Прямой проходной резец – основной инструмент для металлорежущих станков. Прямой проходной резец описание. Проходной прямой резец описание
Прямой проходной резец – основной инструмент для металлорежущих станков. Прямой проходной резец описание
Прямой проходной резец – особенности конструкции и применения + Видео
Проходной прямой резец – востребованный инструмент для обработки металлов и иных твердых материалов. Обычно его применяют на токарных станках, намного реже на долбежных и строгальных.
1 Отогнутые и прямые резцы – чем отличаются?
Проходной металлообрабатывающий резец (ПР) – распространенный и простой в производстве инструмент. С его помощью выполняется обтачивание в продольном направлении цилиндрических и конических наружных поверхностей. Рассматриваемые нами токарные приспособления идеальны для обработки больших по длине изделий. ПР делят на:
- отогнутые;
- прямые.
Проходной отогнутый инструмент имеет более широкие технологические возможности. Его головка обтачивает те участки обрабатываемого изделия, которые максимально приближены к патронным кулачкам токарного станка. Важный момент. Инструмент с отогнутой головкой применяется и для продольного обтачивания, и для поперечного. Еще один нюанс. Головка режущего приспособления может быть отогнута в левую либо правую сторону.
Прямые резцы характеризуются обычной формой державки.
Их головка не имеет сгибов. Поэтому в изготовлении такой инструмент является недорогим. Поперечную обработку им не выполняют. Если обтачивание ведут к задней бабке токарного агрегата от передней, необходимо использовать левые ПР. Если же суппорт станка перемещается по стандартной траектории, применяются правые резцы.

Существует несколько разновидностей резцов
Рекомендуем ознакомиться
Все ПР подразделяют на черновые и чистовые. Первые из указанных предназначены для грубого обтачивания (обдирки) деталей на станках. Чистовой инструмент используется для финишной обработки. Он позволяет получать более гладкую поверхность с заданным показателем шероховатости (вплоть до 7 уровня).
2 Госстандарты на инструмент – важные особенности
Любой токарный металлорежущий проходной резец
pellete.ru
ГОСТ 18870-73 Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры (с Изменением N 1). Проходной прямой резец описание
Подрезной резец: виды и основные размеры
Основными инструментами для обработки заготовок на токарных станках являются резцы. С их помощью можно отделить необходимый слой материала от любой цилиндрической детали, чтобы придать ей требуемый размер.
Для чего используется токарный подрезной резец?

Всего существует 8 видов резцов: проходной, расточной, отрезной, прорезной, фасочный, фасонный и подрезной. Каждый из них используется в конкретных операциях. Например, отрезные резцы предназначены для отделения готовых изделий от заготовок, а расточные - для растачивания отверстий или создания внутренних фасок. Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия.
Виды подрезных резцов
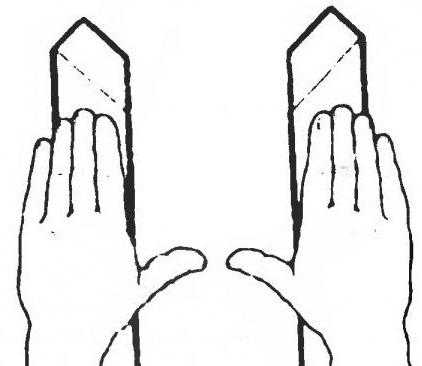
Во-первых, в зависимости от направления подачи, подрезные резцы бывают левые и правые. Определить вид по этому принципу довольно легко, стоит лишь приложить ладонь на инструмент и посмотреть, в какую сторону указывает большой палец. Если направление большого пальца влево – это левый, а вправо – правый резец.
Во-вторых, в зависимости от особенностей конструкции, существуют:
- Резец подрезной отогнутый. Он имеет режущие кромки, наклоненные в одну из сторон от оси державки.
- Резец подрезной прямой. Он имеет режущие кромки, параллельные оси державки.
- Резец подрезной торцевой (или упорный). Этот инструмент так же имеет режущие кромки, что параллельны оси державки, но расположенные под меньшим углом.
