Оборудование для изготовления металлопрофиля. Станок для изготовления металлопрофиля
Оборудование для изготовления металлопрофиля
Опубликовано admin Янв 29, 2012 в Разное оборудование
Изготовление профнастила на ручном станке
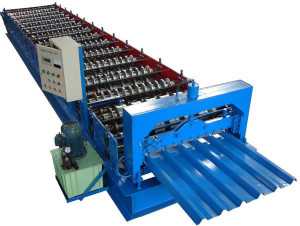
Станок для производства профиля или профилегиб – это устройство для изготовления профнастила из гладкого металлического листа. Станок позволяет изготавливать профнастил длиною от 2 до 2,5м. Станок для производства профиля в десятки раз дешевле, чем прокатный стан, занимает очень мало места и для его размещения не требуется больших площадей. Такой станок работает без электроэнергии и с его помощью можно изготовить 600 кв.м. профнастила за 8 часов.
Для размещения профилегиба требуется малая площадь для производства профнастила. Его легко перенастроить на разное количество волн, что позволяет изменять ширину профнастила. Для обслуживания профилегиба требуется 2 человека, которые за смену могут изготовить 300 листов профнастила. С помощью такого устройства можно изготавливать профнастил из металлического листа толщиною до 0,7 мм. Ширина листа до 2-2,5м. Высота его 20 мм. Время необходимое для профилирования одного листа на станке составляет около 2-х минут. Во время производства профнастила на таком станке не остается царапин на полиэстеровом покрытии листа. Все работы на таком станке выполняются за счет мускульной силы рабочего, который управляет устройством с помощью рычагов и потому не требуется электроэнергия. Это позволяет установить профилегиб прямо на стройплощадке или на территории торговой точки и тем самым приблизить производство к конечному потребителю. Устройство для ручного изготовления недорого и просто в эксплуатации.

Станок дает возможность изменять усилия зажима и величину зависания прижимной плиты, также есть возможность отрегулировать поворотную балку. Для удобства подачи металлического листа имеется стол. Профилегиб изготовлен в настольном исполнении и для его работы требуется минимальное обслуживание.
Производство металлического сайдинга
Оборудование для производства сайдинга позволяет изготавливать разные типы сайдинга из металлического оцинкованного листа толщиною до 0,6мм, в том числе и из металла уже покрытого лакокрасочным или полимерным покрытием. Оборудование для производства сайдинга оснащено автоматикой для управления и контроля за точностью исполнения техпроцесса.
Оборудование для производства сайдинга металлического состоит из таких компонентов:
- Размотчик металлического листа с механизмом ручного разжима сегментов оправки.
- Профилегибочный стан
- Гильотинные ножницы
- Стол для приема готовой продукции
- Шкаф автоматического управления.
Линия по производству металлосайдинга обладает следующими техническими характеристиками:
- Длина линии составляет 10 метров, ширина 1,2м, а высота 1,75 м
- Потребляемая мощность равна 3 кВт
- Скорость, с которой производится профилирование, составляет 14-16 м/мин
- Точность отрезки от 2 до 5 мм
- Отрезное устройство с рабочим давлением 6 атмосфер
- Ширина заготовки под профилирование составляет 270 мм
- Вес линии до 2,5 тонн
- Размотчик позволяет установить рулон массой до 1,5 тонн
- Длина готового сайдинга от 1 до 4 метров
- Обслуживающий персонал состоит из 1-2 человек
Описание техпроцесса изготовления металлосайдинга
Линия для изготовления металлосайдинга состоит из разматывающего устройства консольного типа, профилегибочного стана, оснащенного заправочным устройством, отрезного устройства в виде гильотинных ножниц, стола-рольганга для приема готовой продукции и шкафа управления.
Рулон штрипса — мерной заготовки, крепится на оправке разматывающего устройства. Фиксация штрипса проводится с помощью ручного механизма разжима.

