивать нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер длины при отпущенном стопорном винте рамки. Длинное ребро измерительной поверхности губки должно быть перпендикулярно к длинному ребру концевой меры длины и находиться в середине измерительной поверхности.
В одной из поверяемых точек погрешность определяют при зажатом стопорном винте рамки, при этом должно сохраняться нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер.
У штангенциркулей со значением отсчета по нониусу 0,05 мм, выпускаемых из производства, погрешность определяют в шести точках; допускается определять погрешность в трех точках при условии отклонения от прямолинейности базовой поверхности штанги, по которой базируется рамка, не более 0,02 мм. У штангенциркулей со значением отсчета по нониусу 0,1 мм, выпускаемых из производства, погрешность определяют в трех точках.
У штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, погрешность определяют в трех точках, равно- мерно расположенных по длине штанги и нониуса.
Погрешность определяют при помощи разметочных губок у штангенциркулей типа ШЦ-Н одновременно с определением погрешности измерительных губок в трех точках, равномерно расположенных по длине штанги и нониуса.
При поверке штангенциркулей класса точности 1 со значением отсчета по нониусу 0,1 мм несовпадение штрихов основной шкалы и шкалы нониуса, соответствующих действительному размеру блока мер, измеряют при помощи микроскопа.
Несовпадение штрихов равно погрешности штангенциркуля в поверяемой точке.
Погрешность штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, на участке шкалы свыше 500 мм допускается определять микрометрическими нутромерами по ГОСТ 10-75.
Погрешность для каждой пары губок не должна превышать значений, установленных в таблице 3.
Одновременно проверяют нулевую установку штангенциркуля.
Для штангенциркулей типов ШЦ-I и ШЦТ-I при сдвинутых до соприкосновения губках смещение штриха нониуса должно быть в плюсовую сторону. Смещение нулевого штриха определяют при помощи концевой меры длиной 1,05 мм, которую перемещают между измерительными поверхностями губок. При этом показание штангенциркуля должно быть не более 1,1 мм.
Для штангенциркулей типов ШЦ-I и ШЦТ-I класса точности 2, выпускаемых из ремонта находящихся в эксплуатации, допускается смещение нулевого штриха нониуса до минус 0,1 мм при сдвинутых до соприкосновения губках.
При определении погрешности штангенциркуля результаты измерения следует занести в таблицу 3.
Таблица 3 – Обработка результатов измерения
| Размер блока плоскопараллельных концевых мер длины Хб | 1,2 мм | 21,50 мм | 134 мм |
| Отсчет по шкале штангенциркуля Хш | |||
| Разность значений Хб-Хш |
Наибольшее значение (по модулю) разности (Хб – Хш) принимается за основную погрешность штангенциркуля. Результаты поверки записываются в таблицу 4. Затем оформляется паспорт на средство измерения.
Таблица 4 – Результаты поверки штангенциркулей
| № | Наименование операции | Допускаемое значение | Результат поверки |
| Внешний осмотр | |||
| Опробование | |||
| Определение отклонения от и прямолинейности измерительных поверхностей губок | |||
| Определение отклонения от плоскостности плоских измерительных поверхностей губок | |||
| Определение погрешности штангенциркуля |
Контрольные вопросы
1. Назначение и принцип действия инструмента.
2. Какие погрешности могут появиться при измерении штангенциркулем?
3. Как снимать отчет по нониусу?
При изучении практической работы рекомендуется использовать следующие учебники и документы:
1. И. И. Балонкин, А. К. Кутай. Точность и производственный контроль в машиностроении. - М.: Машиностроение. 1983.
2. А. С. Васильев. Основы метрологии и технические измерения. М: Машиностроение. 1996.
3. ГОСТ 166 - 89 (СТ СЭВ 704 - 77, СТ СЭВ 1309 – 78, ИСО 35РТ - 78 ) «ГСИ. Штангенциркули. Технические условия».
4. ГОСТ 8.113 – 84 «ГСИ. Методы и средства поверки штангенциркулей».
studlib.info
Определение погрешности штангенциркулей
Погрешность штангенциркулей определяют по концевым мерам длины. Блок концевых мер длины помещают между измерительными поверхностями губок штангенциркуля. Усилие сдвигания губок должно обеспечивать нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер длины при отпущенном стопорном винте рамки. Длинное ребро измерительной поверхности губки должно быть перпендикулярно к длинному ребру концевой меры длины и находиться в середине измерительной поверхности.