В-третьих, существует классификация резцов по способу изготовления. В
pellete.ru
1. Цель лабораторной работы
28
Московский автомобильно-дорожный государственный технический университет (МАДИ)
И.В. Багров, В.В. Борщ, Р.И. Нигметзянов
“ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА И
РАСЧЕТ РЕЖИМА ОБРАБОТКИ ЗАГОТОВОК
НА ТОКАРНЫХ СТАНКАХ”
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ЛАБОРАТОРНОЙ РАБОТЕ №8
ПО КУРСУ
“ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ”
Москва 2010
УДК 621.9
Б БК 34.62
© Московский автомобильно-дорожный государственный технический университет (МАДИ), 2010
Целью работы является закрепление знаний студентом основных правил выбора режущего инструмента, приемов его измерения и расчета параметров режима резания при обработке заготовок на металлорежущих станках на примере точения, а также подготовка студентов к выполнению технологических заданий во время учебно-технологической практики.
2. Выбор режущих инструментов для точения
Для правильного выбора режущего инструмента при точении необходимо знать конструктивные особенности токарных резцов.
Конструктивные особенности токарных резцов удобнее всего рассмотреть на примере токарного прямого проходного резца. Токарный резец состоит из двух частей (рис. 1) - рабочей части и стержня (корпуса). Стержень предназначен для крепления резца на станке. Рабочая часть характеризуется поверхностями, кромками и вершинами. Передняя поверхность (ПП) при резании контактирует со срезаемым слоем заготовки и стружкой. Главная задняя поверхность (ГЗП) обращена к срезу обрабатываемой поверхности заготовки. Вспомогательная задняя поверхность обращена к обработанной поверхности заготовки. Следует отметить, что стружка сходит только по передней поверхности, задние поверхности не участвуют в процессе резания, а только контактируют с поверхностями заготовки. Пересечение передней поверхности с главной задней поверхностью образует главную режущую кромку (ГРК), а с вспомогательной задней - вспомогательную режущую кромку. Вершина резца - это место пересечения главной и вспомогательной режущих кромок.
Выбор режущего инструмента для точения начинается с анализа поставленной задачи. В первую очередь необходимо выбрать тип резца. Тип резца выбирают в зависимости от формы обрабатываемой поверхности. На рис. 2 показаны основные типы токарных резцов и поверхности изделия, получаемые в результате обработки этими резцами.
После выбора типа резца необходимо выбрать инструментальный материал и соответствующие параметры угловой геометрии инструмента. В приложении, в табл. 1 даны рекомендации по выбору марок твердого сплава рабочей части токарных резцов для точения заготовок из чугунов и конструкционных сталей. Материал режущей части инструмента выбирается в зависимости от вида точения и материала заготовки.
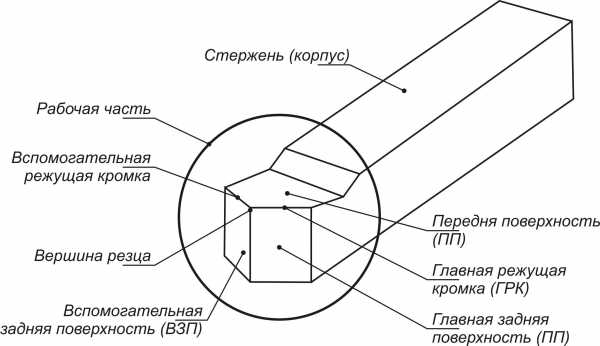
Рис. 1. Конструктивные части токарного резца
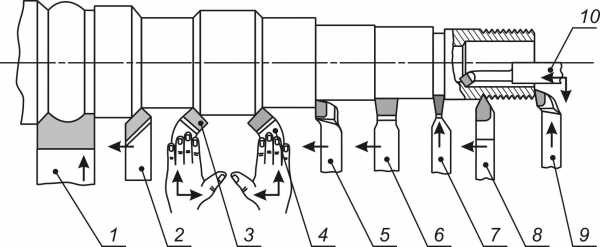
Рис. 2. Основные типы токарных резцов: 1 ‑ фасонный, 2 ‑ проходной прямой, 3, 4 ‑ проходной отогнутый, 5 ‑ проходной упорный, 6 ‑ для чистовой обработки, 7 ‑ отрезной, 8 ‑ резьбовой, 9 ‑ подрезной, 10 ‑ расточные
На рис. 3 показаны основные геометрические параметры проходного токарного резца, а в табл. 2 рекомендации по их выбору.
