Припои и флюсы два в одном. Припой канифоль
Припой с канифолью:состав, виды, характеристики, выбор
Припой относится к основным расходным материалам, используемым во время пайки. данный процесс существует достаточно давно и производители постоянно работают над его совершенствованием. Улучшение касается и расходных материалов. Припой с канифолью является одним из продуктов такой модернизации, который существенно упрощает процесс спаивания, так как для него требуется меньшее количество материалов. При стандартном проведении процедуры нужно использовать не только сам припой, но еще и канифоль в качестве флюса. Она необходима для того, чтобы упростить расплавление наплавочного материала, а также улучшить связь между ним и основным металлом. С учетом того, что сам процесс проводится при относительно низких температурах и не влияет на структуру основного металла, то смачиваемость выступает очень важным фактором.

Припой с канифолью для пайки
В данном случае флюс содержится в припое, так что ничего дополнительного применять не нужно. Такой способ удобен, как для новичков, так и для профессионалов. Стоит отметить, что в марках, которые относятся к данному типу, хорошо соблюден баланс. При использовании канифоли отдельно всегда есть риск, что ее можно взять меньше или больше. Если же применяется марка с содержанием канифоли, то там она будет подобрана в оптимальном количестве согласно взятому размеру проволоки. Данные изделия производятся согласно ГОСТ 21931-76.
Разновидности припоя с канифолью
Припой для пайки с канифолью выпускается в нескольких вариантах. Они зависят от толщины проволоки, ее количества, а также прочих особенностей, которые вкладываются производителем. Среди них встречаются следующие разновидности:
- В тубусе – данный вид припоя выпускается для частного использования, так как здесь находится минимальное количество самого материала. По общей емкости и весу тубу уступает остальным. В остальных параметрах они остаются практически одинаковыми, в соответствии с особенностями своей марки.
- Катушки – это уже несколько больший вариант, который может применяться как в частной сфере, так и в ремонтных мастерских, где расход материала значительно больше. Толщина проволоки тут может меняться, в пределах 0,8-2 мм. Главное только подобрать подходящую марку, так как пользоваться катушками весьма удобно.

Припой ПОС-61 с канифолью в виде катушки
- Бухты — в данном случае применяется наибольшее количество материала. Данная разновидность рассчитана преимущественно на промышленное использование, так как подобные поставки можно оценить как оптовые. Толщина проволоки может быть любой, в зависимости от потребностей покупателей.
Состав и физико-химические свойства
Классическим составом припоя с канифолью является обыкновенный мягкий оловянно-свинцовый. Содержание свинца в нем составляет 40%, а олова – 60%. К таким припоям можно отнести ПОС 60 или близкую к нему марку ПОС 61.
Благодаря этому он приобретает особые физические свойства. Припой с канифолью и без с таким составом обладает особой гибкостью, что помогает подобрать нужное положение перед спаиванием. Данный состав характеризуется относительно низкой температурой плавления, что не позволяет применять припой для пайки тугоплавких металлов. Тем не менее, он хорошо проникает во все неровности, когда находится в жидком состоянии. Это обеспечивает максимально высокую степень сцепления. Хоть здесь и не происходит проникновения в структуру основного металла, такое свойство дает возможность охватить как можно большую площадь скрепления.
Относительно низкая температура плавления обеспечивает легкость использования. Наличие свинца добавляет текучести материалу. При использовании лучше делать все в хорошо проветриваемом помещении, так как свинец дает вредные для здоровья человека испарения.
Технические характеристики припоя с канифолью
Среди всех марок есть те разновидности. Которые применяются чаще всего. Их технические характеристики обеспечивают удобство использования и делают практически универсальными для большинства процедур.
| Марка | Технические характеристики | |||||
| Температура плавления, °C | Плотность, грамм/см квадратный | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | ||
| Начальная | Конечная | |||||
| ПОС 61 | 183 | 189 | 8,5 | 0,12 | 4,3 | 46 |
| ПОС 60 | 185 | 192 | ||||
| ПОС 90 | 183 | 189 | 47 МПа (или 4,9 кгс/мм квадратный) | 58 | ||
Особенности выбора
Выбирая что лучше, припой с канифолью или без, в первую очередь стоит ориентироваться на удобство выполнения пайки. Если вам предстоят стандартные процедуры, режимы которых вполне известны, то можно выбирать припой с содержанием канифоли любой подходящей марки. Чаще всего выбор падает на материалы серии ПОС, в которых основными компонентами становятся серебро и олово. Это позволяет достичь мягкости и высокой смачиваемости за счет меньшей крепости соединения.
«Важно!
Если вам предстоит соединять тугоплавкие металлы, то лучше использовать специальные виды припоев, которые могут и не содержать в себе флюс.»
Чем выше температура плавления основного металла, тем выше должна быть температура плавления припоя. Это основной показатель, по которому ориентируются специалисты. Помимо состава марки нужно определиться еще с толщиной проволоки. Здесь уже легче, так как все зависит от толщины самого изделия. При работе с паяльником всегда можно наплавить каплю нужного размера из проволоки любой толщины, так что здесь не будет особой разницы. Для работы с газом уже нужно подобрать подходящий по толщине вариант. В своем арсенале стоит иметь как минимальные значения, от 0,8 мм, так и более крупные на 1,2 и 1,5 мм. Но состав материала всегда буде более важным, чем толщина.

