Содержание
Правка шлифовальных кругов — Инструменты и методы выравнивания
- Главная страница
- Информация
- Статьи
- Правка шлифовальных кругов
Правка шлифовальных кругов – процесс удаления загрязнений между зернами абразива, восстановление остроты режущих кромок и геометрии диска. Во время работы инструмент изнашивается, что приводит к ухудшению его технических характеристик. Периодическая правка диска способствует повышению его эксплуатационных свойств и качества шлифовальных работ.
Методы правки абразивных кругов
Периодичность правки шлифовальных кругов определяется условиями и частотой шлифования материалов. Несмотря на кажущуюся простоту процесса, существует несколько способов восстановления первоначальной геометрии шлифкругов и остроты их режущих кромок. На выбор способа правки дисков влияет множество факторов – степень засаливания круга, уровень износа зерен, кривизна поверхности и т.д.
На выбор способа правки дисков влияет множество факторов – степень засаливания круга, уровень износа зерен, кривизна поверхности и т.д.
Правку кругов из абразивных материалов осуществляют брусками, дисками, роликами с алмазным или безалмазным напылением. По принципу взаимодействия диска с инструментами можно выделить несколько способов правки:
- обтачивание;
- обкатка;
- шлифовка;
- тангенциальное точение;
- накатывание;
- правка свободным абразивом.
При отсутствии технических условий правку шлифовальных кругов осуществляют с помощью доступных инструментов. Для очистки поверхности круга от опилок могут использоваться остатки других абразивных материалов с твердостью не ниже R и S. Чаще всего для удаления участков залипания используют абразивный брусок, с помощью которого диск очищается от загрязнений во время вращения.
Правка шлифовального круга обтачиванием
Шлифование круга методом обтачивания – это процесс разрушения верхнего слоя абразива и связки шлифкруга инструментами с высокой степенью твердости. Принцип обтачивания заключается в удалении засаленного слоя диска правящим инструментом во время вращения заготовки.
Принцип обтачивания заключается в удалении засаленного слоя диска правящим инструментом во время вращения заготовки.
В качестве инструмента для правки абразивных кругов могут использоваться:
- алмазы;
- эльборовые пластины.
Зачищающие материалы устанавливаются в специальную оправу, в которой фиксируются при помощи механического зажима, чеканки или же напайки. Инструмент может иметь различную форму:
- алмазные иглы – длинные стержни с крупным алмазом на вершине;
- алмазные карандаши – металлические цилиндры с расширенной рабочей поверхностью, в которую устанавливаются несколько алмазов;
- шарошки – остро- и тупозубые инструменты в форме звездочек.
При сильном износе шлифовального круга часто в качестве правящего инструмента используют шарошки. Следует учитывать, что для удаления зон засаливания, неровностей и затупившихся зерен применяют не одну, а сразу несколько шлифовальных звездочек. Перед правкой они помещаются на длинную ось, которая предварительно смазывается маслом.
Алгоритм правки шлифкруга методом обтачивания
Правку шлифовальных кругов реализуют в следующем порядке:
- Правящий инструмент опирается на подручник;
- Рабочая поверхность карандаша (шарошки, иглы) вводится в контакт с диском, который вращается;
- При использовании иглы ее подают под углом к обтачиваемой поверхности в горизонтальной или вертикальной плоскости;
- В процессе работы правящий инструмент медленно поворачивают вокруг своей оси для того, чтобы при шлифовке были задействованы все его режущие грани;
- Во время правки абразивных кругов для обдирки скорость вращения заготовки увеличивают для получения достаточно грубой абразивной поверхности.
Правка обтачиванием позволяет выровнять геометрическую форму круга и удалить с его поверхности области засаливания. Чтобы оценить качество проделанной работы, достаточно приложить к диску линейку. Если она полностью прилегает к поверхности, значит, правка выполнена качественно. При наличии больших зазоров между кругом и линейкой желательно повторить обработку.
Осуществлять правки абразивных шлифовальных кругов можно с помощью брусков из кремния или карбида с зернистостью P125-50. Для обтачивания алмазных дисков рекомендуется брать бруски с такой же зернистостью, как и на заготовке. В случае перерасхода точильного бруска можно воспользоваться специальным абразивным кругом.
Правка абразивного круга обкатыванием
Скалывание затупившихся зерен и удаление опилок при обкатывании осуществляется инструментами круглой формы. Для выравнивания абразивных кругов используются прочные материалы:
- стальные круги с закаленным покрытием;
- ролики из твердых сплавов;
- шарошки;
- карбидокремниевые диски.
Шарошки для правки абразивных дисков применяются чаще всего, что связано с высоким качеством выполняемой работы и несущественным расходом материалов. Рабочая поверхность звездочек выполнена из износостойких сплавов. Во время контакта с вращающимся диском шарошки тоже начинают вращаться. Их зубья скользят по покрытию круга, за счет чего происходит удаление верхнего затертого слоя абразива и выравнивание профиля рабочего инструмента.
Правка обкатыванием может выполняться с помощью 5 и более шарошек, закрепленных на неподвижном основании. За счет этого обтачивание абразивных материалов можно осуществлять при помощи шлифмашинок. Единственным недостатком данного способа является недостаточная точность обработки и избыточное пылеобразование.
К преимуществам метода обкатывания кругов можно отнести отсутствие областей с заглаженной поверхностью. Если абразивный круг планируется использоваться для обдирочных работ, правка с помощью шарошек станет самым оптимальным вариантом.
Правка шлифованием
Как и предыдущем случае, правка шлифовальных кругов осуществляется с помощью вращающихся правящих инструментов. Но в данном случае инструмент вращается не от контакта с заготовкой, а от собственного привода. Для обработки дисков используются:
- эльборовые диски;
- твердосплавные диски из вольфрама и карбида;
- карбидокремниевые диски;
- алмазные круги или ролики.
В процессе шлифования ось вращения инструмента либо параллельна, либо перпендикулярна оси вращения шлифкруга. В первом случае оси вращения инструмента и диска одинаковы, но их направления могут быть противоположными.
В первом случае оси вращения инструмента и диска одинаковы, но их направления могут быть противоположными.
Во время правки шлифовальный круг должен вращаться с небольшой скоростью – до 25 м в минуту, что в 60-65 раз меньше его рабочей скорости. При шлифовке обрабатываемый диск должен закрепляться стационарно. В противном случае на его поверхности будет множество неровностей.
В домашних условиях для правки кругов методом шлифования можно использовать УШМ с алмазным диском. С помощью данного способа легко выравниваются поверхности как алмазных, так и электрокорундовых кругов. Перед работой на УШМ необходимо закрепить металлическое приспособление для упора. В большинстве случаев его фиксируют с помощью болта на месте рукоятки.
Правка методом тангенциального точения
Данный метод предполагает срезание затупившихся абразивных зерен с помощью точильного бруска. Правка осуществляется на плоскошлифовальном станке во время его продольного перемещения по рабочей поверхности обрабатываемого диска. Тангенциальное точение выполняют в несколько этапов:
Тангенциальное точение выполняют в несколько этапов:
- Точильный брусок закрепляется на плоскошлифовальном станке за шлифовальным кругом;
- Во время подачи алмазного бруска поверхность заготовки соприкасается с его профилем;
- В процессе тангенциального точения наружный слой абразива срезается, за счет чего происходит выравнивание геометрии круга.
Для повышения качества правки шлифовальных дисков обработку осуществляют на шлицешлифовальных станках. Турбинные лопатки оснащены елочным замком, благодаря чему стабилизируется и повышается качество обработки рабочей поверхности заготовки.
При тангенциальном точении в качестве обрабатываемых кругов используются эльборные и алмазные круги. Они могут иметь как керамическую, так и органическую связку. Для шлифования эльборных дисков применяются бруски из карбида кремния или алмазов, а для выравнивания алмазных кругов чаще используют бруски из электрокорунда или зеленого карбида.
Правка методом накатывания
Накатывание – процесс выравнивания поверхности круга за счет дробления абразивных гранул посредством накатного диска или ролика. Этот способ может использоваться для правки только профильных дисков. В качестве инструмента для заточки применяются:
Этот способ может использоваться для правки только профильных дисков. В качестве инструмента для заточки применяются:
- фасонный ролик;
- металлический накатной круг.
Скорость вращения инструмента при обработке круга не превышает 1.5 м/с. В процессе шлифования вращению подвергается либо сам ролик, либо обрабатываемый круг. Взаимное вращение инструментов при увеличивающемся давлении в области их соприкосновения обеспечивает разрушение изношенного слоя абразива. Правку осуществляют до тех пор, пока диск не приобретет геометрическую форму, идентичную форме профиля детали.
Важные моменты:
- Вращение ролика должно обеспечиваться работой электродвигателя;
- Для эффективного дробления абразивных зерен на круге желательно использовать ролики из стали марки 40 с твердостью закалки до HRC 60-64;
- Скорость вращения ролика должна находиться в пределах 1-1.5 м/с.
Диаметр ролика должен подбираться с учетом диаметра обрабатываемого круга. Его ширина должна соответствовать длине профиля. Только в таком случае при накатывании шлифовальный круг приобретет правильную геометрическую форму.
Его ширина должна соответствовать длине профиля. Только в таком случае при накатывании шлифовальный круг приобретет правильную геометрическую форму.
Правка свободным абразивом
В данном случае правку кругов производят при свободном вращении инструмента во время его соприкосновения с вращающейся заготовкой. Не исключена обработка дисков и при вращении инструмента для заточки под действием электропривода. Правка свободным абразивом реализуется так:
- Через специальное отверстия в притире на область шлифования подается вязкая смесь из глины и абразивных частиц;
- Во время вращения обрабатываемого круга в зазор между притиром и заготовкой попадает абразивная суспензия, которая впоследствии увлекается наружной поверхностью круга;
- Ось инструмента располагают к оси обрабатываемого круга под углом до 6° по вертикали и 15°– по горизонтали во время внутреннего шлифования;
- При вращении заготовки свободный абразив удаляет с поверхности круга затупившиеся зерна.


К недостаткам этого метода можно отнести недостаточную избирательность правки. Во время обработки шлифовальных кругов качество материала может ухудшиться в случае попадания на поверхность круга гранул абразива.
Заключение
Правка кругов – эффективный способ улучшения технических и эксплуатационных характеристик инструмента для зачистки и шлифования. В зависимости от степени износа дисков, правка осуществляется разными способами – накатывание, тангенциальное точение, обтачивание, шлифование и т.д. Выбор способа правки зависит от степени твердости обрабатываемого диска и дальнейших целей его применения.
Правка шлифовальных кругов — РИНКОМ
Правка шлифовальных кругов — РИНКОМ
Главная
Статьи
Правка шлифовальных кругов
Правка шлифовальных кругов
4 марта 2019
Гирин Кирилл
В этой
статье мы поговорим об алмазных
шлифовальных кругах
и способах их правки.
Содержание
-
Конструктивные особенности и сферы применения алмазных шлифовальных кругов
- Органическая связка
- Металлическая связка
- Гальваническая связка
- Иные характеристики алмазных шлифовальных
-
Для чего нужно править алмазные шлифовальные круги
-
Способы правки алмазных шлифовальных кругов
- Метод обтачивания
- Метод шлифования
- Метод обкатки
-
Правка алмазных шлифовальных кругов шарошками: технология и особенности
- Технология правки алмазных шлифовальных
- Правила и особенности правки алмазных кругов
-
В заключение
Правка шлифовальных кругов
-
что такое алмазные шлифовальные круги; -
для чего их применяют; -
для чего нужно править шлифовальные круги; -
какие для этого применяют способы; -
как выправляют круги при помощи специальных шарошек.

Конструктивные особенности и сферы применения алмазных шлифовальных кругов
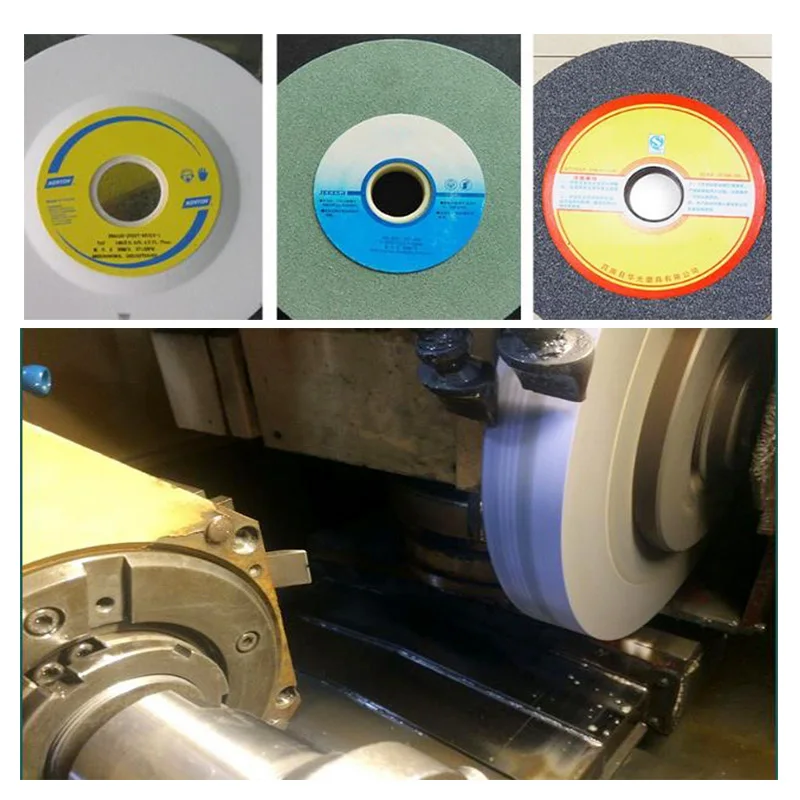
Шлифовальные круги — это расходный алмазный инструмент для ручных и автоматических шлифовальных машин.
Фотография №1: алмазные шлифовальные круги.
Расскажем о ключевых конструктивных особенностях инструментов. Начнем с того, что каждый круг состоит из корпуса и нанесенного на него алмазного слоя. Кроме алмазов в его состав входят связка с наполнителем или без него.
В маркировку алмазных кругов входят две цифры и одна буква. По этим символам определяют основные характеристики инструментов.
Изображение №1: маркировка алмазных шлифовальных кругов
Начнем с формы корпуса.
Изображение №2: формы корпусов алмазных кругов
Буква в маркировке обозначает форму сечения алмазного слоя.
Изображение №3: формы сечения алмазных слоев
По последней цифре в маркировке определяют, где именно на круге расположен алмазоносный слой.
Изображение №4: варианты расположения алмазоносных слоев на алмазных кругах
К числу самых важных характеристик алмазных кругов также относится тип связки. Она может быть органической, металлической и гальванической.
Органическая связка
Представляет собой смесь, состоящую из органической связки, алмазов и наполнителя.
Изображение №5: органическая связка
Органическая связка имеет невысокие твердость, термостойкость и теплопроводность. Использование такого инструмента характеризуется высокой производительностью и малым количеством времени, затрачиваемым на обработку заготовок.
Перечислим основные сферы применения алмазных кругов с органической связкой.
-
Шлифование, заточка и доводка деталей и изделий из твердых сплавов и сверхтвердых материалов. -
Обработка высокоточных измерительных и медицинских инструментов. -
Изготовление изделий из огнеупорных материалов. -
Полировка и огранка драгоценных камней.
Металлическая связка
Ее состав выглядит так.
Изображение №6: металлическая связка
Металлическая связка отличается высокими твердостью, теплопроводностью и термостойкостью. Круги с такими алмазоносными слоями применяют для:
-
выполнения черновых операций, требующих снятия больших припусков; -
профильного шлифования; -
заточки твердосплавных деталей и изделий; -
обработки заготовок из специальной керамики и иных труднообрабатываемых материалов.

Гальваническая связка
Ей с добавлением алмазов покрывают опорные металлические основы. У таких кругов зерна выступают далеко за поверхность связки. Это значительно облегчает отвод стружки.
Изображение №7: гальваническая связка
Алмазные круги с гальванической связкой отличаются высокой режущей способностью, хорошей теплопроводностью, низкой стоимостью и возможностью исполнения любой геометрии. Перечислим сферы применения инструментов данной категории.
-
Обработка деталей и изделий из кремния, германия и иных полупроводниковых материалов. -
Шлифование и резка заготовок из ситала и различных видов технического стекла. -
Фактурная обработка природного и искусственного камня. -
Изготовление притиров и алмазных головок различных форм.
-
Производство ручного инструмента для доводки штампов из легированных сталей и твердых сплавов.

Иные характеристики алмазных шлифовальных кругов
Перечислим оставшиеся параметры.
-
Размер корпуса. Выбор инструмента зависит от габаритов заготовки и операции, которую необходимо выполнить. -
Зернистость. Определяет чистоту поверхности после обработки. Чем меньше зернистость кругов, тем более гладкими получаются поверхности. Главный недостаток мелкой зернистости заключается в том, что при работе нередко происходят засаливания инструментов. Возможно также прижигание поверхности заготовки. -
Концентрация алмазов. Этот параметр напрямую зависит от зернистости. Чем выше зернистость, тем больше алмазов находится в 1 мм3
абразивного слоя. Круги с высокой концентрацией используют для обработки малых площадей. Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
-
Классы точности. Их 3 — Б, А и АА. Последние — лучшие по качеству. При помощи таких алмазных кругов выполняют высокоточные операции. -
Классы неуравновешенности (1–4). Зависят от качества абразивной массы.
 Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
Для чего нужно править шлифовальные алмазные круги
Какими бы качественными ни были алмазные шлифовальные круги, в процессе эксплуатации они рано или поздно портятся и изнашиваются. Происходят:
-
сглаживание на каких-либо участках; -
обломы; -
истирание; -
засаливание.
При эксплуатации мягких шлифовальных кругов проблем гораздо меньше. Они обладают таким свойством, как самозатачивание. При выпадении зерен обнажаются новые слои. Твердые же инструменты таким свойством не обладают. Чтобы восстановить характеристики таких алмазных шлифовальных кругов и нужна правка. После нее инструменты получают новую жизнь. Восстанавливаются режущие свойства и геометрическая форма изделий.
Они обладают таким свойством, как самозатачивание. При выпадении зерен обнажаются новые слои. Твердые же инструменты таким свойством не обладают. Чтобы восстановить характеристики таких алмазных шлифовальных кругов и нужна правка. После нее инструменты получают новую жизнь. Восстанавливаются режущие свойства и геометрическая форма изделий.
Способы правки алмазных кругов
Существуют три способа правки алмазных кругов. Расскажем о применяемых технологиях.
1. Метод обтачивания
Предполагает использование высокопрочных и твердых инструментов. Ими обтачивают круги с целью разрушения связки и последующей заточки алмазов.
Используют следующие приспособления для правки алмазных шлифовальных кругов.
-
Алмазные иглы. -
Стержни с большими алмазными камнями на концах. -
Эльборовые резцы. -
Алмазные карандаши и пр.

Фотография №2: приспособления для правки алмазных шлифовальных кругов методом обтачивания
Технология предполагает простую обработку поверхностей вращающегося со скоростью до 35 м/с износившегося круга. Все происходит либо вручную, либо с применением специальных подручников.
2. Метод шлифования
Для этого подходят инструменты следующих категорий.
-
Алмазные ролики. -
Шлифовальные круги (алмазные, эльборовые). -
Диски из карбидно-вольфрамовых сплавов.
Правка алмазных кругов по технологии шлифования имеет следующие особенности.
-
Изношенному инструменту задают рабочую скорость вращения. -
Скорость вращения приспособления для правки — небольшая. Показатель не превышает 25 м/мин.
-
Правка выполняется с применением специального оборудования. -
Ось шлифовального аппарата может располагаться как перпендикулярно, так и параллельно к оси вращения алмазного круга.
 Показатель не превышает 25 м/мин.
Показатель не превышает 25 м/мин.
Фотография №3: станок для правки алмазных шлифовальных кругов
3. Метод обкатки
Предполагает использование специальных круглых инструментов. К ним относятся:
-
карбидно-кремниевые круги; -
стальные диски с зацементированными и закаленными поверхностями; -
твердосплавные ролики; -
шарошки-звездочки.
Инструменты последней категории получили максимально широкое распространение.
Принцип технологии заключается в том, что изношенные диски при контакте с приспособлением начинают плавно скользить по поверхности инструмента (обкатывать его). В результате:
-
алмазные зерна высвобождаются; -
обнажается новый слой рабочей поверхности; -
круг выравнивается.
Расскажем в деталях о применении шарошек для правки алмазных шлифовальных кругов.
Правка алмазных шлифовальных кругов шарошками: технология и особенности
Начнем с того, что чаще всего применяемые для правки алмазных кругов стандартные шарошки могут иметь тупые и острые зубья.
Фотография №4: острозубая (справа) и тупозубая (слева) шарошки
Приспособления первого типа применяют для правки алмазных шлифовальных кругов с зернами минимальных размеров. Это связано с тем, что острозубая шарошка лишь испортит круг с зернами крупной и средней фракций. Для правки таких изделий подходят тупозубые приспособления. Как вы уже сами могли догадаться, тупозубыми шарошками править круги с зернами мелкой фракции нельзя!
Это связано с тем, что острозубая шарошка лишь испортит круг с зернами крупной и средней фракций. Для правки таких изделий подходят тупозубые приспособления. Как вы уже сами могли догадаться, тупозубыми шарошками править круги с зернами мелкой фракции нельзя!
Обратите внимание! Для правки шлифовальных алмазных кругов используют не одну шарошку определенного типа, а наборы приспособлений. Их закрепляют в специальных державках.
Фотография №5: шарошки, закрепленные в державке
Технология правки алмазных шлифовальных кругов шарошками
Процесс правки алмазных шлифовальных кругов шарошками выглядит так.
-
Набор приспособлений собирают в единый блок. -
Его закрепляют в державке. -
Получившееся приспособление устанавливают на специальной оси, оснащенной рукояткой для оператора.
-
Инструмент вводится в контакт с вращающимся изношенным алмазным диском.

У этой технологии правки шлифовальных кругов есть свои преимущества и недостатки. Начнем с плюсов.
-
Правка проходит очень быстро. -
Шарошки для правки алмазных кругов стоят дешево. -
Обеспечивается высокая эффективность правки. Рабочие поверхности кругов не заглаживаются. -
Технология проста в применении.
Главный недостаток метода — выделение большого количества пыли, но проблем легко решается при помощи промышленного пылесоса.
Правила и особенности правки алмазных шлифовальных кругов шарошками
-
Надевайте защитные очки и используйте маску от пыли. -
Не используйте для правки не подходящие по размерам шарошки.
-
Обрабатывайте круги выше их центров. Это исключит излишнее углубление зубьев в абразивные поверхности. -
Перемещайте державку с шарошками максимально плавно. -
При правке старайтесь удерживать стабильное давление на алмазный круг. -
При появлении искр увеличивайте нажим.

В заключение
Чтобы как можно реже приходилось восстанавливать характеристики абразивных поверхностей, не экономьте на качестве инструментов, используйте их строго по назначению, соблюдайте условия хранения и эксплуатации, заказывайте приспособления у заслуживающих доверие поставщиков.
Кстати, купить алмазные круги с доставкой в любой регион РФ вы можете на нашем сайте. Мы закупаем инструменты напрямую у производителей и тщательно контролируем качество изделий. У нас вы найдете очень низкие цены. Воспользуйтесь выгодным предложением!
У нас вы найдете очень низкие цены. Воспользуйтесь выгодным предложением!
Больше полезной информации
Полезные обзоры и статьи
Все статьи
15 июня 2022
Шлифование
13 апреля 2021
Как правильно подобрать сверло под метчик?
21 апреля 2020
Как выкрутить сломанный болт
23 августа 2019
Зернистость алмазных кругов и их иные параметры
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Как размолоть: часть 4
|
 Теперь, чтобы быть справедливым, в целом современные колеса очень безопасны, и вы редко получаете неработающие. У меня точно никогда не было такого несчастья. Я использую только новые диски от известного производителя. Старое колесо с Ebay; колесо марки X; или колесо, которое поставляется без защитной упаковки, будет гораздо более подвержено поломке. Если вы не слышите четкого звука при нажатии на колесо, не используйте его.
Теперь, чтобы быть справедливым, в целом современные колеса очень безопасны, и вы редко получаете неработающие. У меня точно никогда не было такого несчастья. Я использую только новые диски от известного производителя. Старое колесо с Ebay; колесо марки X; или колесо, которое поставляется без защитной упаковки, будет гораздо более подвержено поломке. Если вы не слышите четкого звука при нажатии на колесо, не используйте его.
 Причина в том, что на всякий случай, если в колесе есть изъян, или чип выбит, или что-то зацепит в щитках, я бы предпочел не оказаться на линии огня, если случится беда.
Причина в том, что на всякий случай, если в колесе есть изъян, или чип выбит, или что-то зацепит в щитках, я бы предпочел не оказаться на линии огня, если случится беда. Литые фланцы могут привести к биению колеса. (Мы не продаем литые фланцы.) Небольшое колебание слева направо не имеет большого значения. Не беспокойтесь об этом. Ни при каких обстоятельствах не пытайтесь заправить боковые стороны колеса. Колеса не предназначены для этого. Они могли взорваться. В любом случае вы, вероятно, сделаете дело еще хуже. Если вы столкнулись с сильными вибрациями, большим биением, это может быть вызвано неровным, плохо сделанным колесом. В таком случае верните его. Это невозможно исправить.
Литые фланцы могут привести к биению колеса. (Мы не продаем литые фланцы.) Небольшое колебание слева направо не имеет большого значения. Не беспокойтесь об этом. Ни при каких обстоятельствах не пытайтесь заправить боковые стороны колеса. Колеса не предназначены для этого. Они могли взорваться. В любом случае вы, вероятно, сделаете дело еще хуже. Если вы столкнулись с сильными вибрациями, большим биением, это может быть вызвано неровным, плохо сделанным колесом. В таком случае верните его. Это невозможно исправить. С выпуклым кругом вам не нужно шлифовать углы вашего инструмента, пока вы не отшлифуете середину, что более безопасно. В середине инструмента тепло от шлифования может идти в обе стороны и обратно в корпус инструмента. В углу тепло не может уйти с одной стороны, что быстро приведет к перегреву и возгоранию угла. С выпуклым кругом у вас есть контролируемая точка контакта, и по мере того, как вы подаете инструмент в круг, вы получаете все больше и больше контакта — вы не шлифуете только эту точку на круге. Мы поговорим об этом в следующей главе, когда будем точить инструмент. А пока достаточно сказать, что нам нужно сделать на колесе наименьшую возможную выпуклость.
С выпуклым кругом вам не нужно шлифовать углы вашего инструмента, пока вы не отшлифуете середину, что более безопасно. В середине инструмента тепло от шлифования может идти в обе стороны и обратно в корпус инструмента. В углу тепло не может уйти с одной стороны, что быстро приведет к перегреву и возгоранию угла. С выпуклым кругом у вас есть контролируемая точка контакта, и по мере того, как вы подаете инструмент в круг, вы получаете все больше и больше контакта — вы не шлифуете только эту точку на круге. Мы поговорим об этом в следующей главе, когда будем точить инструмент. А пока достаточно сказать, что нам нужно сделать на колесе наименьшую возможную выпуклость. Как видно на видео, процесс занимает около 10 секунд.
Как видно на видео, процесс занимает около 10 секунд.
| Новые записи … | ||
| OMG — Миниатюры Boxwood 16th Century Pt1 — и другие новости — 26/26/2017 | ||
| .117. 03/2018 | ||
| . /2017 | ||
Как пользоваться разметочным или врезным калибром (повторение) — 22. 03.2017 03.2017 | ||
| Как научиться резьбе в современную эпоху — онлайн-подход — 15.03.2017 | ||
| Плоскости под углом и лучшие устья: почему? Какие доказательства? На что обращать внимание при покупке торцевых и плечевых плоскостей — 08.03.2017 | ||
| Контекст! — 01.03.2017 | ||
| Скосы и наблюдение о метках производителя — 22.02.2017 | ||
| /2017 | ||
| Как шлифовать: Часть 5 — Шлифование полости — 01.02.2017 25/2017 | ||
| Как шлифовать Часть 3 — Химия и номенклатура шлифовальных кругов — 19/01/2017 | ||
| Как шлифовать Часть 2 — Шлифовальные круги — Технология шлифования 11.01.2017 | ||
| Как шлифовать. Часть 1. Когда шлифовать. | ||
| NAIL — 21.11.2016 | ||
| ГРАМЕССИЯ ИСТОРИЯ | ||
A Отсутствие связи — 30.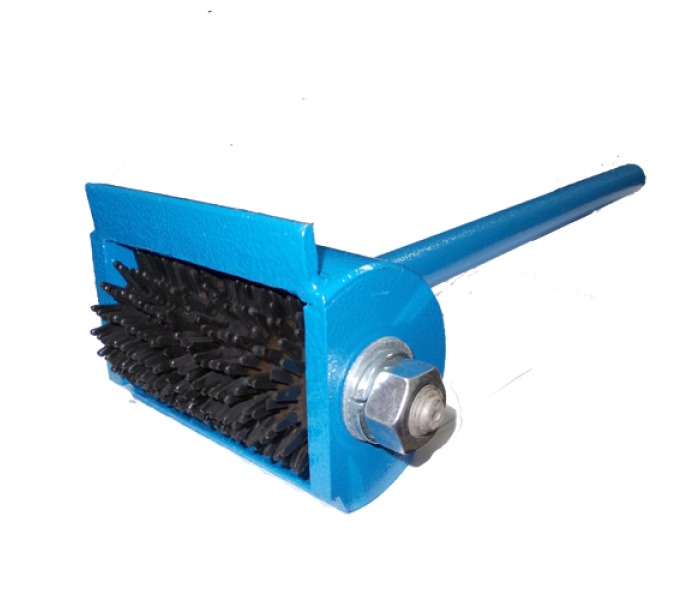 11.2016 11.2016 | ||
| Гостевой блогер: Крис Пей — Get A Grip — 23.11.2016 | ||
| Новые для осени и других новостей — 9.11.2016 | ||
| Старые входные вкладки … | ||
| . | ||
гарантия | контакт
Ваше пошаговое руководство по правке шлифовального круга – Action SuperAbrasives
Шлифовальный круг – это великолепный инструмент, который служит многим целям, таким как удаление металла, сглаживание кромок и изменение конструкции изношенных материалов.
После того, как вы его купите, колесо будет работать как волшебство долгие годы и поможет вам во всех вышеперечисленных и многих других целях.
Затем наступает время, как и с любой посудой, когда само колесо изнашивается и требует ухода.
Если вы впервые чистите шлифовальный круг, важно знать, чего ожидать, чтобы обеспечить безопасность.
Вот как правильно заправить шлифовальный круг, чтобы вернуть ему идеальную форму!
Как правильно затачивать шлифовальный круг
Заправлять шлифовальный круг легко, как только вы освоите его; Будьте осторожны и следуйте этим инструкциям шаг за шагом!
Шаг 1: Осмотр
Если вы делаете это впервые, убедитесь, что у вас есть инструмент для правки и подставка для инструмента, чтобы ставить их во время правки колеса.
В первую очередь, прежде чем приступить к правке самого шлифовального круга, необходимо проверить целостность круга и инструмента для правки.
Обязательно проверьте наличие видимых трещин на колесе или инструменте.
Когда вы будете абсолютно уверены в отсутствии трещин, осмотрите подручник.
Убедитесь, что упор для инструмента находится на подходящем расстоянии от шлифовального круга: достаточно близко, чтобы инструмент задел круг, но и на достаточно безопасном расстоянии, где круг будет вращаться без отставания инструмента.
Помните, что вы всегда можете придвинуть остальную часть ближе, когда колесо изнашивается, но лучше быть сдержанным и быть немного дальше, чем слишком близко.
Однако убедитесь, что вы не находитесь слишком далеко от места, где вы рискуете получить травму или повредить инструменты.
Шаг 2: Правильная регулировка безопасности
Если ваша кофемолка поставляется с защитой от искр, как это часто бывает, используйте ее.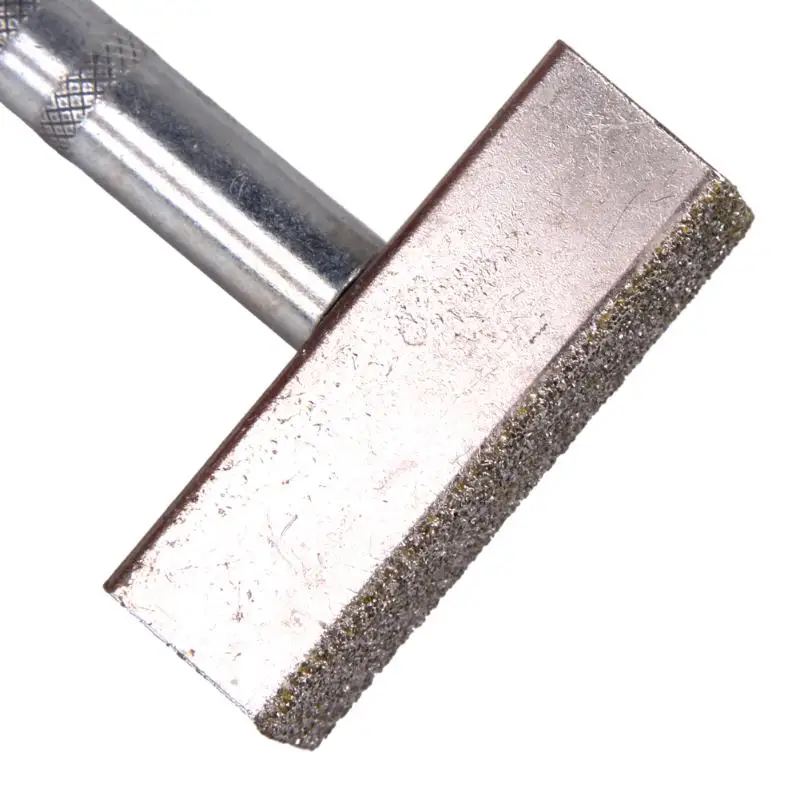 Неважно, насколько вы опытны в работе с техникой, лучше перестраховаться.
Неважно, насколько вы опытны в работе с техникой, лучше перестраховаться.
Несмотря на то, что искры в основном летят вниз, когда круг и инструмент для правки шлифуются друг о друга, существует значительная вероятность того, что искры намотаются на круг и попадут вам в лицо (если у вас не установлен искрогаситель)
Убедитесь, что защитный кожух надежно закреплен и установлен очень близко к колесу.
Если ваша кофемолка не оснащена искрозащитным кожухом, обязательно наденьте полную защиту лица от неизбежных искр, которые будут летать вокруг вашего лица.
Сварочная маска идеальна, но если у вас ее нет или есть у друга, то, по крайней мере, наденьте защитные очки и что-нибудь, чтобы прикрыть от носа до шеи.
Также полезно накрыть все другие находящиеся поблизости механизмы , чтобы защитить их от искр и пыли, которые неизбежно будут летать вокруг вашего рабочего места.
Наконец, не надевайте какую-либо одежду на руки или рядом с ними во время вращения колеса. Это означает, что перчатки, длинные рукава, браслеты и т. д. НЕЛЬЗЯ носить, чтобы не попасться.
Это означает, что перчатки, длинные рукава, браслеты и т. д. НЕЛЬЗЯ носить, чтобы не попасться.
Пора одеваться
Теперь, когда вы устранили все непредвиденные происшествия с помощью проверки безопасности и регулировок, пришло время начать процесс одевания!
Включите колесо, стоя рядом с ним (НЕ перед ним), пока колесо набирает скорость.
Когда колесо наберет полную скорость, поместите ножку инструмента для правки на опору и прижмите ее к колесу, пока оно вращается. Перемещайте его из стороны в сторону по поверхности колеса, соскребая ненужный материал по ходу движения.
Подробная информация
Если вы впервые чистите колесо, вот более подробное объяснение того, как правильно направлять инструмент во время использования.
По сути, вы хотите устранить любые неровности или борозды, образовавшиеся на поверхности вашего шлифовального круга, а также изменить форму любых закругленных краев.
Для этого нужно включить колесо и подождать, пока оно наберет полную скорость вращения.
Как только он достигнет максимальной скорости, установите инструмент на подставку (до того, как коснетесь его колесом) и осторожно проведите инструментом по подставке, пока он не коснется колеса.
Для выполнения этой работы требуется лишь небольшое усилие, так что не переусердствуйте, надавливая слишком сильно на поверхность колеса.
Как только инструмент соприкоснется, поверните его слева направо (взад и вперед) в постоянном ритме, чтобы выровнять круг и заново заточить его углы.
Весь этот процесс происходит довольно быстро и должен быть выполнен менее чем за 4 минуты даже для новичков.
Регулировка упора для инструмента
После того, как колесо будет настроено по вашему вкусу, а углы станут совершенно новыми, нужно помнить только один последний шаг, прежде чем убрать все и уйти от станка.
После того, как колесо полностью выключено и при полной остановке, обязательно переместите остальные ближе к колесу.
Убедитесь, что между подставкой и колесом остается пространство не более 1/16 дюйма, чтобы ваши пальцы и другие инструменты не зацепились за колесо при следующем использовании.