В заключение выбора режущего инструмента при точении определяют размеры крепежно-присоединительной части резцов. Для обработки заготовок на универсальных токарных станках обычно используют резцы определенного сечения крепежно - присоединительной части (державки) В×Н (рис. 3). При этом величина Н державки выбирается, исходя из необходимости установки резца по линии центров станка.
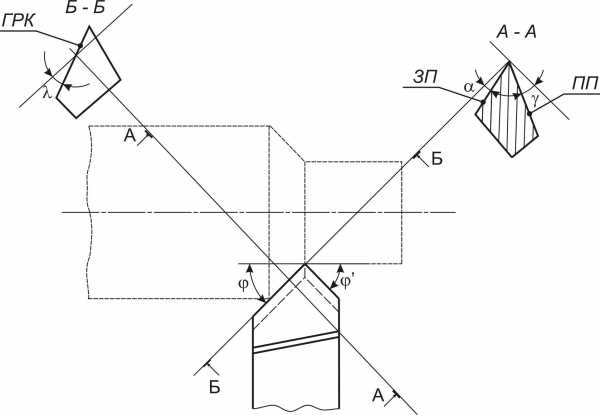
Рис. 3. Углы токарного проходного резца
Так как для решения всех вариантов задач в практической работе используется станок 16К20, у которого линия центров находится выше опорной поверхности резцедержателя на 25 мм, то целесообразно для всех резцов величину Н принимать равной 25 мм. Величину В следует принять равной 16 мм.
studfiles.net
Подрезной резец: виды и основные размеры
Основными инструментами для обработки заготовок на токарных станках являются резцы. С их помощью можно отделить необходимый слой материала от любой цилиндрической детали, чтобы придать ей требуемый размер.
Для чего используется токарный подрезной резец?

Всего существует 8 видов резцов: проходной, расточной, отрезной, прорезной, фасочный, фасонный и подрезной. Каждый из них используется в конкретных операциях. Например, отрезные резцы предназначены для отделения готовых изделий от заготовок, а расточные - для растачивания отверстий или создания внутренних фасок. Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия.
Виды подрезных резцов
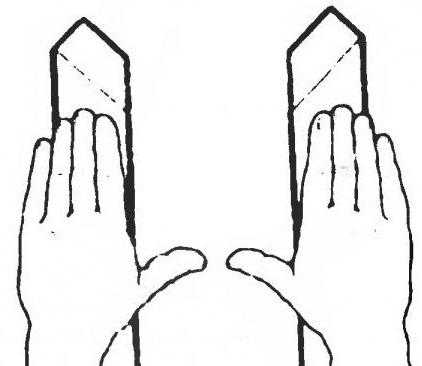
Во-первых, в зависимости от направления подачи, подрезные резцы бывают левые и правые. Определить вид по этому принципу довольно легко, стоит лишь приложить ладонь на инструмент и посмотреть, в какую сторону указывает большой палец. Если направление большого пальца влево – это левый, а вправо – правый резец.
Во-вторых, в зависимости от особенностей конструкции, существуют:
- Резец подрезной отогнутый. Он имеет режущие кромки, наклоненные в одну из сторон от оси державки.
- Резец подрезной прямой. Он имеет режущие кромки, параллельные оси державки.
- Резец подрезной торцевой (или упорный). Этот инструмент так же имеет режущие кромки, что параллельны оси державки, но расположенные под меньшим углом.
В-третьих, существует классификация резцов по способу изготовления. В зависимости от этого, они бывают двух видов:
- Цельные – инструменты, державка и головка которых созданы из одного и того же материала.
- Составные – инструменты, составные части которых изготовлены из разных материалов. Например, державка создана из твердого сплава Т10К5, а режущая пластина, расположенная на головке, из быстрорежущей стали Р9.
Выбор резца для обработки детали

Прежде чем выбрать подрезной резец для обработки, нужно определиться с некоторыми особенностями:
- Во-первых, необходимо учесть материал режущей пластины инструмента. Резец должен быть более жестким, чем сама заготовка.