Заправочное устройство является частью профилегибочного стана. Его назначение состоит в том, чтобы центрировать плоскости металлического листа в продольном направлении. Заправочное устройство состоит из нескольких клетей, оснащенных инструментами профилирования. Валы с рабочим инструментом размещены таким образом, что позволяют перестраивать линию на производство разных типов сайдинга в короткие сроки. Перестройка заключается в введении или выведении из техпроцесса тех рабочих клетей, которые формируют сечение профиля сайдинга Для отрезания уже прокатанного листа применяется отрезное устройство с пневматическим приводом гильотинного типа. Отрезка металла производится при помощи лезвий. Поскольку отрезное устройство имеет два лезвия, то оно называется гильотинными ножницами. Когда верхнее лезвие опускается, то производится рубка металла.
Отрезное устройство смонтировано прямо на сварной раме станка с целью предотвратить смещение между рабочими плоскостями профилегибочного стана и устройства обрезки во время наладки и эксплуатации линии.
Управление линией для производства сайдинга осуществляется с помощью шкафа управления, который позволяет плавную регулировку скорости прокатки, а также настройку количества и длины готового сайдинга. Шкаф управления может быть выполнен в двух вариантах – «Стандарт» и «Элит». Электрическая схема последнего выполнена с помощью инверторной электронной схемы, которая позволяет плавно выполнять команды «пуск» и «стоп». Такая система значительно точнее профилирует лист по всей длине, во много раз снижает износ механических деталей, которые подвержены трению и следовательно увеличивается срок службы всего оборудования. Для приема готовой продукции предназначен стол-рольганг.
Станки для профнастила: окупаемость и автоматизация
Профнастил сегодня приобретает большую популярность среди желающих построить современное здание, ограждение, надежно укрепить перегородки, придать новизны старой постройке. Широкие возможности профилированная сталь предоставляет желающим возвести оригинальную крышу дома или офисного строения. Высокое качество стали для проката позволяет использовать профлист при строительстве складов и ангаров.

Готовая крыша
Создание качественного строительного покрытия методом проката полосы через направляющие валики — процесс несложный, технология и оборудование позволяет организовать производство на доступных площадях.
Внимание!!! Наши читатели считают, что утренняя рыбалка - миф! Раскрыт секрет улова, необходимо всего лишь растворить 1 пакетик в 0,5 литрах воды читать далее...
Виды линий для производства
Профнастил, используемый для кровли, отличается от стенового высотой волны и толщиной стали. При одинаковых технических характеристиках листа, толщина стали отвечает за износостойкость. То есть, лист меньшей толщины прослужит более короткий срок.
Создание ребер жесткости и покрытие полимерными материалами больших партий профнастила производится промышленным способом. Малые количества изготавливаются во многом на частных предприятиях. Линии по производству профнастила состоят из нескольких станков, расположенных в помещении последовательно, чтобы ускорить работу. Рулонная сталь располагается здесь же. При недостатке площади — в отдельном складском помещении рядом, сокращая время подачи к станку.Объемы производства определяют установленные мощности.
Автоматизация изготовления

Прокатка профлиста
Наиболее продуктивной выступает автоматизированная линия производства профнастила, верстаты, выстроенные поэтапно, управляются сенсорным способом. Разматывающий механизм подает рулонную сталь на прокатный станок для профнастила с направляющими трапециевидными валиками, механизмом обрезки и сбора отходов материала.
Валики установлены двумя каскадами, по мере продвижение лист под усилием приобретает нужную профильную высоту. Профнастилы производятся методом холодного либо горячего проката. Основное предпочтение производители среднего звена отдают холодному прокату профнастилов, не требующему дополнительной установки для разогрева полосы. Производство происходит при температуре не ниже четырех градусов. Готовый профилированный лист подается на гильотину, раскраивающую рулон согласно заданных стандартов.
Качество жесткости и размеров профнастилов контролируется специальными измерительными приборами, установленными в конце производственной линии. Укладка и упаковка готовых металлопрофильных листов выполняется здесь же.
