Содержание
Пространственные положения сварного шва при сварке
Без сварочного процесса в наши дни не создается ни одна более-менее сложная конструкция из металла. То, что сварка является очень востребованной говорит хотя бы тот факт, что по отношению к сварочным работам существует множество нормативных актов и положений, регламентирующих пространственное расположение сварочного стыка.
Методические рекомендации содержат подробную информацию о том, как должен располагаться электрод в пространстве при выполнении конкретного вида сварочных работ. Детальное описание необходимо, поскольку техника выполнения работ в различных пространственных положениях имеет очень важные отличия.
В зависимости от того, как расположен стык, выбираются определенные условия для наложения сварочного шва. Изменяется не только методология выполнения работ, но также и требования к качеству, внешнему виду, наличию тех или иных дефектов. Положение сварочного стыка оказывает огромное влияние на производительность специалиста. Это принимается во внимание при составлении технологической карты выполнения работ на объекте или определенном участке.
Это принимается во внимание при составлении технологической карты выполнения работ на объекте или определенном участке.
СОДЕРЖАНИЕ
- Обозначение
- Виды положений при сварке
- Нижнее положение
- Горизонтальное
- Вертикальное
- Потолочное
- Положение электрода
- Движение электрода
- Сваривание электродом
- Виды соединений
- Как подготавливаются кромки
Обозначение
Классификация сварочных швов подразумевает обозначение их пространственного положения. Каждый вид маркируется аббревиатурой, состоящей из цифр и букв. Они четко информируют о разновидности шва. Данные обозначения используются при составлении графических материалов, где указывается наличие сварных соединений, или при составлении иной документации. Каждый сварщик изучает значение каждой аббревиатуры и сдает экзамен по условным обозначениям пространственного положения шва.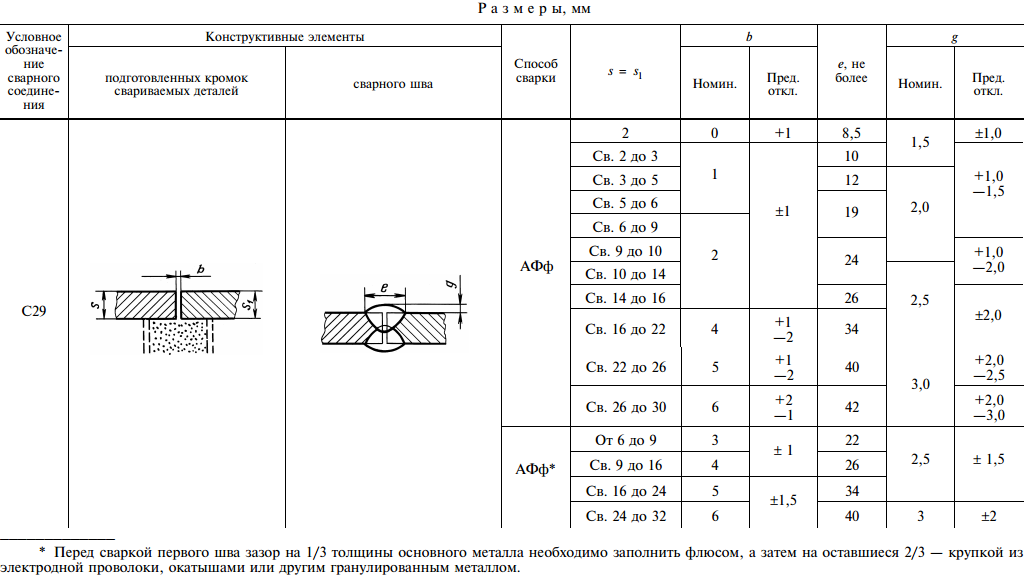 В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы.
В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы.
Буквенные обозначения присваиваются просто. Первая буква информирует о пространственном положении стыка. Учитывая тот факт, что самих положений не так уж и много, то расшифровка обозначений не составит труда. К примеру, буква «В» значит, что стык вертикальный, «П» — потолочный и так далее. Если перед большой буквой стоит маленькая, то она тоже несет определенную смысловую нагрузку. Например, меленькая «п» перед большой «П» будет означать, что шов «полу потолочный».
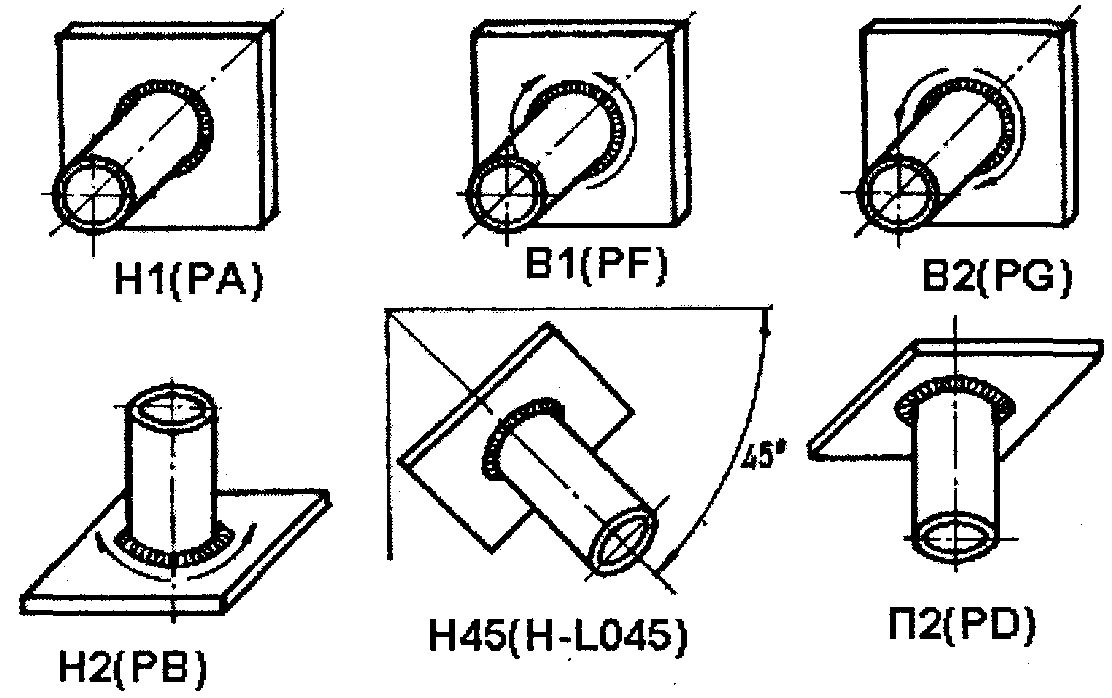
В аббревиатуре кодируется не только расположение стыка, но и другая основная информация: направление сварки, вид соединения. Для примера – П2 будет означать, что шов потолочный тавровый, а В1 – вертикальный стык, а сваривание выполняется по направлению снизу-вверх. Два однородных обозначения Н1 и Н2 свидетельствуют о том, что шов располагается снизу, а вот техника выполнения различна. В первом случае – это стыковой способ сваривания, а во втором – «в лодочку».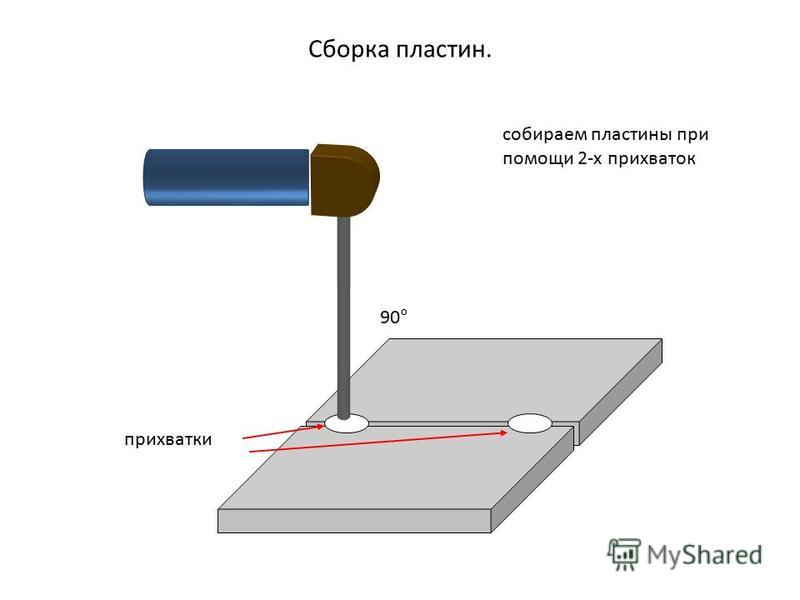
Аббревиатура «Н45» значит, что положение сварочного шва при выполнении определенных работ на участке конструкции является переменным. Как пример такого варианта – соединение двух труб, оси которых по отношению одна к другой расположены под углом 45 градусов. При этом сварочные работы выполняются без вращения заготовок.
Сокращения, обозначающие положение электродов при сваривании:
- h2 (PA) — нижнее стыковое и в «лодочку»;
- Н2 (РВ) — нижнее тавровое;
- Г (PC) — горизонтальное;
- П1 (РЕ) — потолочное стыковое;
- П2 (PD) — потолочное тавровое;
- B1 (PF) — вертикальное снизу-вверх;
- В2 (PG) — вертикальное сверху вниз;
- Н45 (H-L045) — наклонное под углом 45°.
Электроды иностранных производителей поставляются с графической маркировкой, которая обозначает их предназначение для того или другого способа сварки. Направление указывают стрелки и прочитать информацию не составляет труда.
В маркировке присутствуют также литеры, которые информируют о виде свариваемых заготовок.
Благодаря использованию общепринятой маркировки процессов удалось систематизировать информацию о положении сварного шва в пространстве. Перед допуском к работе сварщиков экзаменуют, и в первую очередь на практике. Только после успешной сдачи практических испытаний, специалист сможет ответить на вопросы, которые вошли в теоретическую часть аттестации. Задачи могут отличаться в зависимости от того, в какой области будет работать испытуемый. Есть также и общие вопросы, знание которых обязательно для всех без исключения сварщиков. Маркировка пространственного расположения швов относится именно к такой категории знаний.
Виды положений при сварке
В пространстве стыки заготовок могут располагаться в четырех вариантах. Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего.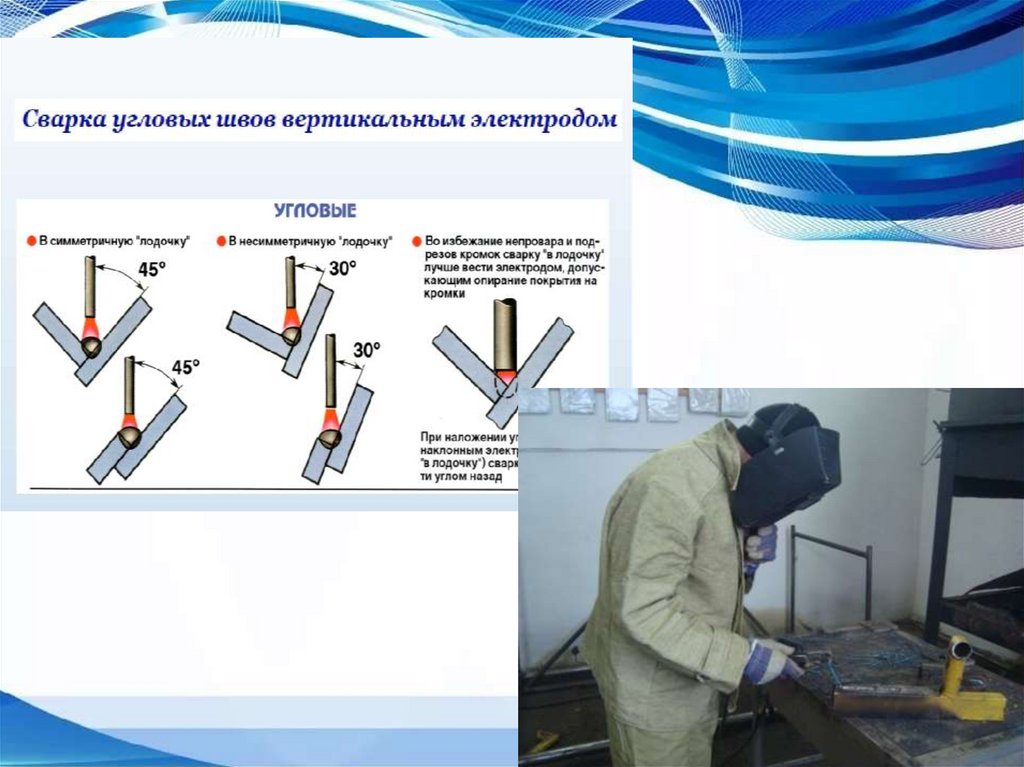 Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Нижнее положение
Простое и наиболее желанное для любого сварщика расположение стыка. Такой вариант чаще всего встречается при соединении деталей небольшого размера и в большинстве своем выполняется на рабочем месте сварщика. В этом случае оптимальное расположение электрода – вертикальное. После обработки одной стороны деталь переворачивается и аналогичные манипуляции выполняются с другой.