- Во-вторых, нужно учесть геометрию и конструкцию резца.
Эти два параметры повлияют на дальнейший выбор значений подачи и скорости резания, а также на его стойкость, т. е. продолжительность непрерывной работы до того момента, пока режущие кромки не затупятся.
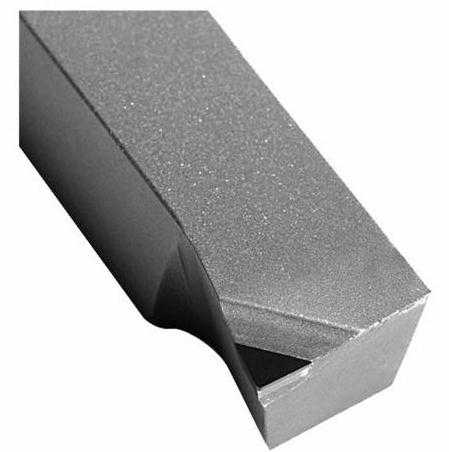
Элементы резца и их размеры
Подрезной резец состоит из двух элементов:
- Державки (стержня) – основная часть резца, которая дает возможность установить инструмент на станке.
- Головки или же рабочей части, которой, собственно, и выполняется обработка детали. Головка состоит из нескольких поверхностей: передней (по которой отводиться стружка), главной задней (которая поддерживает режущую пластину) и вспомогательной задней (позволяет инструменту передвигаться по обрабатываемой поверхности). Помимо этого, на ней расположены две режущие кромки – главная и вспомогательная, которые отвечают за выполнение основных токарных операций.
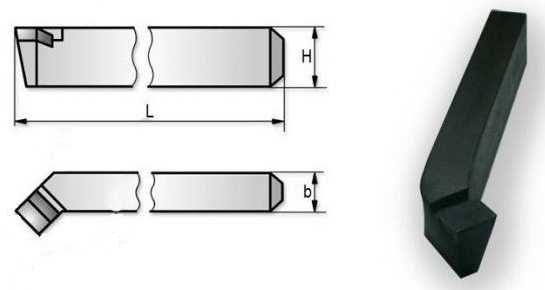
В зависимости от габаритов резцедержателя станка и обрабатываемой заготовки, державки и головки инструментов изготовляют различных размеров. Основные размеры инструмента на примере токарного правого подрезного торцового резца приведены в таблице ниже.
Длина, L | Ширина, b | Высота, H | Угол врезки пластин |
100 мм | 10 мм | 16 мм | 15° |
120 мм | 12 мм | 20 мм | |
140 мм | 16 мм | 25 мм | |
170 мм | 20 мм | 32 мм | |
200 мм | 25 мм | 40 мм |
Маркировка
Как правило, многие токари, которые выбирают инструмент для обработки детали, сразу обращают внимание на маркировку и не зря, ведь именно в ней указана марка стали, используемая для создания режущих пластин. Например, резец подрезной упорный Т5К10 имеет твердосплавную пластину, которая относится к титан-вольфрамовой группе сплавов, содержащей карбиды титана и кобальт. Такой инструмент может подойти только для чернового точения заготовок из углеродистых и легированных сталей на низких скоростях и при низкой температуре нагревания.
В иных случаях придется выбирать резцы из быстрорежущей стали. Они дольше работают на высоких скоростях и менее склонны к смягчению при нагреве в более чем 200 °C.
Материалы, использующиеся для создания режущей пластины

Как уже известно, подрезной резец состоит из двух частей: державки и головки. Оба эти элемента важны для инструмента и каждый из них выполняет свою функцию. Например, державка, которая крепится в резцедержателе, должна быть твердой, стойкой к износу и ударам, а режущая пластина обязана не нагреваться при высокой температуре. Именно поэтому в большинстве случаев обе части резца делают из различных материалов. К тому же это позволяет сэкономить на производстве самого инструмента, что значительно влияет на снижение итоговой цены.
Таким образом, режущие пластины выполняются из быстрорежущей стали или твердых сплавов с добавлением кобальта, ведь, как известно, этот материал стойкий к износу и отлично работает при высоких температурах. Популярными материалами для изготовления режущих пластин резцов являются быстрорежущие стали (Р9К5, Р9К5Ф2) и твердые сплавы (Т5К10, Т5К6).
