Содержание
Приспособления шип паз
Автор: yurimi | |Приспособления к фрезеру
Не все приспособления шип паз используются с направляющими втулками, но тенденция к росту подобных приспособлений постоянно растет. Их поставка возможна с пластиковыми направляющими втулками размером от 5/8 дюймов до 1/1/4 дюйма (приманка американского происхождения) и одной стальной втулкой диаметром 1 дюйм. Стальная втулка приспособления для изготовления соединения паз шип имеет воротник с резьбой, который преобразует ее до размера в 2 1/8 дюймов, такой регулируемый диаметр используется для врезок разных размеров. Приспособление для изготовления шипов и пазов может использоваться с любым средней мощности фрезером.
Приспособления шип паз с направляющими втулками.
Вид приспособления шип паз. На фото показан момент изготовления шипа, левее рейка с готовым пазом и дополнительной втулкой.
Для того, чтобы сделать шип, необходимо иметь соответствующую направляющую втулку и фрезу установленную в фрезер нужного размера. Заготовку зажимают вертикально в приспособлении расположенном над заготовкой, непосредственно в его верхней части, регулировку выполняют шаблоном расположенным над заготовкой. Фрезерование делайте серией проходов по направлению хода часовой стрелки и вокруг шаблона. Главное условие, держать постоянно копировальную втулку фрезера прижатой к краям шаблона — приспособление шип паз. Если вы не удержите фрезер и отойдете от края шаблона, фреза снимет лишнюю часть шипа. Это очень важный момент. Для изготовления паза, заготовка зажимается горизонтально в приспособление, а на направляющая втулку навинчивается дополнительная втулка. Настройки остаются в точности такими же, как и для шипа. Это позволяет выполнить точный паз под шип, в отличие от ручного способа, где паз обычно режут первым, а потом делают шип под паз. Прямая фреза выбирается диаметром соответствующий ширине шипа. Дополнительная втулка плотно входит в отверстие металлического шаблона — приспособления шип паз, который контролирует длину реза и держит фрезер прямо. Фрезеруем паз с постепенным погружением фрезы в несколько проходов.
Дополнительная втулка плотно входит в отверстие металлического шаблона — приспособления шип паз, который контролирует длину реза и держит фрезер прямо. Фрезеруем паз с постепенным погружением фрезы в несколько проходов.
Для врезки замка используем приспособления шип паз.
Врезка дверного замка. Если нужен паз прямоугольной формы, для его изготовления используйте угловую стамеску.
Такое приспособление предусматривает использование шаблонов двух размеров и одну копировальную втулку. Такой способ хорошо подходит для ряда самых популярных дверных замков. Шаблоны сделаны из тонкого металла. В данном случае используются два шаблона: один для глубокого паза под замок, другой для мелкого паза, крепежной планки замка. У приспособления шип паз установлена направляющая втулка с наружным диаметром 30 мм, но подбираются прямые фрезы диаметр которых соответствует ширине замка и ширине планки, желательно иметь мощный фрезер. Из глубоких пазов удаляйте стружку и пыль. Углы такого паза будут скруглены, если нужна квадратная форма то используйте специальную угловую стамеску.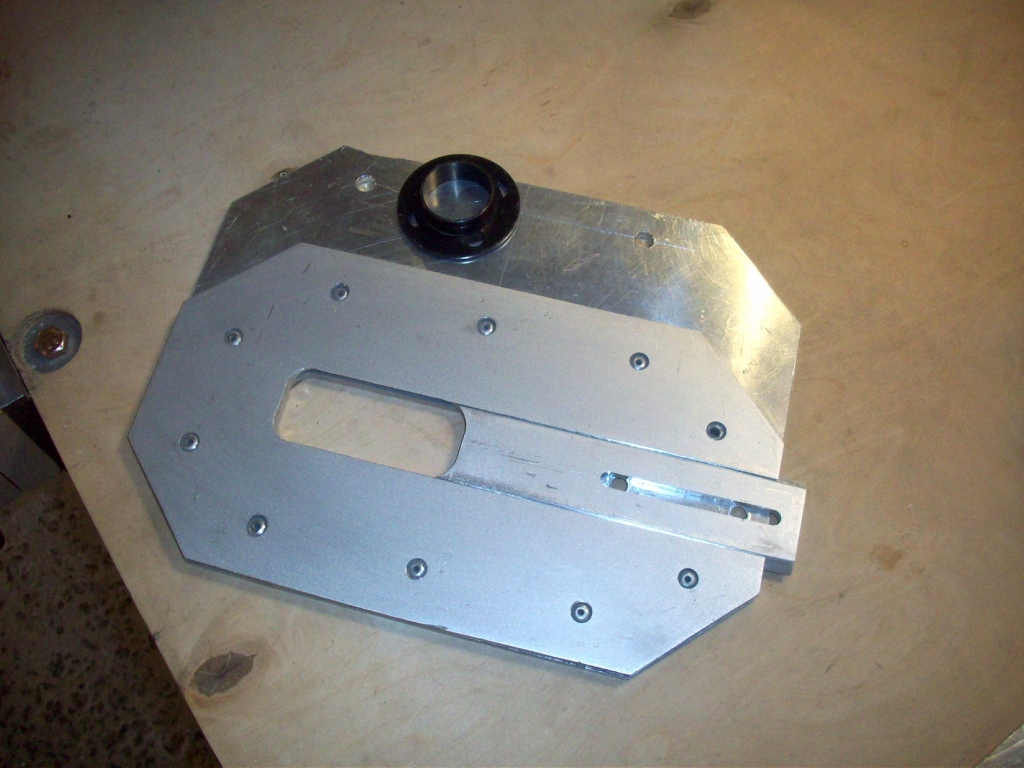 Не исключена возможность использования одного шаблона — приспособления шип паз и двух втулок разного диаметра.Фрезерование выполняется вначале с направляющей втулкой меньшего диаметра. Когда этот отрезок фрезерования завершен, фрезеруйте на всю глубину паза, плотно прижимайте втулку к внутреннему краю шаблона, это даст гарантировано чистые стенки.
Не исключена возможность использования одного шаблона — приспособления шип паз и двух втулок разного диаметра.Фрезерование выполняется вначале с направляющей втулкой меньшего диаметра. Когда этот отрезок фрезерования завершен, фрезеруйте на всю глубину паза, плотно прижимайте втулку к внутреннему краю шаблона, это даст гарантировано чистые стенки.