На качество сварного соединения влияют множество факторов: толщина заготовок, расстояние между кромками, показатели тока. Метод относится к числу высокопроизводительных. Недостатком может служить высокая вероятность образования прожогов.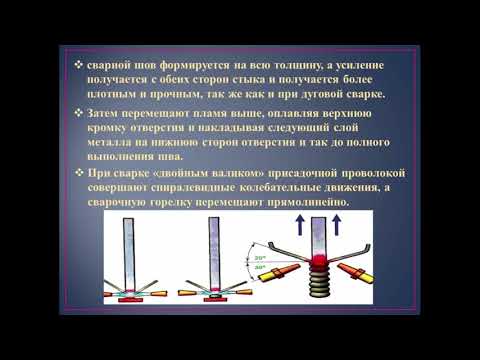 В нижнем положении применяются два основных способа сваривания – стыковой и угловой.
В нижнем положении применяются два основных способа сваривания – стыковой и угловой.
Научиться варить в нижнем положении проще всего. Новичкам, как правило, достаточно пары непродолжительных занятий, чтобы освоить азы и получить свой первый практический опыт. Исключением является только сваривание тонких листов. Чтобы освоить такую технику, потребуется длительный период тренировок.
Горизонтальное
На сленге специалистов – «горизонт». При таком расположении заготовки находятся в вертикальной плоскости, а сварной шов имеет горизонтальную направленность. Электрод располагается перпендикулярно по отношению к месту соединения. При выполнении работ не исключается вытекание расплава из сварочной ванны. Чтобы снизить вероятность такого негатива, следует выполнить подготовку кромок: подрезать их, чтобы создать дополнительное препятствие расплаву.
Вертикальное
Заготовки находятся в вертикальной плоскости, а соединительный стык между ними располагается также вертикально. Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.
Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.
Поэтому работы выполняются только по короткой дуге. Это будет препятствовать попаданию расплава в кратер воронки. Помимо этого, рекомендуется выбирать расходные материалы со специальным покрытием, увеличивающим вязкость жидкого содержимого. Благодаря этому, стекание расплава вниз заметно уменьшается.
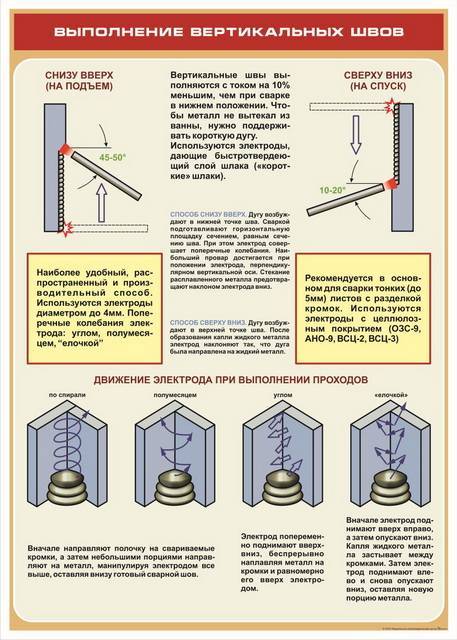
В большинстве своем сварщики в этом случае отдают предпочтение перемещению электрода по направлению снизу-вверх. Тогда расплавленный металл при движении образует ступеньку, которая является хорошим препятствием для его дальнейшего перемещения. Минус такого метода – большие затраты времени. Производительность заметно увеличивается, если электрод перемещать в обратном направлении – сверху-вниз. Но тогда снижается качество сварного стыка.
Чтобы освоить технику формировки вертикального сварочного шва, потребуется длительный период времени на тренировки. Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Потолочное
Это разновидность горизонтального шва, который просто размещен в неудобном для выполнения работ месте. Специалист вынужден длительное время пребывать в неудобном положении: с поднятой вверх головой и вытянутой рукой. Качество в большой степени зависит от опыта выполнения подобного рода работ. Со временем у сварщиков вырабатываются навыки и даже свои приемы, которые позволяют облегчить работу. В любом случае приходится делать перерывы, чтобы отдохнуть и восстановить силы.
При выполнении сварочных работ заготовки располагаются горизонтально, а расходник – вертикально. Шов находится в нижней части кромок соединяемых деталей. Основная причина получения результата низкого качества заключается в том, что расплав стекает вниз, но не в сварочную ванну.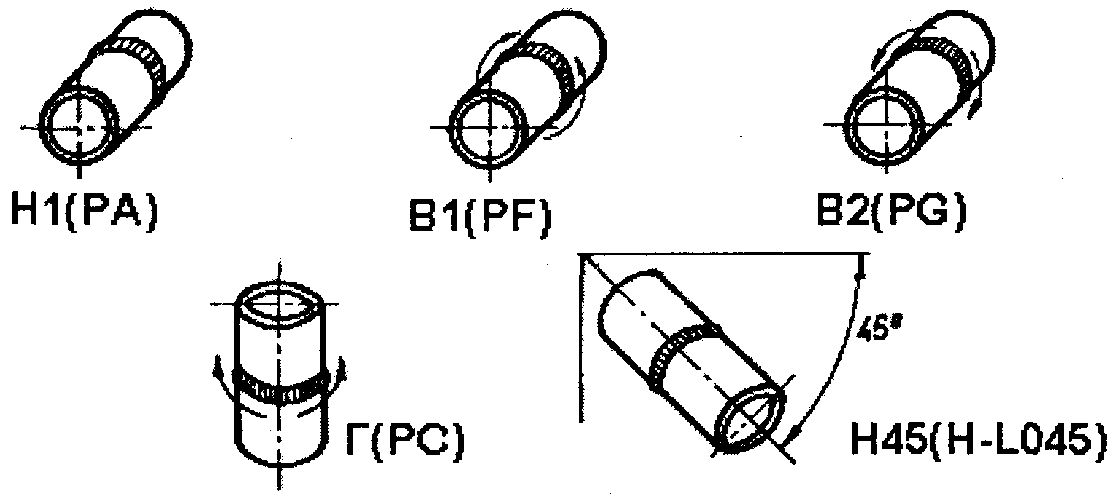
Чтобы минимизировать негативное влияние этого эффекта, следует применять короткую дугу и сваривать при небольшом напряжении. Лучше выбирать электроды небольшого диаметра с тугоплавким покрытием. Тогда капли расплава будут удерживаться на месте за счет поверхностного натяжения. Такой вид сварки нежелателен в случаях, когда приходится соединять детали малой толщины.
Умение «ложить потолок» позволяет сварщику претендовать на повышения разряда. Для новичков данная техника не только недоступна, но и даже опасна. Без навыков работы и хорошей защиты расплавленные капли могут попадать на тело и даже в глаза.
Положение электрода
При выполнении сварочных работ большое внимание уделяется углу расположения электрода по отношению к рабочей поверхности. Правильный наклон расходника способствует облегчению контроля над процессом сварки, что позволяет своевременно вносить коррективы и в итоге получить хороший результат. Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Существует три основных вид положения электродов:
- Углом вперед. Оптимальный вариант для наложения шва в труднодоступных местах. Помимо достоинств ему присущи и недостатки. Шлак и жидкий металл все время находятся на пути перемещения электрода, что мешает сварочному процессу. Иногда дуга гаснет, а то и вовсе начинает «блуждать». Возможно образование пропусков, что сильно понижает качество шва.
- Углом назад. Часто используется при соединении угловых стыков. Желательно угол наклона электрода выдерживать, как и в предыдущем случае, в коридоре 30-60 градусов. В процессе работы сварочная дуга вытесняет из ванночки жидкий металл и шлак. Оголенные участки быстро кристаллизируются.
- Прямой угол. Благодаря тому, что электрод расположен перпендикулярно к заготовкам, можно контролировать перемещение шлака.
 В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
 В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Движение электрода
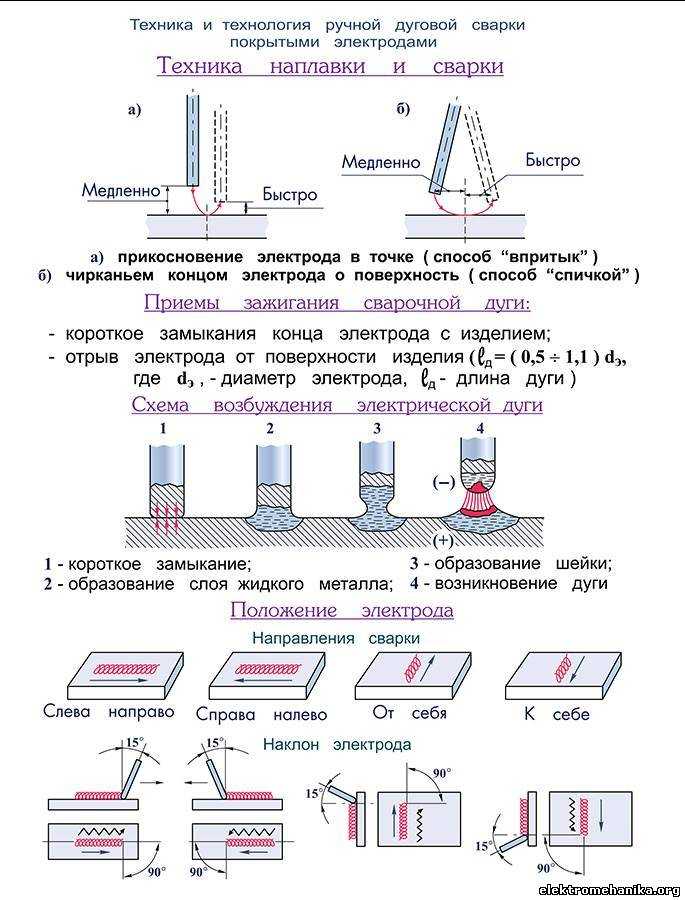
При ручной дуговой сварке используется колебательное перемещение электрода. Траектория подбирается в зависимости от толщины заготовок и типа соединения. Перемещая электрод «по прямой», то есть вдоль стыка, сварщик получит так называемый «ниточный» валик. Его толщина зависит от диаметра электрода и скорости движения. Когда требуется получение валика большей толщины, нежели диаметр электрода, то выполняется поперечное возвратно-поступательные движение электрода.
Амплитуда колебаний определяется материалом заготовок и размером шва. При этом конец электрода может описывать различные фигурки. Например, «елочка», «треугольник», «лестница» или другие. Как правило, они определяются специалистом еще до начала сварочного процесса. Благодаря большому количеству техник, можно выбрать наиболее подходящий вариант для конкретного случая с тем, чтобы получить шов высокого качества.
Вне зависимости от пространственного положения перед началом сваривания, требуется предварительная подготовка поверхности. Рабочую поверхность необходимо очистить от загрязнений, краски, окалины и т.п. Сначала заготовки прихватывают – скрепляют между собой при помощи пары-тройки точечных прихватов. Это нужно для того, чтобы обездвижить заготовки одна относительно другой. важно, чтобы величина зазора все время оставалась постоянной. При сваривании тонких листовых материалов расстояние между заготовками не должно превышать 5 миллиметров. При работе с толстыми полками этот показатель можно увеличивать до 30 мм включительно.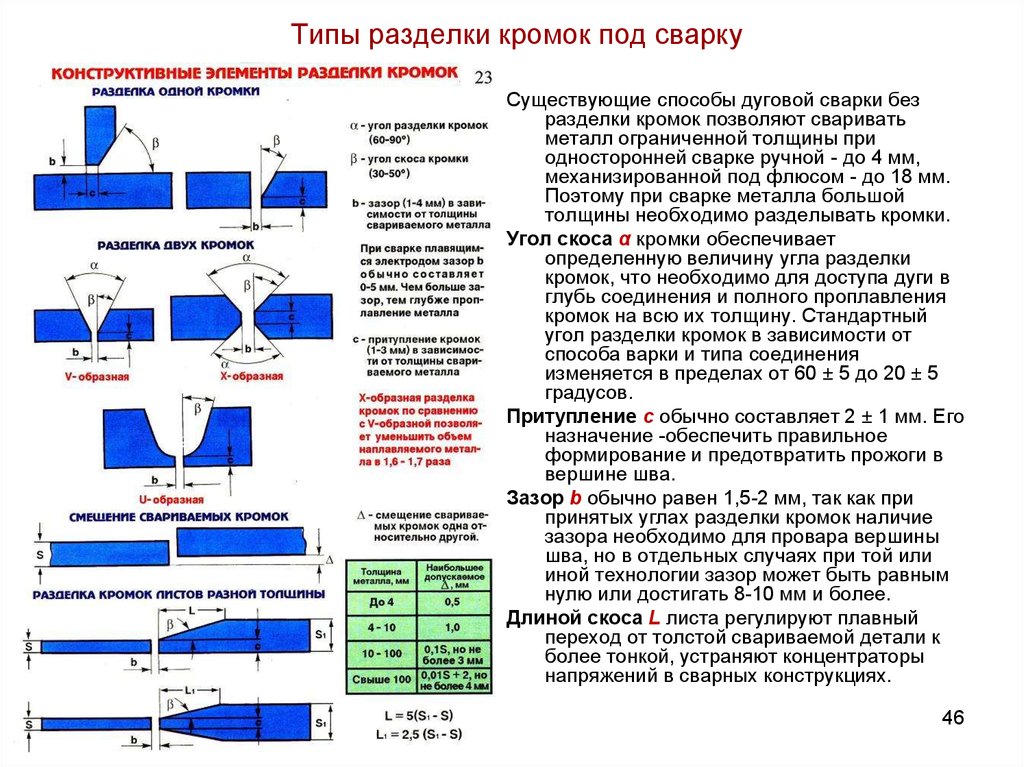
Сваривание электродом
Когда речь идет о сваривании металлических заготовок электродом, то по умолчанию подразумевается ручная дуговая сварка. Невзирая на тот факт, что стали доступными многие более современные технологии, этот сварки остается самым простым, сравнительно недорогим и распространенным. Улучшить качество сварного шва можно с помощью разного рода флюсов.