Если необходимо обрабатывать более мягкие сплавы железа, например, чугун, тогда рекомендуется выбирать резец, режущая пластина которого состоит не только из кобальта, но и из вольфрама. К таковым относятся марки ВК6, ВК8, ВК10, ВК3М и ВК6В.
Список актуальных ГОСТов
Ввиду различий в конструкции, размерах и геометрии, многие не могут правильно подобрать резец подрезной. ГОСТ должен избавить от этих трудностей. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
Всего есть 4 государственных стандарта, в которых упоминаются токарные подрезные резцы:
- ГОСТ 18880-73 (переиздание с изм. 2003 г.). В стандарте изложена краткая информация об основных обозначениях, конструкции, геометрических параметрах и размерах подрезных отогнутых резцов, имеющих напаянные режущие пластины из твердого сплава.
- ГОСТ 18871-73 (переиздание с изм. 2003 г.). В стандарте имеется необходимая информация о конструкции и размерах токарных подрезных резцов с напаянными пластинами из быстрорежущей стали.
- ГОСТ 28980-91 (переиздание с изм. 2004 г.). Говорится о проходных и подрезных резцах со сменными твердосплавными пластинами.
- ГОСТ 29132-91 (переиздание с изм. 2004 г.) Имеется информация о проходных и подрезных резцах со сменными многогранными пластинами, которые применяются в производстве вместе со специальным приспособлением, копиром.
fb.ru
Проходные прямые резцы
Проходные резцы с механическим креплением клин-прихватом трёхгранной пластины из твёрдого сплава
Применяются для наружного продольного точения и обработки фасок.
| h | b | h0 | f | L | Р | |
| 16 | 16 | 16 | 9 | 100 | 32 | |
| 20 | 16 | 20 | 9 | 125 | 32 | |
| 20 | 20 | 20 | 10 | 125 | 32 | |
| 25 | 20 | 25 | 10 | 150 | 32 | |
| 25 | 25 | 25 | 12,5 | 150 | 32; 36 | |
| 32 | 25 | 32 | 12,5 | 170 | 32; 36 | |
| 32 | 32 | 32 | 16 | 170 | 42 | |
| 40 | 32 | 40 | 16 | 200 | 36; 42 | |
| 40 | 40 | 40 | 20 | 200 | 42 | |
| 50 | 40 | 50 | 20 | 250 | 42 |
Токарные сборные проходные резцы с механическим креплением многогранных пластин из твёрдого сплава
| h | b | L | f | Р | l | |||
| при j°, равном | ||||||||
| 75*1 | 45*1 | 75 | 45 | 75 | 45 | |||
| 16 | 16 | 100 | 13 | 8 | 32 | 32 | 9 | 9 |
| 20 | 16 | 125 | 13 | 8 | 32 | 32 | 9 | 9 |
| 20 | 20 | 125 | 17 | 10 | 36 | 36 | 12 | 12 |
| 25 | 20 | 125 | 17 | 10 | 36 | 36 | 12 | 12 |
| 25 | 25 | 150 | 22 | 12,5 | 36 | 36 | 12 | 12 |
| 32 | 25 | 170 | 22 | 12,5 | 36 | 36 | 12 | 12 |
| 32 | 32 | 170 | 27 | 16 | 45 | 45 | 19 | 19 |
| 40 | 32 | 200 | 27 | 16 | 45 | 45 | 19 | 19 |
| 40 | 40 | 200 | 41 | - | 36 | - | 22 | - |
| 50 | 40 | 250 | 41 | - | 36 | - | 22 | - |
Примечания:
*1 Четырехгранные пластины.
osntm.ru
25.2 Выбор резцов и правильная их установка
Для обработки резанием наружных цилиндрических поверхностей используются следующие типы режущих инструментов (резцов):
Проходные резцы
Отогнутые резцы служат для снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче. Позволяют обрабатывать торцевые поверхности деталей. Служат как для черновой (обдирочной), так и для чистовой обработки.
