Diamond Tool Holder или Тангенциидальный резец, набор левый+правый. Правый или левый резец
Правый резец - Большая Энциклопедия Нефти и Газа, статья, страница 1
Правый резец
Cтраница 1
Правый резец в процессе работы перемещается по направлению к передней бабке, левый - к задней бабке. Стандартный проходной резец представляет собой простейшую конструкцию, полученную в результате массового опыта рабочих-токарей. [1]
Правый резец представляет зеркальное отображение левого. [3]
Правыми резцами называются такие, у которых при наложении на них сверху ладони правой руки ( так, чтобы четыре пальца были направлены к вершине), главная режущая кромка оказывается расположенной на стороне большого пальца. [4]
Правыми резцами называются такие резцы, у которых при наложении на них сверху ладони правой руки так, чтобы пальцы были направлены к вершине, главная режущая кромка оказы - - вается расположенной на стороне большого пальца. Левыми резцами называются такие резцы, у которых при указанном выше способе наложения левой руки главная режущая кромка оказывается расположенной на стороне большого пальца. [5]
Правыми резцами называют такие, у которых при наложении ладони правой руки главная режущая кромка оказывается расположенной на стороне большого пальца. [7]
Правыми резцами называются такие, у которых при наложении на них сверху ладони правой руки так, чтобы пальцы были направлены к вершине, главная режущая кромка оказывается на стороне большого пальца ( фиг. [8]
У правых резцов главная режущая кромка расположена слева. Они перемещаются при обтачивании от задней бабки к передней. У левых резцов расположение главной режущей кромки и направление рабочего движения обратные. [10]
Чем отличается правый резец от левого. [11]
Централизованно изготовляются правые резцы. Левые резцы изготовляются по заказам. [12]
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам. [13]
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам. [14]
Централизованно изготовляются только правые резцы. Левые резцы изготовляются то заказам. [15]
Страницы: 1 2 3
www.ngpedia.ru
В каком порядке лезут зубы у ребенка и в каком возрасте? Бывают ли исключения?
С рождением нового члена семьи родители приобретают множество разных проблем и обязанностей. Мама и папа всегда внимательно следят за рационом своего малыша, его ростом и развитием. Очень важным событием в семье каждого крохи является появление первого зубика. Происходит это всегда по-разному. Данная статья расскажет вам о том, в каком порядке лезут зубы у ребенка. Вы выясните особенности и последовательность появления этих костных образований. Также стоит сказать и о возможных исключениях и особых случаях. Попробуем разобраться, когда и в каком порядке должны лезть зубы у ребенка.

Молочные зубы
Закладка данных образований происходит еще в утробе матери. Примерно к середине беременности устанавливается количество и последовательность прорезывания молочных зубов.
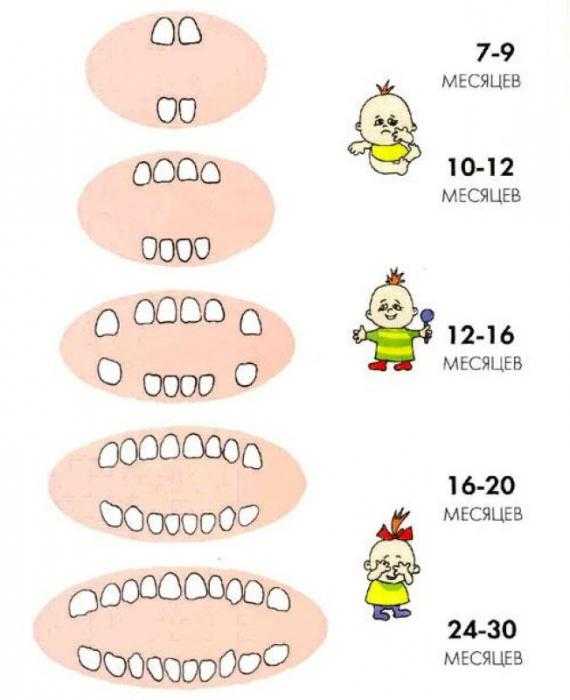
Стоит отметить, что к трем годам ребенок должен обзавестись полным набором костных образований рта в количестве 20 штук. При этом порядок и время их появления могут быть индивидуальными. Каковы же нормы? В каком порядке лезут зубы у ребенка обычно? Разберемся подробно.
Первая пара
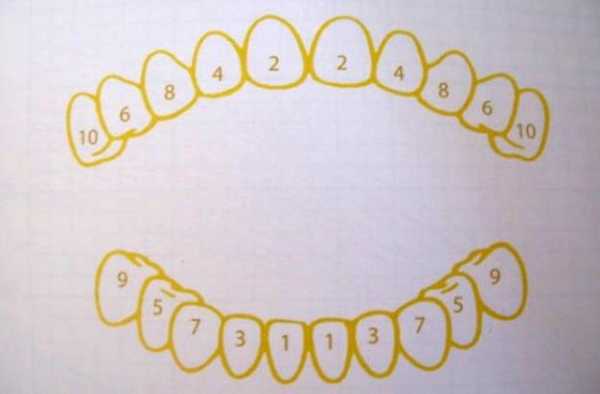
Сначала появляются нижние резцы. В каком порядке лезут зубы у детей? Медики говорят о том, что пара может появиться одновременно или с перерывом в несколько дней. При этом не имеет значения, с правого или левого резца начался данный процесс.
Чаще всего нижние резцы появляются в возрасте 6-7 месяцев. Однако нормой является, если данный диапазон расширяется до 4-9 месяцев.
Вторая пара
После нижних резцов должны появиться верхние зубки. В каком порядке лезут зубы у ребенка в этом случае? Первым может появиться правый или левый резец. Это абсолютно не имеет значения. Однако режутся они друг за другом. Перерыв между их появлением может составлять от нескольких часов до пары недель.
Статистика говорит о том, что первым в этой паре появляется резец с той стороны, с которой прорезался сначала нижний зуб. Чаще всего это происходит в возрасте 8-9 месяцев. Однако врачи допускают диапазон в 6-11 месяцев. При этом не должно быть большого промежутка между появлением верхних и нижних резцов. Чаще всего это срок в один месяц.
Третьи (боковые) резцы
В каком порядке лезут зубы у ребенка далее? Следующей парой появляются боковые резцы. Сначала это происходит на верхней челюсти. При этом первым может появиться правый или левый зубик – это совершенно неважно.
Происходит сей процесс в возрасте примерно 10 месяцев. Однако допустимый диапазон составляет от 7 месяцев до одного года. Промежуток между появлением первого и второго зуба из данной пары не должен превышать 40 дней.

Четвертая пара (нижние боковые резцы)
В каком порядке лезут зубы у детей далее? Следующими появляются нижние боковые резцы. Данный процесс происходит примерно в возрасте одного года. Допустимый диапазон может быть от 9 до 15 месяцев.
Чаще всего первым боковой нижний резец появляется с той стороны, с которой это произошло сверху. Однако это не является правилом.
Верхние и нижние моляры
Эти зубки появляются раньше, чем клыки. Это является нормой. Однако все чаще в последнее время бывают исключения. Первой появляется верхняя пара. Лишь спустя 10-60 дней вы можете обнаружить нижние моляры.
Чаще всего появление этих зубов происходит в возрасте от одного до полутора лет. Стоит отметить, что моляры имеют большую ширину. Именно поэтому прорезывание данных зубов может сопровождаться повышением температуры, снижением аппетита и беспокойством.
Появление клыков
В каком порядке лезут зубы у ребенка? Фото и изображения общепринятой последовательности будет представлено вашему вниманию в данной статье. Клыки обычно появляются в возрасте от полутора до двух лет. Однако бывают случаи, когда они дают о себе знать значительно раньше, чем парные моляры. Об этих случаях вы узнаете далее.
Часто прорезывание клыков сопровождается болезненностью десен, насморком и изменением стула. Однако все эти признаки проходят сразу после появления зубов.
Вторая группа моляров
Следующими появляются верхние и нижние (вторые) моляры. Происходит сей процесс в возрасте от двух до трех лет. Чаще всего прорезывание осуществляется бессимптомно, несмотря на то, что зубки достаточно широкие.
Именно этой группой моляров заканчивается появление молочных зубов. Далее будут прорезаться постоянные зубы, которые придут на место выпавших молочных.
Отклонения от нормы
Итак, теперь вам известно, в каком порядке лезут зубы у ребенка. Бывают исключения и отклонения от правил. В некоторых случаях это является нормой. Иногда же медики ведут речь о патологии. Как же узнать, что является нормой, а что нет?