Передвижное оборудование
Строительные организации, выполняющие заказы на возведение арочных перекрытий, ангаров обязательно включают в свой арсенал передвижное оборудование для профильной обработки металла. Станок, занимающий минимум площади и несложный в транспортировке, используется для создания деталей конструкции из профлиста непосредственно на объекте. Технология позволяет сохранить время на грузоперевозки и позволяет изготовить детали требуемой конфигурации в короткий срок. Передвижные установки дают дополнительную экономию на возведении опорных конструкций здания.
Собственное домашнее производство
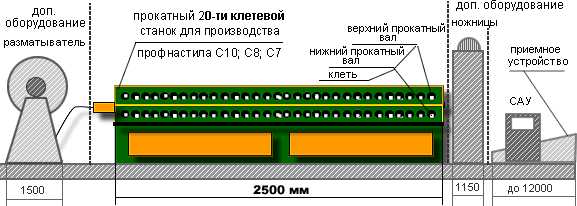
Схема производственного станка
Небольшие объекты требуют соответственного количества кровельного материала. Изготовить необходимый минимум возможно с помощью ручного станка для профнастила. Установка оборудования не требует больших площадей. Небольшие размеры установки позволяют расположение под навесом или в небольшом помещении. Подготовка занимает короткий отрезок времени. Устанавливают станок для профнастила на ровный пол с твердым покрытием, предпочтительно бетонным.
Перед изгибочным аппаратом устанавливается стол для подачи металла, направления на валики для формирования гофры. Станкам с механическим приводом не требуется подключения электричества. Устройство пружинного механизма приводится в действие усилиями человека, достаточными, чтобы изготовить не только металлопрофиль.

Ручной станок
Производство труб, отливов на ручных станках значительно облегчает работу и экономит время. С помощью станков для металлопрофильного проката можно завальцевать кромку и раскатать швы металлической конструкции. Функций изгиба и проката, устроенных в станке, достаточно. Ручными станками для профнастила успешно пользуются при необходимости изготовления доборных деталей и небольших элементов конструкции. Минусом станка с ручным приводом выступает возможность изготовления полос небольшой длины.
Ручной верстат для изгиба профнастила возможно изготовить самостоятельно. Чертежи просты в исполнении, механизм не содержит сложных деталей. Недостатком такого станка является жесткий ход, замедляющий продвижение листа. Станки для профнастила с ручным приводом не рекомендуется использовать для профилизации стали с полимерным покрытием во избежание повреждения поверхности.
Окупаемость оборудования
Популярность профнастила дает возможность небольшому предприятию очень быстро вернуть средства, вложенные в производственное оборудование. Использование современной линии, качественная работа в короткий срок окупает затраты благодаря расширению клиентской базы. Фирмы, выполняющие профилизацию металла, успешно занимаются укладкой профлиста. Возможность расширить производство наступает очень быстро и позволяет выйти на совершенно новый уровень.
profnastil-profi.ru
Оборудование для производства профнастила: цена станка
Сегодня лидером среди изделий из тонколистового стального проката, несомненно, является профнастил. Он применяется для устройства ограждений, заборов, крыш и стеновых конструкций. По причине такой популярности производство профнастила возросло многократно. Давайте рассмотрим некоторые особенности, которые характеризуют производство профнастила и оборудование для производства профнастила.
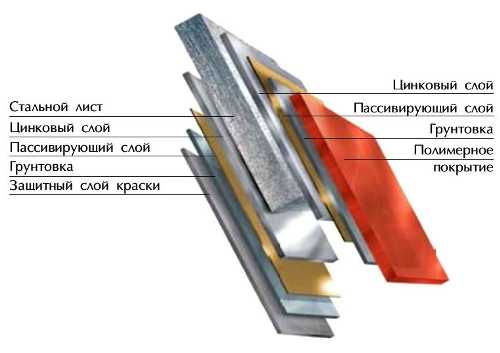
Структура профнастила.