В одной из поверяемых точек погрешность определяют при зажатом стопорном винте рамки, при этом должно сохраняться нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер.
У штангенциркулей со значением отсчета по нониусу 0,05 мм, выпускаемых из производства, погрешность определяют в шести точках; допускается определять погрешность в трех точках при условии отклонения от прямолинейности базовой поверхности штанги, по которой базируется рамка, не более 0,02 мм. У штангенциркулей со значением отсчета по нониусу 0,1 мм, выпускаемых из производства, погрешность определяют в трех точках.
У штангенциркулей, выпускаемых из ремонта и находящихсяв эксплуатации, погрешность определяют в трех точках, равно-мерно расположенных по длине штанги и нониуса.
Погрешность определяют при помощи разметочных губок у штангенциркулей типа ШЦ-Н одновременно с определением погрешности измерительных губок в трех точках, равномерно расположенных по длине штанги и нониуса.
При поверке штангенциркулей класса точности 1 со значением отсчета по нониусу 0,1 мм несовпадение штрихов основной шкалы и шкалы нониуса, соответствующих действительному размеру блока мер, измеряют при помощи микроскопа.
Несовпадение штрихов равно погрешности штангенциркуля в поверяемой точке.
Погрешность штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, на участке шкалы свыше 500 мм допускается определять микрометрическими нутромерами по ГОСТ 10-75.
Погрешность для каждой пары губок не должна превышать значений, установленных в таблице 3.
Одновременно проверяют нулевую установку штангенциркуля.
Для штангенциркулей типов ШЦ-I и ШЦТ-I при сдвинутых до соприкосновения губках смещение штриха нониуса должно быть в плюсовую сторону. Смещение нулевого штриха определяют при помощи концевой меры длиной 1,05 мм, которую перемещают между измерительными поверхностями губок. При этом показание штангенциркуля должно быть не более 1,1 мм.
Для штангенциркулей типов ШЦ-I и ШЦТ-I класса точности 2, выпускаемых из ремонта находящихся в эксплуатации, допускается смещение нулевого штриха нониуса до минус 0,1 мм при сдвинутых до соприкосновения губках.
При определении погрешности штангенциркуля результаты измерения следует занести в таблицу 3.
Таблица 3 – Обработка результатов измерения
| Размер блока плоскопараллельных концевых мер длины Хб | 1,2 мм | 21,50 мм | 134 мм |
| Отсчет по шкале штангенциркуля Хш | |||
| Разность значений Хб-Хш |
Наибольшее значение (по модулю) разности (Хб – Хш) принимается за основную погрешность штангенциркуля. Результаты поверки записываются в таблицу 4. Затем оформляется паспорт на средство измерения.
Таблица 4 – Результаты поверки штангенциркулей
| № | Наименование операции | Допускаемое значение | Результат поверки |
| Внешний осмотр | |||
| Опробование | |||
| Определение отклонения от и прямолинейности измерительных поверхностей губок | |||
| Определение отклонения от плоскостности плоских измерительных поверхностей губок | |||
| Определение погрешности штангенциркуля |
Контрольные вопросы
1. Назначение и принцип действия инструмента.
2. Какие погрешности могут появиться при измерении штангенциркулем?
3. Как снимать отчет по нониусу?
При изучении практической работы рекомендуется использовать следующие учебники и документы:
1. И. И. Балонкин, А. К. Кутай. Точность и производственный контроль в машиностроении. - М.: Машиностроение. 1983.
2. А. С. Васильев. Основы метрологии и технические измерения. М: Машиностроение. 1996.
3. ГОСТ 166 - 89 (СТ СЭВ 704 - 77, СТ СЭВ 1309 – 78, ИСО 35РТ - 78 ) «ГСИ. Штангенциркули. Технические условия».
4. ГОСТ 8.113 – 84 «ГСИ. Методы и средства поверки штангенциркулей».
Дата добавления: 2015-12-07; просмотров: 94 | Нарушение авторских прав
mybiblioteka.su - 2015-2018 год. (0.008 сек.)mybiblioteka.su
Штангенинструменты - штангенциркули, штангенглубиномеры и штангенрейсмасы.