Метки: пазы и шипы приспособление, приспособление для изготовления шипов и пазов, приспособления для изготовления соединения паз шип. Закладка Постоянная ссылка.
- Найти:
Сайт https://200rf.com/ для родственников российских солдат и офицеров, создан представителями МВД Украины, но заблокирован в РФ на основании решения Генпрокуратуры РФ. Если ваши близкие в последние месяцы отправились на учения и с ними нет связи, скорее всего они участвуют в нападении на Украину с 24.02.2022. Украинскими войсками убито большое количество российских солдат, более 200 захвачено в плен. Горячие телефонные линии о том, живы ли ваши родные:
+380 (89) 420 18 60,
+380 (89) 420 18 61,
+380 (89) 420 18 62
Основной Телеграм канал: https://t.
 me/rf200_now/79
me/rf200_now/79Сайт Украины:
https://war.ukraine.ua/
Рубрики
- Двери и филенки
- Маленикие хитрости столярного дела
- Отделка дерева
- Приспособления к фрезеру
- Приспособления к фуганку
- Приспособления к циркулярке
- Приспособления разные
- Столярные поделки из дерева
- Струбцины и тиски
Свежие записи
- Сверлильный станок — устройства безопасности для станка
- Направляющее приспособление для ручной циркулярной пилы
- Молдинг фрезером, приспособление в помощь столяру
- Ножки для стола, стульев, тумбочек и другой мебели
- Пила циркулярная, вместо фуганка
- Кондукторы для сверления
- Сборка рамок, филенок
- Зажим струбцина своими руками
- Направляющая шина для дисковой пилы
- Фрезерование шипа и паза
- Столярная струбцина своими руками
Свежие комментарии
- Найти:
 me/rf200_now/79
me/rf200_now/79
Шипы фрезером
Автор: yurimi | |Приспособления к фрезеру
Шипы фрезером создаются путем удаления древесины на одном или двух краях рейки. Шипы, это самая важная часть соединения. В большинстве случаев, соединение шип в паз, это одно из лучших соединений. Ниже показана последовательность, как изготовить шипы фрезером. Нужно отметить, что в таком соединении вначале изготавливается шип, а исходя из размеров готового шипа изготавливается паз и потом подгоняется паз под шип. Первое, куда следует направить действия, изготовление реек с точной конечной толщиной и шириной, рассчитывается общая длина реек, выполните торцевание реек на одинаковую длину, убедитесь, что края точны и имеют угол 90°. Рассмотрите направление волокон на рейке, красиво смотрятся непрерывно направленные вокруг рамки волокна. Чтобы это сделать, последовательно отрезайте заготовки и отмечайте каждую часть в последовательном порядке.
[toggles title=»» speed=»800″ active=»3″ theme=»jqueryui»]
[toggle title=»Подготовительные операции:»]
Настройка приспособления шипы фрезером.

- Закрепите вспомогательное основание с установленным на нем фрезером, положении фрезы относительно фрезерного стола горизонтально и затяните обе крепежные гайки горизонтального основания.
- Отрегулируйте высоту фрезы используя основание с фрезером. Ослабьте фиксаторы и слегка поднимайте основание до тех пор, пока фреза не станет выше стола, зафиксируйте основание.
- Установите длину шипа. За регулировку длины шипа отвечает устройство погружения или глубины реза фрезой на фрезерном станке, погружайте фрезу до тех пор, пока она не коснется плечика шипа. Закрепите положение фрезы на фрезере. (См фото ниже справа).
- Так, как вы удаляете древесину на каждой из четырех сторон рейки, основой формирования точного шипа есть размеры на краях рейки, только размеры наиболее приближенные к нужным дадут хороший результат. Любая ошибка в настройке высоты фрезы умножается в два раза. Если вы установили фрезу чуть-чуть выше, ваши шипы фрезером будут слишком тонкими, если ниже — толстые. Лучший способ, попасть на нужную высоту, последовательное фрезерование и перенастройки высоты фрезы по каждом шипу.
 Лучший способ, попасть на нужную высоту, последовательное фрезерование и перенастройки высоты фрезы по каждом шипу.
Лучший способ, попасть на нужную высоту, последовательное фрезерование и перенастройки высоты фрезы по каждом шипу.Длина фрезы равна длине шипа. Используйте шаблон, чтобы установить глубину и длину реза шипа фрезой (фото слева).
Регулировка высоты. Установив шаблон, отрегулируйте высоту фрезы, которая равна высоте плеча шипа (фото справа).
[column-group]
[column]Первое плечо. Держите тонкий край рейки вертикально и толкайте салазки, чтобы про фрезеровать первое плечо.[/column]
[column]Второе плечо. Поверните рейку на 90° и про фрезеруйте лицевую сторону.[/column]
[column]Третье и четвертое плечо. После фрезерования второго плеча, выполните полное фрезерование шипа на остальных двух сторонах заготовки.[/column]
[/column-group]
[column-group]
[column]Шип опустился ниже. Нижнее плечо шипа отрезано значительно больше, а верхнее мало, в результате заготовка оказалась ниже края ноги. [/column]
[/column]
[column]Шип оказался выше. Нижнее плечо подрезано слишком мало результат, а верхнее очень много, в результате заготовка выше ноги.[/column]
[column]Все резы выполнены правильно. Плечи профрезерованные на одном уровне и соприкасаются с ногой в одной плоскости.[/column]
[/column-group]
[/toggle]
[toggle title=»Подгонка шипов в пазы:»]
Тестируем изготовленные шипы фрезером, проверяем подгонку.
- Важно, чтобы шип плотно входил в паз. Самый лучший тест нажимать на шип в пазу руками. Хорошие шипы скользят плавно и входят в паз без забивания, не выкручивают рейку в разные направления, когда шип вставлен полностью, осмотрите соединение и убедитесь, что добились идеальной подгонки. Подталкивая шип вниз, вверх и разные стороны в пазу, опять убедитесь, что он не двигается.
- Второй важный вопрос в подгонке, заключается в плотной подгонке плечиков шипа к ноге. По сути, плечики могут быть отрезаны не ровно, слишком глубоко или недорезанные. В любом случае последним шагом является всегда тестовая посадка шипа в паз и подгонка соединения стамеской.