В промышленности он известен как профилированный или гофрированный лист. Главной функцией, которую должно выполнять оборудование для изготовления профнастила, является придание металлу определенной формы при механическом воздействии на заготовку давлением.
Если выразится проще, станок для изготовления профнастила делает из гладкого листа – профильный.
Станок для профнастила
Различают горячую и холодную промышленную обработку металлов давлением. Прокатный станок для профнастила работает при температуре окружающего воздуха и не требует нагрева исходного материала, т.е. использует холодный метод обработки сырья.
Схема устройства прокатного станка для профнастила.
Линии и станки для производства профнастила выполняют 2 основные операции: прокат и резку. На производстве операцию проката именуют еще профилированием, так как заготовка металла получает профильную форму.
Производители выпускают профнастил различных модификаций. От типа и вида зависит и область его применения. Для каждой модели, в зависимости от высоты профиля, которой характеризуется профнастил, оборудование для его производства будет развивать разное усилие давления.
Оборудование для производства профнастила можно классифицировать по степени механизации производства. Различают ручное, передвижное и автоматизированное оборудование для профнастила.
Схема устройства ручного станка для профнастила.
Ручные станки для профнастила применяются для изготовления небольших по размерам и количеству гофрированных изделий. Все технологические операции выполняются при помощи физической силы оператора без использования электроэнергии. Ручной станок для производства профнастила, цена на который сравнительно невысока, находит свое использование в основном при изготовлении доборных элементов из оцинкованного материала в металлообрабатывающих мастерских и в строительных организациях. Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Вернуться к оглавлению
Ручные станки для профнастила
Передвижное оборудование предназначено для организации производства профлиста непосредственно на строительной площадке. Так оборудование для производства арочного профнастила активно используется при строительстве складских помещений, аэродромных ангаров, зерновых хранилищ и прочих сооружений, имеющих в проекте арочные элементы. Передвижное оборудование и арочный профнастил позволяют достаточно высокими темпами выполнить строительство больших по площади арочных конструкций, при этом существенно сэкономив на опорном каркасе здания.
Вернуться к оглавлению
Оборудование арочный профнастил
Схема изготовления и использования арочного профнастила.
Автоматизированное оборудование для производства профнастила, цена которого складывается из стоимости его отдельных комплектующих, представляет собой автоматическую или полуавтоматическую линию, состоящую из комплекта станков и механизмов, смонтированных в определенном порядке.Сам технологический процесс выглядит следующим образом:
- Тонколистовая горячеоцинкованная сталь в виде рулона закрепляется на консольном разматывателе.
- Исходный материал в виде ленты направляется на профилирующий прокатный стан, имеющий в своем составе несколько пар клетей. Качество получаемого профлиста напрямую зависит от их количества. Каждая отдельная клеть имеет 2 набора роликов заданной геометрии, которые закреплены соответственно на верхнем и нижнем валу.
- Профлист при последовательном прохождении через клети постепенно приближается к намеченной геометрии изделия.
Вернуться к оглавлению
Производство профнастила оборудование
Оборудование для производства профилированного листа может комплектоваться просечными электромеханическими ножницами, рольгангами или штабелерами, а также системой автоматического управления, оборудованной сенсорным пультом. Некоторые изготовители оборудования для профнастила дополняют комплект измерительным зажимным устройством, столом и ножницами для резки кромок, устройством для сбора и удаления отходов.
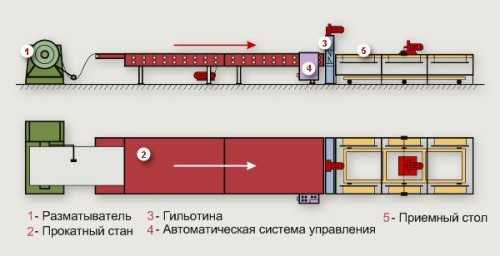
Схема линии производства профнастила.