Штангенциркули, штангенглубиномеры и штангенрейсмасы
Назначение и устройство штангенинструментов
Штангенинструменты - измерительные приборы для замера линейных величин с отсчетом по штриховой шкале либо цифровому дисплею. В основе своей конструкции штангенинструменты имеют штангу (отсюда их название) c матовым хромированным покрытием для безбликового считывания, на которой нанесена основная шкала. Они предназначены для абсолютных измерений линейных размеров, а также для воспроизведения размеров при разметке деталей.
Кроме штанги с основной шкалой, составными частями штангенинструментов являются подвижные и неподвижные губки, посредством которых производится измерение, а также перемещающаяся по специальной рамке вспомогательная шкала-нониус и фиксирующее приспособление. Неподвижные губки обычно выполняются совместно со штангой, а подвижные закреплены на рамке с нониусом или изготавливаются заодно с ней.
К штангенинструментам относят штангенциркули, штангенглубиномеры и штангенрейсмасы. Устройство штангенинструментов определяется их назначением. Качество современных штангенинструментов очень высокое. Применение нержавеющих сталей и сплавов обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии. Кроме металлических, выпускают также модели изготовленные из углепластика. Углепластиковые штангенинструменты удобны для измерения магнитов и имеют низкую теплопроводность, что уменьшает температурную погрешность при измерении.
В России штангенинструменты выпускают инструментальные заводы - Челябинский (ЧИЗ) и Кировский (КРИН). Среди зарубежных фирм можно отметить Mitutoyo (Япония), Tesa (Швейцария), Carl Mahr (Германия).
В настоящее время выпускают три группы штангенинструментов:
- механические штангенинструменты с отсчетов по штриховой шкале, оснащенные нониусом;
- штангенинструменты с отсчетом по циферблату;
- электронные штангенинструменты с цифровым отсчетом.
***
Шкала нониуса или верньер
По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с точностью отсчета 0,1, 0,05 и 0,02 мм. Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.
Принцип работы шкалы нониуса основан на том явлении, что человеческому глазу проще определить совпадение рисок делений на шкале, чем относительное смещение одного деления между другими. При этом для повышения точности измерения нониус имеет оригинальное конструктивное решения - на нем, как и на основной шкале нанесены 10 делений, обозначающих 1 мм каждое, но на шкале нониуса эти деления намеренно выполнены с погрешностью, равной требуемой точности измерения штангенинструмента. Т. е. если на основной шкале 10 делений соответствуют 10 мм, то на шкале нониуса, рассчитанной на точность измерения 0,1 мм, 10 делений будут соответствовать 9 мм. При выполнении измерений сдвиг между шкалами, обусловленный преднамеренной погрешностью нониуса, позволяет считывать результат в 10 раз точнее. Использование нониуса позволяет получать результаты измерений с точностью от десятых даже до сотых долей миллиметра.
Считается, что принцип нониуса был изобретён известным персидским ученым Авиценной (Абу Али ибн Синой) более тысячи лет назад. Название "нониус" это устройство получило в честь менее известного португальского математика П. Нуниша (1502 - 1578), который изобрёл первый измерительный прибор, использующий принцип, предложенный Авиценной. Современная конструкция шкалы была предложена в 1631 году французским математиком Пьером Вернье, в честь которого шкалу нониуса иногда называют "верньер".
Основной характеристикой при расчете нониуса является величина отсчета или точность нониуса i. Сначала определяют число делений нониуса n = c/i, где c - интервал деления основной шкалы. Тогда интервал деления шкалы нониуса b = γc - i, где γ - натуральное число 1, 2, 3...., служащее для увеличения интервала деления нониусной шкалы. Затем находят общую длину шкалы нониуса l - bn = (γc - i)×n.
Например, при i = 0,1 мм, с = 1 мм и γ = 2 число делений нониуса n = 10, длина одного деления b = 1,9 мм, и длина шкалы нониуса 19 мм.
***
Штангенциркули
Работать со штангенциркулем несложно. Нижние измерительные губки разводятся в стороны, между ними располагается деталь, а затем губки сдвигаются до упора, после чего снимаются результаты измерения с основной шкалы и шкалы нониуса.