- Убедитесь в том, что длина шипа соответствует глубине паза. Шип не должен быть длиннее паза. На самом деле, в идеале, он может быть несколько короче, оставляя место для излишков клея при сборке (См. фото вначале статьи). Хорошо подогнанные шипы фрезером должны сидеть хорошо и плотно, клей служит смазкой во время сборки, но не наполнителем для щелей.

Изготовленные шипы фрезером имеют квадратные края, их округляют стамеской так, чтобы края шипа были овальными и входили в паз плотно.
Карты регулируют высоту. Используйте игральные карты, они помогут регулировать высоту фрезерования шипа.
[/toggle]
[toggle title=»Неточности возникающие в процессе работы:»]
Изготавливая шипы фрезером есть пять ситуаций, с которыми вы вероятно столкнетесь. Выполняя настройки фрезера исходите из настроек, в зависимости от конкретной ситуации.
- Если шипы фрезером слишком тонкие, значит очень высоко поднято основание фрезера над столом. Не делайте перенастройки и изготовьте шип, паз под такой шип будете индивидуальным. Затем ослабьте фиксирующие ручки и уменьшите немного высоту, очень немного.
- Если шипы фрезером слишком толстые, значит глубина погружения фрезы слишком мала. Измерьте толщину шипа и паза штангельциркулем. От толщины шипа отнимите толщину паза, разделите результат на 10 и округлите до целого числа. Высчитайте количество игральных карт представляющих это число, плюс еще одна карта. Ослабьте фиксирующую ручку и расположите карты под струбциной, как показано на фото выше. Затяните ручку.
- Если край заготовки ниже, чем край ноги, внимательно осмотрите в сухом собранном виде шип и определите, какую сторону нужно приподнять или понизить фрезерованием. Другой вариант — уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается верх шипа.
- Если край заготовки выше, чем край ноги, внимательно осмотрите в сухом собранном виде шип и определите, какую сторону нужно приподнять или понизить фрезерованием. Другой вариант — уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается низ шипа.
- Если шип слишком длинный, не регулируйте длину шипа на станке и не надо настраивать глубину фрезы для фрезерования, поскольку эти действия изменят размеры между ножками. Другой вариант — уменьшить длину шипа можно аккуратно ленточной пилой, стамеской или ножовкой.
 Не делайте перенастройки и изготовьте шип, паз под такой шип будете индивидуальным. Затем ослабьте фиксирующие ручки и уменьшите немного высоту, очень немного.
Не делайте перенастройки и изготовьте шип, паз под такой шип будете индивидуальным. Затем ослабьте фиксирующие ручки и уменьшите немного высоту, очень немного. Другой вариант — уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается низ шипа.
Другой вариант — уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается низ шипа. [/toggle]
[/toggles]
Метки: как сделать шип фрезером, фрезерование шипов, фрезы, шип, шипа, шипы, шипы ручным фрезером. Закладка Постоянная ссылка.
- Найти:
Сайт https://200rf.com/ для родственников российских солдат и офицеров, создан представителями МВД Украины, но заблокирован в РФ на основании решения Генпрокуратуры РФ. Если ваши близкие в последние месяцы отправились на учения и с ними нет связи, скорее всего они участвуют в нападении на Украину с 24.02.2022. Украинскими войсками убито большое количество российских солдат, более 200 захвачено в плен.
Горячие телефонные линии о том, живы ли ваши родные:+380 (89) 420 18 60,
+380 (89) 420 18 61,
+380 (89) 420 18 62
Основной Телеграм канал: https://t.me/rf200_now/79
Сайт Украины:
https://war.ukraine.ua/
Рубрики
- Двери и филенки
- Маленикие хитрости столярного дела
- Отделка дерева
- Приспособления к фрезеру
- Приспособления к фуганку
- Приспособления к циркулярке
- Приспособления разные
- Столярные поделки из дерева
- Струбцины и тиски
Свежие записи
- Сверлильный станок — устройства безопасности для станка
- Направляющее приспособление для ручной циркулярной пилы
- Молдинг фрезером, приспособление в помощь столяру
- Ножки для стола, стульев, тумбочек и другой мебели
- Пила циркулярная, вместо фуганка
- Кондукторы для сверления
- Сборка рамок, филенок
- Зажим струбцина своими руками
- Направляющая шина для дисковой пилы
- Фрезерование шипа и паза
- Столярная струбцина своими руками
Свежие комментарии
- Найти:
 Горячие телефонные линии о том, живы ли ваши родные:
Горячие телефонные линии о том, живы ли ваши родные:
Советы по эксплуатации фрезерных станков с ЧПУ
Вместо того, чтобы конкретизировать типы и типы фрезерных станков с ЧПУ, лучше представить информацию о фрезерных станках с ЧПУ в более общем формате.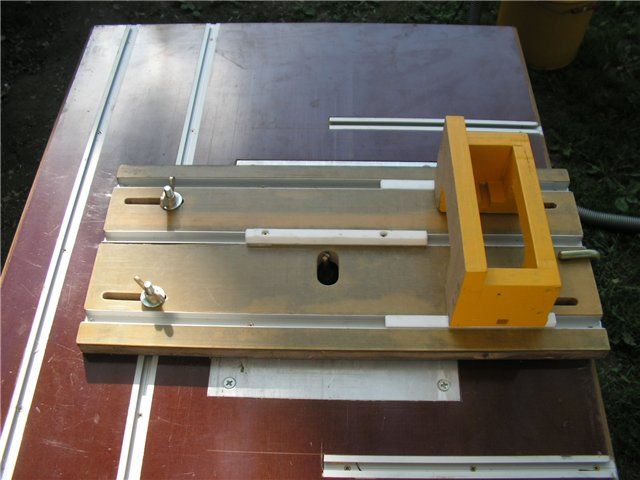 Большую часть того, что я могу предложить, я узнал путем проб и множества ошибок. Для каждого типа работы или класса работ существуют оптимальные конфигурации и настройки машины.
Большую часть того, что я могу предложить, я узнал путем проб и множества ошибок. Для каждого типа работы или класса работ существуют оптимальные конфигурации и настройки машины.
Все изображения предоставлены Т. Липтоном
Кусочки шнура с уплотнительными кольцами, добавленные к мягким губкам, представляют собой изящный трюк с зажимом.