Рисунок 25.2.1 Проходные резцы (www.tvormasters.ru)
Радиус закругления резца влияет на чистоту обрабатываемой поверхности. Черновые проходные резцы имеют меньший радиус закругления, чем чистовые. Для черновых проходов применяют резцы с радиусом закругления вершины R = 0,5 - 1 мм, а для получистовых R = 1,5 - 2 мм, так как чем больше радиус при вершине, тем чище обработанная поверхность (меньше высота остаточных шероховатостей). Для чистового точения целесообразно применять чистовые резцы с радиусом закругления R = 3 - 5 мм.
Рисунок 25.2.2 Углы резца в плане (www.tvormasters.ru)
Прямые проходные резцы имеют те же свойства, что и отогнутые, но ими нельзя подрезать торцевые поверхности деталей.
Рисунок 25.2.3 Прямой проходной резец (www.tvormasters.ru)
Рисунок 25.2.4 Упорный резец (www.tvormasters.ru)
Подрезной резец (упорный) имеет режущую кромку перпендикулярно направленную к оси детали. Служит для чистовой обработки и подрезки деталей с уступами.
Рисунок 25.2.4 Отрезной резец (www.tvormasters.ru)
Отрезной резец предназначен для отрезания заготовок заданной длины или для прорезания канавок заданной ширины и глубины.
Проходные резцы имеют главный угол в плане ϕ = 30 - 60 градусов; углы в плане с меньшими значениями характерны для обработки жестких заготовок, когда отношение длины к диаметру l/d < 5 . Вспомогательный угол в плане ϕ1 обычно принимается 10 - 45 градусов.
Проходные упорные резцы имеют главный угол в плане ϕ = 90 градусов. Упорные резцы применяют для обтачивания нежёстких валов, когда отношение длины к диаметру l/d > 12 , так как они вызывают меньший прогиб заготовки. Однако у резцов с углом ϕ = 90 градусов в работе участвует меньшая длина режущей кромки, чем у резцов с углом ϕ = 30 - 60 градусов, поэтому стойкость упорных резцов меньше, чем проходных.
Задний угол "α" выбирается в пределах 2 - 15 градусов. Чем больше этот угол, тем более вероятна паразитная вибрация. Угол заострения δ влияет на прочность резца, которая повышается с увеличением угла.
Рисунок 25.2.5 Главные углы резца (www.tvormasters.ru)
Правила крепления режущего инструмента.
Рисунок 25.2.6 Положение резца относительно оси вращения (www.tvormasters.ru)
При закреплении режущего инструмента в резцедержателе, режущая кромка резца или его вершина должна строго совпадать с уровнем оси шпинделя.
Резец закрепляется в резцедержателе с вылетом равным примерно 1,5Н.
При большем вылете возможны паразитные вибрации при обработке, а при меньшем, неудобство обработки детали.
Державка резца крепится в резцедержателе на менее чем двумя болтами.
Для регулировки уровня резца под державку подкладываются металлические пластинки (прокладки) разной толщины из мягких, пластичных металлов - медь, латунь, бронза, сталь СТ20, дюралюминий и тому подобное.
Рисунок 25.2.7 Закрепление резца в резцедержателе (www.tvormasters.ru)
www.e-ope.ee
ГОСТ 18870-73 Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры (с Изменением N 1), ГОСТ от 07 июня 1973 года №18870-73
ГОСТ 18870-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ УПОРНЫЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Конструкция и размеры
HSS side bullnose turning tools. Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 7 июня 1973 г. N 1428 Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 N 222ВЗАМЕН ГОСТ 10043-62 в части типов III и IV; МН 644-64; МН 645-64, МН 5220-64ИЗДАНИЕ с Изменением N 1, утвержденным в январе 1981 г. (ИУС 4-81)
1. Настоящий стандарт распространяется на токарные проходные упорные резцы общего назначения из быстрорежущей стали.