Для выполнения измерений внутри детали верхние губки сдвигаются, затем вводятся в подлежащее замеру отверстие или паз, и там раскрываются до упора в поверхность детали. Во время работы со штангенциркулем следует держать инструмент перпендикулярно детали, чтобы губки плотно прилегали к замеряемой поверхности. Это требование позволяет уменьшить погрешность измерения. Кроме обычных штангенциркулей существуют еще и электронные модели инструмента, которые выводят значение замера на табло.
***
Устройство штангенциркуля
По основной линейке-штанге 6 (рис. 2) с неподвижными измерительными губками 1 перемещается рамка 5 с подвижными измерительными губками 2. На основной линейке нанесены деления в миллиметрах, а на подвижной рамке 5 установлен нониус 3. Для плавного перемещения рамки 5 по линейке-штанге 6 в некоторых конструкциях предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке 5 установлен стопорный винт 4.
Наружные размеры можно измерять как верхними губками, так и нижними. Для измерения внутренних размеров предназначены только нижние губки. а для разметки - верхние губки. Некоторые конструкции штангенциркулей оборудованы глубиномером - тонкой, очень узкой линейкой (щупом), конец которой прикреплен к рамке. Глубиномер (7) помещен в продольном пазу обратной стороны штанги (на которой нет шкалы).
***
Штангенглубиномеры
Как можно догадаться из названия, штангенглубиномеры предназначены для измерения глубины пазов, углублений и отверстий. Кроме того, с помощью глубиномеров можно определить и высоту различных уступов на изделии.
Штангенглубиномеры (см. рис.3) принципиально не отличаются от штангенциркулей. По сути, штангенглубиномер - это штангенциркуль, конструктивно приспособленный для удобства линейных измерений малодоступных внутренних размеров изделий. Рабочими поверхностями штангенглубиномеров являются торцовая поверхность штанги и база для измерений - нижняя поверхность основания.
Как и все штангенинструменты, штангенглубиномеры изготавливают с отсчетом по штриховой шкале (оснащенные нониусом), с отсчетом по циферблату и с цифровым отсчетом.
***
Штангенрейсмасы
Штангенрейсмасы (иногда их называют штангенрейсмусы) (рис. 1) являются основными измерительными инструментами для разметки деталей. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания. Принципиально штангенрейсмасы аналогичны штангенинструментам - основными их частями являются все те же штанга с основной шкалой, рамка со шкалой нониуса и зажимные устройства.
***
Как правильно пользоваться штангенциркулем поможет разобраться представленный здесь видеоролик.
***
Погрешности измерений штангенинструментом
k-a-t.ru
Штангенциркули. Виды. Устройство. Измерения. Применение
При производстве строительных работ или мелкого ремонта часто требуются измерительные инструменты. Обычно ими являются линейки или рулетки. Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Такой прибор является универсальным. С его помощью можно измерить внешние и внутренние размеры деталей. Штангенциркули приобрели широкую популярность в быту, так как он имеет простое устройство и удобен в пользовании. С помощью такого прибора можно быстро и легко произвести измерение с высокой точностью.
Устройство штангенциркуля
1 — Губки для внутренних измерений2 — Губки для наружных измерений3 — Зажимной винт4 — Подвижная рамка5 — Нониус6 — Штанга7 — Шкала штанги8 — Глубинометр
У всех аналогичных штангенциркулю инструментов имеется измерительная штанга, благодаря которой прибор получил такое название. На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
Подвижная рамка с нанесенной шкалой имеет возможность перемещаться по штанге. Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
Штангенциркули имеют губки двух видов:
• Для измерения внутренних размеров.• Для измерения наружных размеров.
Также имеется еще один измерительный элемент прибора, который называется глубиномером. С помощью него можно измерить глубину отверстий и другие размеры.
Цифровые штангенциркули устроены аналогичным образом. Однако вместо нониуса применяется цифровая шкала, повышающая удобство применения и точность измерения прибором.
1 — Зажимной винт2 — Батарейка3 — Ролик изменения длинны4 — Обнуление5 — Вкл/Выкл6 — Переключение мм/дюймы
Как и все измерительные приборы, цифровые приборы оснащены шкалой с ценой деления 0,01 мм. Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В торговой сети продаются штангенциркули, упакованные в футляре. При приобретении инструмента рекомендуется осмотреть измерительные губки. Они должны быть ровными, и при их сжатии не должно быть просвета.