■ Иногда безопаснее, и машина может дольше работать без присмотра, если вместо того, чтобы оставлять внутреннюю заготовку нетронутой, вы измельчите внутреннюю заготовку. Это требует немного больше машинного времени, но это может реально сэкономить часть и устранить кучу строк кода M01 (необязательная остановка).
■ В качестве альтернативы можно удалить заготовку с помощью концевой фрезы большого диаметра. Зазор между стенкой и стержнем велик по сравнению с диаметром стержня. Этот зазор дает слизняку достаточно места, чтобы раскачиваться и свободно падать, не заклинивая деталь. Убедитесь, что под деталью нет препятствий, таких как куча стружки.
Убедитесь, что под деталью нет препятствий, таких как куча стружки.
■ Кажется, всем трудно удерживать несколько деталей в одних тисках, чтобы воспользоваться преимуществами скорости станка с ЧПУ. Вырежьте мягкие губки, чтобы удерживать детали, и добавьте несколько кусков шнура с уплотнительными кольцами. Уплотнительное кольцо входит в гнездо детали на 0,010 дюйма, компенсируя любые отклонения в размерах отдельных деталей. Перед вырезанием гнезд просверлите отверстия для уплотнительного кольца.
стандартная канавка для уплотнительного кольца типа «ласточкин хвост» в подвижные мягкие губки тисков. Часть уплотнительного кольца, выступающая над поверхностью, надежно захватывает все детали для торцовки. Вместо уплотнительного кольца можно использовать кусок делринового стержня. кольцо
■ Для одной или двух деталей вы можете запустить второй цикл сверления после частичной обработки выемок через просверленные отверстия. Это уменьшит количество последующих операций по удалению заусенцев.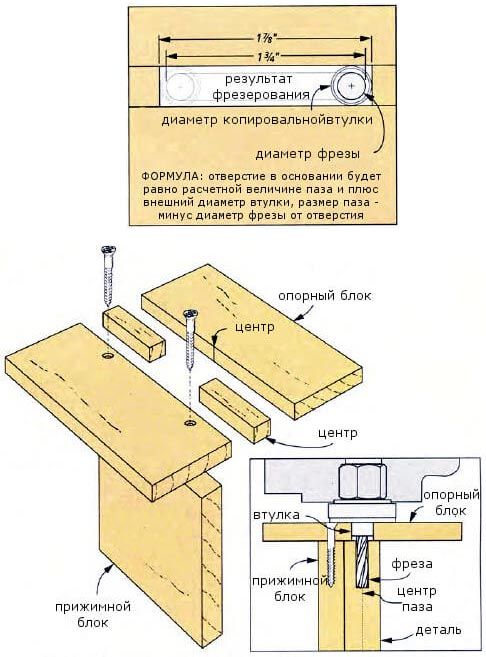 Вертикальные заусенцы на краях отверстий трудно удалить вручную. Если у вас есть время, вы можете применить маленькую концевую фрезу и закруглить эти края.
Вертикальные заусенцы на краях отверстий трудно удалить вручную. Если у вас есть время, вы можете применить маленькую концевую фрезу и закруглить эти края.
■ Для некоторых операций профилирования можно оставить 0,010″ или меньше материала в нижней части профиля, чтобы сохранить деталь для чистового прохода. Я предпочитаю оставлять 0,030″ внизу непосредственно перед обрезкой чистового профиля. Затем на последнем проходе я уменьшаю его до 0,010 дюйма в нижней части. Затем деталь можно вырезать универсальным ножом. Для такого профилирования полезно использовать восходящее программирование, чтобы убедиться, что вы оставляете именно нужное количество на дне, независимо от материала
■ Дважды проверяйте быстрорежущие плоскости при использовании болтов или зажимов для фиксации детали для полного профилирования. Я думаю, что у каждого есть маленькая коробка с болтами рядом с машиной с головками, обработанными каким-то очень неприятным образом. Считайте, что вам повезло, если это все повреждения, которые вам пришлось пережить.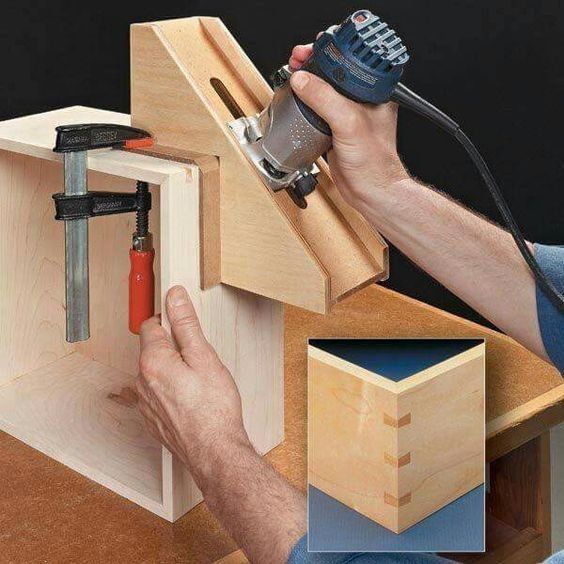
Уплотнительное кольцо входит в гнездо детали на 0,010 дюйма, компенсируя любые различия в размерах отдельных деталей.
Для изготовления одной или двух деталей выполните второй цикл сверления после частичного просверливания карманов через просверленные отверстия.
■ Быстрая монтажная плита нестандартного размера может упростить полное профилирование, обеспечивая доступ к зажимам по всему периметру.
■ Сложите тонкие материалы и разрежьте их все сразу. Используйте мягкую накладную пластину, чтобы распределить зажимное усилие по деталям.
■ Для удерживания деталей без внутренних отверстий используйте технику, которую я называю «музыкальными зажимами». Это требует вмешательства оператора в критические моменты для перемещения зажимов и удерживающих приспособлений. Это помогает, если ваш ЧПУ допускает ручную остановку шпинделя с остановкой подачи с рабочего места оператора.
■ Для быстрой установки и надежной фиксации я иногда использую сверхпрочные С-образные зажимы. Эти зажимы достаточно прочны, чтобы поднять фрезерный станок, поэтому они должны удерживать вашу заготовку, не вызывая пота.