Припой ПОС-61 0,8 мм
Особенности применения
Определившись, какой припой лучше, с канифолью или без, а также подобрав соответствующую марку, можно приступать непосредственно к пайке. Как и при работе с простым припоем, первым делом идет подготовка поверхности основного металла, его требуется очистить.
«Важно!
Несмотря на более легкое проведение процесса, наличие канифоли не снимает большинство негативных факторов, влияющих на качество спаивания.»
После подготовки нужно разогреть его поверхность до нужной температуры и начать использоваться припой. Это требуется, чтобы не было большого контраста между температурами расплавленного припоя и основного металла, так что перегревать сильно также не стоит. После того как расплавленный припой разольется по поверхности, ему нужно дать остыть. Таким образом, проведение пайки данной разновидности имеет лишь одну важную отличительную особенность, так как здесь не нужно использовать флюс дополнительно. Его наличие в составе делает процесс таким же легким, как и при добавлении канифоли отдельно.
Популярные производители
На отечественном рынке можно встретить следующих производителей данной продукции:
- КиевЦветМет;
- Solder;
- Вадис-М;
- Техноскрап;
- Manwell;
- «Технологические Линии»;
- Укр-Спецсплав;
- Арсенал;
- УкрИнтерсталь.
svarkaipayka.ru
Припои и флюсы два в одном
Во многих ситуациях проведение пайки требует большого мастерства. В значительной мере упрощает работу совмещение функций припоев и флюсовых смесей в одном изделии.
Существует несколько видов такой продукции, каждый из которых имеет свои особенности, – это пастообразные смеси, готовый припой с канифолью, изготовленный в виде проволоки, и трубчатый припой с флюсом. Выбор определяется режимом проведения пайки, характером детали, требованиями к шовному соединению.
Проволока с канифолью
 Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
Совмещение двух расходных материалов в одном изделии существенно упрощает процедуру, улучшает эффективность и результативность работы. Если канифоль как флюс добавляют отдельно, велика вероятность прибавления лишнего количества.
В готовой проволоке с флюсом соотношение фиксировано, оговорено ГОСТом.
Чаще всего продукцию поставляют в бухте или катушке. Исполнение с упаковкой проволоки в бухты предназначено для постоянной работы в промышленных масштабах. В ассортименте присутствуют изделия самой разнообразной толщины.
Продукция в виде катушек применяется при несколько меньших масштабах использования.

Этот вариант пригоден как для отдельных мастеров, так и для ремонтных предприятий. Толщина проволоки, упакованной в катушки, варьируется от 0,8 мм до максимально возможных 2 мм.
Припойная составляющая представлена сплавом из 2/5 частей свинца и 3/5 частей олова. Каждая гранула припоя окружена канифолью, общая концентрация которой варьируется от 0,8 % до 1,2 %.
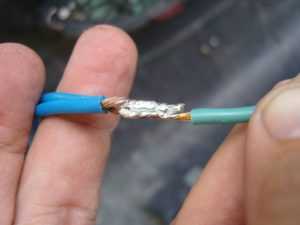
Удобство проволоки обусловлено ее гибкостью. При пайке такую смесь можно легко ввести в любой зазор, где она расплавится и обеспечит хорошее обволакивание деталей, образование прочного шва.
Неудобство заключается в низкой температуре плавления смеси. Детали, сделанные из тугоплавких сплавов, таким расходным материалом паять не удастся.
Работа с проволочным припоем, содержащим флюс из канифоли, аналогична стандартной пайке. Сначала детали нужно очистить, затем нагреть их до требуемой температуры и внести в рабочую зону расходный материал.
Устройство трубок
Применение материалов с двойными функциями в виде трубок экономически и технологически выгодно. Расход сокращается почти на 40 %, исчезает необходимость удалять оставшийся флюс после пайки.
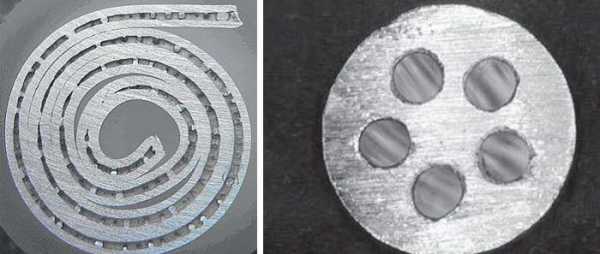
Трубчатый припой содержит 1, 3 или 5 внутренних каналов, в которые помещают флюс. Преимуществ использования такого вида расходных материалов несколько:
- одновременная подача в рабочую зону двух составов;
- улучшение конечного результата;
- увеличение скорости работы;
- упрощение пайки в труднодоступных участках;
- сокращение потерь средств;
- возможность строгого дозирования;
- исключение вероятности попадания грязи во флюс.
Трубки с одной внутренней полостью могут немного усложнять пайку из-за быстрого вытекания флюса в рабочую зону. При работе с многоканальными припоями, содержащими флюс, такие неприятности маловероятны.