Применяется ручная дуговая сварка в разных сферах, начиная от бытовых потребностей и заканчивая большими промышленными площадками. Особенно хорошо технология зарекомендовала себя в работе с углеродистыми материалами. Наиболее технологичным на сегодняшний день является применение инверторов.
Виды соединений
Соединения делятся на несколько типов. Принято различать стыковые и угловые сварные швы. Стыковые представляют собой соединение двух элементов, которые прижимаются торцами. Оно широко используется в изготовлении разнообразных конструкций. К преимуществам метода относится высокая производительность, небольшой расход материалов. при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
Стыковой метод сваривания используется при соединении заготовок из листового материала, труб и проката. Угловое соединение подразумевает, что элементы расположены под углом по отношению друг к другу. В месте контакта сторон сварщик формирует шов. Угол может быть разным и полностью зависит от особенностей конструкции.
При тавровом соединении торцевая часть одной заготовки приваривается к плоской поверхности другой. в большинстве случаев угол соединения составляет 90 градусов. Важным условием для получения хорошего результата является правильная подготовка торцевого элемента. Он должен быть ровно обрезан и зачищен. Выполняется предварительная подготовка кромок, что обеспечит хорошее смыкание заготовок.
Если стенки толстые, то фаску снимают с двух сторон для обеспечения хорошего провара. Лучше всего тавровое соединение получается тогда, когда детали установлены «в лодочку». В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.
В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.
Соединение внахлест – это когда элементы расположены параллельно по отношению друг к другу, но не впритык, а поверхность одной находит на другую. Это оптимальный способ соединение для контактной и точечной сварки. Нет необходимости предварительно разделывать кромки, поскольку они не участвуют в соединении заготовок. Существуют ограничения по толщине заготовок: стенки не должны быть больше 1 см.
По форме существует три вида соединений:
- Нормальное. Результат обеспечивается за счет длинной дуги. Такие сопряжение отлично выдерживают динамические нагрузки. Это обусловлено тем, что между основным материалом и дорожкой нет перепада.
- Выпуклые. Еще их принято называть усиленными. Такая форма обеспечивается только при короткой дуге. Шов обладает несколько меньшей шириной, а «свободный» объем уходит на формирование его высоты. Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
- Вогнутые. Известны еще и как ослабленные. Корень выглядит вогнутым и имеет форму канавки. Образуется в результате нарушений технологического процесса или при плохой подготовке свариваемых кромок. Находит применение при соединении тонких материалов.
 Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
Помимо выше перечисленных сварные соединения имеют и другую классификацию:
- Односторонняя сварка. В этом случае соединение выполняется только с одной стороны без поворота и сварки с противоположной. В документации и на графических материалах обозначается аббревиатурой ос (ss). Первые литеры информируют о названии сварки на русском языке, а обозначение в скобках является международным.
- Двухсторонняя. Сварочные швы наложены с обеих сторон стыка. Условное обозначение – дс (bs).
- Соединение заготовок, выполненное на подкладке (съемной или нет) маркируется аббревиатурой сп (mb). Обозначение кириллицей расшифровывается как «с подкладкой».
- Сваривание на весу, другими словами, выполненное без подкладок: бп (nb). Как пример, ос бп будет значить, что одностороннее сварное соединение выполняется без применения подкладки.
- С зачисткой стыка. Когда корень соединения предварительно зачищается, то такой вид сварки маркируется буквами зк (gg). Соответственно, без зачистки – бз (ng).
 Обозначение кириллицей расшифровывается как «с подкладкой».
Обозначение кириллицей расшифровывается как «с подкладкой».
Предусмотрено и еще одно разделение сварных швов. Осуществляется оно по конфигурации. В зависимости от типа исполнения они бывают прямолинейными, спиральными (кольцевидными) или криволинейными. Любая из конфигураций может использовать вне зависимости от пространственного расположения стыка. В зависимости от метода наложения швы могут быть сплошными или прерывистыми.
Как подготавливаются кромки
Получить качественное сварное соединение без предварительной подготовки удается крайне редко. Независимо от того.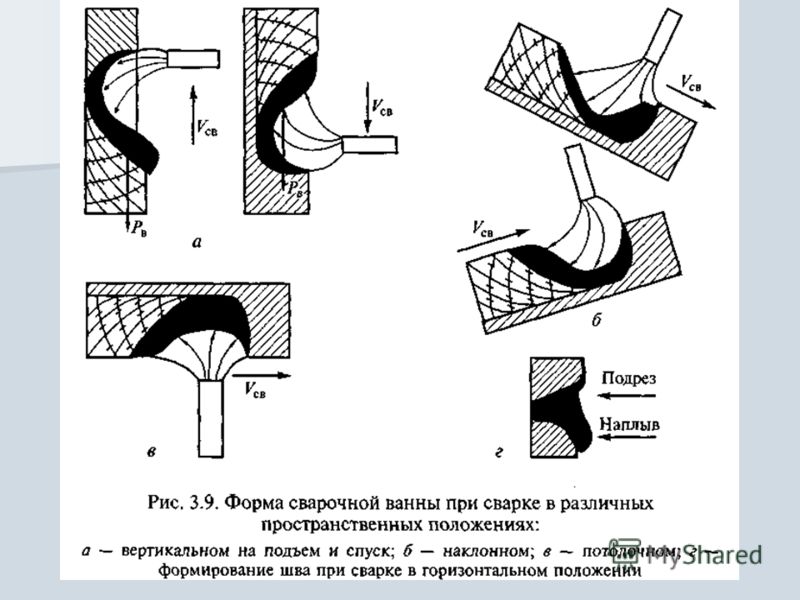 Как и где расположен стык, нужно подготовить его к сварочному процессу.
Как и где расположен стык, нужно подготовить его к сварочному процессу.
Подготовку к сварке заготовок можно разделить на такие этапы:
- правка кромок;
- разметка;
- резка заготовок;
- зачистка стыков;
- прогрев перед сваркой;
- обработка и зачистка кромок.
Правка нужна не всегда. Она необходима только в том случае, когда перед выполнением сварочных работ выясняется, что заготовки не стыкуются надлежащим образом в местах сваривания. В зависимости от сложности деформации правка может выполняться как на холодную, так и с прогревом деталей. Допускается как ручная, так и механическая обработка. Если не удается выправить деформацию с помощью молотков, кувалд, ручных прессов либо иных приспособлений, можно прибегнуть к использованию пневматического или электрического движителя.
Разметка нужна для того, чтобы обозначить нужные для работы участки, а лишнее обрезать. Ручная разметка выполняется при помощи линейки и штангенциркуля. Если требуется выполнить разметку на партии однотипных деталей, то применяется шаблон. Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.
Важным этапом в процессе подготовки деталей к свариванию является зачистка кромок. Поверхность следует освободить от окалины, масла или жиров, краски и прочих загрязнений. Помимо механических способов зачистки допускается применение и химических методов. В этом случае заготовки опускаются в емкость, наполненную реагентом.
После зачистки иногда требуется изменить геометрическую форму кромок. Если работы ведутся с тонкими листовыми металлами, то нужны плоские кромки. Для толстых заготовок кромки сводятся в форме латинской буквы «V» или «X». Особенно важно правильно подготовить кромки при сваривании трубопроводов. При правильном скосе в этом случае снимается напряжение при эксплуатации.
Пространственные положения сварного шва при сварке
Без сварочного процесса в наши дни не создается ни одна более-менее сложная конструкция из металла.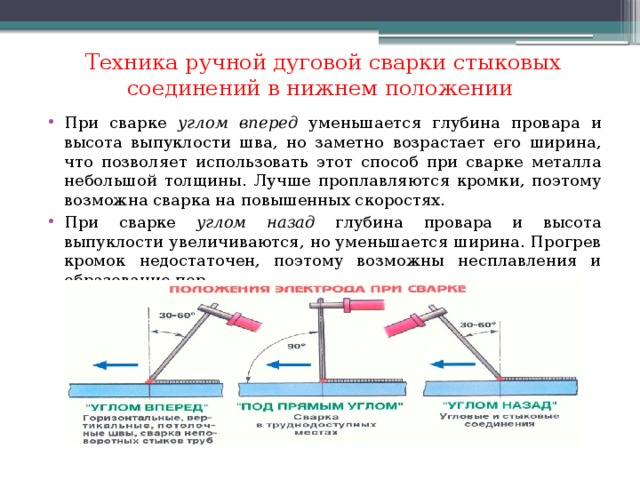 То, что сварка является очень востребованной говорит хотя бы тот факт, что по отношению к сварочным работам существует множество нормативных актов и положений, регламентирующих пространственное расположение сварочного стыка.
То, что сварка является очень востребованной говорит хотя бы тот факт, что по отношению к сварочным работам существует множество нормативных актов и положений, регламентирующих пространственное расположение сварочного стыка.
Методические рекомендации содержат подробную информацию о том, как должен располагаться электрод в пространстве при выполнении конкретного вида сварочных работ. Детальное описание необходимо, поскольку техника выполнения работ в различных пространственных положениях имеет очень важные отличия.
В зависимости от того, как расположен стык, выбираются определенные условия для наложения сварочного шва. Изменяется не только методология выполнения работ, но также и требования к качеству, внешнему виду, наличию тех или иных дефектов. Положение сварочного стыка оказывает огромное влияние на производительность специалиста. Это принимается во внимание при составлении технологической карты выполнения работ на объекте или определенном участке.
СОДЕРЖАНИЕ
- Обозначение
- Виды положений при сварке
- Нижнее положение
- Горизонтальное
- Вертикальное
- Потолочное
- Положение электрода
- Движение электрода
- Сваривание электродом
- Виды соединений
- Как подготавливаются кромки
Обозначение
Классификация сварочных швов подразумевает обозначение их пространственного положения.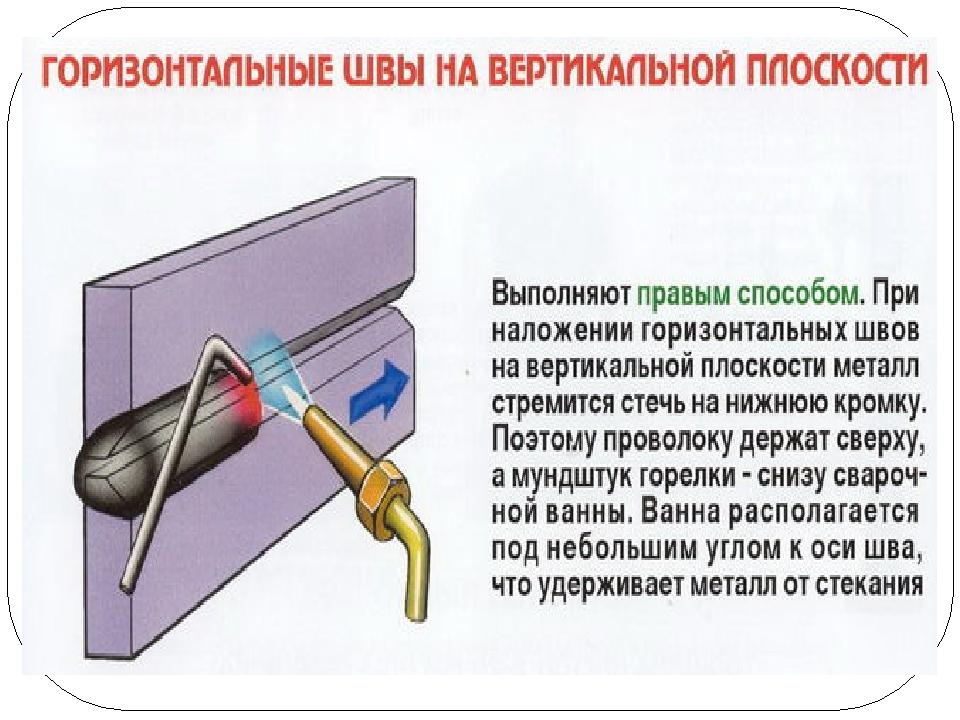 Каждый вид маркируется аббревиатурой, состоящей из цифр и букв. Они четко информируют о разновидности шва. Данные обозначения используются при составлении графических материалов, где указывается наличие сварных соединений, или при составлении иной документации. Каждый сварщик изучает значение каждой аббревиатуры и сдает экзамен по условным обозначениям пространственного положения шва. В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы.