■ Будьте осторожны при разрезании стопок. Лучше полностью превратить отверстия в стружку, чем рисковать тем, что высвободившаяся заготовка испортит всю работу. Используйте комбинацию DOC и количества проходов, чтобы между каждым из слоев стопки оставалась тонкая паутина. Вы также можете предварительно просверлить большую часть материала, чтобы сделать оставшиеся заглушки более гибкими.
Техника «музыкальных зажимов» требует, чтобы оператор перемещал зажимы и приспособления в критические моменты при обработке деталей без внутренних отверстий, чтобы удерживать их.
■ Вырежьте неглубокую выемку в задней части мягких губок, которые вы собираетесь сохранить. Это значительно упрощает точное совмещение двух сторон друг с другом. Другой метод может состоять в том, чтобы добавить отверстие для штифта или вертикальную прорезь в губке тисков. Короткий установочный штифт может быть установлен в мягкие губки для точного определения местоположения. Однако это требует модификации ваших тисков и может быть повреждено при подготовке мягких губок.
Другой метод может состоять в том, чтобы добавить отверстие для штифта или вертикальную прорезь в губке тисков. Короткий установочный штифт может быть установлен в мягкие губки для точного определения местоположения. Однако это требует модификации ваших тисков и может быть повреждено при подготовке мягких губок.
■ Купленные в магазине мягкие губки трудно превзойти с точки зрения цены. Однако они оставляют желать лучшего с точки зрения доступных конфигураций и функций. Одна вещь, которую я сделал, чтобы сделать коммерческие мягкие кулачки более полезными, — это перенарезать отверстия и использовать винты с плоской головкой для немного лучшей повторяемости местоположения при повторных работах. CTE
Об авторе: Том Липтон — профессиональный слесарь, работавший в различных мастерских, производящих детали для разработки потребительских товаров, лабораторного оборудования, медицинских услуг и проектирования машин на заказ. Он получил шесть патентов США и живет в Аламо, штат Калифорния. Колонка Липтона адаптирована из информации из его книги «Металлообрабатывающая раковина или плавание: советы и рекомендации для машинистов, сварщиков и производителей», опубликованной Industrial Press Inc., Нью-Йорк. С издателем можно связаться по телефону (888) 528-7852 или посетить сайт www.industrialpress.com. Указав код CTE-2013 при заказе, читатели CTE получат 20-процентную скидку от прейскурантной цены книги в размере 44,9 доллара США.5.
Колонка Липтона адаптирована из информации из его книги «Металлообрабатывающая раковина или плавание: советы и рекомендации для машинистов, сварщиков и производителей», опубликованной Industrial Press Inc., Нью-Йорк. С издателем можно связаться по телефону (888) 528-7852 или посетить сайт www.industrialpress.com. Указав код CTE-2013 при заказе, читатели CTE получат 20-процентную скидку от прейскурантной цены книги в размере 44,9 доллара США.5.
Фрезерование канавок | Cutting Tool Engineering
Хотя фрезерование канавок может иметь разные названия, оно может быть эффективным способом выполнения пазов и продольных разрезов.
Как мы все знаем, отраслевые термины означают разные вещи для разных людей. Это относится к «фрезерованию канавок».
«Слова и термины перемешаны и преувеличены, независимо от того, как вы на это смотрите, — сказал Дуэйн Дрейп, национальный менеджер по продажам HORN USA Inc., Франклин, Теннесси. эту линию трудно определить».
Предоставлено HORN USA
Фрезерный инструмент HORN создает квадратные линейные канавки. Тот же самый инструмент использовался для растачивания самого большого отверстия (включая торец), фрезерования канавок двух канавок этого диаметра и фрезерования канавок меньшего диаметра снизу вверх.
Уильям Дуроу, координатор проектов по разработке и применению Sandvik Coromant Co., Fair Lawn, N.J., согласился с тем, что фрезерование канавок — это, по сути, нарезание пазов и продольных разрезов. «Это зависит от того, с кем вы разговариваете, в какой отрасли они работают и, честно говоря, у кого их учили. Но фрезерование канавок и прорезание пазов — это, по сути, одно и то же», — сказал он. Sandvik Coromant предлагает полную линейку фрез CoroMill со сменными пластинами для обработки канавок.
Майкл Тримбл, менеджер по продукции Vargus USA, Джейнсвилл, Висконсин, сказал: «Инструменты для фрезерования канавок для нас — это инструменты для прорезания пазов, которые могут работать с более высокими скоростями и подачами, чем традиционные инструменты для прорезания пазов, такие как фрезы Woodruff».
Вместо токарной обработки
Паз можно создать точением на токарном станке или фрезерованием паза. «Если вы можете изготовить канавку на токарном станке, вы это сделаете», — сказал Мэтью Шмитц, национальный менеджер по продуктам GRIP для Iscar Metals Inc., Арлингтон, Техас, которая предлагает канавочные фрезы как часть своих TANG, GRIP, CHAMSLIT и МУЛЬТИ-МАСТЕР продукты. «Почти в каждом случае для создания такой же канавки на фрезерном станке потребуется больше времени, чем на токарном станке».
Шмитц также отметил, что если канавка имеет форму, отличную от параллельных боковых стенок, задача на фрезерном станке усложняется и, вероятно, потребует специального инструмента, что увеличивает стоимость.
Предоставлено Sandvik Coromant
Фреза Sandvik Coromant CoroMill 329, обычно используемая для обработки более глубоких и узких канавок, предлагает глубину прохода от 100 до 160 мм (от 4 до 5 дюймов) и ширину от 2,5 мм (от 2,5 мм).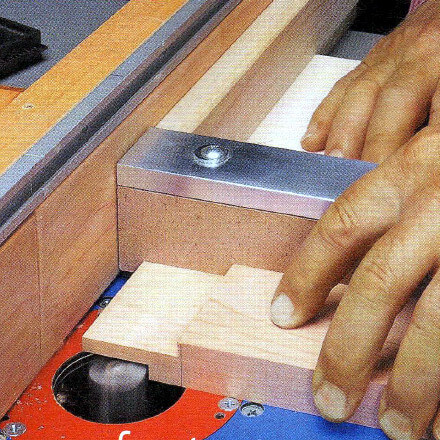 от 0,098″ до 0,157″).
от 0,098″ до 0,157″).