В любом случае к использованию трубчатых изделий нужно приноровиться, научиться правильно регулировать скорость подачи припоя. В целом поступление флюса по нескольким каналам минимизирует вероятность нарушения технологии спаивания.
Работа «всухую» будет полностью исключена. Флюс по нескольким каналам попадает в рабочую зону равномерно, что приводит к улучшению качества соединения.
Состав припойного материала
 В состав трубок входят как традиционные, так и специальные припои.
В состав трубок входят как традиционные, так и специальные припои.
В качестве припойной массы для многих металлов и сплавов, в частности для меди, применяют обычный сплав из олова и свинца с эвтектическими свойствами.
Соотношение металлов может в некоторой степени варьироваться. Рекомендации по применению таких трубок, соответствуют указаниям по использованию однородных припоев из олова и свинца.
Для поверхностных монтажных работ лучше выбрать продукцию с диаметром от 0,46 до 1 мм. Для припаивания миниатюрных деталей производят припои с флюсом, содержащие добавки серебра. Максимальная температура плавления продукции составляет 188 ℃. Диаметр таких трубок бывает равным 0, 46 мм и 0, 56 мм.
Припои с оловом и медью имеют более высокие температуры плавления, достигающие 227 ℃. Содержание олова в них варьируется. Производят трубки с флюсами, в которых концентрация олова составляет 95,5 % и 99 %. В некоторых видах продукции присутствует добавка серебра.

Для пайки элементов алюминиевых ламп поставляют специальные припои с флюсами, содержащие 80 % свинца, 18 % олова и около 2 % серебра. Незначительное варьирование соотношения компонентов позволяет расширить диапазон температур плавления. Минимум составляет 178, максимум равен 270 ℃.
В качестве флюсов в состав трубок в большинстве случаев содержится очищенная канифоль. Строгое дозирование почти полностью исключает вероятность формирования остатков. Если таковые обнаруживаются после окончания работы, их можно не удалять.
При выборе расходного материала следует обратить внимание на информацию о производителе. Технология получения припоев с флюсом достаточно проста, что увеличивает вероятность подделок.
В некачественной продукции может нарушаться соотношение наружного и внутреннего компонентов. При профессиональном производстве содержание флюса обычно варьируется от 1 % до 4 % от общей массы трубки.
Советы по применению
Для работы с трубчатым расходным материалом можно взять любой паяльник. Важно, чтобы его форма и размеры обеспечивали требуемый контакт с деталями.
 При необходимости наконечник нужно очистить лужением с помощью трубчатого припоя с флюсом. Если загрязнений на жале очень много предварительно следует провести обработку специальной губкой.
При необходимости наконечник нужно очистить лужением с помощью трубчатого припоя с флюсом. Если загрязнений на жале очень много предварительно следует провести обработку специальной губкой.
Для полной уверенности в чистоте рабочей части паяльника можно воспользоваться специальными пастообразными средствами.
Не следует допускать перегревания рабочей зоны. Для этого важно следить как за температурой нагрева паяльника, так и за продолжительностью пайки.
Пайка печатных плат требует особого внимания. Рабочую зону сначала нужно тщательно очистить. Можно купить для этого специально предназначенные растворители.
Каждая процедура пайки деталей на плате должна длиться не более 2 с. За это время одно соединение должно быть сделано. Если времени затрачено больше, то может не хватить смачивающих возможностей флюсов. В результате прочность соединения электронных компонентов с платой ухудшится.
К обращению с трубками, содержащими припой и флюс, нужно приноровиться. Конечный результат, удобства в последующей работе оправдывают незначительные трудности вначале.
svaring.com
Ответы@Mail.Ru: Какой припой лучше - с канифолью или без?
для меня - лучше отдельно. сила привычки наверно....
Канифоль используется в низкотемпературных припоях для пайки электроники.
наверное лучше без олова и без канифоли.... только тыкай посильнее, и сваркой запасись на всякий случай...
На всех заводах платы и другие радиосхемы паяют без канифоли, а с паяльной жидкостью ( 50% спирт - 50% канифоль ) или называют паялка. Промывают потом техническим спиртом.
Канифоль нужна для того, чтобы олово не застывало на паяльнике каплей, а то повисает и не паяется. Но вот брать припой уже с канифолью или канифоль отдельно - это дело привычки.
предпочитал отдельно. (попадалось много канифоли. в итоге куча дыма, нагара и место пайки грязное) . для начинающих радиолюбителей с канифолью вероятно удобнее.
Это дело привычки.
touch.otvet.mail.ru
Канифоль для пайки металла, ее производство, разновидности и свойства
Для паяния многих металлов и сплавов применяются флюсы. В их функции входит снятие оксидного покрытия с детали, ингибирование процессов окисления в процесс работы, обеспечение образования качественного соединения.
Канифоль для пайки – один из самых простых и доступных видов флюсовых материалов. Средство это успешно используется с давних пор по настоящее высокотехнологичное время.
Существует множество современных составов, но привычка использовать канифольный флюс у многих паяльщиков остается неизменной.