В составе стандартной линии производства профлиста имеются:
- Консольный разматыватель рулона исходного сырья – оцинкованного листа с покрытием (грузоподъемность этого механизма может достигать 10 т).
- Прокатный стан для выполнения профилировки гладкого листа (оптимально иметь одновременную схему прокатки со скоростью не менее 22 м/п в мин).
- Гильотинные ножницы с ножами имеющие форму профиля листа.
- Приемное устройство для готовой продукции.
- Автоматизированная система, управляющая производственными процессами.
Кроме указанного оборудования, для организации производства профнастила потребуется отапливаемое помещение, в котором есть кран-балка и выполнено ровное покрытие промышленного пола.
Консольный разматыватель рулона, грузоподъемностью до 10 тонн, предназначается для выполнения размотки металла из ленты и его подачи в прокатный стан производственной линии. Устройство оборудуется автоматикой, позволяющей контролировать провисание петли материала между прокатным станом и непосредственно размотчиком.
Прокатный стан является основным элементом и главным механизмом в комплекте оборудования для производства профнастила. Именно с его помощью происходит получение заданного профиля из гладкой заготовки. В своем составе стан имеет рабочие прокатные клети, которые и выполняют последовательную гибку профлиста. Кроме рабочих клетей, на общей раме находятся заправочная клеть, кабели управления, питания и электроприводы.
Гильотинные ножницы предназначаются для отрезания полученного профилированного листа в назначенный оператором размер. Геометрия ножей ножниц полностью повторяет геометрию изделия, что обеспечивает качественный разрез без загибов и заусенцев. Для обеспечения высокой жесткости всей конструкции ножницы монтируются на единой с прокатным станом раме.
Приемное устройство предназначено для формирования пачек готовой продукции. Длина данного элемента линии зависит от вида профнастила.
Автоматизированная управляющая система связывает в единую сеть все устройства линии, контролирует ее работу, возникновение внештатных и аварийных ситуаций и обеспечивает управление всем комплексом с центрального операторского пульта.
В целом же вложение финансовых средств в производство профнастила, по мнению многих экспертов вполне экономически оправдано. Так как спрос на этот материал в ближайшие годы будет неуклонно расти. Следовательно, и рынок сбыта данной продукции будет только увеличиваться. Но для того чтобы достойно конкурировать на этом рынке, необходимо использовать только качественное производственное оборудование, которое сможет производить материал отвечающий всем установленным стандартам.Конечно, в целях экономии можно приобрести оборудование для производства профнастила БУ, но в этом случае стоит внимательно изучать предложение и его техническое состояние, так как многие производители, обновляя производственный парк, выставляют на продажу станки находящееся на грани выработки своего ресурса.Эти же рекомендации относятся и к оборудованию для производства профнастила из Китая. Среди заслуживающих внимания экземпляров иногда встречаются и откровенные имитации известных марок, не имеющих ничего общего с оригинальными станками.
masterprofnastila.ru
видео-инструкция по монтажу своими руками, особенности изготовления в Китае, фото
Станок для производства профилей для гипсокартона является центральным объектом всей системы изготовления деталей каркасов для гипсокартонных конструкций. Современное оборудование позволяет делать самые разные профили, и потому изготовление деталей обрешетки для гипсокартона многими рассматривается как весьма перспективное направление в развитии бизнеса.
В нашей статье мы расскажем об особенностях процесса производства, а также о том, какие элементы включает в себя линия по изготовлению металлопрофиля.

Оборудование для изготовления металлопроката
Профиль для гипсокартона
Номенклатура металлопрофилей
Основу большинства гипсокартонных конструкций составляет металлический каркас, собранный из особых профильных элементов. Размер этих деталей и их конфигурация определяют механические свойства каркаса для гипсокартона, а значит, во многом влияют на характеристики конструкции в целом.