Каждый вид маркируется аббревиатурой, состоящей из цифр и букв. Они четко информируют о разновидности шва. Данные обозначения используются при составлении графических материалов, где указывается наличие сварных соединений, или при составлении иной документации. Каждый сварщик изучает значение каждой аббревиатуры и сдает экзамен по условным обозначениям пространственного положения шва. В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы.
Буквенные обозначения присваиваются просто. Первая буква информирует о пространственном положении стыка. Учитывая тот факт, что самих положений не так уж и много, то расшифровка обозначений не составит труда. К примеру, буква «В» значит, что стык вертикальный, «П» — потолочный и так далее. Если перед большой буквой стоит маленькая, то она тоже несет определенную смысловую нагрузку. Например, меленькая «п» перед большой «П» будет означать, что шов «полу потолочный».
В аббревиатуре кодируется не только расположение стыка, но и другая основная информация: направление сварки, вид соединения. Для примера – П2 будет означать, что шов потолочный тавровый, а В1 – вертикальный стык, а сваривание выполняется по направлению снизу-вверх. Два однородных обозначения Н1 и Н2 свидетельствуют о том, что шов располагается снизу, а вот техника выполнения различна. В первом случае – это стыковой способ сваривания, а во втором – «в лодочку».
Для примера – П2 будет означать, что шов потолочный тавровый, а В1 – вертикальный стык, а сваривание выполняется по направлению снизу-вверх. Два однородных обозначения Н1 и Н2 свидетельствуют о том, что шов располагается снизу, а вот техника выполнения различна. В первом случае – это стыковой способ сваривания, а во втором – «в лодочку».
Аббревиатура «Н45» значит, что положение сварочного шва при выполнении определенных работ на участке конструкции является переменным. Как пример такого варианта – соединение двух труб, оси которых по отношению одна к другой расположены под углом 45 градусов. При этом сварочные работы выполняются без вращения заготовок.
Сокращения, обозначающие положение электродов при сваривании:
- h2 (PA) — нижнее стыковое и в «лодочку»;
- Н2 (РВ) — нижнее тавровое;
- Г (PC) — горизонтальное;
- П1 (РЕ) — потолочное стыковое;
- П2 (PD) — потолочное тавровое;
- B1 (PF) — вертикальное снизу-вверх;
- В2 (PG) — вертикальное сверху вниз;
- Н45 (H-L045) — наклонное под углом 45°.
Электроды иностранных производителей поставляются с графической маркировкой, которая обозначает их предназначение для того или другого способа сварки. Направление указывают стрелки и прочитать информацию не составляет труда.
В маркировке присутствуют также литеры, которые информируют о виде свариваемых заготовок.
Благодаря использованию общепринятой маркировки процессов удалось систематизировать информацию о положении сварного шва в пространстве. Перед допуском к работе сварщиков экзаменуют, и в первую очередь на практике. Только после успешной сдачи практических испытаний, специалист сможет ответить на вопросы, которые вошли в теоретическую часть аттестации. Задачи могут отличаться в зависимости от того, в какой области будет работать испытуемый. Есть также и общие вопросы, знание которых обязательно для всех без исключения сварщиков. Маркировка пространственного расположения швов относится именно к такой категории знаний.
Виды положений при сварке
В пространстве стыки заготовок могут располагаться в четырех вариантах.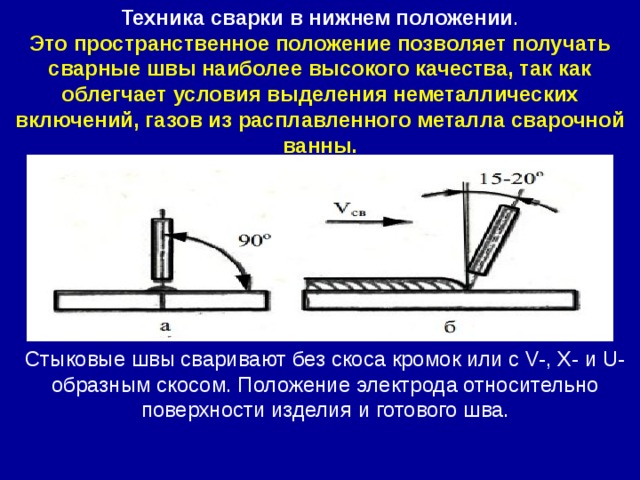 Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего. Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего. Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Нижнее положение
Простое и наиболее желанное для любого сварщика расположение стыка. Такой вариант чаще всего встречается при соединении деталей небольшого размера и в большинстве своем выполняется на рабочем месте сварщика. В этом случае оптимальное расположение электрода – вертикальное. После обработки одной стороны деталь переворачивается и аналогичные манипуляции выполняются с другой.
На качество сварного соединения влияют множество факторов: толщина заготовок, расстояние между кромками, показатели тока. Метод относится к числу высокопроизводительных. Недостатком может служить высокая вероятность образования прожогов. В нижнем положении применяются два основных способа сваривания – стыковой и угловой.
Метод относится к числу высокопроизводительных. Недостатком может служить высокая вероятность образования прожогов. В нижнем положении применяются два основных способа сваривания – стыковой и угловой.
Научиться варить в нижнем положении проще всего. Новичкам, как правило, достаточно пары непродолжительных занятий, чтобы освоить азы и получить свой первый практический опыт. Исключением является только сваривание тонких листов. Чтобы освоить такую технику, потребуется длительный период тренировок.
Горизонтальное
На сленге специалистов – «горизонт». При таком расположении заготовки находятся в вертикальной плоскости, а сварной шов имеет горизонтальную направленность. Электрод располагается перпендикулярно по отношению к месту соединения. При выполнении работ не исключается вытекание расплава из сварочной ванны. Чтобы снизить вероятность такого негатива, следует выполнить подготовку кромок: подрезать их, чтобы создать дополнительное препятствие расплаву.
Вертикальное
Заготовки находятся в вертикальной плоскости, а соединительный стык между ними располагается также вертикально.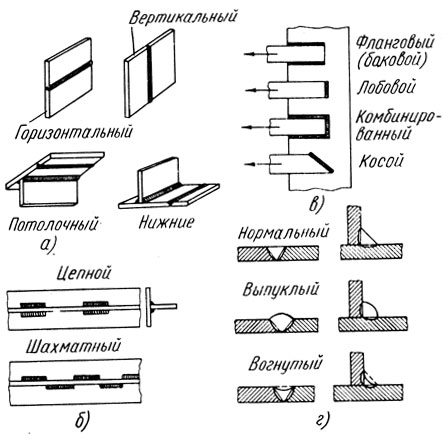 Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.
Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.
Поэтому работы выполняются только по короткой дуге. Это будет препятствовать попаданию расплава в кратер воронки. Помимо этого, рекомендуется выбирать расходные материалы со специальным покрытием, увеличивающим вязкость жидкого содержимого. Благодаря этому, стекание расплава вниз заметно уменьшается.
В большинстве своем сварщики в этом случае отдают предпочтение перемещению электрода по направлению снизу-вверх. Тогда расплавленный металл при движении образует ступеньку, которая является хорошим препятствием для его дальнейшего перемещения. Минус такого метода – большие затраты времени. Производительность заметно увеличивается, если электрод перемещать в обратном направлении – сверху-вниз. Но тогда снижается качество сварного стыка.
Чтобы освоить технику формировки вертикального сварочного шва, потребуется длительный период времени на тренировки.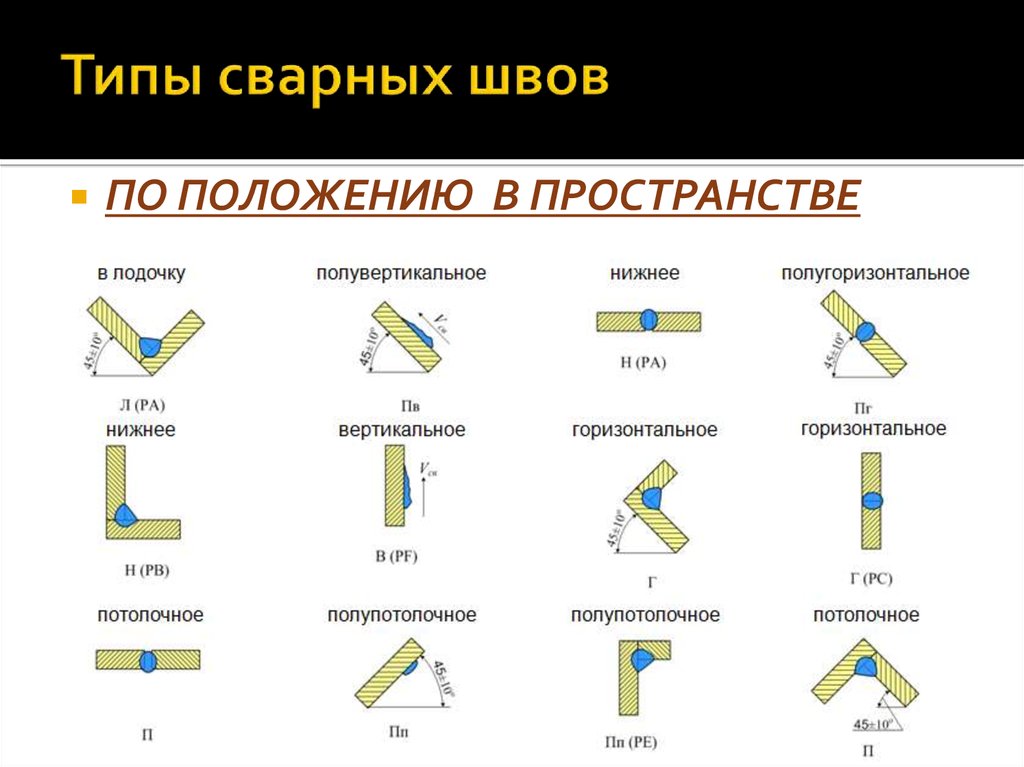 Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Потолочное
Это разновидность горизонтального шва, который просто размещен в неудобном для выполнения работ месте. Специалист вынужден длительное время пребывать в неудобном положении: с поднятой вверх головой и вытянутой рукой. Качество в большой степени зависит от опыта выполнения подобного рода работ. Со временем у сварщиков вырабатываются навыки и даже свои приемы, которые позволяют облегчить работу. В любом случае приходится делать перерывы, чтобы отдохнуть и восстановить силы.
При выполнении сварочных работ заготовки располагаются горизонтально, а расходник – вертикально. Шов находится в нижней части кромок соединяемых деталей. Основная причина получения результата низкого качества заключается в том, что расплав стекает вниз, но не в сварочную ванну.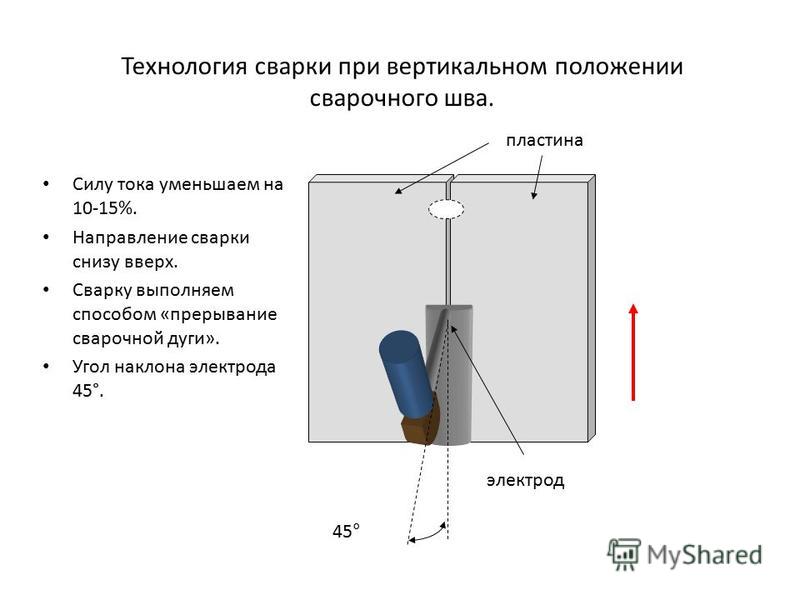
Чтобы минимизировать негативное влияние этого эффекта, следует применять короткую дугу и сваривать при небольшом напряжении. Лучше выбирать электроды небольшого диаметра с тугоплавким покрытием. Тогда капли расплава будут удерживаться на месте за счет поверхностного натяжения. Такой вид сварки нежелателен в случаях, когда приходится соединять детали малой толщины.