Что это такое
 Слово это у всех на слуху, но подробности о канифоли известны не многим. Постоянным пользователям полезно знать состав, свойства флюса из канифоли, чтобы пайка была успешной.
Слово это у всех на слуху, но подробности о канифоли известны не многим. Постоянным пользователям полезно знать состав, свойства флюса из канифоли, чтобы пайка была успешной.
Канифоль – это вещество, внешне похожее на стекло. Она может иметь все оттенки бежевого, желтого, коричневого цветов. Хорошо растворяется в чистом спирте и бензоле, хуже – в бензине и керосине, совсем не растворяется в воде.
Главный действующий компонент – смоляные кислоты, концентрация которых может достигать 80- 92 %. Заметно количество высших жирных кислот, массовая доля которых варьируется от 0,5 % до 12 %.
Методы получения
 Канифоль содержится в соснах, кедрах, лиственницах. Ее получают из этих деревьев или древесного сырья. Производство канифоли проводится по двум основным технологиям, которые определяют разновидности природного флюса для пайки. Состав и характеристики обоих продуктов контролируются государственными стандартами.
Канифоль содержится в соснах, кедрах, лиственницах. Ее получают из этих деревьев или древесного сырья. Производство канифоли проводится по двум основным технологиям, которые определяют разновидности природного флюса для пайки. Состав и характеристики обоих продуктов контролируются государственными стандартами.
Сосновую канифоль получают отгонкой летучей фракции живицы – жидкости, которая выделяется из надрезов на коре хвойных деревьев. Параллельно в приемниках собирается скипидар, массовая доля которого составляет 1/3 часть от суммарного продукта.
Помимо этого существует метод получения канифоли из отходов мелко порубленной древесины. Такой продукт называют талловым. Отдельную группу натуральной смолы, выделяемую из старых пней и корней, называют экстракционной канифолью.
В качестве экстрагента в производственном процессе используют бензин. Такой продукт имеет небольшое распространение вследствие трудоемкости получения сырья, которое называется пневым осмолом.
Пни нужно собирать только через 10 или даже 15 лет после вырубки леса. С трудом можно представить детали организации такого производства в больших объемах, требуемых для пайки.
При производстве бумаги накапливается в качестве отхода талловое масло, из которого отгоняют талловую канифоль.
Свойства
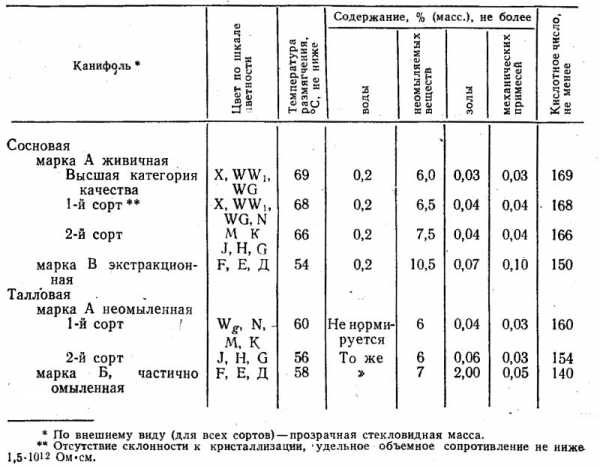
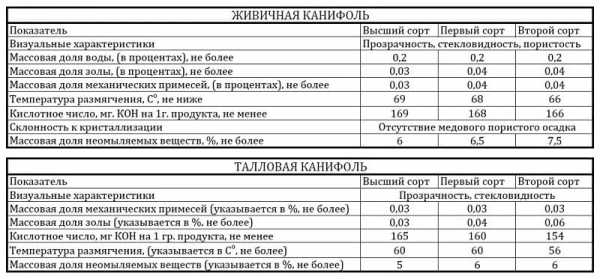
 Все виды канифоли для пайки поступают в продажу в трех сортах: «высшем», «первом» и «втором».
Все виды канифоли для пайки поступают в продажу в трех сортах: «высшем», «первом» и «втором».
Талловая канифоль размягчается в диапазоне температур от 56 ℃ у образцов второго сорта до 60 ℃ у образцов высшего сорта. Максимальное содержание золы может достигать 0,06 %, механических примесей – 0,03 %.
Талловая канифоль хорошо горит. При хранении она не должна нагреваться больше, чем до 80 градусов. При температуре около 400 градусов она может самовоспламеняться.
Важной характеристикой многих композиций является кислотное число, которое отображает количество свободных кислот в продукте. Измеряется оно в мг КОН, требуемых для нейтрализации.
Кислотное число талловой канифоли укладывается в диапазон 154 – 165 мг КОН на 1 г продукта.
Сосновая канифоль может содержать примеси воды в количестве, достигающем 0, 2 % от общей массы. Это объясняется тем, по-видимому, что добывают ее из живицы.
Золы в сосновом продукте содержится максимум 0,04 %, механических примесей – также не более 0,04 %. Кислотное число сосновой канифоли варьируется от 166 до 169 мг КОН, требуемых для нейтрализации 1 г продукта.
Следовательно, канифоль из живицы сосны имеет немного более кислый характер, чем талловый продукт.
