Содержание
Приспособление для шлифовки направляющих станин токарных станков в Харькове (Станки шлифовальные специализированные)
-
Украина -
Харьков -
Оборудование шлифовальное -
Станки шлифовальные специализированные
Приспособление для шлифовки направляющих станин токарных станков в Харькове
Цена: Цену уточняйте
за 1 ед.
Компания Алтухов, ФЛ-П (Харьков) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Приспособление для шлифовки направляющих станин токарных станков, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Приспособление предназначено для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт.Механизм и входящая в комплект шлифовальная головка, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка. Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ.
Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ.
Товары, похожие на Приспособление для шлифовки направляющих станин токарных станков
Вы можете заказать товар Приспособление для шлифовки направляющих станин токарных станков в компании Алтухов, ФЛ-П через нашу систему. В текущий момент товар находится в статусе «в наличии».
Компания Алтухов, ФЛ-П является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашей площадке для удобства, каждой компании присвоен уникальный ID. Алтухов, ФЛ-П имеет ID 484220. Приспособление для шлифовки направляющих станин токарных станков имеет ID на сайте — 5380097. Если у вас возникли сложности при работе с компанией Алтухов, ФЛ-П – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки.
Товар был добавлен на сайт 04/09/2013, дата последнего изменения — 04/09/2013. За все время товар был просмотрен 3211 раз.
За все время товар был просмотрен 3211 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией Алтухов, ФЛ-П цена товара «Приспособление для шлифовки направляющих станин токарных станков» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Алтухов, ФЛ-П по указанным телефону или адресу электронной почты.
Телефоны:
+380 (67) 5455504
Купить приспособление для шлифовки направляющих станин токарных станков в Харькове:
Украина,Харьковская область, Харьков,ул. Метростроителе 15
Приспособление для шлифовки направляющих станин токарных станков
Приспособление для обработки направляющих станин токарных станков
Полезная модель относится к приспособлениям для обработки направляющих станины токарного станка и может использоваться при капитальных ремонтах металлорежущего оборудования. Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке, как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта. Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте.
Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке, как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта. Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте. 3 з.п.ф., 4 ил.
3 з.п.ф., 4 ил.
Полезная модель относится к приспособлениям для обработки направляющих станины токарного станка и может использоваться при капитальных ремонтах металлорежущего оборудования.
Известен переносной станок по А.С. СССР №691251, публ. 15.10.1979 г., МПК В23С 1/20 для обработки направляющих станин металлорежущих станков. Он содержит установленную с возможностью перемещения по направляющим стойку с поворотной траверсой, несущей инструментальную головку. Траверса выполнена из шарнирно соединенных между собой звеньев, одно из которых связано со стойкой, а другое несет инструментальную головку и соединено посредством тяги со стойкой; оси в местах соединения звеньев между собой, со стойкой, с тягой и тяги со стойкой расположены таким образом, что при проекции их на горизонтальную плоскость, они являются вершинами параллелограмма. Обработка изношенных направляющих станины производится установкой на ее базовые поверхности каретки переносного станка с приводом и коробкой подач.
К недостаткам данного технического решения относится значительный вылет инструментальной головки относительно каретки, что снижает точность обрабатываемых направляющих. Применение станка предполагает разборку всех узлов, размещенных на ремонтируемых направляющих станины.
Известно приспособление для шлифовки направляющих металлорежущих станков по информационному листку №278-83 от 05.08.1983 г. ЦНТИ г.Ульяновска, выбранное за прототип.
Оно состоит из основания, закрепляемого на суппорте продольно-строгального станка, шлифовальной головки с приводом от отдельного электродвигателя. На суппорте расположен палец, вокруг него поворачивается основание. Зажим основания производится двумя болтами, перемещаемыми по кольцевой канавке суппорта станка.
Подбором разных типов шлифовальных кругов с поворотом шлифовального приспособления обеспечивается шлифовка поверхности, расположенными под любым углом к горизонту.
К недостаткам прототипа также как и аналога относится необходимость разборки ремонтируемого станка и специального строгального станка для шлифовальных работ.
Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта.
Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте.
Станина токарного станка содержит направляющие 1 и 2 для продольного суппорта станка, направляющие 3 и 4 для задней бабки; обратные поверхности
которых 5 и 6 используются для зажима бабки на направляющих 3 и 4 прижимной планкой.
Изложенная сущность поясняется чертежом, где изображены:
Фиг.1 — общий вид приспособления;
Фиг.2 — вид сверху;
Фиг.3 — механизм винтовой пары;
Фиг.4 — державка с системой отверстий для инструментальной головки.
При эксплуатации станка интенсивному неравномерному износу подвержены направляющие 1 и 2, максимальному на расстоянии до 1,5 метров от передней бабки станка; направляющие 3 и 4 практически не изнашиваются, так как в рабочем положении задняя бабка неподвижна. Приспособление состоит из инструментальной головки 7 с державкой 8, установленной на стойке 9 стола 10, последний закреплен на каретке 11 четырьмя болтами 12. На каретке 11 выполнены опорные поверхности 13 и 14, сопрягаемые с направляющими 3 и 4 и ответные им. Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17.
Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17.
На державке 8 закреплены направляющие 18 и 19, охватывающие стойку 9. Сверху на стойке 9 установлена пластина 20 с резьбовым отверстием для винта 21, а на державке 8 установлена пластина 22 с пазом для кольцевой канавки 23, выполненной на конце винта 21. На стойке 9 установлено 4 болта 24, а на державке 8 выполнены пазы; это обеспечивает возможность жесткого крепления державки 8 на стойке 9.
На свободном конце державки 8 установлена ось 25 и выполнены отверстия 26 для болтов, устанавливаемых одновременно в отверстиях основания 27 инструментальной головки 7. Отверстия 26 расположены под углом 45 градусов между собой. Это обеспечивает поочередную обработку угловых поверхностей направляющей 1.
Возможно другое расположение отверстий 26 в зависимости от профиля обрабатываемых направляющих 1. На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае
На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае
устанавливается на дополнительной стойке, инструментальная головка 7 располагается над направляющей 2 с обеспечением ее шлифования за счет подбора необходимого профиля круга.
На столе 10 возможно выполнение резьбовых отверстий для закрепления основания 27 и головки 7. На столе 10 возможно также расположение винтовой пары 28-29, аналогичная механизму деталей 20, 21, 22 и обеспечивающая микроподачу абразивному кругу 30 инструментальной головки 7.
Каретка 11 кинематически связана с ходовым винтом или валом станка любым из известных способов, например установкой на каретке кронштейна с гайкой или втулкой.
Работает устройство в следующей последовательности.
Продольный суппорт станка демонтирован с наружных направляющих станины, каретка 11 установлена на внутренних вспомогательных направляющих 3 и 4. Планка скольжения 16 закреплена болтом 17 на каретки 11 до упора в прокладки 15, при этом между поверхностями 5, 6 и планкой 16 имеется зазор минимальной величины в пределах 0,01 мм.
Инструментальная головка 7 установлена в положение, обеспечивающее совмещение торца круга 30 с обрабатываемой плоскостью направляющей 1.
Каретка 11 кинематически связана с ходовым винтом.
Заглубления вращающегося круга 30 в обрабатываемую плоскость производится винтовой парой 28-29 в крайнем положении каретки на станине, т.е. на изношенной части направляющей 1. Затем при включении привода винта каретка 11 перемещается на станине, производя шлифование отдельных участков направляющей 1. Очередное заглубление может производится на изношенных участках направляющей 1 винтом 21.
В такой последовательности работы инструментальной головки будет производится шлифование направляющей 1 до появления искрения на всей длине обрабатываемой поверхности.
Глубина заглубления круга 30 на отдельной плоскости фиксируется, затем головка 7 переналаживается на шлифовку второй плоскости направляющей 1.
Переналадка может осуществляться разворотом инструментальной головки 7 или замены круга 30 при перемещении державки 8 в необходимое положение, например, перемещением стола 10.
В этих случаях на столе 10 и державке 8 могут быть предусмотрены дополнительные отверстия и пазы, обеспечивающие грубую переустановку головки 7. Точная регулировка будет производиться винтовыми пазами 20-21-22 или 28-29.
Перешлифовка второй поверхности направляющей 1 будет производится в последовательности, изложенной выше. Глубина заглубления для обеих поверхностей должна быть одинаковой, она затем назначается такой же величиной для перешлифовке направляющей 2.
Настройка круга 2 для направляющей 2 может осуществляться разворотом державки 8 и головкой 7, либо установкой на столе 10 дополнительной стойки. Шлифование направляющей 2 производится в указанной выше последовательности.
Предложенное приспособление возможно использовать без снятия со станины продольного привода суппорта, используя его в качестве привода линейного перемещения каретки 11 путем их соединения жесткой тягой. В этом случае возможны варианты:
— шлифование только направляющих станины, расположенного у передней бабки станка;
— поочередное шлифование направляющих станины, разделенной на два участка: передний, у передней бабки и задний — на конце станины. Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.
Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.
1. Приспособление для обработки рабочих наружных направляющих станины токарного станка, содержащее инструментальную головку, установленную на державке с возможностью линейного и углового позиционирования инструмента на державке, относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола, установленного в направляющих продольной каретки, последняя расположена на станине станка, отличающееся тем, что каретка установлена на внутренних вспомогательных направляющих станины.
2. Приспособление по п.1, отличающееся тем, что на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих.
3. Приспособление по пп.1 и 2, отличающееся тем, что между кареткой и планкой скольжения установлены прокладки, закрепленные, например, на каретке.
4. Приспособление по п.1, отличающееся тем, что на станке установлена винтовая пара, а на державке — планка с пазом для кольцевой канавки, выполненной на винте.
Можно ли точно отшлифовать токарные станки в домашних условиях?
Susan_in_SF
Богиня дерева и металла
#1
Привет, ребята,
Некоторое время назад я купил South Bend 9A, которым активно пользовался предыдущий владелец, пока он не скончался. Мне сказали, что он сделал много оружия на моем новом старом токарном станке. Когда я купил его, я был супер новичком, который не думал о постельном белье. Я был ослеплен маркой «Саут-Бенд» и почти ничего не знал.
После покупки этого станка я, честно говоря, не планировал покупать другие станки (смеется). Затем, месяц спустя, на Craigslist я увидел только что опубликованное объявление от парня, который хотел освободить свой склад в тот же день, так как на следующий день он уезжал в отпуск. Я встретил его на складе и купил South Bend 9C вместе с парой стальных тумбочек на верстаке, ящики которых были заполнены припасами 1950-х годов. Я нахожу интересным, как старожилы использовали стеклянные банки, банки из-под кофе и бутылочки с рецептами для хранения своих винтов, кранов и т. д. В любом случае, я заплатил 120 долларов за все, и так я получил 2 Саут-Бенда (до того, как я позже получил бесплатный токарный станок Логан).
Итак, после того, как мой друг-механик предложил мне оставить 2-й Саут-Бенд на запчасти, я решил оставить его себе, а не продавать. Я рад, что сохранил этот второй токарный станок, так как теперь я знаю, что пути моего токарного станка 9A серьезно изношены. Вы можете легко увидеть износ в нескольких дюймах от передней бабки.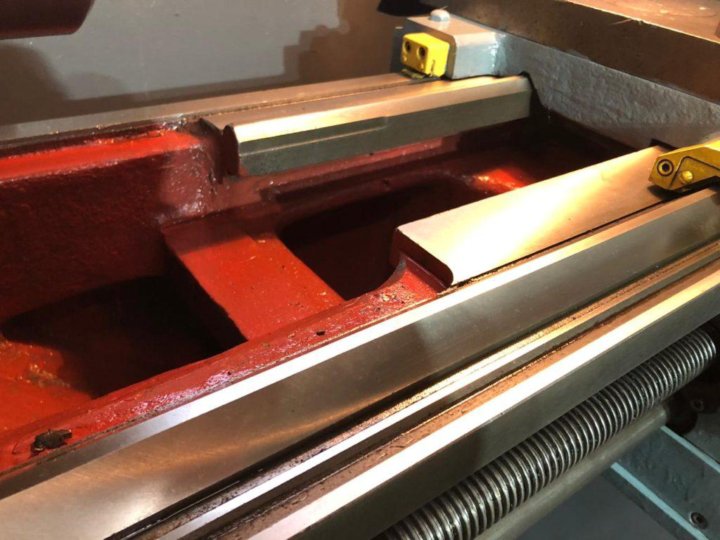 Что касается более старого токарного станка 9c 1930-х годов, направляющие находятся в очень, очень хорошем состоянии. Итак, я планирую просто поменяться кроватями. Я читал в Интернете, что мне просто нужно просверлить дополнительное отверстие в станине 9C, чтобы в нее можно было вставить быстросменную коробку.
Что касается более старого токарного станка 9c 1930-х годов, направляющие находятся в очень, очень хорошем состоянии. Итак, я планирую просто поменяться кроватями. Я читал в Интернете, что мне просто нужно просверлить дополнительное отверстие в станине 9C, чтобы в нее можно было вставить быстросменную коробку.
Я не уверен, что буду делать со своей изношенной кроватью после того, как поменяю ее на кровать 9C.
Возможно ли изготовить длинный подвижный стол для использования на моем маленьком плоскошлифовальном станке 612 и изношенной станине 48 дюймов?
Просто жаль выбрасывать эту старую кровать. В сети читал, что если дорожки были отшлифованы, то фартук надо шлифовать, чтобы токарный станок был точен.
Несмотря на мой первоначальный план оставить 2-й токарный станок на запчасти, я подумывал продать 2-й токарный станок с замененными 9Кровать.
Моя идея использовать мой плоскошлифовальный станок на 4-футовой станине безумна? Если у МакГайвера есть способ заставить его работать, то как?
Или мне просто продать второй токарный станок как есть, с изношенной станиной (после того, как я поменяю станки)?
Спасибо,
Сьюзан
Firstram
H-M Supporter — золотой член
#2
Я бы починил один и продал бы второй хорошо подержанный со скидкой. Кажется, у вас есть талант находить сделки, поэтому вам понадобится место для следующей части оборудования.
Боб Корвес
Платина
#3
Возможно? Да.
Вероятно? Очень уж нет…
Сьюзен, если токарный станок слишком изношен, просто продайте его и купите другой, который лучше соответствует вашим потребностям. Некоторым (очень немногим) людям нравится очищать целую машину для своего хобби-магазина. Другие пользуются другими средствами самобичевания. Будьте готовы к очень высокой кривой обучения и огромному количеству работы, времени и терпения, которые потребуются для правильного выполнения работы. Я бы предположил, что 99 из 100 машин, разобранных любителями для приведения их в функционально новое состояние (а не просто для того, чтобы сделать их снова красивыми), в конечном итоге собираются обратно в незаконченном виде или продаются в виде корзин или запасных частей. Имейте в виду, что любители делают что-то для удовольствия.
Будьте готовы к очень высокой кривой обучения и огромному количеству работы, времени и терпения, которые потребуются для правильного выполнения работы. Я бы предположил, что 99 из 100 машин, разобранных любителями для приведения их в функционально новое состояние (а не просто для того, чтобы сделать их снова красивыми), в конечном итоге собираются обратно в незаконченном виде или продаются в виде корзин или запасных частей. Имейте в виду, что любители делают что-то для удовольствия.
bhigdog
Зарегистрировано
#4
Три способа приблизиться к этому.
1. Выбросить или продать кровать.
2. Попробуйте очистить кровать в качестве учебного опыта, прежде чем выбрасывать ее.
3. Используйте его как есть в качестве учебного опыта. Я видел некоторые из лучших работ, выполненных на самых запущенных машинах, потому что оператор хорошо знал их и работал с их недостатками, а не против них…………… Боб
Cadillac STS
Активный пользователь
#5
Можно ли перевернуть станину так, чтобы передняя бабка оказалась на менее используемом конце задней бабки?
П. Уоллер
Латунь
#6
Бенмикри
Джон Йорк
#7
НА САМОМ ДЕЛЕ, НЕТ
П. Уоллер
Латунь
#8
Почему бы и нет?
Бенмикри
Джон Йорк
#9
НА ТОКАРНОМ СТАНОКЕ С ПЛОСКИМ НАПРАВЛЕНИЕМ ЭТО МОЖЕТ БЫТЬ ТЕОРЕТИЧЕСКИ ВОЗМОЖНО, НО СТАНКИ С ЮЖНЫМ ИЗГИБОМ НЕ ИЗГОТОВЛЕНЫ ТАКИМ ОБРАЗОМ, КЛАВИША И ГОЛОВКА И ЗАДНЯЯ БАСКА, ОНИ БЫЛИ ПЕРЕВЕРНУТЫ, И НЕТ СПОСОБА НАПРАВЛЯТЬ И ВЫРОВНИТЕ СООТВЕТСТВУЮЩИЕ ЭЛЕМЕНТЫ.
Супербербан
Зарегистрировано
#10
Согласен. Южный изгиб имеет V-образную форму, плоскую на передней стороне и 2 V-образных на задней.
Сколько стоит переточка направляющих и седла?
HMF
Основатель сайта
#1
Насколько дорого обойдется переточка направляющих и седла на токарном станке 10×36?
Вам нужно будет сделать переднюю и заднюю бабки, чтобы все выровнять?
Будет ли после этого человек смотреть на соскоб? Или можно было бы добраться туда одним только соскабливанием, если предположить, что состояние путей не так уж плохо.
Предполагается, что вы не пытаетесь создать сверхточный станок, а просто возвращаете его OEM-производителю.
Спасибо!
Нельсон
Последнее редактирование модератором:
Тони Уэллс
Зарегистрировано
#2
Ну, это немного отличается, но на этом маленьком токарном станке я ожидаю > 500 долларов. НО, и это БОЛЬШОЕ НО, все меняет свое вертикальное положение при шлифовке станины. Особенно фартук в сборе. Если для этого вы будете использовать прокладки, вам придется бороться с редуктором, который приводит в движение ходовой винт и т. д.
Тщательно обдумайте это. Вам не обязательно нужно избегать этого, но если все сделано правильно, вы можете добиться точности и долговечности.
4GSR
Гость форума
#3
Если вы действительно хотите стать энергичнее, вы можете построить точильный станок, как это сделал я, и переточить свои пути.