Шкала нониуса при сомкнутых губках должна находиться в нулевом положении. Линии отметки делений шкалы по нониусу должны быть нанесены четко. В комплект прибора должен входить паспорт с отметкой о произведенной поверке на точность.
Виды и особенности
Основные виды штангенциркулей:
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия. Ниже рассмотрим основные разновидности таких измерительных приборов.
ШЦ-I
Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ-I
Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК-I
В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
ШЦ-II
Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ-III и ШЦЦ-III
Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах.
Штангенциркули специального назначения
Коротко рассмотрим несколько специализированных моделей штангенциркулей, предназначенных для специальных видов работ. В торговой сети такие приборы появляются довольно редко.
• ШЦЦТ – применяется для замеров труб, его называют трубным штангенциркулем.• ШЦЦВ — для измерения внутренних размеров, имеет цифровой дисплей.• ШЦЦН – аналогичная предыдущему прибору, служит для измерения наружных размеров.• ШЦЦУ — универсальный цифровой измеритель, в комплект входит комплект насадок для труднодоступных измерений: межцентровых расстояний, стенок труб, наружных и внутренних размеров и т.д.• ШЦЦД – прибор для измерения толщины тормозных дисков и деталей с наличием различных выступов.• ШЦЦП — штангенциркули применяются для измерения глубины протектора шин автомобилей.• ШЦЦМ – штангенциркули, предназначенны специально для замеров межцентровых расстояний.
Правила пользования штангенциркулем
- Проверить инструмент. Для этого губки штангенциркуля свести вместе и проверить точность их смыкания на наличие между ними просвета.
- Инструмент взять в правую руку, а измеряемую деталь в левую руку.
- Для измерения внешнего размера детали, необходимо развести нижние губки инструмента и расположить между ними контролируемую деталь. При этом следует быть осторожным, так как края губок острые, и можно получить травму при неаккуратном обращении с инструментом.
- Губки штангенциркуля сжать до соприкосновения с деталью. Если материал изготовления детали имеет мягкую структуру, то сильное сжатие губок приведет к неточности измерения. Поэтому губки необходимо сдавливать осторожно, только до соприкосновения с поверхностью детали. Для передвижения рамки штангенциркуля используют большой палец руки.
- Проверить расположение губок относительно детали. Они должны находиться на равном расстоянии от краев детали, наличие перекосов инструмента не допускается.
- Зафиксировать винт, предназначенный для зажима подвижной рамки. Это позволяет сохранить положение рамки для точных результатов измерения. Затягивать винт целесообразно большим и указательным пальцем, одновременно этой же рукой удерживать инструмент в одном положении, чтобы не сдвигать его для обеспечения точности измерения.
- Отложить деталь в сторону, а зафиксированный штангенциркуль без детали взять для снятия результатов замера.
- Этап снятия показаний инструмента является очень важным, так как неточность при измерении может привести к серьезным последствиям на производстве.
Штангенциркуль расположить прямо перед глазами.
1 — Шкала штанги2 — 21 деление3 — Шкала нониуса
На рисунке изображен порядок измерения. Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.— Сначала необходимо подсчитать количество целых миллиметров. Для этого нужно найти на шкале штанги деление, которое находится наиболее близко к нулю нониуса. Это деление указано первой верхней стрелкой красного цвета. В нашем случае эта величина равна 13 мм. Это значение необходимо запомнить, либо записать.— Далее нужно вычислить доли миллиметра. Для этого на шкале нониуса надо найти деление, совпадающее с делением на шкале штанги. Это деление на рисунке показано второй красной стрелкой.— Далее необходимо определить номер деления по порядку, для нашего случая получается 21.— Затем нужно это число умножить на цену деления шкалы нониуса. В нашем примере цена деления 0,01 мм.— Теперь необходимо подсчитать точную величину измерения, определенного штангенциркулем. Для этого нужно сложить целое число с долями миллиметра. В результате получается 13,21 мм.
- По окончании работы с инструментом очистить его, ослабить винт, сомкнуть губки и положить в чехол. Если инструмент будет долго храниться, то рекомендуется обработать его антикоррозийным раствором.
При наличии циферблатного или цифрового штангенциркуля процесс измерения становится намного проще, так как рассчитывать ничего не нужно, готовый результат будет виден на дисплее или на циферблате.
Похожие темы:
electrosam.ru