Интервал температуры размягчения сосновой канифоли варьируется от 66 у образцов второго сорта до 69 ℃ у образцов высшего сорта. Температура, при которой масса может воспламениться сама, составляет 321 °С. Хранить канифоль для пайки нужно при комнатной температуре.
Экстракционная канифоль встречается редко. Ее технические характеристики оставляют желать лучшего. Так, содержание основных смоляных веществ составляет только 75 %. Это почти на 20 % меньше, чем у других видов канифоли.
Как паять
Существует ряд обязательных стадий при проведении пайки. Прежде всего, поверхность металлических деталей нужно механически очистить от грязи, оксидов, примесей.
Затем канифоль для пайки нужно хорошо разогреть. Несмотря на то, что флюс начинает плавиться при температуре меньше 70 ℃, прогреть его нужно с большим запасом.
Можно довести температуру до +130. Разогретое жало паяльника должно легко входить в канифольную массу. Обычно при этом выделяется легкий дымок.
Следующий этап пайки зависит от типа предстоящей работы. Если спаять нужно тонкие проводки, то можно сразу приступать к работе. При большей площади рабочей зоны, ее необходимо предварительно прогреть.
Если наносить припой и флюс на холодную поверхность, температура будущего шва резко понизится. Для пайки больших деталей требуется предварительное нагревание рабочей зоны, после которого паяльная масса хорошо распределится по всей поверхности.
Жало паяльника должно быть чистым и прогретым. Если оно долго не использовалось перед пайкой можно наконечник зачистить щеткой или наждачной бумагой. Затем на жало наносят олово.
Процесс называется лужением наконечника. Если жало недавно использовалось, и на нем еще присутствует немного припоя, это хорошо. Его можно сразу окунать в канифоль и приступать к пайке.
Главная стадия – фиксирование деталей, подлежащих спайке; нанесение в зону будущего шва сначала флюса, затем – припоя. Всю расплавленную массу нужно равномерно распределить жалом паяльника. После остывания пайка закончена.
Преимущества применения
Применение канифоли удобно, благодаря следующим достоинствам:
-
 доступности флюса в продаже;
доступности флюса в продаже; - приемлемая цена;
- невысокая температура размягчения;
- возможность использования для многих видов пайки;
- простота применения в домашних условиях;
- длительный срок возможного хранения;
- безвредность.
Натуральный продукт обеспечивает удаление оксидных примесей, ингибирует окисление в процессе проведения пайки, создает предпосылки для образования качественного и прочного шва.
Спиртовой состав
В некоторых ситуациях при пайке труднодоступных мест в качестве расходного применяют не твердую канифоль, а готовый спиртовой раствор натурального продукта.

Чистого спирта во флюсе, известном под сокращением СКФ, содержится 60 %.
Остальную часть массы занимает непосредственно канифоль. Вместо спирта можно взять ацетон. Правда, запах у него менее приятен.
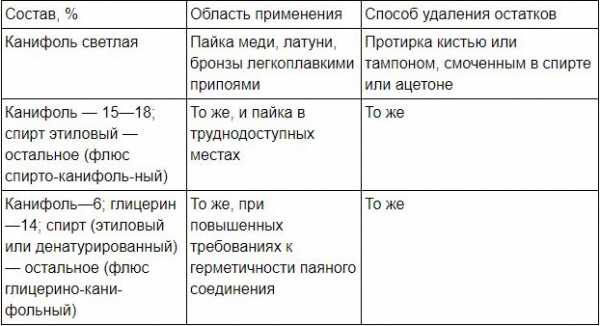
Жидкий флюс стоит недорого, обладает хорошим техническими характеристиками. Его консистенцию можно легко менять увеличением количества растворителя. Так, при работе применяют более жидкие составы, имеющие консистенцию раствора.
Для пайки обычных деталей массу делают в виде вязкой кашицы. Любую работу с растворителями нужно проводить при хорошей вентиляции. Вдыхание выделяющихся паров, возгоняющихся частичек флюсовой массы вредно для дыхательных путей мастера.
Пайка трубчатыми припоями
В продаже имеются расходные материалы, представляющие собой прутки из олова и свинца. Внутри по всей длине размещена флюсовая канифоль. Такой присадочный материал применяют при многих видах пайки.
Пользоваться им легко и удобно. В рабочую зону вносят конец прутка. Она расплавляется, обеспечивает попадание в зону шва одновременно флюса и расплавленного припоя. Так проводится пайка, не требующая тщательной подготовки поверхности перед началом работы.
Выбирая материалы для пайки, следует обратить внимание на информацию о производителях. Вся продукция должна соответствовать ГОСТам.
svaring.com
как правельно паять? У меня припой не липнет, это из-за олова или канифоль плохая?
Некоторые металлы друг с другом не спаиваются.
может паяльник не разогрела как надо
Попробуйте с паяльной кислотой.
Это потому что жало паяльника окислено. Какой паяльник?
Слабый паяльник !!!)))