«Есть всего несколько причин использовать для обработки канавок фрезу, а не токарный станок», — сказал он. «К ним относятся форма или размер заготовки, возможности станка или производительность в данном цеху, чтобы получить контроль над стружкодроблением, исключить дополнительную наладку и контролировать допуски на характеристики заготовки, не заботясь о дополнительной наладке».
Кроме того, поскольку при точении канавок используется одноточечный инструмент, Шмитц считает его более точным.
Drape не обязательно соглашается с тем, что точение канавок является более точным — это определенно зависит от конкретного применения, — но сказал, что при «фрезеровании канавок у вас есть вращающийся инструмент, поэтому вы получите более зубчатую поверхность».
Известные пластины
Инструмент для фрезерования канавок доступен в твердосплавном исполнении со сменной головкой (или пластиной), которая навинчивается на конец хвостовика, или со сменными пластинами, которые входят в гнезда на корпусе инструмента.
«Мы предлагаем сплошные и вставные элементы в зависимости от требований к диаметру», — сказал Дрейп. При фрезеровании канавки небольшого внутреннего диаметра вставной инструмент может не подойти. «Обычно мы переключаемся на вставные пластины диаметром от 10 мм и выше, — сказал он.
По мере увеличения диаметра стоимость инструментов из цельного твердого сплава становится все выше, и здесь на помощь приходят пластины. быть таким же хорошим, как твердое тело», — добавил Дрейпед. «Поскольку у вас есть заменяемые компоненты, вы не можете поддерживать ту же точность».
Когда диаметр достаточно велик, компания Vargus Trimble указала, что канавочные фрезы со сменными пластинами более экономичны. Скажем, инструмент из твердого сплава стоит 150 долларов против 150 долларов за корпус инструмента и 25 долларов за сменную головку (вставку) с тремя или шестью зубьями. Если твердосплавный инструмент производит 1000 канавок, а вставной инструмент создает 1000 канавок, цельнотвердосплавный инструмент будет стоить больше в долгосрочной перспективе, потому что пользователь должен платить за совершенно новый инструмент после его износа. (Варгус не рекомендует перетачивать.) За вставной инструмент ему нужно платить всего 25 долларов за каждую сменную головку. Vargus предлагает твердосплавные инструменты Groovex и инструменты для фрезерования канавок со сменными пластинами.
(Варгус не рекомендует перетачивать.) За вставной инструмент ему нужно платить всего 25 долларов за каждую сменную головку. Vargus предлагает твердосплавные инструменты Groovex и инструменты для фрезерования канавок со сменными пластинами.
Сплошные или вставные канавочные фрезы создают простые линейные и круговые канавки — квадратное дно или полукруглые канавки, такие как канавки для внутренних стопорных колец или уплотнительных колец.
Вставные инструменты более универсальны с точки зрения сплавов и геометрии, поскольку головка или вставки могут быть заменены. Эти инструменты используются для нарезания угловых канавок, снятия фасок, отрезки и создания профилей зубьев шестерен, шпоночных канавок Вудраффа и Т-образных пазов, и это лишь некоторые из областей применения.
Добавить потоки в список. «Фрезерование резьбы — это не что иное, как нарезание винтовых канавок, — сказал Дрейп. «Резьба — это канавка, которая обычно имеет боковые стенки под углом 60°, 55° или 30°. Это постоянная канавка, которая движется вверх по компоненту. Вы должны использовать инструменты разной формы, но процесс тот же».
Это постоянная канавка, которая движется вверх по компоненту. Вы должны использовать инструменты разной формы, но процесс тот же».
Создание прорезей
Прорезные фрезы применяются для создания узких квадратных канавок глубиной до пары дюймов. «Все зависит от размера канавки, но обычно она глубже, чем ширина канавки, которую вы нарезаете», — сказал Дрейп.
Iscar различает фрезы для продольной и поперечной резки, отмечая, что фрезы для продольной резки представляют собой фрезы лезвийного типа, которые подходят для пластин, которые напоминают пластины для отрезки или канавки, которые чаще всего используются при токарной обработке. Прорезные фрезы также являются фрезами лезвийного типа, но они содержат вставки, которые напоминают те, которые обычно используются во фрезах.
Согласно Iscar, продольные фрезы обычно используются, когда ширина канавки составляет менее ¼ дюйма, в то время как долбежные фрезы предназначены для создания более широких канавок.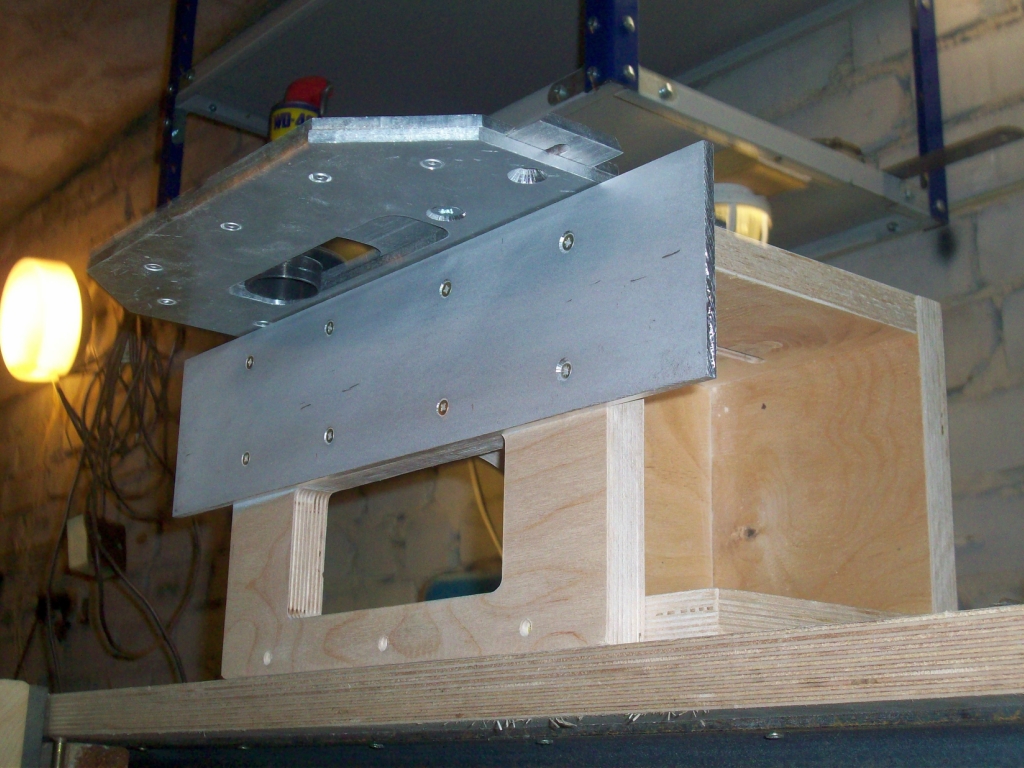 Однако может быть некоторое перекрытие.