2. Резцы должны изготовляться двух типов:
1 - проходные упорные прямые с углом , правые и левые;
2 - проходные упорные с углом , правые и левые.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Черт.1
Таблица 1
Размеры, мм
Резцы | ||||||||
правые | левые | Исполнение | Сечение резца | Форма пластин по ГОСТ 2379-77 | ||||
Обозначение | Приме- няемость | Обозначение | Приме- няемость | |||||
2101-0551 | 2101-0552 | 4х4 | ||||||
2101-0553 | 2101-0554 | 6х6 | 50 | - | ||||
2101-0555 | 2101-0556 | 1 | 8х8 | - | ||||
2101-0557 | 2101-0558 | 10х10 | 60 | |||||
2101-0559 | 2101-0560 | 12х12 | 70 | 30 | ||||
2101-0561 | 2101-0562 | 16х16 | 80 | |||||
2101-0565 | 2101-0566 | 20х12 | 100 | |||||
2101-0563 | 2101-0564 | 2 | 20х20 | 40 | ||||
2101-0567 | 2101-0568 | 25х16 | 120 | 58тип 1 | ||||
2101-0569 | 2101-0570 | 32х20 | 140 | 50 | ||||
Пример условного обозначения правого резца типа 1 сечением мм:
Резец 2101-0565 ГОСТ 18870-73
Черт.2
Таблица 2
Размеры, мм
Резцы | |||||||||||
Угол врезки пластины 12° | Угол врезки пластины 0° | Сечение резца | Форма пластин по ГОСТ 2379-77 | ||||||||
правые | левые | правые | левые | ||||||||
Обозначение | Приме- няемость | Обозначение | Приме- няемость | Обозначение | Приме- няемость | Обозначение | Приме- няемость | ||||
2101-0509 | 2101-0510 | 2101-0021 | 2101-0022 | 16х10 | 100 | 4 | |||||
2101-0501 | 2101-0502 | 2101-0023 | 2101-0024 | 20х12 | 120 | 5 | |||||
2101-0503 | 2101-0504 | 2101-0025 | 2101-0026 | 25х16 | 140 | 6 | 41 | ||||
2101-0505 | 2101-0506 | 2101-0027 | 2101-0028 | 32х20 | 170 | 7 | |||||
2101-0507 | 2101-0508 | 2101-0029 | 2101-0030 | 40х25 | 200 | 9 | |||||
Пример условного обозначения правого резца типа 2 сечением мм, с углом врезки пластины в стержень 12°:
Резец 2101-0501 ГОСТ 18870-73
4. Для резцов типа 2 угол врезки пластины в стержень для обработки чугуна и других хрупких материалов - 12°, для обработки стали и других вязких материалов - 0°. 3, 4. (Измененная редакция, Изм. N 1).
5. Величины радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
6. Элементы конструкций и геометрические параметры резцов указаны в приложении.
7. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18868-73.
8. Технические требования - по ГОСТ 10047-62.
9. Маркировать - по ГОСТ 10047-62 с добавлением обозначения резца.
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕРекомендуемое
Элементы конструкций и геометрические параметры резцов указаны на черт.1, 2 и в табл.1, 2.
Черт.1
Черт.1
Таблица 1
Размеры, мм
Сечение резца | Номера пластин по ГОСТ 2379-77 | |
4х4 | 4 | |
6х6 | 6 | |
8х8 | 8 | |
10х10 | 10 | - |
12х12 | 12 | |
16х16 | 15 | |
20х12 | 12 | 5801 |
20х20 | 5802 | |
25х16 | 15 | 5803 |
32х20 | 5804 |
Черт.2
Гнездо под пластину
Угол врезки пластины в стержень 0° | Угол врезки пластины в стержень 12° |
Черт.2
Таблица 2
Размеры, мм
Сечение | Угол врезки пластины | Номера пластин по ГОСТ 2379-77 | |||||
12° | 0° | ||||||
16х10 | 1 | 12 | 11,1 | 5 | 14,8 | 4102 | |
20х12 | 16 | 14,9 | 6 | 18,8 | 4103 | ||
25х16 | 2 | 20 | 18,6 | 7 | 23,3 | - | 4104 |
32х20 | 3 | 25 | 23,2 | 9 | 30,0 | 4105 | |
40х25 | 32 | 27,9 | 12 | 37,5 | 4106 | ||
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1).
Текст документа сверен по:официальное изданиеРезцы. Конструкция и размеры. Часть 1: Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2003
docs.cntd.ru