Скорее всего вы пытаетесь паять алюминий или нержавейку, эти металлы и многие другие невозможно залудить с помощью канифоли, используйте паяльное сало или кислоты для лужения, в крайнем случае подойдёт аспирин, но качество пайки будет не лучшее (в последнем варианте)
таблеточку аспирина нужно, в нее макать паяльник во время работы
олово поменяй
Прежде чем спаивать детали их необходимо залудить то есть нагреть до определенной температуры и покрыть их оловом или переходным припоем
одножильные провода плохо паять, запишись лутче в Радиотехнический кружок там тебя научат, сам занимаюсь уже 3 года, многому научился! Правда прийдеться алгебру хорошо знать, ну и химию конечно же, но самое главное это физику знать очень хорошо для бусторого понимания что такое Радиотехника! ! давай удачи !
берёшь паяльник, смотришь его жало. Оно должно быть правильной формы (без ям выгораний) , облужено. Если нет - затачиваешь его напильником, включаешь паяльник, ждёшь пока разогреется (чтобы корпус металлический шипел от слюнявого пальца) , макаешь в канифоль (канифоль должна быть свежая, вроде янтаря на вид) , и затем в припой (ПОС-60, например) , припой должен расплавиться, поворачиваешь жало в припое со всех сторон, пока весь кончик жала не облудится (то есть покроется припоем) . Затем берёшь одну детальку, тоже облуживаешь её с помощью паяльника (зачистить детальку, капельку канифоли перенести, потом капельку припоя и водить по поверхности детальки жалом, прогревая детальку, чтобы припоем покрылась) Облуживаешь вторую детальку паяльником. Соединяешь обе детальки облуженными местами, прогреваешь это место паяльником, чтобы припой на обеих детальках расплавился и слился вместе, потом даешь остыть деталькам, не сдвигая их относительно друг друга. Проверяешь прочность пайки. Это если медь паять. Если иные материалы, то в качестве канифоли может использоваться кислота (таблетка аспирина например)
Сейчас продают под видом припоя - проволоку из аккумуляторного свинца.... Сам пару раз нарывался на этот лохотрон.... На вид вроде такой же.... И морду бить некому, торгоши сами не знают, что это подделка.. . Покупайте либо на электронных рынках, либо ввиде набора (коробочка с канифолью, каким то белым флюсом, и кусочком припоя).. . это пока ещё не бодяжат....
Либо металл этот не паяется с канифолью, либо непрогрев.
а к чему припой то не липнет? к обычному (нефольгированому )текстолиту оно и недолжно липнуть. Бедет липнуть только если на нём есть медные дорожки (вот к ним и будет липнуть) а если к паяльнику не липнет тогда возмите напильник и слегка зачистите жало. Потом возмите мокните в канифоль и в олово. советую купить пояльную кислоту и какой нибудь жидкий флюс для паек. Будут ещё вопросы обращайтесь
touch.otvet.mail.ru
Канифоль для пайки: назначение, ГОСТ, температура плавления
Выход из строя электроприбора ведет за собой его ремонт. Основными причинами поломок современной техники являются вышедшие из строя платы, конденсаторы, другие изделия, крепление которых производиться путем пайки. Обладая определенными навыками, домашний мастер может отремонтировать устройство самостоятельно, но для этого понадобятся сопутствующее сырье. Пайка происходит с использованием припоя, электрического паяльника.

Канифоль
Что такое канифоль
Флюс в твердом состоянии это хрупкое амфорное вещество, состоящие из кусков стекловидного типа. Из чего делают канифоль — производится путем очищения специальными химическими реакциями смол хвойных растений. Канифоль для пайки используется для противостояния окислительным процессам, которые могут разрушить соединение при эксплуатации, устойчивый к потере химических свойств элемент при воздействии высоких температур.
Состав канифоли позволяет надежно соединить металлы процессом пайки.
Жидкое состояние при нагреве содействует растеканию материала по элементам нужной формой. Перед тем, как узнать, для чего нужен канифоль, важно разобраться с химическими свойствами состава. Сырье, из которого изготовлена смола, имеет свойства диэлектрика, однако на способность соединения передавать электрический ток это не отражается.
Нормируемые параметры канифоли по ГОСТ 19113-84
Скачать ГОСТ 19113-84 «Канифоль сосновая»
В сфере ремонта радиотехники, канифоль является наиболее доступным вариантом флюса. Некоторые новички, не имеющие опыта в паяльном деле, не осознают, что такое канифоль и применяют повсеместно. При таком подходе возможно совершить ошибку, т. к. продукт применяется не ко всем типам соединений. В основном изделие применяют в домашних условиях, при нечастой работе, т. к. флюс имеет неограниченный срок годности простым исполнением.
Способы получения
Разновидности канифоли происходят от способа получения, состава и физического состояния. Основные различия способов производства являются вещества, из которых добывается состав.

Получение канифоли
Делится материал на три категории, живичная, таловая и экстракционная смола для пайки.
- Живичная канифоль производится путем обработки живицы хвойных деревьев, основным растениям является сосна, ввиду доступности и распространенности. Основным отличительным моментом можно заметить отсутствие жирных кислот, применение которых недоступно некоторыми работами.