На сегодняшний день наиболее распространенными типами профилей для ГКЛ являются:
- Потолочный (CD) профиль для гипсокартона – используется в качестве основания для подвесных потолков, а также настенных конструкций небольших габаритов.
- Пристенный (UD) – крепится по периметру помещения в качестве опоры для потолочного.
- Стоечный (CW) –применяется для возведения вертикальных элементов каркаса, отличается улучшенными механическими характеристиками.
- Усиленный (дверной) (UA) – более прочный, чем остальные разновидности каркасных деталей, используется в основном для сборки каркасов дверных проемов в межкомнатных перегородках из гипсокартона.
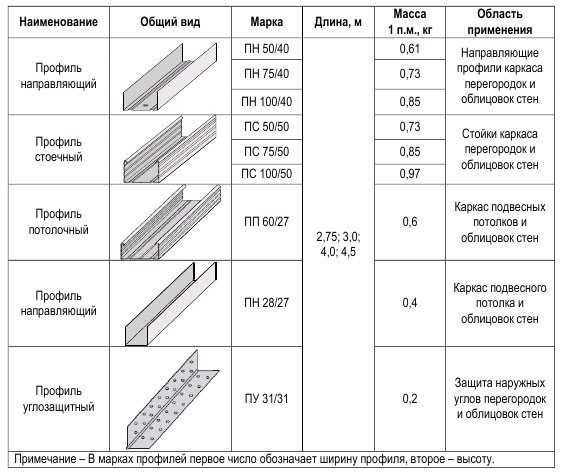
Один из вариантов классификации каркасных элементов
Кроме этих элементов, которые относятся к категории основных, на рынке представлено значительное количество дополнительных комплектующих – подвесов, кронштейнов, соединителей, удлинителей и т.д. Все они применяются для сборки каркасов под обшивку стен и потолков гипсокартоном.
Для производства всех этих элементов применяются специальные станки для профиля для гипсокартона. На сегодняшний день изготовление длинномерных модулей для монтажа конструкций из гипрока является достаточно популярным направлением частного бизнеса.
Обратите внимание!Объемы потребления, а значит – и объемы изготовления элементов обрешетки для конструкций из ГКЛ напрямую зависят от объемов потребления самого гипсокартона.
Особенности процесса производства
Различные профили для монтажа гипсокартона производятся из оцинкованной стали. При их производстве применяются технологии холодной гибки или штамповки металла.

Сырье для производства – стальная лента
Для изготовления данных изделий характерны следующие особенности:
- Сырье – тонколистовая оцинкованная сталь. Марка стали 08-КП, выбор материала регламентируется ГОСТ 9045-80.
- Оптимальная толщина заготовки – 0,4-0,65 мм. Каждый станок для изготовления профиля для гипсокартона рассчитан на работу с заготовками определенной толщины, превышать которую не следует ввиду риска раннего износа узлов станка и выхода его из строя.
- Ширина заготовки – от 120 до 180 мм. Некоторые автоматические линии способны работать и с более крупными заготовками, однако цена такого оборудования достаточно высока.
- Максимальная длина готового изделия – от 4 до 6 м. Данный параметр зависит от габаритов приемного стола станка и при необходимости может быть увеличен без кардинальной перенастройки всей линии.
Сама процедура формовки профиля из металлической заготовки показана на видео, размещенном на нашем ресурсе.
Оборудование для проката
Основные элементы линии по производству профиля
Несмотря на то, что устройства для изготовления металлических деталей обрешетки от разных производителей отличаются по конструкции, общая схема функционирования таких систем остается неизменной.
Как правило, профилегибочный станок включает в себя:
- Разматыватель – приспособление для подачи ленточной заготовки на обработку. В большинстве моделей гибочных станков применяются консольные разматыватели, использование которых обеспечивает автоматическую подачу материала на гибку.