Умение «ложить потолок» позволяет сварщику претендовать на повышения разряда. Для новичков данная техника не только недоступна, но и даже опасна. Без навыков работы и хорошей защиты расплавленные капли могут попадать на тело и даже в глаза.
Положение электрода
При выполнении сварочных работ большое внимание уделяется углу расположения электрода по отношению к рабочей поверхности. Правильный наклон расходника способствует облегчению контроля над процессом сварки, что позволяет своевременно вносить коррективы и в итоге получить хороший результат.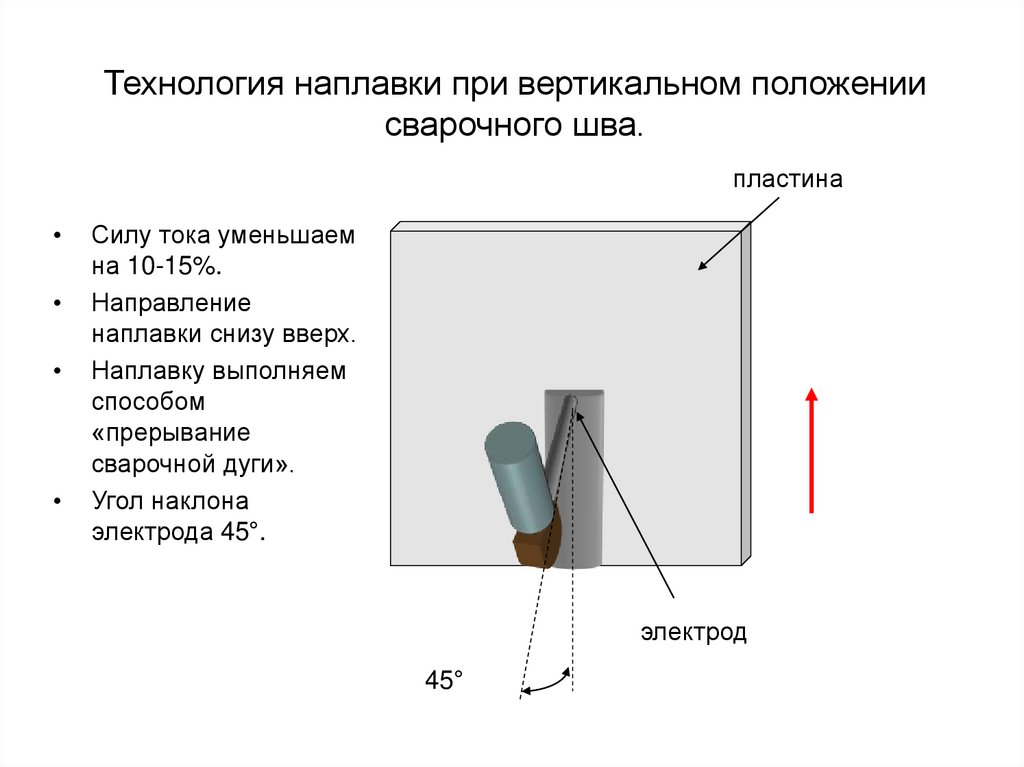 Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Существует три основных вид положения электродов:
- Углом вперед. Оптимальный вариант для наложения шва в труднодоступных местах. Помимо достоинств ему присущи и недостатки. Шлак и жидкий металл все время находятся на пути перемещения электрода, что мешает сварочному процессу. Иногда дуга гаснет, а то и вовсе начинает «блуждать». Возможно образование пропусков, что сильно понижает качество шва.
- Углом назад. Часто используется при соединении угловых стыков. Желательно угол наклона электрода выдерживать, как и в предыдущем случае, в коридоре 30-60 градусов. В процессе работы сварочная дуга вытесняет из ванночки жидкий металл и шлак. Оголенные участки быстро кристаллизируются.
- Прямой угол. Благодаря тому, что электрод расположен перпендикулярно к заготовкам, можно контролировать перемещение шлака. В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
 В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Движение электрода
При ручной дуговой сварке используется колебательное перемещение электрода. Траектория подбирается в зависимости от толщины заготовок и типа соединения. Перемещая электрод «по прямой», то есть вдоль стыка, сварщик получит так называемый «ниточный» валик. Его толщина зависит от диаметра электрода и скорости движения. Когда требуется получение валика большей толщины, нежели диаметр электрода, то выполняется поперечное возвратно-поступательные движение электрода.
Амплитуда колебаний определяется материалом заготовок и размером шва. При этом конец электрода может описывать различные фигурки. Например, «елочка», «треугольник», «лестница» или другие. Как правило, они определяются специалистом еще до начала сварочного процесса. Благодаря большому количеству техник, можно выбрать наиболее подходящий вариант для конкретного случая с тем, чтобы получить шов высокого качества.
Вне зависимости от пространственного положения перед началом сваривания, требуется предварительная подготовка поверхности. Рабочую поверхность необходимо очистить от загрязнений, краски, окалины и т.п. Сначала заготовки прихватывают – скрепляют между собой при помощи пары-тройки точечных прихватов. Это нужно для того, чтобы обездвижить заготовки одна относительно другой. важно, чтобы величина зазора все время оставалась постоянной. При сваривании тонких листовых материалов расстояние между заготовками не должно превышать 5 миллиметров. При работе с толстыми полками этот показатель можно увеличивать до 30 мм включительно.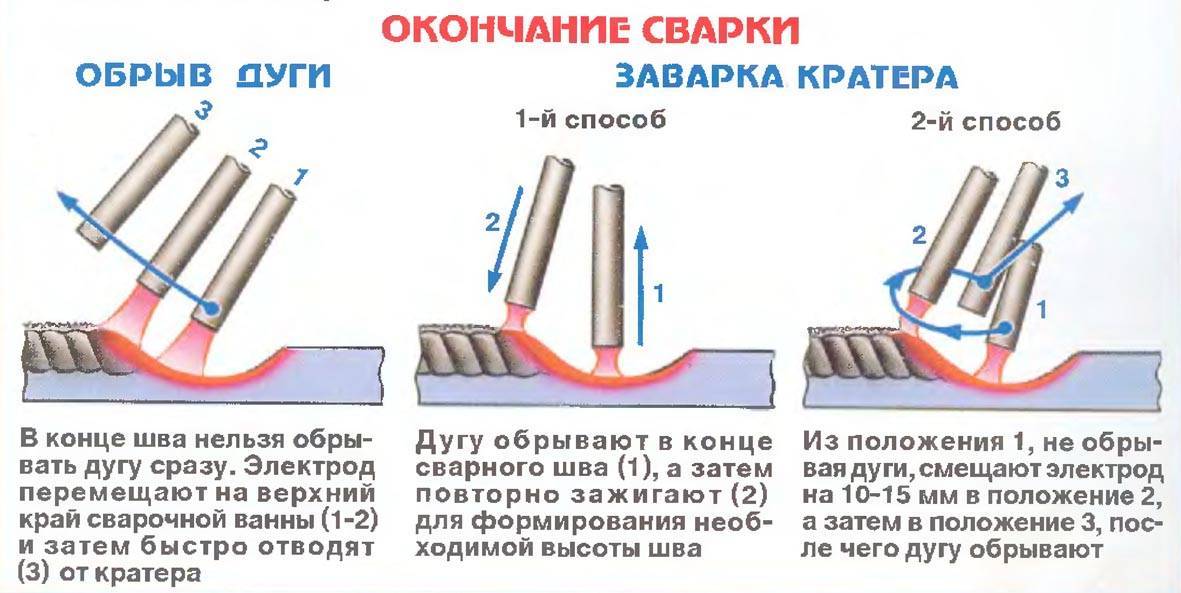
Сваривание электродом
Когда речь идет о сваривании металлических заготовок электродом, то по умолчанию подразумевается ручная дуговая сварка. Невзирая на тот факт, что стали доступными многие более современные технологии, этот сварки остается самым простым, сравнительно недорогим и распространенным. Улучшить качество сварного шва можно с помощью разного рода флюсов.
Применяется ручная дуговая сварка в разных сферах, начиная от бытовых потребностей и заканчивая большими промышленными площадками. Особенно хорошо технология зарекомендовала себя в работе с углеродистыми материалами. Наиболее технологичным на сегодняшний день является применение инверторов.
Виды соединений
Соединения делятся на несколько типов. Принято различать стыковые и угловые сварные швы. Стыковые представляют собой соединение двух элементов, которые прижимаются торцами. Оно широко используется в изготовлении разнообразных конструкций. К преимуществам метода относится высокая производительность, небольшой расход материалов. при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
Стыковой метод сваривания используется при соединении заготовок из листового материала, труб и проката. Угловое соединение подразумевает, что элементы расположены под углом по отношению друг к другу. В месте контакта сторон сварщик формирует шов. Угол может быть разным и полностью зависит от особенностей конструкции.
При тавровом соединении торцевая часть одной заготовки приваривается к плоской поверхности другой. в большинстве случаев угол соединения составляет 90 градусов. Важным условием для получения хорошего результата является правильная подготовка торцевого элемента. Он должен быть ровно обрезан и зачищен. Выполняется предварительная подготовка кромок, что обеспечит хорошее смыкание заготовок.
Если стенки толстые, то фаску снимают с двух сторон для обеспечения хорошего провара. Лучше всего тавровое соединение получается тогда, когда детали установлены «в лодочку». В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.
В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.
Соединение внахлест – это когда элементы расположены параллельно по отношению друг к другу, но не впритык, а поверхность одной находит на другую. Это оптимальный способ соединение для контактной и точечной сварки. Нет необходимости предварительно разделывать кромки, поскольку они не участвуют в соединении заготовок. Существуют ограничения по толщине заготовок: стенки не должны быть больше 1 см.
По форме существует три вида соединений:
- Нормальное. Результат обеспечивается за счет длинной дуги. Такие сопряжение отлично выдерживают динамические нагрузки. Это обусловлено тем, что между основным материалом и дорожкой нет перепада.
- Выпуклые. Еще их принято называть усиленными. Такая форма обеспечивается только при короткой дуге. Шов обладает несколько меньшей шириной, а «свободный» объем уходит на формирование его высоты. Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
- Вогнутые. Известны еще и как ослабленные. Корень выглядит вогнутым и имеет форму канавки. Образуется в результате нарушений технологического процесса или при плохой подготовке свариваемых кромок. Находит применение при соединении тонких материалов.
 Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
Помимо выше перечисленных сварные соединения имеют и другую классификацию:
- Односторонняя сварка. В этом случае соединение выполняется только с одной стороны без поворота и сварки с противоположной. В документации и на графических материалах обозначается аббревиатурой ос (ss). Первые литеры информируют о названии сварки на русском языке, а обозначение в скобках является международным.
- Двухсторонняя. Сварочные швы наложены с обеих сторон стыка. Условное обозначение – дс (bs).
- Соединение заготовок, выполненное на подкладке (съемной или нет) маркируется аббревиатурой сп (mb). Обозначение кириллицей расшифровывается как «с подкладкой».
- Сваривание на весу, другими словами, выполненное без подкладок: бп (nb). Как пример, ос бп будет значить, что одностороннее сварное соединение выполняется без применения подкладки.
- С зачисткой стыка. Когда корень соединения предварительно зачищается, то такой вид сварки маркируется буквами зк (gg). Соответственно, без зачистки – бз (ng).
 Обозначение кириллицей расшифровывается как «с подкладкой».
Обозначение кириллицей расшифровывается как «с подкладкой».
Предусмотрено и еще одно разделение сварных швов. Осуществляется оно по конфигурации. В зависимости от типа исполнения они бывают прямолинейными, спиральными (кольцевидными) или криволинейными. Любая из конфигураций может использовать вне зависимости от пространственного расположения стыка. В зависимости от метода наложения швы могут быть сплошными или прерывистыми.