Раннее прорезывание зубов
Если у вашего малыша слишком рано появились зубки, то речь может идти об особой наследственности или болезнях щитовидной железы.
Иногда малыши появляются на свет уже с одним или двумя резцами. Так бывает очень редко, однако медицине известны эти случаи. Чаще всего это свидетельствует о гормональных нарушениях. При этом стоит обратиться к эндокринологу для получения квалифицированного назначения.

Позднее прорезывание зубов
Часто малыши обзаводятся первым резцом в возрасте одного года. Медики допускают такое течение событий. Однако если в 12 месяцев у вашего ребенка нет ни одного зуба, то стоит проконсультироваться у стоматолога и педиатра.
Отклонением от нормы является промежуток между появлением парных резцов, клыков и моляров более двух месяцев. В этом случае речь может идти о недостатке кальция, плохом усвоении витамина Д и других болезнях.
Нарушение последовательности
Иногда зубки у малыша лезут точно в срок, однако нарушается последовательность. Так, довольно часто сначала появляются клыки, а не первая группа моляров. Также известны случаи, когда прорезывание верхних резцов происходило раньше, чем на нижней челюсти.
Если все зубки встают на свое место, то чаще всего медики не придают этому отклонению особого внимания. Однако при сильном нарушении порядка речь может идти о серьезных нарушениях в работе эндокринной системы.
Подведение итогов и небольшое заключение
Итак, вам теперь известно, в каком порядке и возрасте лезут зубы у детей. Помните, что все малыши индивидуальны и развиваются не так, как их сверстники. Не стоит ровняться на соседей, детей подруг и другие примеры. Обращайте внимание на то, как лезут зубки у вашего ребенка.
При возникновении вопросов и трудностей стоит обращаться к медикам. Посетите педиатра, стоматолога и невролога. Получите квалифицированную консультацию и при необходимости назначение. Здоровья вам и безболезненного прорезывания зубов вашему крохе!
fb.ru
Левый резец - Большая Энциклопедия Нефти и Газа, статья, страница 3
Левый резец
Cтраница 3
Обдирочные резцы для предварительной обработки бывают правые и левые. На рис. 261, а показан левый резец. На рис. 261, б приведен чистовой широкий резец. [32]
Для одновременного протачивания резцами переднего суппорта двух шеек валика 0 20 и 18 необходимо предварительно дать врезание с поперечной подачей левому резцу с 0 28 на 0 20 мм, установив его на расстоянии 30 мм от правого конца валика. После чего включается продольная подача и происходит обтачивание левым резцом шейки 0 20 мм на длину 30 мм и одновременно правым резцом - шейки 0 18 мм на ту же длину. [33]
В такой конструкции - вращение винта при зажиме должно быть направлено на боковые базовые поверхности. Для правого резца резьба на винте должна быть правой, для левого резца - левой. [35]
По направлению подачи резцы делятся на правые и левые. У правых резцов главная режущая кромка расположена слева, а у левых резцов - справа. [36]
Нарезание резьбы в упор снижает производительность, требует повышенного внимания рабочего, чтобы избежать поломки режущего инструмента. Поэтому применяют также способ нарезания резьбы обратным ходом ( рис. 10.10, а, б), когда левый резец вводят в канавку для выхода резца, изменяют направление вращения шпинделя и перемещения суппорта и нарезают резьбу на выход по направлению к задней бабке. [38]
Резцы проходные, подрезные и для контурного точения изготавливают двух типов: правые и левые. У правых резцов 3, 4, 9 ( рис. 20) главная режущая кромка направлена в сторону передней бабки, у левого / / - в сторону задней бабки. Левые резцы работают в направлении от передней бабки к задней; их используют в тех случаях, когда невозможно применить правые. [39]
Страницы: 1 2 3
www.ngpedia.ru
Димон реф
СОДЕРЖАНИЕ
Введение………………………………………………………………….....3
СОДЕРЖАНИЕ
Введение………………………………………………………………….....3
Черновое обтачивание цилиндрических поверхностей………………….4
Резцы для чернового обтачивания………………………………………...4
Правые и левые резцы……………………………………………………..5
Элементы головки и углы твердосплавных резцов……………………...6
Установка проходных резцов относительно линии центров станка..…10
Общие правила установки резца в резцедержателе…………………….11
Измерения при чистовой обработке……………………………………..14
Список использованной литературы…………………………………….24
Введение
Токарь — одна из важнейших профессий современного производства. Токарь должен уметь выполнять работы по чертежам, выбирать оптимальный порядок обработки деталей, проводить расчеты, связанные с выполнением сложных работ. Токарь, работающий на универсальном станке, изготавливает единичные детали, требующие особой точности обработки.
Резание металлов — один из способов механической обработки поверхности заготовки (или предварительно обработанной детали) путем снятия стружки для придания изделию требуемых формы, размеров, взаимного расположения и шероховатости его поверхностей. Обработку резанием точением изделий типа тел вращения выполняют на токарном станке, такими деталями являются, например, валы, зубчатые колеса, шкивы, кольца, муфты, гайки и др. Токарная обработка — обработка резанием при помощи режущих инструментов наружных (обтачивание) и внутренних (растачивание) поверхностей тел вращения (цилиндрических, конических, фасонных), а также спиральных и винтовых поверхностей. Процесс характеризуется вращательным движением заготовки (главное движение) и непрерывным поступательным движением режущего инструмента (движение подачи). Используемые режущие инструменты — резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки и др. Основные виды токарных работ — обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов, точение канавок, отрезка частей заготовки, обработка отверстий сверлением, зенкерованием, растачиванием, развертыванием, нарезание резьбы, полирование, накатывание рифлений. В процессе обработки резанием выполненный из твердого материала токарный резец при сближении с подлежащим обработке вращающимся изделием внедряется в его поверхностный слой и при движении вдоль вращающегося изделия режущей кромкой отделяет лишние
Черновое обтачивание цилиндрических поверхностей
Закрепление детали при черновом обтачивании. Способ закрепления детали при черновой обработке выбирается в зависимости от ее формы, размеров, назначения и т.д. по правилам. Следует помнить, что при черновом обтачивании деталей снимаются стружки больших сечений, вследствие чего возникают значительные силы резания, под действием которых деталь может быть вырвана из патрона. Поэтому закрепление детали в рассматриваемом случае должно быть особенно прочным.
Резцы для чернового обтачивания
Резцы для чернового обтачивания работают обычно при большом сечении стружки и часто при высокой скорости резания. Поэтому такой резец должен быть прочным, хорошо поглощать теплоту, образующуюся в процессе резания, и не терять твердости от нагревания во время работы. Форма передней поверхности резца должна быть такой, чтобы отделение стружки происходило с возможно большей легкостью.
Твердосплавные резцы для чернового обтачивания, называемые проходными, изображены на рис. 1. Прямые проходные резцы (рис. 1, а и б, отличающиеся друг от друга лишь формой твердосплавной пластинки) изготовляются с главным углом в плане угол = 45, 60 и 75°. Отогнутые проходные резцы (рис. 1, в), обычно штампованные, сложнее в изготовлении. Тем не менее, они широко применяются, так как ими можно производить не только продольное, но и поперечное обтачивание (подрезание). Кроме того, они иногда удобнее при обработке поверхностей, трудно доступных для прямого резца. Главный угол в плане у этих резцов равен 45°.
Проходные упорные резцы (рис. 2) особенно пригодны для обработки детали с уступами небольших размеров, образуемыми этим же резцом. Главный угол в плане этих резцов 90°, что способствует уменьшению вибраций в процессе работы. Поэтому упорные резцы успешно используются при обработке нежестких деталей.
Рис. 1 – Проходные резцы, прямые (а, б) и отогнутый (в)
Рис. 2 – Проходные упорный резец; Рис. 3 – Левый (а) и правый (б) резцы
Быстрорежущие резцы по своей форме подобны твердосплавным резцам того же назначения, но отличаются от них, как это будет показано ниже, величинами углов и другими элементами головки.
Правые и левые резцы
По направлению подачи, при которой работают проходные резцы, они разделяются на правые и левые. Правыми резцами называются такие, у которых при наложении сверху ладони правой руки так, чтобы пальцы были направлены к вершине резца, главная режущая кромка оказывается расположенной со стороны большого пальца (рис. 3, б). На токарных станках эти резцы работают при подаче справа налево, т.е. от задней бабки к передней. Левыми резцами называются такие, у которых при указанном выше наложении левой руки главная режущая кромка расположена также со стороны большого пальца (рис. 3, а). Материалы, применяемые для проходных резцов
Проходные резцы, используемые при обработке стальных и чугунных деталей, изготовляются с пластинками из твердых сплавов и из быстрорежущей стали. Марки твердых сплавов, используемых для обработки стали и чугуна при различных условиях резания, указаны в табл. 1.
Таблица 1 – Основные марки твёрдых сплавов для черновой обработки стали и чугуна
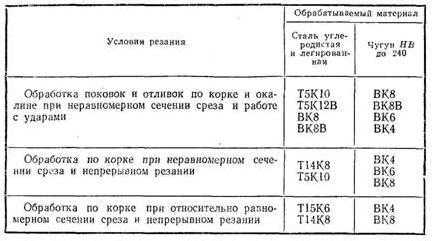
С меньшей, иногда значительно, производительностью обработку стали и чугуна при условиях, указанных в таблице, можно выполнять резцами из быстрорежущей стали марки Р18 (или других марок).
Элементы головки и углы твердосплавных резцов
Форма передней поверхности твердосплавных резцов устанавливается в зависимости от обрабатываемого материала, характера обработки, подачи и некоторых других условий. Формы передней поверхности у резцов с пластинками из твердых сплавов приведены в табл. 2.
Передняя поверхность формы I рекомендуется для резцов при обработке серого чугуна, бронзы и других хрупких материалов, а также при тонком и чистовом точении с подачами s < 0,2 мм/об. Форма II передней поверхности используется при обработке ковкого чугуна, стали и стального литья с с бв 80 кгс/мм2, а также и с бв > 80 кгс/мм2 при недостаточной жесткости системы СПИД. Форма III делается у резцов, предназначенных для обработки стали с бв 80 кгс/мм2 при необходимости завивания и дробления стружки. Форма IV применяется при черновой обработке стали и стального литья с бв > 80 кгс/мм2 с неметаллическими включениями, при работе с ударами в условиях жесткой системы СПИД. Форма V рекомендуется при обработке нержавеющих сталей с бв 80 кгс/мм2.
Значения переднего угла твердосплавных резцов выбираются в зависимости от обрабатываемого материала; они указаны в табл. 3.
Задний угол а у твердосплавных резцов, используемых для черновой обработки стали и чугуна, делается равным8°. Главный угол в плане ф твердосплавных резцов, применяемых в условиях нежесткой системы СПИД, принимается равным 90°. Если обработка происходит при большей
жесткости этой системы, главный угол в плане может быть 60 — 75°. При значительной жесткости системы СПИД главный угол в плане принимают равным 45°. Вспомогательный угол в плане ф1 при черновой обработке принимается равным 5—20°, а иногда и больше. Угол наклона главной режущей кромки Я при обработке резцом с ф = 90° принимается равным 0°. При главном угле в плане, меньшем 90°, этот угол делается для обработки стали 0—5°, а для чугуна 10°. При точении с ударами угол делают 12—15°. Вершину резца закругляют радиусом 0,5—1,5 мм. Ширину фаски f принимают равной 0,15—0,5 мм. Меньшие значения принимаются при малом (12x12 мм и менее) сечении резца, большие — при резце сечения 25x25 мм и более.
Таблица 2 – Основные виды форм передней поверхности твёрдосплавных резцов
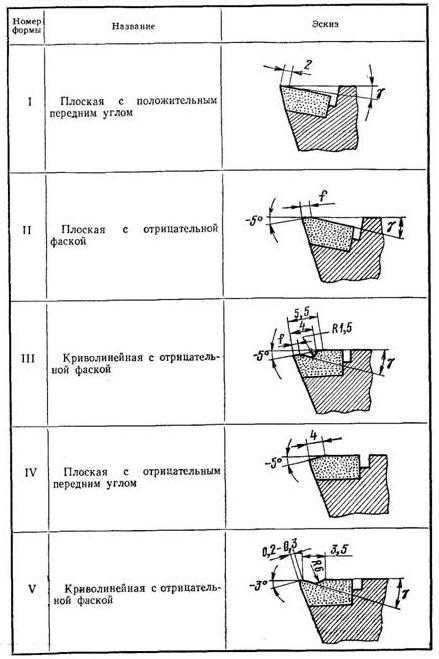
Таблица 3 – Передние углы твёрдосплавных резцов
Рис. 4 – Проходные резцы без дополнительной режущей кромки (а) и с дополнительной режущей кромкой (б)
Проходные твердосплавные резцы для черновой и получистовой обработки выполняются как без дополнительной режущей кромки (рис. 4, а), так и с дополнительной режущей кромкой (рис. 4, б). Как будет видно из дальнейшего изложения, резцы с дополнительной режущей кромкой позволяют вести обточку со значительно большими подачами, обеспечивая в то же время весьма хорошую шероховатость поверхности V4 — V51.Форма передней поверхности, углы и другие элементы быстрорежущих резцовФорма передней поверхности этих резцов выбирается в зависимости от обрабатываемого материала, подачи и некоторых других условий по табл.4 и в соответствии с общими соображениями, приведенными ниже.
Таблица 4 – Формы передней поверхности быстрорежущих резцов
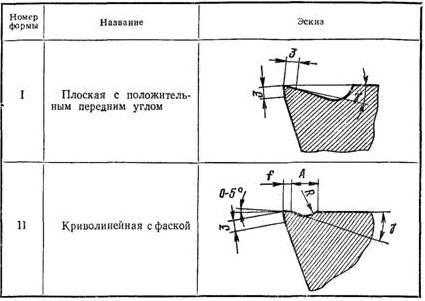
Передняя поверхность по форме I делается у резцов для обработки стали, а также чугуна, бронзы и других хрупких металлов. По форме II следует делать переднюю поверхность резцов для обработки стали с бв 80 кгс/мм2, вязких цветных металлов и легких сплавов при необходимости завивания стружки.
Таблица 5 – Значения радиуса закругления при вершине, элементов радиусной лунки и размеров фаски резца
Рис. 5 – Изменение углов резца в зависимости от положения его вершины относительно линии центров станка
Передний угол рассматриваемых резцов, используемых для обработки стали, принимается равным 20—25°, а задний угол — равным 6°, при обработке медных сплавов передний угол — 20°, а задний — 8°. Значение главного и вспомогательного углов в плане, а также угла наклона главной режущей кромки быстрорежущих резцов можно брать по соответственным данным для твердосплавных резцов.
Рекомендуемые значения радиуса закругления при вершине резца r, элементов радиусной лунки R и А, а также размера фаски f в зависимости от сечений резца приведены в табл. 5. При обработке легких сплавов ширина фаски / принимается равной нулю.
Установка проходных резцов относительно линии центров станка
Условия работы резца изменяются в зависимости от положения его вершины относительно линии центров станка.
На рис. 5, б резец установлен таким образом, что вершина его находится на высоте центров станка. Задним углом его в этом случае является а, передним — у и углом резания — б.
При установке того же резца выше линии центров (рис. 5, а) передний угол у увеличивается, а угол резания б уменьшается. Условия резания облегчаются, так как стружка легче сходит по передней поверхности, чем при меньшем переднем угле и, следовательно, большем угле резания. Одновременно с этим, однако, уменьшается задний угол а, что допустимо только до определенных пределов во избежание сильного трения задней поверхности резца об обрабатываемую поверхность (поверхность резания). Если этот же резец установить ниже линии центров станка (рис. 5, в), то, наоборот, передний угол у уменьшается, а угол резания б увеличивается. В результате этого условия резания значительно ухудшаются по сравнению с первыми двумя случаями. Увеличение заднего угла а, получающееся при установке резца ниже центра, не улучшает процесса отделения стружки. Из сказанного вытекает общее правило, заключающееся в следующем.
При черновом обтачивании наружных поверхностей, когда наиболее легкое отделение стружки важнее всего, резец необходимо устанавливать или на высоте линии центров станка, или несколько выше ее, но не ниже.
От этого правила отступают при черновом обтачивании очень твердых материалов. В этом случае давление стружки на резец получается очень большим и резец отгибается вниз, причем вершина его (рис. 5, а) описывает дугу АВ. Если резец при этом установлен так, что вершина его расположена выше линии центров станка, он втягивается в материал детали. В результате этого неизбежны выкрашивание режущей кромки резца, а иногда и поломка его. При установке резца на высоте линии центров и в особенности ниже ее резец под давлением стружки также отгибается, но вершина его не втягивается в материал детали, а наоборот, отходит от нее.
Проверка положения вершины резца относительно линии центров станка производится по острому концу заднего центра или по риске, нанесенной на пиноли задней бабки.
Общие правила установки резца в резцедержателе
Чтобы резец во время работы не вибрировал, вследствие чего возможно выкрашивание его режущей кромки, длина свешивающейся части резца, или, как говорят, вылета, должна быть возможно меньше. На рис. 6, а показано правильное, а на рис. 6, б — неправильное положение резца.С этой же целью подкладки под резец, применяемые при установке вершины резца относительно линии центров станка, следует располагать так, как показано на рис. 6, в. Неправильное положение подкладок показано на рис. 6, г. Лучше брать одну толстую подкладку, а не несколько тонких, так как они не всегда плотно прижимаются одна к другой (даже при затянутых болтах резцедержателя), что также может вызвать вибрацию резца.Резец необходимо устанавливать под прямым углом к детали (рис. 6, д). Если установить резец по рис. 6, е, то во время работы под давлением снимаемой стружки он может повернуться вправо и углубиться в обрабатываемую деталь.Некоторые особенности работы твердосплавными резцами с отрицательными передними углами.Работа резцами с отрицательными передними углами позволяет повысить режимы резания, но вызывает увеличенную нагрузку на механизмы станка и обрабатываемую деталь. Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.
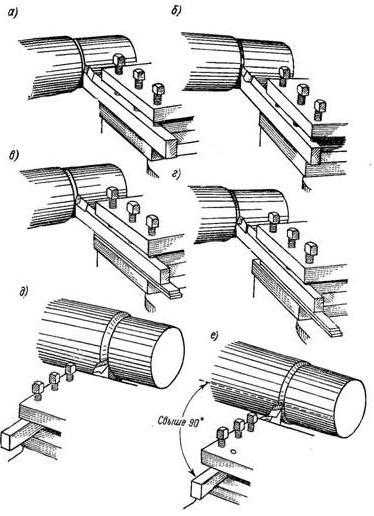
Рис. 6 – Установка резца в резцедержателе: правильная (а, в, д) и неправильная (б, г, е)
Наиболее употребительным инструментом при черновом обтачивании для измерения длин обрабатываемых деталей служит линейка с делениями. При измерении длины цилиндрических деталей необходимо, чтобы линейка соприкасалась с цилиндрической поверхностью по ее образующей (параллельно оси цилиндра). При наклонном положении линейки отсчет будет неправильным (увеличенным). При измерении диаметра линейку необходимо располагать таким образом, чтобы кромка ее проходила через центр детали, иначе будет произведено измерение не диаметра детали, а ее хорды. Отметим, что расположить линейку точно по диаметру детали очень трудно. Поэтому измерять диаметры детали линейкой следует только предварительно. Более точные измерения диаметров обрабатываемых деталей производятся штангенциркулем с точностью отсчета до 0,1 мм.
Такой штангенциркуль типа ШЦ-1 (рис. 87) состоит из штанги 3 с губками А и С, рамки 2 с губками В и D и линейки 4, соединенной с рамкой 2. Рамка охватывает штангу 3 и может перемещаться по ней. Для закрепления рамки в требуемом положении служит винт 1 с накатной головкой.
Рис 11 – Штангенциркуль типа ШЦ-1
Рис 12 – Отсчет показаний штангенциркуля
Губки С и D рассматриваемого штангенциркуля используются при измерении наружных диаметров и длины детали, губки А и В — при измерении диаметров отверстий, ширины различных канавок и т. п., а линейка 4 — для измерения длины деталей, глубины канавок, выточек и т. д. На штанге 3 нанесена шкала, каждое деление которой равно 1 мм. На нижней скошенной кромке выреза рамки 2 нанесена вторая шкала, называемая нониусом. Общая длина шкалы нониуса, разделенная на 10 частей, равна 19 делениям шкалы, нанесенной на штанге, т. е. 19 мм. Штрихи штанги и нониуса, около которых нанесен знак нуль, называются нулевыми. Шкалы на штанге и нониусе расположены таким образом, что когда губки штангенциркуля сдвинуты плотно, нулевой штрих нониуса точно совпадает с нулевым
Измерения при чистовой обработке
Измерение деталей в этом случае производится точным штангенциркулем или микрометром. Точные штангенциркули изготовляются с величиной отсчета по нониусу 0,05 или 0,02 мм.Штангенциркуль с величиной отсчета 0,05 мм изображен на рис. 93. Подвижная рамка его состоит из двух частей — собственно рамки 3 с губкой и добавочного ползунка 6, при помощи которого производится точная установка штангенциркуля. Освободив винты 1 и 2, закрепляющие подвижную рамку и ползунок на штанге штангенциркуля, грубо устанавливают штангенциркуль на требуемый размер; рамка 3 и ползунок 6 перемещаются при этом вместе. Затем ползунок 6 закрепляют винтом 2 и при помощи микрометрического винта 4, вращая накатанную гайку 5, точно устанавливают штангенциркуль. Закрепив винт 1, читают полученный размер.
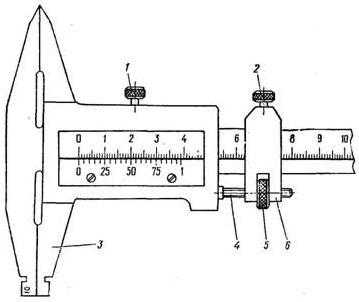
Рис. 17 – Точный штангенциркуль типа ШЦ-2
Нониус рассматриваемого штангенциркуля имеет 20 делений, каждое из которых при отсчете принимается за пять. Поэтому цифра 25 нанесена на нониус против 5-го штриха, цифра 50 против 10-го и т. д. Таким образом, 1-й штрих нониуса дает 5-е деление, 4-й — 20-е, 1-й после 25-го — 30-е деление и т.д. Все 20 делений нониуса равны 39 делениям штанги, т. е. 39 мм, так что каждое его деление равно 39/20 =195/100= 1,95 мм. Вследствие этого никакие два или более штрихов нониуса не могут одновременно совпадать со штрихами шкалы штанги. Исключение составляют нулевой и самый последний штрихи нониуса, которые одновременно совпадают со штрихами шкалы штанги. Отсчет показания штангенциркуля при таком положении нониуса производится только по нулевому штриху, но не по последнему.
Рис 18 – Отсчет показаний точного штангенциркуля
В тот момент, когда 1-й штрих нониуса (после нулевого) точно совпадает со 2-м штрихом шкалы штанги, расстояние между измерительными поверхностями ножек штангенциркуля составит 2 — 1,95 = 0,05 мм. Если 2-й штрих нониуса совпадает со штрихом штанги, показание штангенциркуля составляет 4—2х1,95 = 4— —3,9 = 0,1 мм. Если рамку сдвинуть еще немного так, чтобы со штрихом штанги совпал 3-й штрих нониуса, расстояние между измерительными поверхностями будет 0,15 мм. Таким образом, совпадение каждого последующего штриха добавляет 0,05 мм, что кратно обозначениям на шкале нониуса.
Совпадение нулевого штриха нониуса с 1-м штрихом шкалы штанги соответствует расстоянию между измерительными поверхностями губок, равному 1 мм, с 10-м штрихом — расстоянию 10 мм и т. д. Следовательно, число делений шкалы штанги, пройденных нулевым штрихом нониуса, показывает число целых миллиметров, а совпадение соответствующего штриха нониуса с каким-либо штрихом штанги дает сотые доли миллиметров. Например, показание штангенциркуля на рис. 18, а составляет 0,35 мм; на рис. 94, б изображено показание штангенциркуля, равное 1,35 мм, и на рис. 94, в — равное 12,85 мм. Микрометр, показанный на рис. 19, устроен следующим образом. В левом конце дуги 1 запрессована пятка 2. Другой конец дуги имеет гильзу 5, внутри которой расположена направляющая втулка 6 с внутренней резьбой. На правом конце гильзы сделан надрез и нарезана коническая резьба, на которую навертывается накатанная гайка 8. Посредством этой гайки обеспечивается плавное перемещение шпинделя 3 в направляющей втулке 6 и устраняется зазор в резьбовом соединении шпинделя с направляющей втулкой, получающийся вследствие износа резьбы. Гильза 5 охватывается барабаном 7, соединенным (коническое сопряжение) со шпинделем 3 посредством колпачка 9. При вращении шпинделя за накатанную втулку 10 он перемещается в осевом направлении до тех пор, пока левый конец его не коснется поверхности измеряемой детали, прижатой противоположной стороной к пятке 2. Винтом 13 втулка 10 удерживается на шпинделе микрометра. Во втулке имеется отверстие, котором расположен заостренный штифт 11. Этот штифт под действием пружины 12 прижимается к зубьям 1 на торцовой поверхности колпачка 9. Благодаря такому устройству, называемому трещоткой, перемещение шпинделя, вращаемого за втулку 10, в осевом направлении прекращается, как только усилие, с которым он прижимается к детали, достигнет определенной для данного микрометра величины
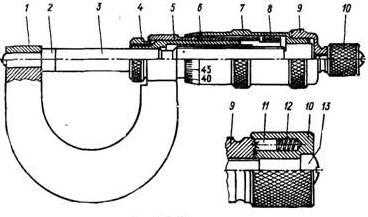
Рис. 19 – Микрометр
В этот момент заостренный конец штифта 11 будет проскакивать по зубьям на колпачке 9, чем и обеспечивается постоянство измерительного усилия. Посредством гайки 4, навертываемой на левый надрезанный конец втулки 6, шпиндель микрометра может быть закреплен в выбранном положении.
Рис 20 – Отсчет показаний микрометра
Для производства отсчета по микрометру на гильзе 5 имеется продольная риска, около которой перпендикулярными ей штрихами нанесены деления. Каждое деление, отмеченное штрихом, равно 1 мм. Штрихи, нанесенные по другую сторону продольной риски (рис. 20), смещены относительно первой шкалы на 0,5 мм. Резьба на шпинделе микрометра имеет такой шаг, что за один полный оборот он перемещается на 0,5 мм, т. е. на одно маленькое (между верхним и нижним штрихами) деление.
Левый конец барабана микрометра представляет собой конус, причем на поверхности конуса нанесено 50 делений. Так как один полный оборот шпинделя 3 дает продольное перемещение его на 0,5 мм, то поворот барабана на одно деление шкалы, нанесенной на его коническом конце, вызывает продольное перемещение шпинделя на 0,5/50=1/100 мм.
Когда шпиндель микрометра подведен к его пятке, конец барабана совпадает с нулевым штрихом шкалы, нанесенной на гильзе, а нулевой штрих барабана — с продольной риской. После поворота барабана на один полный оборот раствор микрометра будет равен 0,5 мм. Сообщив барабану еще один полный оборот, мы будем иметь расстояние между пяткой и шпинделем, равное 1 мм. Если конец барабана пройдет несколько нижних делений шкалы, нанесенной на гильзе, но не дойдет до ближайшего верхнего штриха, показывающего половины миллиметров, и будет остановлен в этом положении, то штрих барабана, совпадающий в этот момент с продольной риской гильзы, покажет, сколько сотых долей миллиметра прошел шпиндель микрометра сверх целого миллиметра.
На рис. 20, а изображено положение барабана, при котором микрометр показывает 6,34 мм. Если барабан будет повернут еще на полный оборот, то с продольной риской гильзы совпадет тот же 34-й штрих шкалы барабана. Но кромка последнего уже пройдет верхний штрих шкалы гильзы (рис. 20, б), и микрометр будет показывать теперь 6,84 мм.
Микрометр, изображенный на рис. 19, служит для измерения в пределах от 0 до 25 мм. Микрометры изготовляются также с пределами измерений от 25 до 50 мм, от 50 до 75 мм и т. д. до 600 мм. Микрометры, применяемые для измерения больших диаметров, отличаются от рассмотренного размерами и конструкцией дуги.
Из приведенного описания устройства микрометра видно, что точность отсчета по микрометру равна 0,001 мм. Но оценивая на глаз интервал между штрихами шкалы барабана, можно повысить точность отсчета до 0,005 мм. Учитывая же неизбежные погрешности, получающиеся вследствие не вполне правильного положения микрометра во время измерения и других причин, погрешность измерения микрометром следует считать в пределах ±0,01 мм.
При измерении мелких деталей микрометр находится в правой руке (рис. 21, а). Микрометр прижимают мизинцем или безымянным пальцем к ладони, а большим и указательным пальцами вращают барабан или головку трещотки. Измеряя деталь сравнительно больших размеров, микрометр держат левой рукой у пятки (рис. 21, б), а правой поддерживают его, вращая пальцами этой руки барабан или трещотку.
Рычажный микрометр устроен аналогично, но имеет дополнительное устройство, встроенное в корпус, с помощью которого точность отсчета повышается до 0,002 мм. В токарной практике такими микрометрами следует пользоваться лишь в исключительных случаях, при необходимости достижения точности выше 0,020 мм.
Проверка диаметров деталей, изготовляемых в условиях взаимозаменяемости, производится предельными скобами (рис. 22). Жесткая скоба (рис. 22, а) имеет два постоянных размера, обозначенных на рисунке ПР и НЕ, соответствующих наибольшему и наименьшему допустимым (предельным) диаметрам проверяемой поверхности детали.
Рис 21 – Измерение детали микрометром
Рис 22 – Предельные скобы
Измерительные губки 4 и 5 регулируемой предельной скобы (рис. 22, б) устанавливаются на требуемый размер посредством винтов 2 и 3 и закрепляются винтами 1. Губка 6, прикрепленная к корпусу винтами 7 и 8, постоянная. Расстояние между губками 5 и 6 соответствует наибольшему, а между 4 и 6 — наименьшему предельному диаметру детали. Губки 5 и 6 образуют между собой проходную сторону скобы, обозначаемую ПР. Губки, установленные по наименьшему предельному размеру, не должны проходить через деталь, даже если она имеет наименьший размер. Эти губки образуют непроходную сторону скобы, обозначаемую НЕ.
При проверке детали скобой нельзя применять больших усилий. Проходная сторона должна проходить через деталь под действием собственного веса скобы.
Отметим, что при чистовой обработке деталей, так же как при черновом обтачивании, сокращение продолжительности обработки может быть достигнуто использованием лимбов винтов суппорта.
Точность размеров и шероховатость поверхностей, получаемых при чистовом обтачивании. Точность размеров при чистовой обработке достигается в пределах классов 2а—За, а иногда и выше, шероховатость — в пределах 5—6-го классов чистоты, а в некоторых случаях выше. Для достижения таких результатов обязательными условиями являются исправность станка, тщательность его настройки и определенные навыки токаря.
Рис 23 – Приемы полирования абразивным полотном
Полирование производится при быстро вращающейся детали (60—70 м/мин). Деталь иногда значительно нагревается, особенно когда применяется жимок. Поэтому необходимо внимательно следить за задним центром, постоянно смазывать его и время от времени проверять, насколько туго он зажат. Слишком сильный нажим центра при ручных работах допускать нельзя.
studfiles.net
Постоянные зубы. Резцы
Постоянных зубов у человека 32: 8 резцов, 4 клыка, 8 малых коренных (премоляры) и 12 больших коренных (моляры). Резцы имеют по одному корню. Их коронка, клинообразно суживаясь, образует режущий край. Клыки обычно также имеют один корень, а их режущий край клинообразно заострен. В малых коренных зубах 1—2, редко 3 корня. Окклюзиальная поверхность коронки имеет бугорки. В нижних больших коренных зубах обычно 2, редко 3 корня, в верхних больших коренных — 3 корня. На окклюзиальной поверхности имеются бугорки разной формы.
Резцы (dentes incisive). Посередине зубных дуг расположено 8 резцов, их называют передними зубами. Различают верхние и нижние резцы, а также медиальные и латеральные. Резцы имеют один корень и уплощенную в вестибулолингвальном направлении коронку с широким режущим краем. Коронки верхних медиальных резцов крупнее, чем коронки латеральных. Нижние резцы меньше верхних; коронка у них узкая, корни уплощены в мезиодистальном направлении.
Верхние резцы. Медиальный верхний резец. В вестибулярной норме коронка широкая, слегка выпуклая, суживается к шейке. Эмаль коронки образует в области шейки закругленный выступ в виде наплыва. Форма коронки может быть разной: почти прямоугольной, в виде трапеции с меньшим основанием у шейки зуба, овоидной (рис. 1). Мезиальный и режущий края сходятся под прямым углом, образуя достаточно хорошо очерченную вершину (за исключением коронки овоидной формы). Угол между дистальным и режущим краями обычно тупой и закругленный. Режущий край, как правило, имеет небольшой скос в дистальном направлении. На режущем крае зубов у молодых людей бывают заметны 3 бугорка (редко 4), которые в виде валиков продолжаются на вестибулярную поверхность. Мезиальный и дистальный валики выражены лучше, чем средний. Между бугорками и валиками имеются слабо выраженные бороздки.
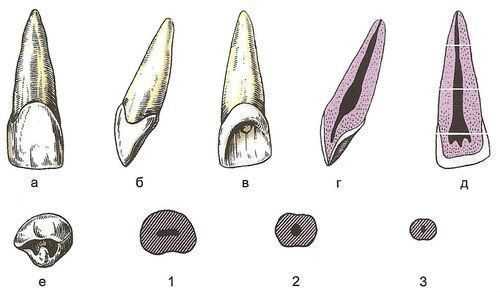
Рис. 1. Медиальный верхний резец, правый:
а — вестибулярная поверхность; б — мезиальная поверхность; в — язычная поверхность; г — вестибулоязычный срез; д — мезиодистальный срез; е — режущий край; 1, 2, 3 — форма поперечных срезов на уровне коронки, средней и верхней трети корня соответственно
Язычная поверхность коронки часто имеет мезиальный и латеральный краевые гребешки (crista marginalis medialis et lateralis), идущие от основания коронки к ее режущему краю. Выраженность краевых гребней различная. Иногда они отсутствуют, в этих случаях язычная поверхность зуба представляется равномерно вогнутой. Если краевые гребни развиты сильно, эта поверхность имеет вид желоба (лопатообразная). При значительно развитой лопатообразности краевые гребни сходятся в пришеечной части коронки, формируя пришеечный поясок (cingulum). В шеечной трети коронки, как правило, хорошо заметен бугорок зуба (tuberculum dentis), развитие и форма которого различны. Он может быть развит очень сильно и разделяться по направлению к режущему краю на несколько зубцов (от 2 до 5). Чаще бывает 2 зубца — мезиальный и дистальный, реже между ними образуется третий, меньший, центральный зубец, еще реже бывает 4—5 зубцов (рис. 2). Протяженность зубцов к режущему краю также неодинакова. Слабо выраженные тонкие зубцы идут почти через всю коронку, а сильно выраженные зубцы короткие. В редких случаях зубцы могут достигать режущего края.
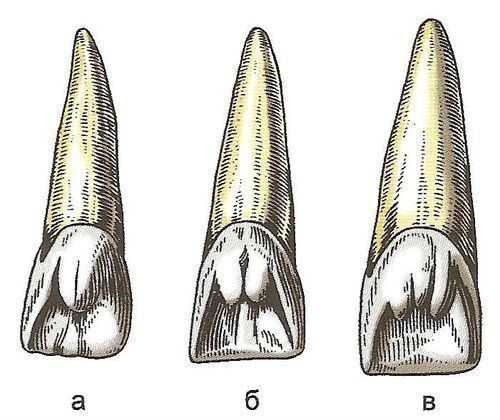
Рис. 2. Различия в строении язычной поверхности медиального верхнего резца:
а — однобугорковая форма; б — двубугорковая форма; в — трехбугорковая форма
Коронка резца с медиальной стороны (в мезиальной норме) клиновидная. Ее вестибулярный контур выпуклый с различной кривизной выпуклости, а язычный вогнутый. В зависимости от развития зубного бугорка на язычном контуре может образоваться более или менее выраженное возвышение. Эмалевая граница на мезиальной поверхности выпуклая в сторону режущего края.
Корень медиального верхнего резца слегка уплощен в мезиодистальном направлении. Верхушка корня закруглена, на ней хорошо определяется верхушечное отверстие корневого канала.
По вестибулярной поверхности корень имеет выпуклый контур, по язычной поверхности контур корня может быть прямым, выпуклым или вогнутым. Изгиб между коронкой и корнем на мезиальном крае зуба больше, чем на дистальном. Этот признак корня наряду с признаками угла и кривизны коронки позволяет легко определить принадлежность зуба к правой или левой половине зубной дуги.
Полость резца по форме сходна с внешними очертаниями зуба. Ближе к режущему краю полость щелевидная, уплощенная в вестибулолингвальном направлении. Полость коронки суживается по направлению к корню и переходит в корневой канал без резкой границы. У верхушки возможно разделение канала на несколько канальцев, каждый из которых может открываться самостоятельным отверстием.
Высота коронки верхних медиальных резцов по вестибулярной поверхности составляет 9—12 мм, ширина режущего края — 8—9 мм. Мезиодистальный диаметр шейки — 6,3—6,9 мм, вестибулолингвальный — от 7,1 до 7,5 мм; длина корня — 11,5—15,5 мм.
Латеральный верхний резец. По всем признакам этот резец очень сходен с медиальным резцом, но есть и существенные различия (рис. 3). Вестибулярная поверхность коронки трапециевидная или овоидная. Дистальный угол коронки (между режущим и дистальным краями) закруглен больше, чем у медиального резца. Режущий край латерального резца не прямой, а округлый (особенно при овоидной форме коронки). Иногда режущий край не выражен вообще, а на верхней части коронки имеется заостренный бугорок (так называемая колышковидная форма зуба). Бугорки на режущем крае и борозды между ними развиты очень слабо или еле заметны. На язычной поверхности латеральных резцов отмечаются те же гребни, бугорки и зубцы, что и у медиальных, но форма латеральных резцов более изменчива. Зубной бугорок выражен сильнее, чем на медиальных резцах, и под ним образуется более глубокая ямка. Из зубцов бугорка чаще более развит дистальный. Многозубцовые формы бугорка на латеральных резцах обычно не встречаются. Бугорок зуба, часто разделенный на 2 зубца, может распространяться до режущего края. В таких случаях могут образоваться резцы различной формы (икс-зуб, бочковидный, премоляровидный).

Рис. 3. Латеральный верхний резец, правый:
а — вестибулярная поверхность; б — мезиальная поверхность; в — язычная поверхность; г — вестибулоязычный срез; д — мезиодистальный срез; е — режущий край; 1, 2, 3 — форма поперечных срезов на уровне коронки, средней и верхней трети корня соответственно
Латеральные резцы меньше медиальных. Высота коронки — 8- 10 мм, ширина — 6-7 мм, мезиодистальный размер основания коронки — 4,8-5,4 мм, вестибулолингвальный — 5,8-6,2 мм, длина корня — 10,5-14 мм.
Латеральные резцы могут отсутствовать. По частоте врожденного отсутствия латеральные резцы занимают второе место (после зубов мудрости). Ряд верхних резцов располагается в зубной дуге по слегка изогнутой или даже почти по прямой линии. В положении ряда верхних резцов могут быть отклонения от нормы. Возможно также увеличение числа резцов. Между медиальными резцами редко встречается дополнительный средний зуб — мезиоденс (mesiodens) колышковидной формы. Он не доходит до режущего края медиальных резцов. Иногда резцы располагаются как бы в 2 ряда — так называемый краудинг, причем один или оба латеральных резца находятся несколько кзади от медиальных, клык при этом сближается с медиальным резцом. Медиальные резцы при краудинге могут быть повернуты вокруг продольной оси дистальными углами кпереди или внутрь. Встречаются увеличенные промежутки между резцами, чаще они бывают между латеральным резцом и клыком, реже — между медиальными резцами.
Нижние резцы. Эти резцы меньше верхних, коронка узкая, корни уплощены в мезиолатеральном направлении.
Медиальный нижний резец. У медиального нижнего резца коронка узкая, немного расширяющаяся в сторону режущего края (рис. 4).
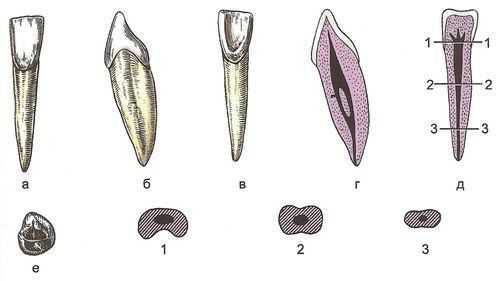
Рис. 4. Медиальный нижний резец, правый:
а — вестибулярная поверхность; б — мезиальная поверхность; в — язычная поверхность; г — вестибулоязычный срез; д — мезиодистальный срез; е — режущий край; 1, 2, 3 — форма поперечных срезов на уровне коронки, средней и верхней трети корня соответственно
Углы между режущим и мезиальный, а также латеральным краями почти одинаковые, признак угла коронки распознать трудно. Режущий край коронки имеет 3 бугорка, хорошо выраженных на пестертых зубах. На вестибулярной поверхности зуба от бугорков режущего края идут по направлению к шейке зуба 3 различно выраженных валика. Хорошо заметны обычно мезиальный и дистальный валики. В средней трети коронки валики уплощаются и сходят на нет. Нередко бугорки на режущем крае и валики на вестибулярной поверхности отсутствуют. В таких случаях вся вестибулярная поверхность представляется гладкой, равномерно выпуклой или уплощенной. Граница эмали образует дугу, открытую к режущему краю зуба. Признак кривизны коронки не выражен, поэтому определить принадлежность зуба к определенному сегменту можно далеко не всегда.
На язычной поверхности заметны краевые гребешки, идущие от углов режущего края к шейке зуба. На нижних резцах они выражены слабее, иногда отсутствуют. В пришеечной части коронки имеется срединный зубной бугорок, от которого к срединному бугорку на режущем крае иногда может идти небольшой уплотненный валик. Множественные зубцы бугорка не встречаются. Нижние медиальные резцы бывают также лопатообразными, особенно при лопатообразной форме верхних резцов. Язычная поверхность коронки может быть вогнутой, плоской или слегка выпуклой.
Боковые, апроксимальные, поверхности зуба (мезиальная и дистальная) имеют форму клина. Контур вестибулярной поверхности коронки образован выпуклой дугой, а язычной — вогнутой. Граница эмали дугообразная, выпуклая в сторону режущего края.
Корень медиального нижнего резца уплощен в мезиодистальном направлении. Контур вестибулярной поверхности корня выпуклый или ровный, лингвальной — выпуклый, ровный или даже вогнутый. Верхушка корня довольно часто отклоняется вестибулярно. На мезиальной и дистальной поверхностях посередине имеются продольные борозды. Борозда лучше выражена на дистальной поверхности корня, что позволяет отнести зуб к правой или левой половине зубной дуги. Признаки угла корня не выражены. Полость сходна с формой зуба, корневой канал иногда расщепляется на два.
Высота коронки медиального нижнего резца колеблется от 7,0 до 9,5 мм, ширина — 5,0-5,7 мм, вестибулоязычный размер шейки — 5,5-6,0 мм, мезиодистальный — 3,5-5,0 мм; длина корня — 9,5-14,0 мм.
Латеральный нижний резец. В вестибулярной норме коронка латеральных резцов трапециевидная (рис. 5). Режущий край шире, чем у медиальных резцов. Края зуба по направлению к шейке несколько сближаются. Эмалевая граница на вестибулярной поверхности имеет форму дуги, направленной выпуклостью к корню. Режущий край при соединении с мезиальным и дистальным образует различные углы: мезиальный угол более острый, дистальный более тупой и слегка закругленный. Признак угла коронки определяется четко. Кривизна между дистальным краем коронки и корнем выражена сильнее, чем между корнем и мезиальным краем. Следовательно, признак кривизны коронки свойствен латеральным нижним резцам. Бугорки на режущем крае нестертых зубов выражены. Валики, идущие от бугорков, на вестибулярной поверхности небольшие, определяются вблизи режущего края.
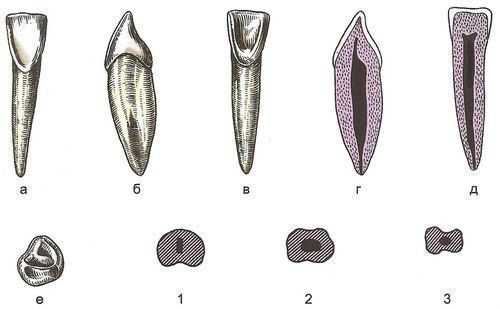
Рис. 5. Латеральный нижний резец, правый:
а — вестибулярная поверхность; б — мезиальная поверхность; в — язычная поверхность; г — вестибулоязычный срез; д — мезиодистальный срез; е — режущий край; 1, 2, 3 — форма поперечных срезов на уровне коронки, средней и верхней трети корня соответственно
Язычная поверхность латеральных резцов сходна с такой же поверхностью медиальных, но она часто бывает вогнутой. Зубной бугорок выражен.
Форма латеральных резцов со стороны боковой поверхности клиновидная.
Корень зуба также уплощен в мезиодистальном направлении и отклоняется дистально. Посередине боковых поверхностей корня определяются борозды, причем борозда на дистальной поверхности выражена лучше.
Высота коронки — 8,0-10,5 мм, ширина — 5-6 мм, медиодисталь-ный размер шейки — 4,0-4,5 мм, вестибулоязычный — 6,0-6,5 мм; длина корня — 12,5-15,5 мм.
Ряд нижних резцов имеет форму дуги, слегка выпуклой кпереди. Довольно редко бывает врожденное отсутствие мезиальных нижних резцов. Нижние резцы часто подвержены краудингу, проявляющемуся в скучивании резцов без особого плана. Очень редко бывают дополнительный зуб между медиальными резцами (мезиоденс), тремы (чаще между латеральным резцом и клыком).
Анатомия человека С.С. Михайлов, А.В. Чукбар, А.Г. Цыбулькин
medbe.ru
Diamond Tool Holder или Тангенциидальный резец, набор левый+правый
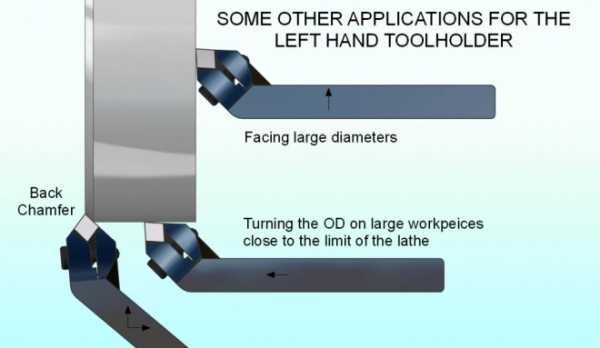
Разбавлю постом о профессиональном инструменте. Сравним DTH c «обычным юсовским резцом» («conventional lathe tools») DTH слева, традиционный резец справа: В классическом резце силы резания приходятся поперек режущей вставки, нагружая ее на изгиб, что приводит к повышению риска заклинивания, входа в резонанс, поломки инструмента, и из-за этого страдают скорость, точность и чистота резания. Отличия резца DTH в измененном положении режущего элемента — по касательной к заготовке, из-за чего режущие силы направлены вниз вдоль, по всей длине режущего инструмента, что, в совокупности с материалом и закалкой державки, делает всю систему очень жесткой. В качестве режущего инструмента Оззи предлагают использовать любые дешевые куски быстрореза, 1/4" или 5/16" в зависимости от величины тулхолдера. Для отдаленных жителей материков и прочих инопланетян, Оззи предлагают докупить метрические зажимы к тулпосту, чтобы без батхерту и головняка использовать 6 или 8 мм заготовки быстрореза, правда ценник — ахтунг, но при такой стоимости почтовых услуг, лучше взять сразу. В тулпост лезут как квадратные в сечении бруски, так и круглые, что открывает еще один вариант добычи расходников, о которых гордо упоминают разработчики — вторичное использование центровочных сверл соответствующего диаметра. Разработчики рекомендуют использовать быстрорез с высоким содержанием кобальта "Crobalt® Cast Alloy". По их заявлениям, расходники под торговой маркой Crobalt® Cast Alloy (состав 50% кобальта, остальное- вольфрам и хром, железа нет вообще), делают как стоячих быстрорезы типа M42 HSS и подобные, при этом легко затачиваются и правятся на обычном наждаке. Варианты и цены тут. Соответственно доступны к заказу левые и правые державки, варианты применения:
В классическом резце силы резания приходятся поперек режущей вставки, нагружая ее на изгиб, что приводит к повышению риска заклинивания, входа в резонанс, поломки инструмента, и из-за этого страдают скорость, точность и чистота резания. Отличия резца DTH в измененном положении режущего элемента — по касательной к заготовке, из-за чего режущие силы направлены вниз вдоль, по всей длине режущего инструмента, что, в совокупности с материалом и закалкой державки, делает всю систему очень жесткой. В качестве режущего инструмента Оззи предлагают использовать любые дешевые куски быстрореза, 1/4" или 5/16" в зависимости от величины тулхолдера. Для отдаленных жителей материков и прочих инопланетян, Оззи предлагают докупить метрические зажимы к тулпосту, чтобы без батхерту и головняка использовать 6 или 8 мм заготовки быстрореза, правда ценник — ахтунг, но при такой стоимости почтовых услуг, лучше взять сразу. В тулпост лезут как квадратные в сечении бруски, так и круглые, что открывает еще один вариант добычи расходников, о которых гордо упоминают разработчики — вторичное использование центровочных сверл соответствующего диаметра. Разработчики рекомендуют использовать быстрорез с высоким содержанием кобальта "Crobalt® Cast Alloy". По их заявлениям, расходники под торговой маркой Crobalt® Cast Alloy (состав 50% кобальта, остальное- вольфрам и хром, железа нет вообще), делают как стоячих быстрорезы типа M42 HSS и подобные, при этом легко затачиваются и правятся на обычном наждаке. Варианты и цены тут. Соответственно доступны к заказу левые и правые державки, варианты применения: 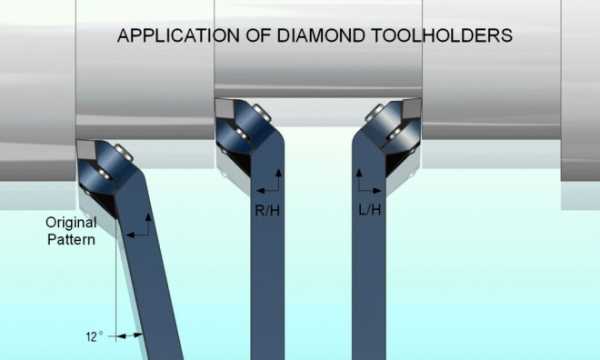
 Как правильно выставлять по высоте центров:
Как правильно выставлять по высоте центров: 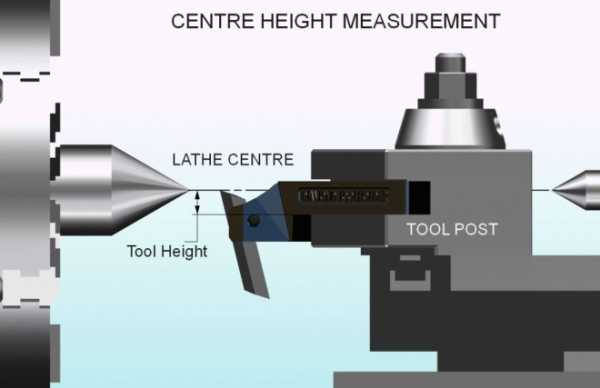 Возможность использования DTH для нарезания резьбы, как 50, так и 60 градусов:
Возможность использования DTH для нарезания резьбы, как 50, так и 60 градусов: 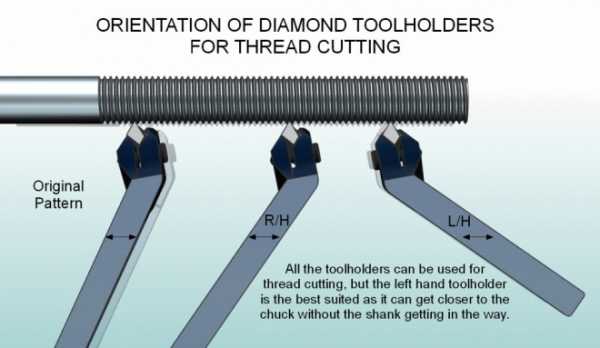 С зажатыми прямоугольными и круглыми режущими вставками:
С зажатыми прямоугольными и круглыми режущими вставками: 
 Можно заказать с оправкой для заточки вставок, так и без:
Можно заказать с оправкой для заточки вставок, так и без:  Пришло мне все это удовольствие за 20 дней, при этом обращаем внимание на стоимость австралийских почтовых услуг:
Пришло мне все это удовольствие за 20 дней, при этом обращаем внимание на стоимость австралийских почтовых услуг:  Правый резец (внимание! установлена отдельно заказанная вставка Crobalt, см. примечание внизу):
Правый резец (внимание! установлена отдельно заказанная вставка Crobalt, см. примечание внизу): 
 Левый резец (внимание! установлена отдельно заказанная вставка Crobalt, см. примечание внизу):
Левый резец (внимание! установлена отдельно заказанная вставка Crobalt, см. примечание внизу):  Режут по люминю и чернухе бесподобно, точить легко и удобно, в совокупности с до этого описанным отрезным- прям идеальный комплект для повседневки, а учитывая, что размеры державок начинаются от 8 мм — мастхев всем обладателям микростанков и не очень! Внимание! В комплекте с резцом идет режущий элемент не описанный выше «Crobalt», а HSS M42 8% кобальта:
Режут по люминю и чернухе бесподобно, точить легко и удобно, в совокупности с до этого описанным отрезным- прям идеальный комплект для повседневки, а учитывая, что размеры державок начинаются от 8 мм — мастхев всем обладателям микростанков и не очень! Внимание! В комплекте с резцом идет режущий элемент не описанный выше «Crobalt», а HSS M42 8% кобальта: 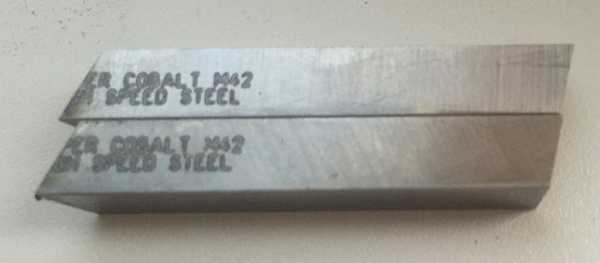 Если хочется именно «Crobalt», он заказывается отдельно. На сайте нет, в месте с заказом идет толковый мануальчик по заточке режущих элементов:
Если хочется именно «Crobalt», он заказывается отдельно. На сайте нет, в месте с заказом идет толковый мануальчик по заточке режущих элементов:  Короткое видео работы по нержавейке, оно с замедлением, но проблемы с освещением, на 240 кадрах в секунду становятся заметно мерцание светодиодного светильника: Фото к видео:
Короткое видео работы по нержавейке, оно с замедлением, но проблемы с освещением, на 240 кадрах в секунду становятся заметно мерцание светодиодного светильника: Фото к видео: 
 При заказе может возникнуть ситуация, что чекаут при выбранной доставке в Россию завершается с ошибкой, тогда просто пишите письмо по контактным адресам или сразу на [email protected], вам оперативно вышлют paypal счет для оплаты, и ответят на все вопросы.
При заказе может возникнуть ситуация, что чекаут при выбранной доставке в Россию завершается с ошибкой, тогда просто пишите письмо по контактным адресам или сразу на [email protected], вам оперативно вышлют paypal счет для оплаты, и ответят на все вопросы. mysku.ru
Левый резец - Большая Энциклопедия Нефти и Газа, статья, страница 1
Левый резец
Cтраница 1
Левый резец при правозаходной паре затачивается по передней грани в осевой плоскости оправки. [1]
Левый резец при правозаходной паре затачивается по передней грани у осевой плоскости оправки. [2]
Левыми резцами называются такие резцы, у которых при наложении ладони левой руки ( как указано выше) главная режущая кромка оказывается расположенной на стороне большого пальца. [4]
Левыми резцами называются такие резцы, у которых при указанном выше наложении левой руки главная режущая кромка оказывается расположенной на стороне большого пальца. [5]
Левыми резцами называются такие резцы, у которых при указанном выше наложении ладони левой руки главная режущая кромка оказывается расположенной на стороне большого пальца. [6]
Левыми резцами называются такие, у которых при указанном способе наложения левой руки главная режущая кромка будет на стороне большого пальца. [8]
Левыми резцами называют резцы, у которых при наложении ладони левой руки главная режущая кромка оказывается расположенной на стороне большого пальца левой руки. [10]
Левыми резцами называются такие, у которых при наложении левой руки главная режущая кромка оказывается расположенной на стороне большого пальца. [11]
При заточке левых резцов изменяется направление поворота по шкале В. [13]
Для получения впадины kal надлежащей ширины по шаблону, пользуясь щупами В и А, устанавливается левый резец facd с режущей кромкой / а ( фиг. [14]
Револьверные автоматы имеют обратное вращение шпинделя по сравнению с токарными и револьверными станками и поэтому для них требуются левые резцы, сверла и зенкеры с левой спиралью. Сделано это для облегчения нарезания резьбы. [15]
Страницы: 1 2 3
www.ngpedia.ru