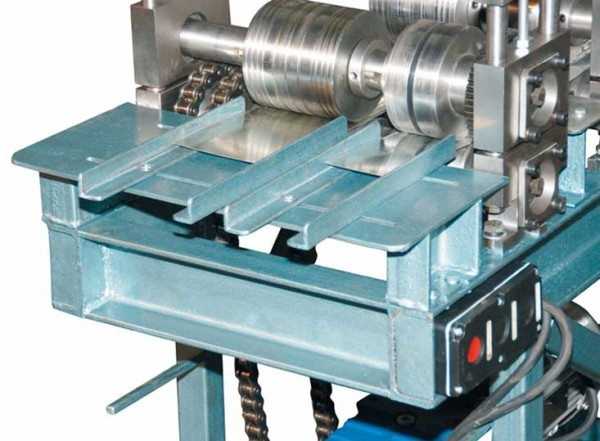
Прокатный стан
- Прокатный стан. Основной элемент линии, отвечающий за профилирование заготовки. В зависимости от типа линии прокатные станы могут производить профили как одного типоразмера, так и сразу нескольких – без перенастройки. Естественно, для производства широкого ассортимента изделий вторая разновидность является более предпочтительной.
- Отрезное устройство, как правило, пневматические ножницы. Главная задача этого узла – обрезка готовых изделий по заданным габаритам. Наилучшие модели ножниц оборудуются системами типа «летучая рубка», что позволяет производить обрезку профиля без остановки прокатного стана. Точность резки составляет +/- 5 мм от заданных параметров.
- Приемный стол отвечает за складирование готовых изделий.
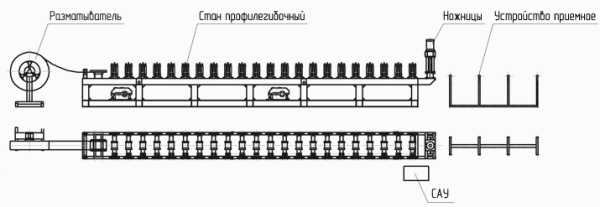
Станок для производства профилей гипсокартона: схема расположения элементов
Схему линии по изготовлению профиля вы можете видеть на фото.
Кроме уже упомянутых элементов оборудования по изготовлению металлопроката обязательным компонентом является система управления. Как правило, такая система поставляется вместе с оборудованием и работает под управлением сертифицированного программного обеспечения.
Обратите внимание!Применение систем автоматизированного управления обеспечивает повышение качества готовой продукции за счет устранения влияния человеческого фактора.
Особенности выбора и наладки производства
По большому счету, основное количество линий, представленных на рынке, характеризуются вполне достойным качеством и производительностью.
И все же, планируя открыть бизнес по прокату профиля для ГКЛ, нужно принимать во внимание следующее:

Линия по изготовлению проката в действии
- Лучше приобретать отечественный или европейский станок для производства профиля для гипсокартона – Китай, хоть и отличается более демократичными ценами, несколько уступает по качеству.
- Важным фактором при выборе должны быть услуги по настройке станочной линии. К примеру, многие компании предлагают покупателям оборудования всестороннюю помощь в наладке всех бизнес-процессов, вплоть до подписания контрактов с поставщиками максимально подходящего сырья.
- Также не следует забывать о настройке и калибровке оборудования. Конечно, с любым станком в обязательном порядке поставляется инструкция – но без наличия соответствующих навыков за настройку своими руками браться не стоит. Это как раз тот случай, когда привлечение специалистов со стороны будет вполне оправдано!
Как видите, выбрать подходящий станок для профиля гипсокартона – это еще только полдела. Но если вы подберете нужное оборудование, эффективно настроите его и грамотно организуете рабочий процесс, то производство деталей для гипсокартонной обшивки вполне может стать источником солидного дохода!
gipsokartonom.ru
Станок для производства профнастила: разновидности,устройство
 В связи с развитием строительства, потребность в кровельных материалах так же возрастает.
В связи с развитием строительства, потребность в кровельных материалах так же возрастает.
Использование профнастила для кровли крыш позволило строителям:
- