Содержание
Приспособления, помогающие сварить детали под углом
Как самостоятельно сделать угловую струбцину для сварки
Струбцины причисляются к вспомогательному инструменту при проведении сварочных и иных видах работ. Они обеспечивают плотное сжимание заготовок друг с другом, фиксацию деталей на основании при обрабатывании.
Разные типы подобных приспособлений возможно увидеть в любой мастерской. Для того чтобы фиксировать угол между конструктивными частями, мастера применяют угловую струбцину.
Для экономии собственных денежных средств они делают данное приспособление собственноручно.
Обратите внимание
Струбцина угловая изготавливается из дюралюминия, ввиду этого располагает большой прочностью.
Приспособление удобно тем, что на нем есть особые установочные отверстия, посредством которых его возможно фиксировать на верстаке. Обычно самодельная струбцина применяется при сборке мебельных предметов.
Кроме того, ее возможно использовать для проведения плотницких, токарных, слесарных и сварочных работ как на производстве, так и в бытовых условиях.
Конструктивные особенности
Угловая струбцина для сварки предоставляет возможность сваривать детали из металла под различными углами. Заводские инструменты выпускаются в различных модификациях. Их возможно применять для того, чтобы соединять трубные изделия под углом от 30 до 90 градусов.
Конструктивные особенности струбцин для сварочных работ таковы:
- Зажимные губки располагают большой толщиной. Ввиду этого изделия соединяются более жестко, сварной шов при выполнении сваривания не подвергается выгибанию;
- Применяются зажимные винты из меди, предотвращающие спайку резьбы приспособления при ее соприкосновении с каплями расплавившейся стали. Благодаря этому период эксплуатации инструмента становится значительно больше;
- Струбцина для сварки увеличивает рабочую область. Это позволяет выполнять сварочные работы под нужными углами на местах соединения деталей.
Конструкция инструмента включает в себя рамное основание, передвижной агрегат. Зачастую данный агрегат оснащается прижимным винтом. Он предоставляет возможность изменять степень сжатия деталей.
Зачастую данный агрегат оснащается прижимным винтом. Он предоставляет возможность изменять степень сжатия деталей.
Ввиду неплохой подвижности струбцина обеспечивает фиксацию металлических деталей разного сечения, размера. Для увеличения удобства сваривания и производительности возможно применять несколько струбцин различной конфигурации. Большая часть изготавливаемых приспособлений предназначается для соединения деталей из металла, радиус которых не больше 19,5 сантиметра.
На сварочных струбцинах углового типа имеются особые рукояти в форме буквы «Т». Они позволяют сообщать усилие, которое формируется при обработке, на обрабатываемые детали. Чугунные скобы способны выполнять свою задачу даже в высокотемпературных условиях.
При выборе приспособления необходимо принимать во внимание вид работ, которые вы намереваетесь проводить.
- G-струбцины обычно применяются для жесткой фиксации стальных деталей, которые располагают маленькой толщиной.

- F-струбцины, располагающие прижимным устройством, которое можно регулировать, используются при обрабатывании стальных деталей, имеющих большую толщину.

Быстрозажимные инструменты возможно устанавливать в гаражных помещениях и мастерских на специальных столах, которые имеют ровную столешницу.
Предлагаем посмотреть видео с подборкой самодельных угловых тисков, которые сделаны своими руками.
Как самостоятельно сделать струбцину
Большая часть подобных приспособлений обладает углом фиксации в 90 градусов. Однако сегодня производятся изделия, в которых возможно изменять угол крепления. Стоят они несколько дороже, ввиду этого рекомендуется делать угловую струбцину своими руками, используя чертежи или без них.
Такой инструмент конструктивно прост, практически каждый домашний умелец сможет изготовить его без особого труда. Самый подходящий материал для создания струбцины – железо.
Изготовление приспособления осуществляется по такому алгоритму:
- Создание конструкционного основания. Для изготовления основной части приспособления рекомендуется применять листовое железо, имеющее толщину от 8 до 10 миллиметров. Фиксационным компонентом является уголок необходимой величины. Фиксацию элементов желательно выполнять посредством электросварки, потому как использование резьбы не так надежно.
- Установка прижима. Для изготовления прижимного винта нужно применять две либо три гайки, которые соединяются друг с другом сваркой. Нужно сделать кронштейн, имеющий по центру резьбовое отверстие толщиной от 30 до 40 миллиметров. Фиксируется кронштейн посредством болтов. Если резьба сорвется, ее возможно будет легко заменить.
- Формирование угла. Особенное внимание нужно обращать на положение прижимных скоб. При соединении уголки должны точно подходить друг к другу. Для обеспечения идеального соединения 1 уголок сваривается с прижимом. После этого на него кладется второй уголок, который прижимается к скобе и сваривается с ней.
- Проверка подвижности основной части. По бокам инструмента нужно монтировать направляющие, которые предоставляют возможность передвигать внутреннее основание приспособления. Для этого осуществляется вырезание паза, имеющего ширину от восьми до десяти миллиметров по биссектрисе углового устройства.
- Сверление отверстий. С помощью сверлильного инструмента в верхнем основании приспособления, в которое закручивается болт с гайкой и шайбой, создаются отверстия. Основания должны свободно перемещаться относительно друг друга. Рекомендуется использовать болт, у которого резьба не доходит до головки. Кроме того, головку можно фиксировать на основании с помощью кронштейна.
 Для изготовления основной части приспособления рекомендуется применять листовое железо, имеющее толщину от 8 до 10 миллиметров. Фиксационным компонентом является уголок необходимой величины. Фиксацию элементов желательно выполнять посредством электросварки, потому как использование резьбы не так надежно.
Для изготовления основной части приспособления рекомендуется применять листовое железо, имеющее толщину от 8 до 10 миллиметров. Фиксационным компонентом является уголок необходимой величины. Фиксацию элементов желательно выполнять посредством электросварки, потому как использование резьбы не так надежно. По бокам инструмента нужно монтировать направляющие, которые предоставляют возможность передвигать внутреннее основание приспособления. Для этого осуществляется вырезание паза, имеющего ширину от восьми до десяти миллиметров по биссектрисе углового устройства.
По бокам инструмента нужно монтировать направляющие, которые предоставляют возможность передвигать внутреннее основание приспособления. Для этого осуществляется вырезание паза, имеющего ширину от восьми до десяти миллиметров по биссектрисе углового устройства.Также угловую струбцину можно сделать по такой схеме:
- Вырезание из листа металла трех полос различной длины (100, 250, 500 мм), одинаковой ширины (40 мм).
- Подготовка двух пластинок в форме прямоугольника.
- Приваривание пластинки к основанию инструмента.
- Приваривание второй пластинки к той стороне инструмента, которая поменьше.
- Сваривание шайб друг с другом.
- Приложение гаек к передвижному компоненту. Стержень, который выкручивается, должен располагаться параллельно основной части приспособления.
- Сварка выполняется с наружной стороны первого листа в форме прямоугольника.
- Передвижной элемент фиксируется внутри приспособления по краям.
- Приваривание шайб к стержню (плашмя).

При использовании обыкновенной струбцины могут возникнуть сложности с выполнением определенных работ. Обусловлено это ограниченным расположением приспособления. Оно может располагаться только под углом 90 градусов.
Для устранения данного ограничения нужно разместить в инструменте разъемное болтовое соединение. Возможно использовать прижимной регулируемый винт.
Посредством его можно будет выбирать нужный угол, осуществлять закрепление.
Стоит не забывать, что для создания правильного сварного соединения требуется высококачественный инструмент, предоставляющий возможность облегчать сваривание, предотвращать возникновение не состыковок, подгонов.
Чтобы процесс изготовления стал более понятен, рекомендуем изучить видео урок по созданию этого приспособления.
Как самостоятельно сделать угловую струбцину для сварки Ссылка на основную публикацию
Источник: https://oxmetall.ru/svarka/kak-samostoyatelno-sdelat-uglovuyu-strubtsinu
Обзор приспособлений для сварки
Приспособления для сварки
Непосредственно сама сварка требует иногда гораздо меньше времени и сил, чем подготовка к ней. Основную долю последней составляет сборка сварной конструкции с фиксацией всех элементов в нужном положении. Эта работа требует особого внимания, поскольку от нее зависит качество готового изделия.
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала.
Еще хуже, когда элемент приваривается, но не в том положении, которое требуется — незаметно сдвинулся или деформировался после остывания металла.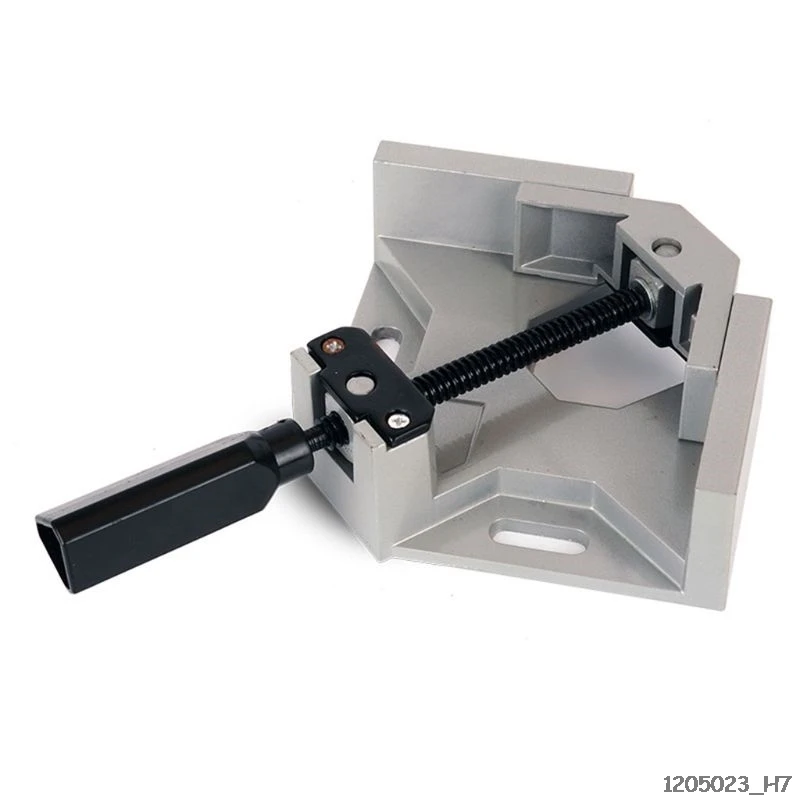
Важно
Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ.
В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование — транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр.
В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Все сборочно-сварочные приспособления можно разделить на два основных вида — установочные и закрепляющие. Особенно удобны механизмы, сочетающие в себе обе эти функции.
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина — универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она — первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности.
Совет
Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма.
Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько — различных размеров и конфигураций.
Струбцина Bessey с регулируемым зевом и наклоняемым упором
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.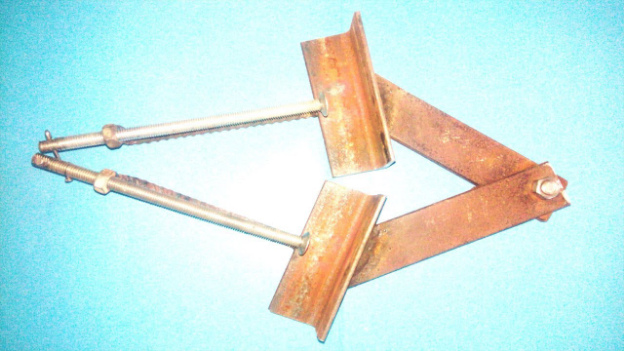
Установочно-закрепляющие приспособления
Наиболее удобны в использовании приспособления для сварки, выполняющие комплексную функцию установки детали в нужное положение и ее закрепление. В этом случае не нужно заботиться о том, чтобы правильно выставить детали, достаточно просто вставить их в приспособление и затянуть винты или эксцентрики.
На рисунке ниже изображено три подобных устройства для сборки элементов под углом 90°, позволяющие быстро и легко выставлять и крепить свариваемые детали в одной и двух плоскостях.
Для обеспечения выемки конструкции из приспособления после сварки, один из зажимов у приспособления для объемной сборки (вверху справа) выполнен поворотным.
Обратите внимание
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.
Приспособления для сварки труб
Сварка торцов труб является часто выполняемой операцией — как в производстве, так и в домашних условиях.
Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество.
Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра.
 Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Приспособления для сварки труб: центратор-струбцина СМ151 и центратор-струбцина ЦС3
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Приспособления с магнитами
Очень удобными сборочно-сварочными устройствами являются магнитные приспособления для сварки, соединяющие и удерживающие детали в определенном положении силой притяжения встроенных в них магнитов.
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол.
Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания.
Важно
Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь.
Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Есть варианты и проще:
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество.
Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками.
Только важно помнить, что под воздействием высоких температур (некоторые магниты — под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Газовые линзы
При аргонодуговой сварке большое влияние на качество защиты оказывает скорость истечения газа из горелки и форма свариваемых изделий. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока.
Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока.
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Поток газа с использованием газовой линзы (слева) и без линзы (справа)
Совет
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
При сварке титана требуется защита не только непосредственно зоны расплавленного металла, но и прилегающих к ней областей.
Это вызвано тем, что титан при температуре выше 400°C начинает активно вступать в реакцию с газами, содержащимися в воздухе, в результате чего повышается его хрупкость и снижается прочность. Чтобы не допустить этого, применяется т.н.
вторичная защита, целью которой является исключение контакта с воздухом тех зон металла, которые могут иметь температуру выше 400°C.
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва.
Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу.
Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу.
Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Приспособление для вторичной защиты при сварке (Huntingdon Fusion Techniques)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
Обратите внимание
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
http://tool-land.ru
Источник: http://legkoe-delo.ru/remont-doma/stati/77563-obzor-prisposoblenij-dlya-svarki
Сварочные приспособления
Существует большое количество разного оборудования, которое предназначено для работы сварщика. Но при условии выполнения работ сварщика на дому, сразу же возникает вопрос необходимости применения механических сборных фиксаторов, да бы была возможность снять или поставить туда и закрепить свариваемую деталь.
Так же, возникает потребность и в таких инструментах, как угольники, если становится необходимо сварить детали под прямым углом.
Многообразие сварочных приспособлений обычно подразделяют на две группы: закрепляющие и установочные. Существуют также и те, что включают в себя функции из обеих групп. Назначения обеих данных групп при сварке очень трудно недооценить.
В основном, симптомы нехватки приспособлений начинают сказываться в том, что при сварке детали будут прихватываться не так, как надо, и не под тем углом. О хорошем качестве слияния граней и нормальном положении свариваемой конструкции в таких случаях мечтать не приходится, а переделывать все заново займет много сил и времени, а также денег, на приобретение новой заготовки.
О хорошем качестве слияния граней и нормальном положении свариваемой конструкции в таких случаях мечтать не приходится, а переделывать все заново займет много сил и времени, а также денег, на приобретение новой заготовки.
Поэтому, всё же стоит потратить свое время на подготовление, или приобретение специальных инструментов, необходимых любому сварщику — зажимов, тисков, фиксаторов, движимых частей с редуктором и.т.д. Они могут здорово помочь любому сварщику сберечь свое время и силы, для получения более качественного на выходе итогового изделия.
Зажимные сварочные принадлежности сконструированы таким образом для того, чтобы обеспечивать правильный зажим и фиксацию изделия, да бы шов сварки прошел в максимально требуемом месте, и под нужным углом.
Зажимные тиски для сварки могут иметь отличия, в зависимости от того, для удержания каких деталей они предназначены, сначала от формы самих фиксируемых деталей, а потом от системы фиксации деталей, как например, с помощью нарезанной резьбы, с помощью магнитов и т. п.
п.
А если приспособления подбираются в основном исходя из формы и размеров деталей которые они зажимают, значит и разделены они, в первую очередь в зависимости от того для каких деталей предназначены.
Важно
Двигательными приспособлениями для сварки, такими, например, как поворотные и вращательные механизмы, в большинстве случаев являются роликовые опоры, манипуляторы, поворотные кондукторы и кантователи.
Все они облегчают процесс выставки деталей в требуемое положение, удобное для сварки, а также имеют популярность в массовом производстве.
Также, электросварщик должен обязательно пользоваться собственными приспособлениями для защиты. К ним относятся такие, как:
- — щиток и шлем со встроенными снижающими излучение светофильтрами, а также защищающими лицо от брызгов металла
- — изолирующий коврик, либо деревянная подставка, для защиты при работе от токопроводящего покрытия пола.
Плюс к тому, электросварщик при работе должен быть одет в специальную одежду, во избежание ожогов от расплавленного металла. А также, ему необходимо в работе иметь сухие брезентовые перчатки.
А также, ему необходимо в работе иметь сухие брезентовые перчатки.
Источник: http://svarkagid.com/svarochnye-prisposobleniya/
Самодельные приспособления для сварки: чертежи
Работы по сварке порой предполагают меньше сил и времени по сравнению с подготовкой к ним. Основная их доля – это сборка сварной конструкции, в процессе чего необходимо зафиксировать элементы в требуемом положении. Данная работа требует от мастера внимания, ведь от неё зависит качество изделий.
Если после тщательной выверки и установки заготовок конструкция развалится от прикосновения электрода, будет досадно, придется собирать всё сначала. Случается и так, что элемент приваривается, но не в том положении, которое нужно. Это может произойти при незаметном сдвиге или деформации после остывания металла. Именно поэтому перед началом сварочных работ необходимо запастись всеми нужными приспособлениями.
Решение проблемы
Для того чтобы избежать подобных ошибок, используются специальные приспособления для сварки. Они позволяют беречь силы и время, обеспечивая высокое качество изделиям на выходе. На сегодняшний момент известно множество механизмов и устройств, которые могут быть использованы для проведения сварочных работ. Если люди работают в условиях промышленности, где налажено массовое и серийное производство, они используют автоматизированное и механизированное оборудование, сюда следует отнести механизмы для укладки, транспортные устройства, технологические сборочные приспособления и прочее. Если же мастеру предстоит работать в домашних условиях, то им могут быть использованы приспособления для сварки, которые вполне реально изготовить самостоятельно. Они позволят снизить деформацию деталей.
Они позволяют беречь силы и время, обеспечивая высокое качество изделиям на выходе. На сегодняшний момент известно множество механизмов и устройств, которые могут быть использованы для проведения сварочных работ. Если люди работают в условиях промышленности, где налажено массовое и серийное производство, они используют автоматизированное и механизированное оборудование, сюда следует отнести механизмы для укладки, транспортные устройства, технологические сборочные приспособления и прочее. Если же мастеру предстоит работать в домашних условиях, то им могут быть использованы приспособления для сварки, которые вполне реально изготовить самостоятельно. Они позволят снизить деформацию деталей.
Изготовление струбцины
Без струбцины, которую вы можете изготовить самостоятельно, не будет способен справиться с работой ни один сварщик. Кроме того, данный инструмент помогает решать задачи при проведении слесарных и столярных работ. Данное приспособление может иметь разные варианты — специализированные и универсальные. Недавно появилась еще одна модификация, которая представляет собой быстрозажимную струбцину. С ее помощью можно обеспечить усилие сжатия до 450 кг. Однако основной задачей таких инструментов выступает фиксация заготовок для соединения между собой.
Недавно появилась еще одна модификация, которая представляет собой быстрозажимную струбцину. С ее помощью можно обеспечить усилие сжатия до 450 кг. Однако основной задачей таких инструментов выступает фиксация заготовок для соединения между собой.
Работа над угловой струбциной: подготовка
Приспособления для сварки предлагаются к продаже сегодня в широком ассортименте, однако изготовить угловую струбцину вы можете самостоятельно. В качестве инструментов и материалов для проведения работ выступают:
- стальной уголок;
- шпильки с резьбой;
- гайки;
- дрель;
- стальные пластины;
- прутки для воротков;
- сварочный аппарат;
- метчик.
Проведение работ
Под прямым углом уголки необходимо присоединить к стальным пластинам. С каждой стороны с помощью сварки фиксируется червячная конструкция. Это уголок с вваренной гайкой или утолщением, в котором следует нарезать резьбу с учетом шпильки воротка. При этом важно обратить внимание еще и на потенциальную заготовку, ведь она определяет ширину рабочего зазора.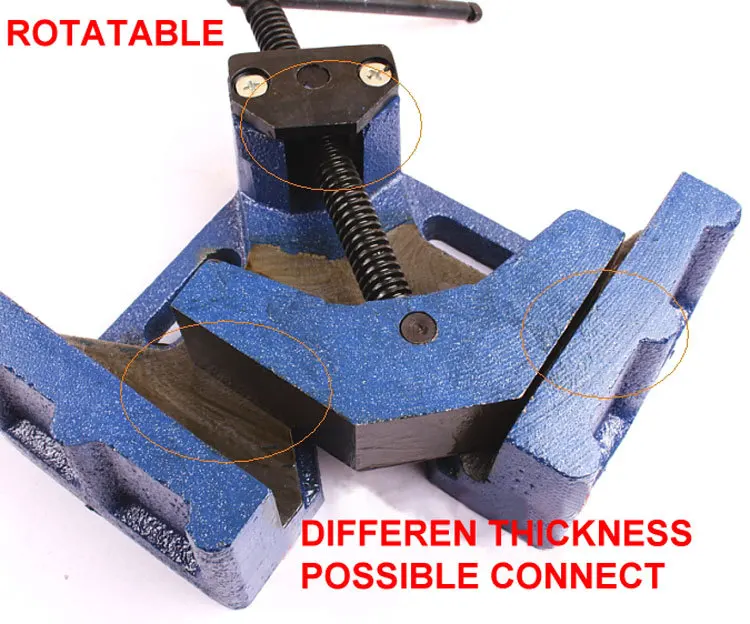 Если диапазон размеров деталей широк, то лучше всего подготовить несколько струбцин.
Если диапазон размеров деталей широк, то лучше всего подготовить несколько струбцин.
Шпилька-вороток вкручивается в рабочую гайку, на конце после этого собирается упор. Данная конструкция представляет собой две металлические шайбы разного размера. Важно обеспечить прокручивание упора на шпильке. Вороток с обратной стороны необходимо снабдить отверстием, в которое устанавливается стальной прут. Он будет выполнять роль рычага. Такие приспособления для сварки собраны правильно, если с помощью них можно надежно фиксировать стальные детали. Конструкция очень проста, а изготовить ее можно из подручных материалов.
Достаточно сложной задачей является сварка труб в торец. При этом заготовки необходимо будет точно сориентировать в пространстве. Если к готовой системе приваривается отрезок трубы, то задача будет упрощена. А вот свободно лежащие заготовки нужно сваривать, заручившись посторонней помощью или используя специальное приспособление. Применить в процессе работы необходимо стальные пластины и металлический уголок. Половинки струбцины крепятся традиционно, применить для этого необходимо шпильки с резьбой. В итоге удастся получить эффективную и простую конструкцию.
Половинки струбцины крепятся традиционно, применить для этого необходимо шпильки с резьбой. В итоге удастся получить эффективную и простую конструкцию.
Изготовление клещей
Самодельные приспособления для сварки включают ещё и клещи. Собрать их можно, но для этого нужно запастись терпением. Для проведения работ следует подготовить медный дротик, длина которого составляет 2 м. Его диаметр должен быть равен 30 мм. Эта заготовка может оказаться несколько длиннее, в этом случае ее удастся прогнуть. Элемент сгибается, чтобы получилась заготовка в форме подковы. На концах делаются 18-мм отверстия, после нужно произвести разворот и сделать пропил.
В итоге получатся зажимы для электродов. Два трансформатора соединяются параллельно, в них вторичная и первичная обмотки должны быть соединены напрямую. Подача тока может корректироваться самостоятельно. Такие самодельные приспособления для сварки должны охлаждаться, а использовать для этого следует воду. Применив ножную педаль, вы сможете снять электроды.
Рекомендации мастера по изготовлению клещей
Из вышесказанного можно сделать вывод, что клещи имеют в составе рычаг для разворота электродов, трансформатор, а также рукоятку с толкателем. Рычаг удерживается шарнирами, оси которых располагаются противоположно. Иногда изготавливаются клещи, между толкателями которых находится пружина. Однако подобное приспособление для сварки труб нельзя назвать удобным. Ведь сжимание пружины при повороте будет довольно сложным.
Изготовление магнитного держателя
Если вас заинтересовали приспособления для сборки и сварки, вы можете изготовить их самостоятельно, отказавшись от приобретения заводских вариантов. Это относится и к магнитному держателю, для выполнения которого нужно подготовить следующие материалы:
- листовой металл;
- сухую доску;
- магнитный крепеж.
При подготовке металла необходимо руководствоваться определёнными параметрами, толщина листа может изменяться в пределах от 1 до 3 мм. Создавая шаблон будущей конструкции, лучше выполнить монолитный вариант, размеры которого будут соответствовать нуждам мастера. Шаблон нужно приложить к листовому металлу и вырезать одинаковые заготовки в количестве 2 штук. Важно при этом сохранить их геометрию.
Шаблон нужно приложить к листовому металлу и вырезать одинаковые заготовки в количестве 2 штук. Важно при этом сохранить их геометрию.
Чертежи приспособлений для сварки лучше всего составить самостоятельно, некоторые из них вы можете отыскать в статье. Следующим шагом на пути к изготовлению магнитных приспособлений будет подготовка центральной части магнита. Для этого нужно выпилить по форме металлических пластин заготовку из древесины, однако ее размер не должен полностью повторять шаблон. От краев следует отступить 2 мм. Толщина этого элемента должна быть больше на 2 мм, чем ширина магнитов.
Внешняя часть изделия на этом этапе готова, теперь нужно создать внутреннее наполнение. В этом случае следует отталкиваться от магнитов. Они будут располагаться между пластинами, а толщина может изменяться в пределах от 10 до 50 мм. Когда изготавливается такое приспособление для сварки под углом, лучше применить круглые магниты, в каждом из которых будут отверстия в центральной части. Однако для работы можно использовать и другие заготовки, которые предварительно подготавливаются методом вырезания отверстий для установки крепежа. Заключительным этапом станет просверливание отверстий и проведение сборки. Стальные пластины крепятся с двух сторон деревянной заготовкой, в пазы фиксируются магниты. На этом можно считать, что изделие готово, его следует испытать на деле.
Однако для работы можно использовать и другие заготовки, которые предварительно подготавливаются методом вырезания отверстий для установки крепежа. Заключительным этапом станет просверливание отверстий и проведение сборки. Стальные пластины крепятся с двух сторон деревянной заготовкой, в пазы фиксируются магниты. На этом можно считать, что изделие готово, его следует испытать на деле.
Изготовление кондуктора для сварки
Если вам нужны ручные приспособления для сварки, вы можете заняться изготовлением кондуктора. Он используется при выполнении рамок и сложных узоров. Конструкция обладает конусообразными опорами, которые необходимо расположить по бокам. Между ними крепится крутящаяся плоскость. На ней должны располагаться регулирующиеся продольные балки с несколькими винтовыми прижимами.
В балках будут отверстия, именно поэтому прижимы могут быть установлены по всей длине, что будет зависеть от размера изделия. Ширина собираемой конструкции может регулироваться благодаря введению балок и их разведению. Использовать раздвижные механизмы описываемого устройства можно в качестве универсального средства для сварки малых и больших изделий. Если вы решили использовать нержавеющую сталь, то при работе важно исключить царапины, которые могут возникнуть от винтовых прижимов. Именно поэтому последние должны быть дополнены наклейками из войлока, которые устанавливаются на губы. Такой аппарат можно собрать из профильной трубы, понадобятся длинные болты и подшипники, предпоследние из которых нужны для крепления передвижных частей.
Использовать раздвижные механизмы описываемого устройства можно в качестве универсального средства для сварки малых и больших изделий. Если вы решили использовать нержавеющую сталь, то при работе важно исключить царапины, которые могут возникнуть от винтовых прижимов. Именно поэтому последние должны быть дополнены наклейками из войлока, которые устанавливаются на губы. Такой аппарат можно собрать из профильной трубы, понадобятся длинные болты и подшипники, предпоследние из которых нужны для крепления передвижных частей.
Приспособление для сварки под углом 90 градусов
Некоторые приспособления для сварки металлоконструкций позволяют избежать проблем при необходимости соединения деталей под прямым углом. Для проведения манипуляций по сборке конструкции необходимо подготовить металлический квадрат, болты, гайки, кусок квадратной трубы, болт, небольшой металлический цилиндр, дрель, сверло, держатель, сварочный аппарат.
Подготавливая квадрат, вы должны учитывать, что его сторона составит 20 см. При выборе толстого болта необходимо предпочесть тот, что имеет 4 см в диаметре. Выбирая металлический цилиндр, вы должны подготовить тот, что имеет размер с шариковую ручку.
При выборе толстого болта необходимо предпочесть тот, что имеет 4 см в диаметре. Выбирая металлический цилиндр, вы должны подготовить тот, что имеет размер с шариковую ручку.
Методика проведения работ
При изготовлении вышеописанного приспособления для сварки своими руками вы должны приварить на квадрат трубы, длина которых составляет 15 и 20 см. Установить их необходимо по углам, чтобы концы труб оказались по разным сторонам квадрата. Теперь можно приступать к изготовлению вспомогательных деталей. Для этого из трубы подготавливается фигура по форме буквы П, ее длина должна составить 10 см. Вторая деталь изготавливается из этих же труб, однако элементы свариваются между собой в виде равнобокой трапеции.
Равнобедренный треугольник выполняется на сторонах квадрата. К нему приваривается П-образная фигура, в которой предварительно проделывается отверстие по центру для маленького болта. В зазор между фигурой и квадратом должен поместиться 4-сантиметровый болт. К последнему приделывается ручка, в роли неё может выступить гайка с отверстием. В маленьком цилиндре нужно выполнить резьбу для маленьких болтов. Она проделывается вдоль конца большого болта. В точке пересечения диагоналей трапеции нужно выполнить отверстия в обеих деталях. Между ними будет устанавливаться цилиндрический элемент, в котором предварительно выполняется резьба.
В маленьком цилиндре нужно выполнить резьбу для маленьких болтов. Она проделывается вдоль конца большого болта. В точке пересечения диагоналей трапеции нужно выполнить отверстия в обеих деталях. Между ними будет устанавливаться цилиндрический элемент, в котором предварительно выполняется резьба.
Заключение
Для облегчения сварочных работ в продаже сегодня можно встретить огромное количество приспособлений и устройств. Отдельное место среди них занимают те, что можно выполнить самостоятельно. Учитывая информацию, которая была представлена выше, можно утверждать, что такие конструкции выполняются из подручных материалов, приобретать дополнительно что-либо не придётся, именно поэтому нужно запастись терпением и подготовить чертежи.
УТВЕРЖДЕНО GRAINGER Монтажная шпилька с резьбой: размер резьбы 1/4″-20, приварка — прямоугольное основание, сталь, черный оксид, 25 шт. — 1LAR3|1LAR3
ГРЕЙНГЕР ОДОБРЕН
- Вещь #
1LAR3 - производитель Модель #
1LAR3
UNSPSC #
31161514
- № страницы каталога
Н/Д
Страна происхождения
США.
Страна происхождения может быть изменена.
Резьбовые шпильки с выступающей сваркой под прямым углом представляют собой L-образные шпильки, идеально подходящие для использования в узких местах, на краях или углах заготовок. Шпильки крепятся путем приваривания прямоугольной лопастной стороны шпильки к заготовке. Резьбовые шпильки с выступающей сваркой представляют собой крепежные детали, которые привариваются к металлической поверхности или проходят через нее для создания постоянной наружной резьбы. Они имеют приподнятые точки сварки (выступы), чтобы лучше контролировать размещение крепежа, чем при сварке всей головки. Шпильки с выступающими сварными шпильками идеально подходят для использования в тяжелых условиях, например, в строительстве и автомобильной промышленности. Они также используются в труднодоступных местах, таких как узкие каналы и другие замкнутые пространства.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ГРЕЙНГЕР ОДОБРЕН
- Вещь #
1LAR3 - производитель Модель #
1LAR3
UNSPSC #
31161514
- № страницы каталога
Н/Д
Страна происхождения
США.
Страна происхождения может быть изменена.
Резьбовые шпильки с выступающей сваркой под прямым углом представляют собой L-образные шпильки, идеально подходящие для использования в узких местах, на краях или углах заготовок. Шпильки крепятся путем приваривания прямоугольной лопастной стороны шпильки к заготовке. Резьбовые шпильки с выступающей сваркой представляют собой крепежные детали, которые привариваются к металлической поверхности или проходят через нее для создания постоянной наружной резьбы. Они имеют приподнятые точки сварки (выступы), чтобы лучше контролировать размещение крепежа, чем при сварке всей головки. Шпильки с выступающими сварными шпильками идеально подходят для использования в тяжелых условиях, например, в строительстве и автомобильной промышленности. Они также используются в труднодоступных местах, таких как узкие каналы и другие замкнутые пространства.
Magswitch Угол 90 градусов 1000 #8100503 | Ручной инструмент | Купить сварочные материалы онлайн | Аксессуары для плазменной резки
Magswitch Угол 90 градусов 1000 #8100503 | Ручной инструмент | Купить сварочные материалы онлайн | Принадлежности для плазменной резки | Сварщик питания
Все категории/
ПОИСК ПО БРЕНДУ/
Магсвитч/
Magswitch 1000 #8100503
Magswitch 1000 можно использовать для сварки под прямым углом с помощью комбинации магнитной системы и системы регулировки рельсов. Благодаря простой системе направляющих, полностью регулируемой с помощью съемных magSquares, Magswitch 1000 обеспечивает непревзойденную универсальность. Каждый магнит имеет силу 1000 фунтов и может включаться/выключаться простым поворотом ручки на 180°.
Благодаря простой системе направляющих, полностью регулируемой с помощью съемных magSquares, Magswitch 1000 обеспечивает непревзойденную универсальность. Каждый магнит имеет силу 1000 фунтов и может включаться/выключаться простым поворотом ручки на 180°.
- Переключатель включения/выключения облегчает позиционирование и позволяет легко очищать металлический мусор
- Полностью регулируемая рельсовая система
- Магниты можно снять с уголка для другого использования
Купите все сварочные магниты и зажимы в Welders Supply.
Посмотрите видео об этом продукте:
Угол магнитной сварки 90 градусов
Magswitch 1000 — #8100503
Макс. отрыв:
- 1000 фунтов на магнит
Полное насыщение Толщина:
- 0,5 дюйма / 13 мм
Вес изделия:
- 10,2 фунта
Общая высота:
- 287 мм / 11,3 дюйма
Магнитный полюс:
- 72 мм x 108 мм
Расходные материалы
Анкерный сварщик YS50
Защитные очки Jackson Nemesis с синим зеркалом, лев.
 ..
..
Защитные очки Jackson Nemesis, дымчатые/зеркальные #…
Кромер сварочный колпачок
Угловая шлифовальная машина Metabo W850-125
Классическая ткань Miller
КОЛЬЦО ДЛЯ КЛЮЧЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА MILLER HANDY
Рюкзак REVCO BSX Welders, сумка для инструментов, сумка для концерта
Струбцина Strong Hand серии UD 4-в-1 4 1/2 дюйма
Стандартная сварочная перчатка Tillman #1015L
Зимние перчатки Tillman
Вопросы и ответы по продукту
В — Можно ли добавить в раму дополнительные магниты?
О — Да, вы можете легко добавить больше переключателей Magswitch для большей прочности.
Q — Как включить или выключить магниты?
A — Просто поверните черную Т-образную ручку сверху на 180 градусов. Сила магнитного поля постепенно увеличивается/уменьшается при повороте ручки.