Однако может быть некоторое перекрытие.
Предоставлено Vargus USA
Инструменты для фрезерования канавок Groovex GM производства компании Vargus, США, доступны для создания канавок шириной от 1,2 мм до 4 мм и глубиной до 3,25 мм
«Поскольку продольная фреза является дорогим инструментом, вам необходимо установить много дорогих вставок. «Вы используете его только тогда, когда вам это абсолютно необходимо, — сказал Шмитц, — но для длинной и глубокой канавки, проходящей по всей длине вала, может быть более экономично использовать продольную фрезу [а не долбежную фрезу]».
Например, для продольной резки диаметром 6 дюймов, которая принимает 12 однолезвийных пластин, требуются пластины стоимостью 168 долларов США по цене 14 долларов каждая. Если корпус фрезы стоит 800 долларов США, только установка инструмента будет стоить почти 1000 долларов США. стоимость за кромку, чтобы сравнение было относительным, пластина для долбления с четырьмя режущими кромками для диаметра 6 дюймов. долбежная фреза стоит около 4,30 долларов США за кромку × 16 вставок, или 68,80 долларов США. Корпус резака стоит около 1500 долларов. По словам Шмитца, несмотря на то, что первоначальная стоимость выше, каждый индекс пластины для фрезы для продольной резки на 100 долларов меньше по сравнению с фрезой для продольной резки.
долбежная фреза стоит около 4,30 долларов США за кромку × 16 вставок, или 68,80 долларов США. Корпус резака стоит около 1500 долларов. По словам Шмитца, несмотря на то, что первоначальная стоимость выше, каждый индекс пластины для фрезы для продольной резки на 100 долларов меньше по сравнению с фрезой для продольной резки.
Но в этом примере пазовая фреза имеет полуэффективные зубья. Другими словами, имеется только восемь эффективных режущих кромок (противоположные пластины), что на 20 процентов менее эффективно, чем у сопоставимой продольной фрезы. А долбежная фреза обычно требует меньшего количества стружки по сравнению с соответствующей продольной фрезой.
«Поэтому вам всегда нужно взвешивать преимущества и недостатки продольной и поперечной резки, чтобы определить, какая фреза лучше всего подойдет для вашей среды», — сказал Шмитц. «Стоимость инструмента для продольной резки может быть больше в долгосрочной перспективе, но некоторые легко оправдают стоимость своей производительностью. Другие снижают производительность станка и сохраняют экономическую эффективность в общей стоимости инструмента».
Другие снижают производительность станка и сохраняют экономическую эффективность в общей стоимости инструмента».
Уберите стружку
Удаление стружки является проблемой при любой операции металлообработки, но особенно важно при нарезании канавок, поскольку стружка более склонна к застреванию в канавке и повторному нарезанию. Однако несколько факторов конструкции инструмента могут способствовать эвакуации стружки при нарезании канавок.
Фрезерование канавок представляет собой прерывистую операцию резания, поэтому стружка обычно распадается на управляемые размеры. При точении канавок может образовываться длинная волокнистая стружка.
Предоставлено Iscar
Фреза для канавок CHAMSLIT от Iscar является экономичным инструментом для продольной резки, но, по словам Iscar, используется только для создания неглубоких канавок. Он может создавать канавки глубиной до 1 / 8 дюймов и шириной от 0,047 до 0,158 дюймов. Он может создавать внутренние и внешние канавки. «В случае с нашими пазовыми фрезами у нас есть противоположные или полуэффективные фрезы, — сказал Шмитц. — Таким образом, если у вас есть 10 пластин в фрезе, эффективными будут только пять. Одна пластина режет верхнюю сторону канавка, в то время как пластина за ней режет нижнюю (или противоположную) стенку, что способствует стружколому. Кроме того, образуется более узкая стружка, чем при использовании одной широкой пластины, что улучшает эвакуацию стружки».
Он может создавать внутренние и внешние канавки. «В случае с нашими пазовыми фрезами у нас есть противоположные или полуэффективные фрезы, — сказал Шмитц. — Таким образом, если у вас есть 10 пластин в фрезе, эффективными будут только пять. Одна пластина режет верхнюю сторону канавка, в то время как пластина за ней режет нижнюю (или противоположную) стенку, что способствует стружколому. Кроме того, образуется более узкая стружка, чем при использовании одной широкой пластины, что улучшает эвакуацию стружки».
Как правило, режущая кромка пазовой фрезы ориентирована под углом 90° к стенке паза. Угол среза направляет стружку в боковую стенку.
Инструменты Iscar имеют режущую кромку, ориентированную под другим углом. «Это не 90° к пазу», — сказал Хассан Нараймхан, национальный менеджер по продукции со сменными фрезами в Iscar. «Это может быть 70° или 60°, чтобы чип отклонялся от поверхности паза и не повреждался. Угол фактически отводит чип от стенки слота».
Кроме того, большинство канавочных фрез имеют сквозную подачу СОЖ для смывания стружки.
Фрезерование глубоких канавок также может быть сложной задачей. «По мере увеличения глубины канавки диаметр фрезы должен увеличиваться в геометрической прогрессии», — сказал Шмитц. «Таким образом, если глубину канавки увеличить на 1″, диаметр вашей фрезы увеличится как минимум еще на 2″ в диаметре или более».
Дюроу из Sandvik Coromant отметил, что жаропрочные суперсплавы, такие как Inconel, выделяют много тепла во время обработки. «Когда вы нарезаете глубокую узкую канавку, теплу некуда отводиться, поэтому оно возвращается обратно во фрезу, что неизбежно снижает срок службы инструмента и приводит к непредсказуемым последствиям», — сказал он. «Вам нужно будет сделать несколько неглубоких надрезов — по крайней мере, на 15–25 процентов от диаметра фрезы для каждого прохода, — пока вы не достигнете желаемой глубины. Это поможет предотвратить попадание тепла в инструмент».