- Экстракционная основа производится путем экстрагирования бензина и основной составляющей – доли древесины сосновых деревьев. Отличается более низким температурным порогом размягчения, темным цветом. Температура плавления начинается от 52 градусов, кислотное число варьируется от 145 до 175. Наличие жирных кислот в составе – 10%, если произвести химическое осветление вещества, он будет более похож на живичную субстанцию.
- В сульфатцеллюлезном производстве выделяется побочный продукт – таловая канифоль. Подразделяется на несколько сортов по качеству и назначению, способ получения из сульфатного мыла. Более дорогие разновидности не уступают по свойствам натуральному продукту.
Подробное знакомство с основой поделки приводит к выводу, что он относиться к категории флюсов. В случае, когда не оказывается под рукой нужного предмета, можно использовать сварочную буру.
Виды паяльной канифоли
Реализация канифоли происходит разбавленным и чистым видом. Очищенное сырье существует в форме палочки или кусков. Более дорогими и сложными по производству являются флюсы жидкого типа. Наиболее простой вариант спиртосодержащий, состоящий из раствора канифоли и спирта, разведенный практически равными пропорциями. Данный раствор не вызывает реакций при использовании, предотвращает коррозию и не проводит электрический ток.

Живичная канифоль по ГОСТ 19113-84
Изготовления спиртового раствора может быть выполнено в домашних условиях. Важно соблюдать последовательность действий:
- Необходим этиловый спирт в малых количествах, крепостью не менее 70°. Найти его можно в аптеке или местах реализации подобных изделий.
- Канифоль живичная измельчается до песчаного состояния ступкой, после этого необходимо добавить спирт в соотношении 70 на 30.
- В случае отсутствия под рукой спирта, возможно использовать аналогичный растворитель, к примеру бензин или ацетон. Добавлять размягченную субстанцию необходимо малыми порциями, перемешивая до полного растворения.
Более современная модель раствора имеет вместо спирта глицерин. Приготовление происходит тем же способом, данный материал более удобен в работе. Его можно непосредственно наносить на спаиваемые детали, имеет более твердую форму относительно раствора. Некоторые припои реализуются уже с готовым флюсом посередине проволоки. Вариант удобен при действиях, однако высокая цена и отсутствие в мелких торговых токах могут привести к эксплуатации таловой канифоли.

Получение жидкой канифоли
Канифоль сосновая имеет следующие характеристики:
- Температура кипения начинается от 250 °C, зависит от состава и добавленных примесей.
- Размягчение происходит на пороге 52-72 °C.
- Теплопроводность элемента – 0,1 ккал/м, теплотворность – 9100 ккал/кг.
- Расширение в расплавленном состоянии равняется коэффициенту 0,05, кислотное число от 145 до 175.
Основной разновидностью материала является прозрачная колофонская смола, применяется твердым состоянием, имеет светло желтый оттенок. Основой для качественного производства продукции используется абиетиновая кислота, занимающая большую долю в составе вещества.
Свойства канифоли
Низкотемпературный флюс, применяется с легкоплавкими припоями, температура плавления не позволяет использовать канифоль при действиях с твердыми элементами пайки. Основные свойства определяются составом и способом приготовления, даже дорогие разновидности не отличаются высокой активностью.
Свойства канифоли
Изделие в неопытных руках может быть использовано несколько раз.
Канифоль имеет относительный плюс, обладая повышенной растекаемостью, тем самым, воздействие небольших температур может надежно разместить материал на месте. Данное свойство допускает работу в труднодоступных местах, помогает удалить окисленный налет с поверхности ремонтируемого изделия. Жидкая субстанция растекается или наносится на изделие предварительно, тем самым работая без температурного воздействия. Свойства могут отличаться наличием химических добавок. Температура плавления канифоли начинается от 52 °C, вне зависимости от марки.
Основной составляющей качественного продукта является абиетиновая кислота соляного типа, соотношением от 60 до 90%. Количество кислоты определяется от назначения, более дорогие марки имеют большое содержание канифоли. Основа для натуральных разновидностей – около 20% нейтральных веществ, количество химических кислот достигает до 10% путем применения определенного способа производства. Жидкие разновидности имеют в составе разбавитель, эфир, спирт, бензин и т.д.
Применение канифоли
Перед применением канифоли важно понимать, что с тугоплавкими припоями использование невозможно. Температура кипения – 250 °C, в этом состоянии вещество испаряется. Флюсом определяется вспомогательное сырье, с помощью которого очищается поверхность от окисления, грязи и прочих неудовлетворяющих при пайке воздействий.
Состав и свойства канифоли позволяют растворять при нагреве различные оксиды, состоящие из меди, олова, либо свинца.
Благодаря характерной особенности к очищению от окислов, применяется при очистке металла при пайке. Изделие применяется зачастую в домашних условиях, на производственных линиях используется припой с добавлением к составу флюса.
Использование канифоли при пайке
Наиболее распространенный способ пайки колофонской смолой:
- паяльник подготавливается к работе, путем нагрева до рабочей температуры;
- на конце жала инструмента размещается вещество легкоплавкого типа, оно применяется качеством припоя, обычно состоит из отлива со свинцом с добавлением цинка, кадмия или висмута;
- вместе с веществом паяльник опускается во флюс, характерный дым указывает на произведенную реакцию, процесс происходит как можно быстрее, до испарения.