Как подготавливаются кромки
Получить качественное сварное соединение без предварительной подготовки удается крайне редко. Независимо от того.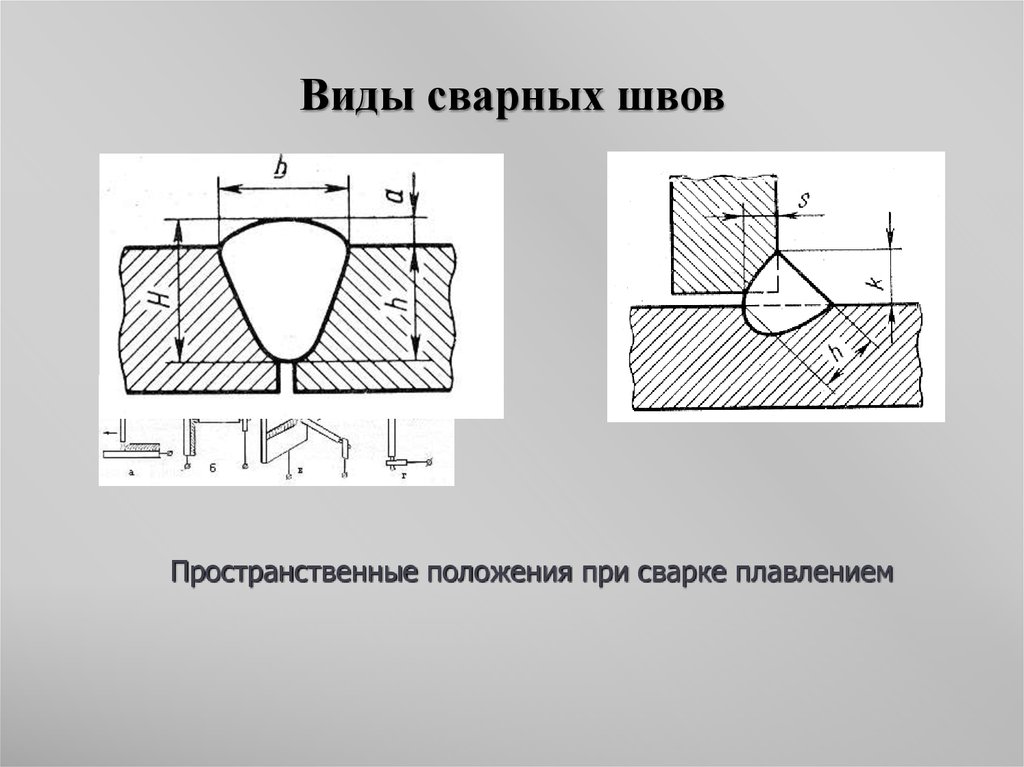 Как и где расположен стык, нужно подготовить его к сварочному процессу.
Как и где расположен стык, нужно подготовить его к сварочному процессу.
Подготовку к сварке заготовок можно разделить на такие этапы:
- правка кромок;
- разметка;
- резка заготовок;
- зачистка стыков;
- прогрев перед сваркой;
- обработка и зачистка кромок.
Правка нужна не всегда. Она необходима только в том случае, когда перед выполнением сварочных работ выясняется, что заготовки не стыкуются надлежащим образом в местах сваривания. В зависимости от сложности деформации правка может выполняться как на холодную, так и с прогревом деталей. Допускается как ручная, так и механическая обработка. Если не удается выправить деформацию с помощью молотков, кувалд, ручных прессов либо иных приспособлений, можно прибегнуть к использованию пневматического или электрического движителя.
Разметка нужна для того, чтобы обозначить нужные для работы участки, а лишнее обрезать. Ручная разметка выполняется при помощи линейки и штангенциркуля.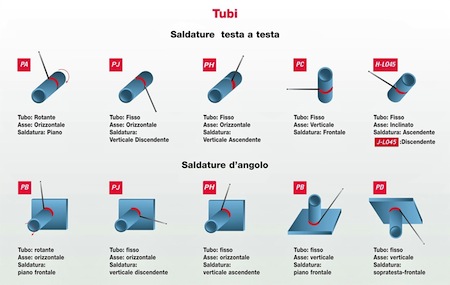 Если требуется выполнить разметку на партии однотипных деталей, то применяется шаблон. Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.
Если требуется выполнить разметку на партии однотипных деталей, то применяется шаблон. Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.
Важным этапом в процессе подготовки деталей к свариванию является зачистка кромок. Поверхность следует освободить от окалины, масла или жиров, краски и прочих загрязнений. Помимо механических способов зачистки допускается применение и химических методов. В этом случае заготовки опускаются в емкость, наполненную реагентом.
После зачистки иногда требуется изменить геометрическую форму кромок. Если работы ведутся с тонкими листовыми металлами, то нужны плоские кромки. Для толстых заготовок кромки сводятся в форме латинской буквы «V» или «X». Особенно важно правильно подготовить кромки при сваривании трубопроводов. При правильном скосе в этом случае снимается напряжение при эксплуатации.
Ориентирование сварного шва трубы на стане
Каждый производитель труб знает, что правильная ориентация сварного шва может быть важной частью успешного производства, но забота о правильной ориентации шва начинается не с этого.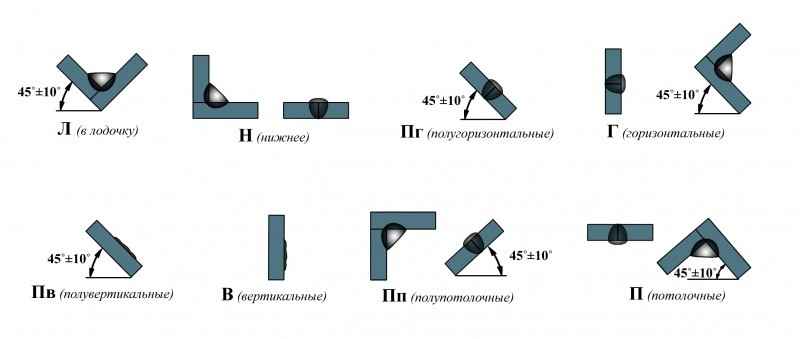 На этапе производства труб ориентация шва может иметь столь же важное значение для успешного изготовления трубных изделий. По большей части это означает размещение шва в положении «12 часов» и сохранение его там, но не всегда.
На этапе производства труб ориентация шва может иметь столь же важное значение для успешного изготовления трубных изделий. По большей части это означает размещение шва в положении «12 часов» и сохранение его там, но не всегда.
Поддержание шва в вертикальном положении
При производстве труб в первую очередь необходимо обеспечить правильную ориентацию заготовки непосредственно перед сварочной камерой. Когда два края трубы, которую скоро предстоит сварить, соединяются вместе, они образуют V-образную форму. Расположение вершины V имеет решающее значение для процесса сварки, особенно при лазерной сварке. Размер пятна лазера крошечный, поэтому вершину необходимо расположить непосредственно под лазером и удерживать неподвижно. Некоторые производители лазерных головок помогают в этом, создавая системы, которые отслеживают края по мере их сближения, внося коррективы в положение пятна лазера по ходу процесса. Тем не менее, завод должен выполнять тяжелую работу, удерживая полосу как можно более ровной, когда она проходит через каждую станцию.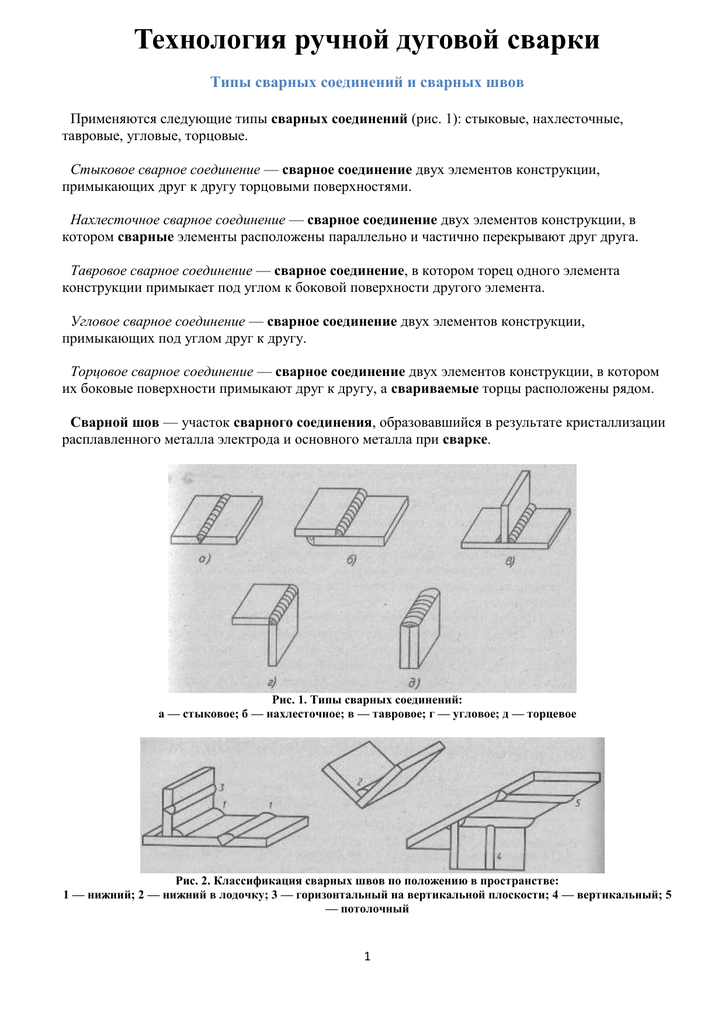
Хотя другие процессы сварки не так требовательны, как лазерная сварка, все они полагаются на хорошее позиционирование V для получения надежных сварных швов. Помимо сварки, правильное расположение шва полезно для зачистки сварного валика вдоль внутреннего и наружного диаметра, закалки трубы и проверки целостности сварного шва. Для этих процессов расположение шва не так критично, как для сварки, но хорошее выравнивание помогает.
Некоторые другие процессы прокатки требуют наличия сплошного сварного шва после его выполнения. Одним из них является отжиг швов. Этот процесс основан на том же физическом принципе, что и индукционная сварка, с использованием огромного количества электроэнергии для возбуждения тока и, следовательно, для выделения тепла в стали. Процесс отжигает сварной шов и область около сварного шва, зону термического влияния.
«Эффективный встроенный отжиг зависит от сохранения ориентации сварного шва с помощью индукторов», — сказал Гленн Хоффманн, вице-президент по проектированию T&H Lemont.![]()
Другой процесс включает изготовление некруглых изделий из круглых. В некоторых случаях шов предполагается по центру одной из сторон, совпадающему с положением 12 часов. В других случаях указывается, что шов находится в каком-либо другом месте: на определенном расстоянии слева или справа от центра, или относительно угла, или какой-либо другой характеристики трубы.
Использование фрезы или дополнительной инструментальной стойки
Для обоих сценариев — сохранение шва неподвижным на 12 часов или поворот его в другое указанное место по окружности трубы — у производителей труб есть два варианта. Они могут использовать специально разработанные валы вместо первого калибровочного прохода или могут использовать стенд для валков, предназначенный для ориентации шва.
Наиболее распространенным способом ориентации шва трубы является использование роликов, предназначенных для ориентации шва на калибровочной секции. Инструменты разработаны с контурами, которые придают скручивающее усилие для направления шва.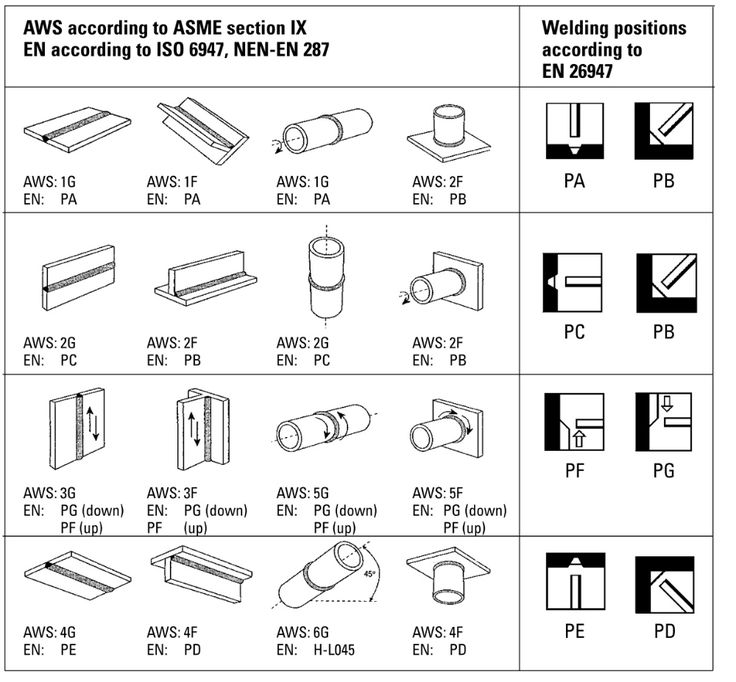
Другой способ включает стенд ориентации шва. По внешнему виду он похож на боковую подставку, но в нем используются инструменты, которые можно отрегулировать так, чтобы валы были немного отклонены от вертикали. Косой угол обеспечивает крутящую силу, заставляющую трубку вращаться. Регулировка минут обеспечивает достаточное вращение, чтобы направить шов в любое место по окружности между 10 и 2 часами.
Первый метод, в котором используются валки в форме футбольного мяча, является менее дорогим из двух и подходит для многих применений, но у него есть несколько недостатков.
«Вальцы в форме футбольного мяча соприкасаются с трубой на очень небольшой площади поверхности, поэтому объем контроля ограничен», — сказал Уоррен Уитман, вице-президент подразделения инструментов T&H Lemont. Последовательность и точность варьируются, добавил Уитман.
Во-вторых, в зависимости от конструкции мельницы и характеристик трубы первого метода может быть недостаточно; оператор может попытаться заставить мельницу приложить слишком большое усилие скручивания на слишком маленьком расстоянии.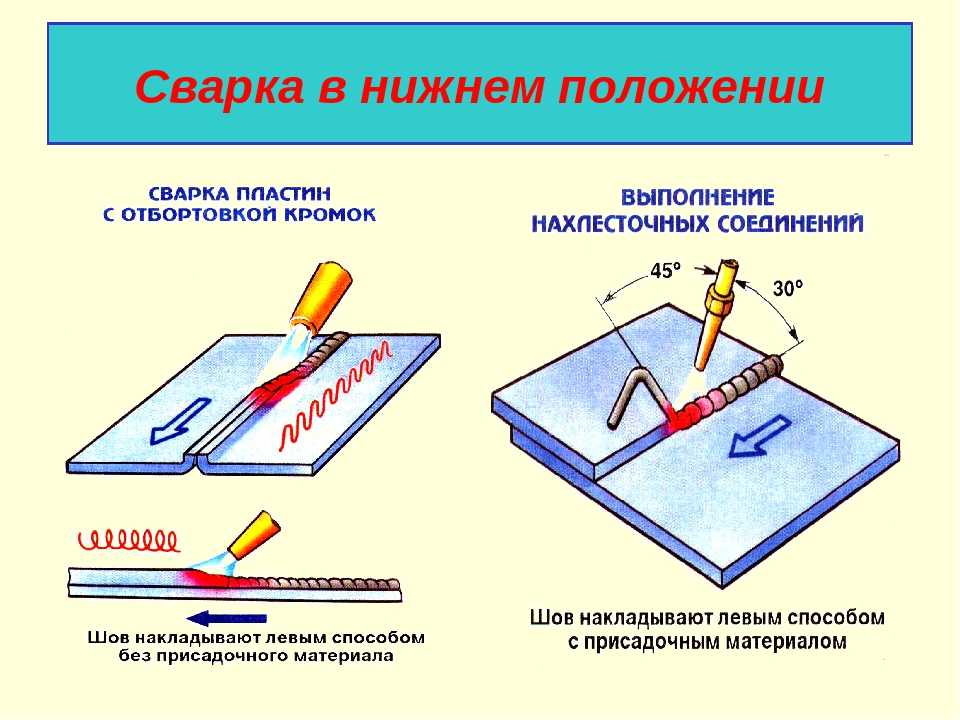 Как и в любом процессе формовки и калибровки, происходящем на трубном заводе, изящество всегда превосходит грубую силу. Грубая сила часто срабатывает, но с большей вероятностью образуются морщины и дефекты.
Как и в любом процессе формовки и калибровки, происходящем на трубном заводе, изящество всегда превосходит грубую силу. Грубая сила часто срабатывает, но с большей вероятностью образуются морщины и дефекты.
«Использование отдельной стойки, разработанной с учетом всех других параметров формовки, дает оператору больше места для работы, вращая трубу на длинной колонне», — сказал Хоффманн. Постепенное скручивание на большом расстоянии предпочтительнее резкого приложения силы на очень коротком промежутке.
Еще одним преимуществом стенда ориентации шва является то, что для данного некруглого размера необходим только один набор инструментов. Например, если производитель трубок производит довольно много труб диаметром 2 дюйма. квадратных труб со сварными швами, указанными в различных местах, один набор инструментов может охватывать все его заказы размером 2 дюйма. квадратный продукт.
Ручная регулировка или дистанционное управление
Некоторые стенды ориентации шва спроектированы и изготовлены так, чтобы иметь две регулировки, а некоторые — три.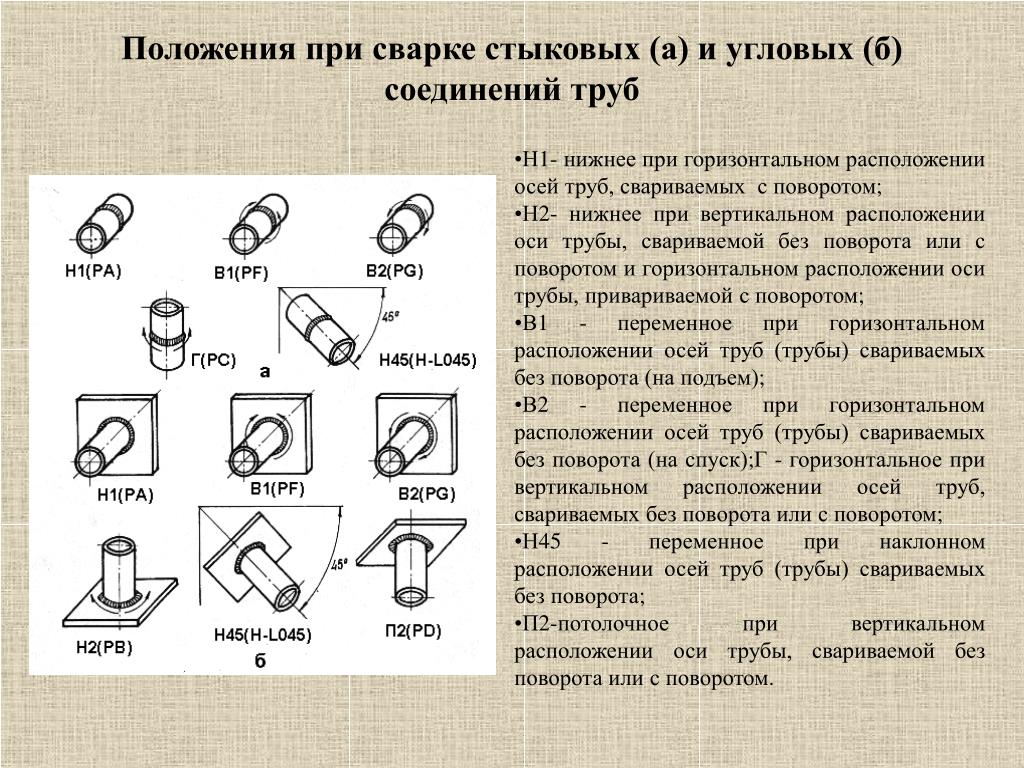 Основными регулировками являются боковое положение ролика для соответствия различным размерам труб и смещение инструмента для определения величины крутки. Третьим является вертикальное положение ролика, поэтому стенд может адаптироваться к различной высоте проходной линии.
Основными регулировками являются боковое положение ролика для соответствия различным размерам труб и смещение инструмента для определения величины крутки. Третьим является вертикальное положение ролика, поэтому стенд может адаптироваться к различной высоте проходной линии.
Две основные разновидности стенда ориентации шва – ручные и с дистанционным управлением. Независимо от того, управляется ли клеть вручную или дистанционно, положения инструмента и величина смещения обычно устанавливаются перед продеванием полосы через стан.
«Большое преимущество дистанционного управления заключается в продолжительности безотказной работы, — сказал Джим Годзики, техник по обслуживанию ведущего комбината. «При использовании пульта дистанционного управления оператор может регулировать степень скручивания на лету, не останавливая мельницу».
Управление сварными швами имеет значение при обработке труб
Во многих случаях сварные швы на трубах являются проблемой, которую необходимо решить, чтобы получить удовлетворительные готовые детали.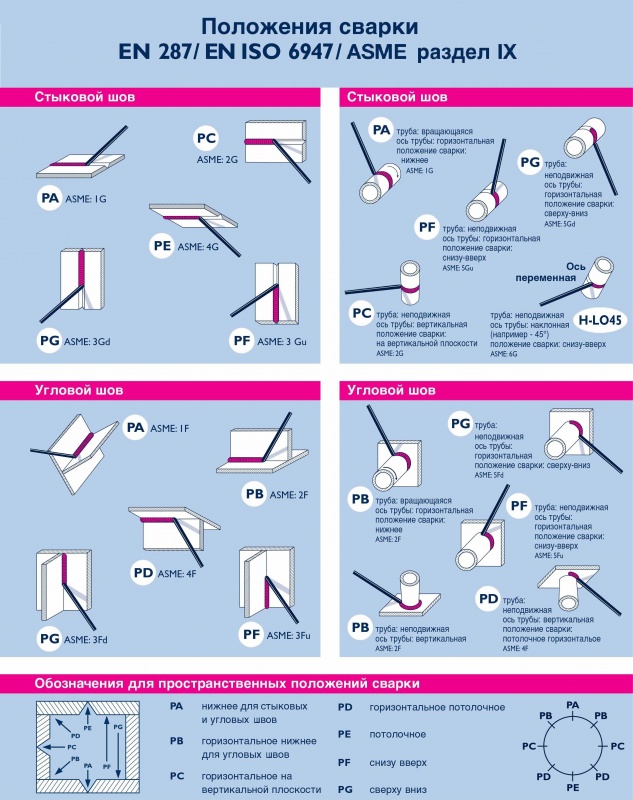 Технические требования, внешний вид, конструктивные и толщинные допуски и непрерывность процесса сварки не позволяют оставлять положение сварного шва на волю случая. Это относится как к лазерной резке, так и к гибке. Давайте подробнее рассмотрим решения, доступные в системах BLM GROUP.
Технические требования, внешний вид, конструктивные и толщинные допуски и непрерывность процесса сварки не позволяют оставлять положение сварного шва на волю случая. Это относится как к лазерной резке, так и к гибке. Давайте подробнее рассмотрим решения, доступные в системах BLM GROUP.
При лазерной резке трубы, загружаемые из пучка, потенциально могут входить в станок под разными углами. Ручная ориентация труб требует много времени и, что более важно, подвергает оператора потенциальным ошибкам, которые, если их не исправить немедленно, могут привести к отбраковке многих деталей.
При работе с квадратными трубами лазерной резки и отсортированными упаковками, безусловно, можно предварительно ориентировать трубы в системном загрузчике Lasertube, чтобы обеспечить соблюдение правильного угла при передаче трубы на рабочую линию. Другое дело лазерная резка круглых трубок из обычно несортированных упаковок. Невозможно надежно ограничить угол нагрузки каждой трубы, чтобы сварной шов был там, где вы хотите.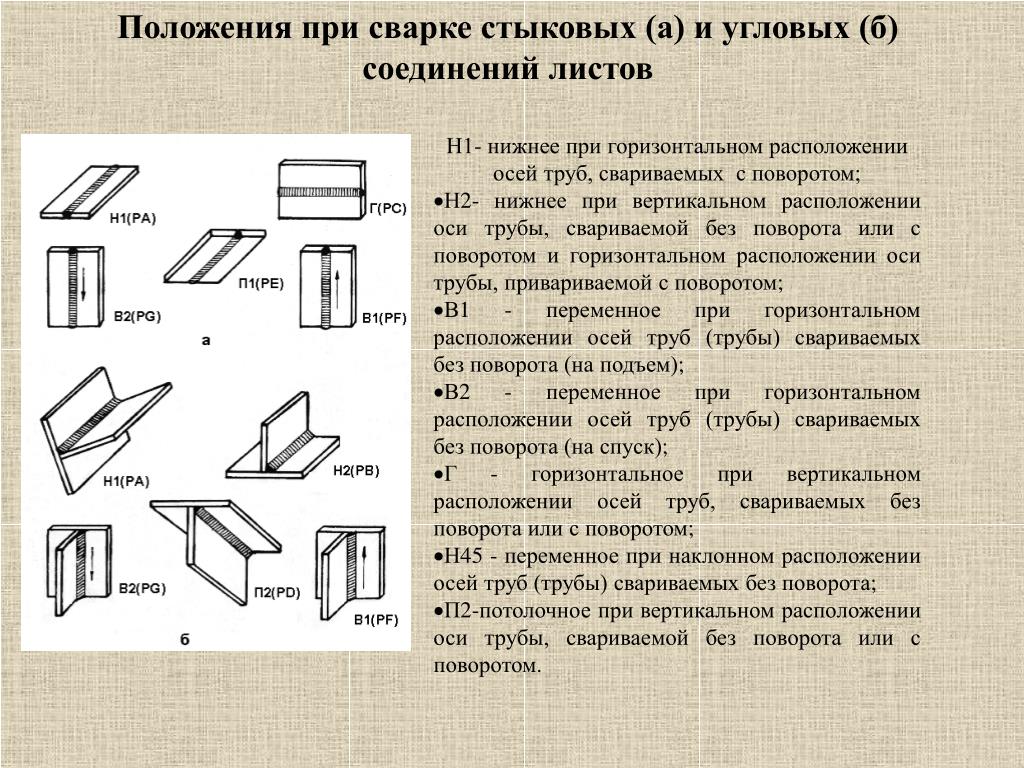 Возможно, что еще более важно, вы не можете сделать угол одинаковым для всех трубок.
Возможно, что еще более важно, вы не можете сделать угол одинаковым для всех трубок.
Чтобы сделать процесс надежным и не создавать отходов, решением является обнаружение сварного шва на трубе, подлежащей лазерной резке, после ее загрузки. Системы BLM GROUP Lasertube могут делать это с помощью оптического устройства, установленного в корпусе для резки под названием Active Weld.
При лазерной резке квадратных труб и рассортированных пакетов вы можете предварительно ориентировать трубы в системном загрузчике Lasertube.
Нагруженная труба подсвечивается, чтобы выделить сварной шов внутри или снаружи трубы, что позволяет камере автоматически определять его положение. Информация отправляется в ЧПУ, которое сравнивает обнаруженные данные с информацией, содержащейся в программе обработки детали (или заданной оператором на консоли).
Затем машина поворачивает трубу так, чтобы работа начиналась под углом, заданным во время программирования. Один и тот же угол будет повторяться для всех трубок в пучке.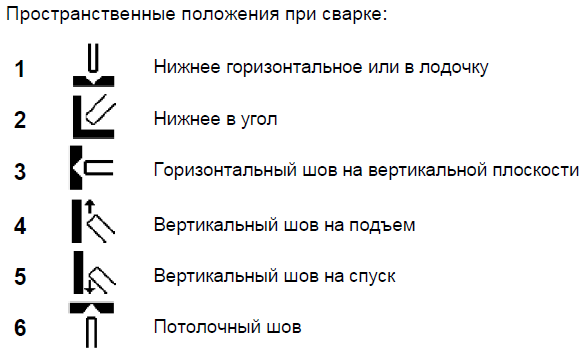 Это единственный способ гарантировать, что детали будут выглядеть одинаково, а сварной шов будет направлен в одном направлении.
Это единственный способ гарантировать, что детали будут выглядеть одинаково, а сварной шов будет направлен в одном направлении.
В конце операции загрузки труба подсвечивается, чтобы выделить сварной шов.
Оператор может активировать процедуру начального обучения, если след сварки особенно незначителен или на трубе имеется несколько следов, которые могут ввести в заблуждение систему автоматического обнаружения.
Изображение, полученное с камеры Active Weld, можно увидеть на мониторе консоли, чтобы определить область сварки на первой трубе пучка, в частности, ее ширину, уровень контрастности и назначенный уровень достоверности, чтобы исключить любую неопределенность.
Система будет искать тот же шаблон на всех других трубках, не требуя дальнейшего вмешательства оператора, пока обнаруженный уровень достоверности выше порогового значения. Аппарат попросит оператора визуально подтвердить сварной шов, если система распознавания обнаружит, что уровень достоверности ниже установленного минимального порога.
Этот интерактивный режим предотвращает изготовление станком деталей с неправильной ориентацией.
Откройте для себя решения BLM GROUP для оптимизации раскроя для лазерной резки труб
Когда вам нужно обнаружить сварные швы при обработке труб?
Теперь, когда вы знаете, что решение существует и что оно надежно, давайте последовательно рассмотрим наиболее частые случаи, когда необходимо идентифицировать сварной шов.
Все части одинаковые
Для обеспечения повторяемости изготавливаемых деталей все трубы должны быть обработаны с:
- сварным швом в одном и том же положении ;
- одна и та же поверхность в том же исходном положении в случае квадратных или прямоугольных труб;
- одинаковый начальный угол для круглых труб (например, сварной шов всегда под углом 90° к первому разрезу).
Толстый сварной шов
Параметры лазерной технологии, автоматически выбираемые станком оптимальными для номинальной толщины трубы, могут быть неэффективны при резке поперек сварного шва.
Следовательно, лом может не отделиться, или кусок может не отделиться в конце работы, что приведет к прерыванию автоматического цикла и необходимости вмешательства и ручного отделения его от остальной части трубы.
Труба с заметной толщиной сварного шва, вырезанная лазером на системе Lasertube.
Для решения этих проблем, особенно второй, оператор может вручную установить более высокую мощность лазера, которая затем должна использоваться для всей работы, поскольку положение сварного шва неизвестно. В результате больше тепла будет передаваться заготовке и риск ожогов будет выше.
Вместо этого знание положения сварного шва позволяет станку изменять параметры лазера только на самом толстом проходе, сохраняя стандартные параметры для остальной части разреза и получая наилучшее возможное качество лазерной резки. Деталь всегда будет отсоединяться, и процесс будет выполняться надежно и без перерыва.
Требования к внешнему виду
Если вы хотите скрыть сварной шов, потому что трубы будут оставаться на виду, не будучи окрашенными, вы можете сориентировать его так, чтобы сварной шов оставался на скрытой стороне.
Механическая прочность
Зона сварки была термически изменена, т. е. она имеет механическое сопротивление, отличное от остальной части трубы, из-за воздействия тепла, передаваемого во время фазы герметизации (отпуска). Эта разница приводит к асимметрии механического поведения трубки, что может повлиять на результат работы.
Как обнаружить сварной шов на трубогибочном станке
Также для гибки труб предпочтительнее, если не обязательно, для управления положением сварного шва. Опять же, требования внешнего вида могут потребовать правильной ориентации трубы перед началом операции гибки, как это часто бывает в мебельной промышленности.
Прежде всего, рекомендуется избегать размещения сварного шва на внешней стороне (т.е. на внешней стороне изгиба), поскольку это часть трубы, которая растягивается в результате деформации. Сварной шов изменяет механические свойства металла – упрочняя его – за счет передаваемого тепла, что может привести к образованию трещин.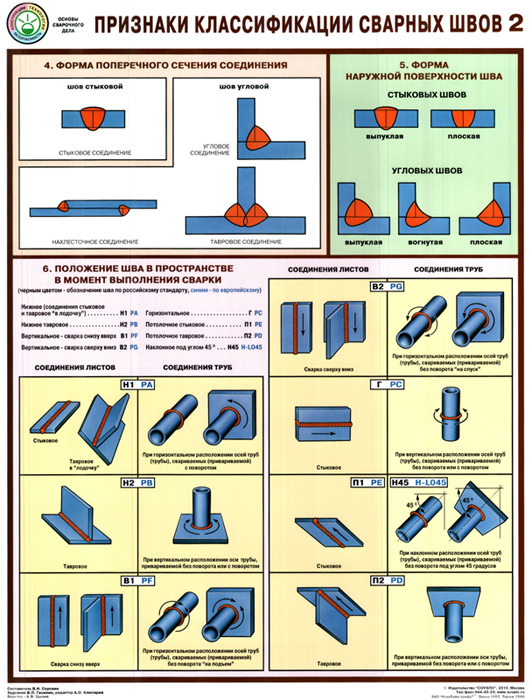 Кроме того, механическая прочность сварной трубы больше не является однородной и симметричной.
Кроме того, механическая прочность сварной трубы больше не является однородной и симметричной.
При гибке трубы сварной шов не должен располагаться на внешней стороне.
Случайное позиционирование сварного шва может привести к различным эффектам пружинения в зависимости от того, как нагружена труба (если ее не изменить), что приведет к снижению повторяемости процесса гибки трубы. В конечном счете, сварной шов должен обнаруживаться и располагаться систематически и последовательно.
Процедура аналогична уже описанной для систем Lasertube, чтобы попытаться обеспечить желаемую ориентацию сварного шва (особенно для круглых труб). Ошибка всегда возможна, поэтому предпочтительнее использовать датчик, расположенный близко к гибочной головке.
Оптический датчик обнаружения сварного шва активируется перед началом цикла гибки трубы и определяет положение изменения цвета на трубе, вращающейся снизу, особенно темный сварной шов на светлой трубе, характерный для нержавеющей стали, или светлый сварной шов на темных профилях чаще в трубах из мягкой стали.
После обнаружения сварного шва трубогибочный станок повернет трубу в правильное исходное положение.
Этот подход работает, когда сварной шов виден снаружи трубы. Если сварной шов виден только внутри, оператор может просто отметить трубу снаружи, обведя линию. Это обходной путь, но он решает как технические требования, так и требования к внешнему виду, не нагружая чрезмерно производительность машины.
Оптический датчик обнаружения сварного шва активируется перед началом цикла гибки трубы.
Узнайте больше об основных параметрах, которые следует учитывать на этапе первоначальной оценки трубогибочного станка
Как определить положение сварного шва при создании программы обработки детали графические 3D CAD/CAM доступны как для Lasertubes, так и для трубогибочных станков BLM GROUP, ArTube и VGP3D.
Для работы со сварными швами, как и для всех других работ на трубе, таких как резка геометрии и планирование изгибов, предусмотрена четкая и недвусмысленная графическая помощь.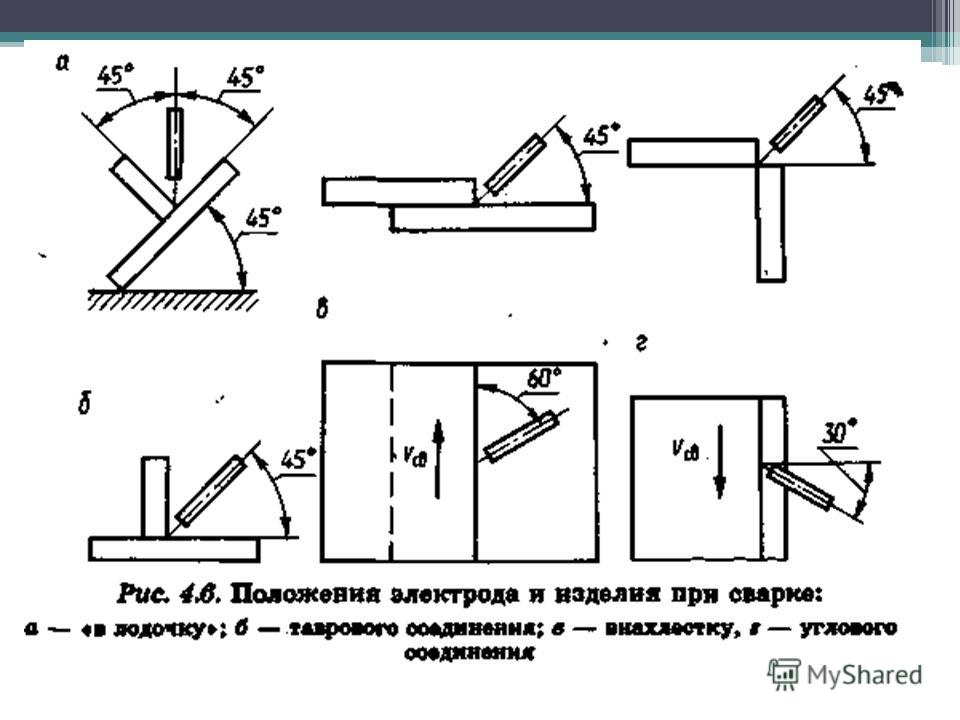 Полная заготовка с требуемой ориентацией будет видна в предварительном просмотре со сварным швом в требуемом положении.
Полная заготовка с требуемой ориентацией будет видна в предварительном просмотре со сварным швом в требуемом положении.
Назначить положение легко с помощью графического 3D CAD/CAM, доступного как для систем Lasertube, так и для трубогибочных станков BLM GROUP.
Станок получит информацию, активирует устройство обнаружения в начале каждой новой трубы и установит ориентацию, необходимую при проектировании детали, в течение нескольких секунд.
Все это означает отсутствие возможных ошибок оператора, отсутствие брака или различных деталей и надежную обработку всех деталей в партии.
Вы также можете установить положение сварного шва на машине с помощью графического интерфейса, выполнив несколько простых шагов.
Выводы
Поиск сварного шва — одна из многих функций, доступных в системах BLM GROUP. Это результат тысяч установок и десятилетий оптимизации во всех секторах и со всеми типами труб. Этот опыт в обработке труб приводит к надежности и производительности, двум главным аспектам, представляющим интерес для любого клиента, который хочет поддерживать конкурентоспособность.