Секреты мастерства
Контроль скорости подачи играет важную роль при обработке канавок. «Скорость подачи во многом зависит от ширины паза и инструмента, — сказал Шмитц. «Если у вас очень узкая канавка, вам необходимо учитывать прочность и жесткость инструмента, необходимого для канавки».
«Скорость подачи во многом зависит от ширины паза и инструмента, — сказал Шмитц. «Если у вас очень узкая канавка, вам необходимо учитывать прочность и жесткость инструмента, необходимого для канавки».
Предоставлено Sandvik Coromant
Фреза Sandvik Coromant CoroMill 327 предназначена для обработки небольших отверстий или создания канавок под стопорные кольца или уплотнительные кольца. Геометрии также доступны для фрезерования резьбы. 327 уменьшается до 90,7 мм (0,382 дюйма) в диаметре и обеспечивает ограниченный внутренний диаметр.
При использовании круговой интерполяции для фрезерования канавок скорость подачи уменьшается при нарезании внутреннего диаметра и увеличивается при нарезании наружного диаметра, согласно Дуроу.
«Ваше программирование должно При нарезании канавок внутри и снаружи немного отличается», — сказал он. «Люди должны помнить о программировании на осевой линии инструмента. Они должны понимать опасность истончения стружки и программировать соответственно, чтобы не допустить недоподачи или избыточной подачи своих инструментов. ”
”
Для внутренней канавки в отверстии запрограммированная скорость подачи часто соответствует скорости подачи в центре отверстия. Скорость подачи, рассчитанная на периферии, отличается, и результатом часто является чрезмерная скорость подачи фрезы. Затем скорость подачи следует уменьшить, чтобы учесть разницу.
Что касается внешних канавок, то все наоборот. Опять же, скорость подачи, рассчитанная на периферии, отличается, но результат часто оказывается слишком низким для скорости подачи фрезы. Скорость подачи должна быть увеличена, чтобы учесть разницу.
Шмитц из Iscar отметил, что при фрезеровании канавок всегда должен быть зацеплен один зуб. «Вы всегда хотите, чтобы шпиндель был под нагрузкой, и это относится к любой операции фрезерования», — сказал он. «Если у вас есть период, когда шпиндель не находится под нагрузкой, вы можете испытывать биение шпинделя (обычно сопровождающееся ударным звуком во время резки), повредить шпиндель и привести к поломке инструмента.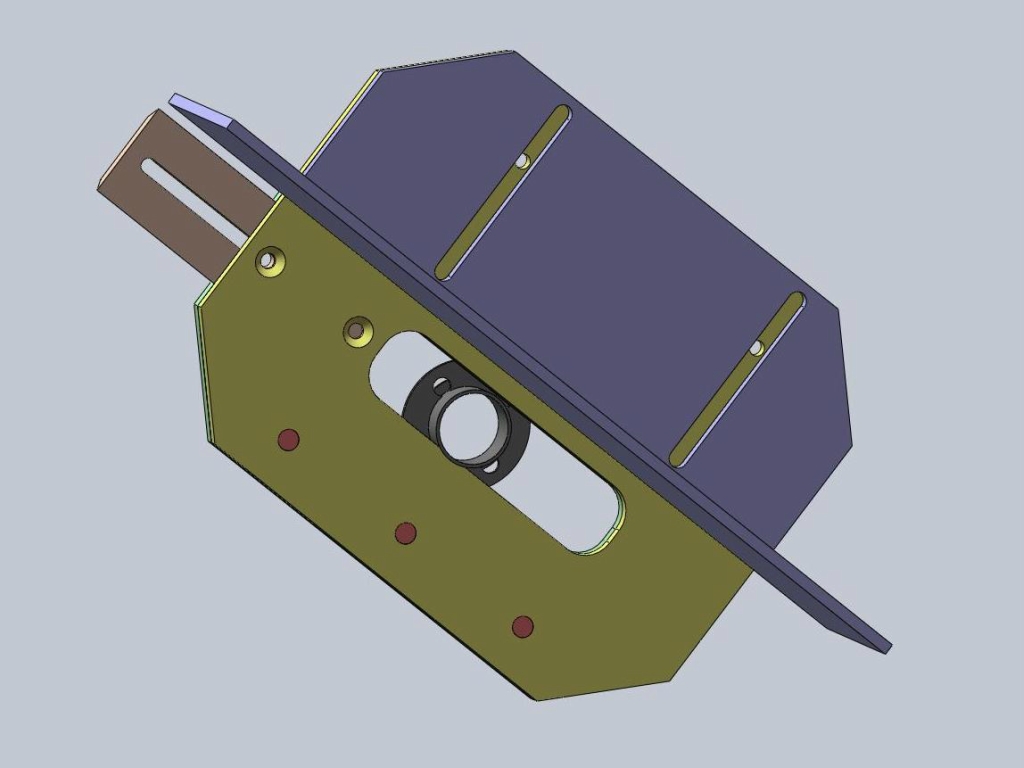 Поэтому, если у вас неглубокая канавка, в ваших интересах иметь фрезу с мелким шагом, чтобы фреза всегда находилась под нагрузкой».
Поэтому, если у вас неглубокая канавка, в ваших интересах иметь фрезу с мелким шагом, чтобы фреза всегда находилась под нагрузкой».
Последняя рекомендация от HORN — входить в канавку с углом наклона от 45° до 180° для достижения максимального DOC. Радиальный вход фрезы создает большой контактный угол, что приводит к вибрации.
«Самый быстрый способ определить глубину канавки — это направить инструмент непосредственно на глубину канавки». — сказал Дрейп. «Но если вы сделаете это, вы неизбежно внесете вибрацию в заготовку. Поэтому мы рекомендуем, чтобы с момента первого контакта с заготовкой до момента, когда вы достигаете полной глубины, вы прошли не менее 90° диаметра заготовки. Если вы все еще получаете вибрацию из-за других факторов, таких как слабое крепление или длинный выступ инструмента, используйте 180° или даже 360° для достижения полной глубины. Вы фактически уменьшаете давление на заготовку, и это может помочь устранить вибрацию». CTE
Об авторе: Сьюзан Вудс – пишущий редактор CTE.