Метод применяется при наличии определенного опыта, при работе могут возникнуть некоторые трудности у неопытных мастеров.
Техника пайки канифолью
Любые работы можно облегчить с применением некоторых изделий, пайка материалов не исключение. Для работы понадобится основа жидкого флюса – этиловый спирт. Изготовление возможно собственными усилиями, достаточно измельчить продукт и смешать с растворителем.

Пайка канифолью
Жидкий раствор позволяет проникнуть к труднодоступным местам, наносится непосредственно на площадь объекта.
- Нанесение производится при помощи кисти или зубочистки, после этого подготавливается паяльник.
- На разогретый паяльник наносится припой нужными количествами, в зависимости от размера соединения. Большим количеством припоя можно задеть соседние контакты, что нарушит схему работы ремонтируемого прибора.
- Распределение припоя происходит равномерно, надежного соединения можно достигнуть, прижав элемент к плате небольшим усилием.
- После снижения температуры, удаляются остатки флюса, т.к. он может растечься по соседним деталям и нарушить электропроводность.
Данный способ более удобен, помогает соединить даже мелкие детали. Паяльник используется в зависимости от соединения, температурный режим подбирается от параметров плавления припоя.
Основные достоинства
Каждый материал имеет определенные достоинства и недостатки, канифоль зарекомендовала себя при паяльных действиях на протяжении многих лет, используется по сей день. Основные достоинства материала:
- Диэлектрические свойства помогают избежать ненужных контактов на поверхности пайки.
- Доступная цена по сравнению с аналогами, имеется в свободной продаже в любых торговых точках радиоэлектроники.
- Процесс пайки с использованием изделия может производиться вне зависимости от окружающей среды, уровня влажности, температуры воздуха.
- Свойства изделия имеют защиту от воздействия к влаге, обдает большим сроком годности.
- Препятствует образованию налета ржавчины на металлических конструкциях, обезжиривает изделие.

Канифоль для пайки
Разрешается использовать натуральный продукт без средств индивидуальной защиты, ввиду отсутствия токсичности. Процесс использования не составляет труда, можно изготовить самостоятельно необходимую концентрацию и вид для удобной работы.
Отрицательные стороны
Минусами можно отметить несколько факторов, препятствующих к применению материала в определённых ситуациях.
- При отсутствии опыта низкая активность элементоа может потребовать дополнительной обработки. Использование требует некоторых навыков, чтобы сократить время обработки.
- Гиперскопичность может не дать веществу выделить видимый пар при обработке, что повлечет коррозию соединения в последующем времени.
- Доступно применение к узлам небольшого размера, определенного состава металлов. Продукт применяется к простым металлам, для обработки больших соединений используются другие виды флюсов.
- Хрупкая конструкция материала может доставить проблемы при транспортировке. Легко крошится при механических воздействиях.
Существуют другие виды флюсов, активно взаимодействующие с металлом. Такие элементы взаимодействуют с металлом, состоят из хлорида цинка, или аммония. После пайки вещество максимально удаляется с изделия, т.к. возможны процессы коррозии. Нейтральные вещества, такие как канифоль, не взаимодействуют с металлом и не проводят электрический ток.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
что такое лужение, канифоль, флюс, припой,? надо просто атпаоять 4 резюка а я в этом не про фи
Лужение - покрытие припоем Канифоль - флюс Флюс — вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления оксидов с поверхности под пайку, снижения поверхностного натяжения, улучшения растекания жидкого припоя и/или защиты от действия окружающей среды (Википедия Припой - металл или сплав, которым паяют
Отпаять можно так. Нагреваете паяльник, прикладывает его к точке пайки и ждете плавления. Сразу поднимайте вывод резистора, пока припой не остыл. Так и все.
Лужение-процесс покрытия контактов или поверхности слоем припоя, припой-сплав, использующийся как связующее вещество при пайке, как правило содержит олово и свинец, реже-олово и серебро, редко (для высоких температур) медь. Флюс-вещество, разрушающее поверхностное натяжение жидкого припоя для хорошего контакта с поверхностью, для меди это разнообразные смолы, для стали-кислоты, иногда-мочевина. Иногда содержит спирт для очистки поверхности контакта. Канифоль-один из видов флюсов, используется для пайки меди или лужённых контактов. Паять так: устанавливаешь резюк в отверстие на плате, нагреваешь паяльником канифоль и наносишь немного на площадку. Потом греешь паяльником площадку, прикладываешь к ней припой (не к жалу! ) и ждёшь когда растает. Убираешь припой и паяльник, готово!
если Отпаять то флюс не нужен. Флюс используется для разрушения тонкой пленки окисла на поверхности спаиваемых металлов и увеличения смачиваемости припоем. У тебя обратная ситуация, т. е. ни какой флюс тебе не нужен.
Чтобы отпоять резисторы (транзисторы? ) -паяльник. Припоять-паяльник, канфоль, припой. Есть припой, у него канифоль внутри уже.
touch.otvet.mail.ru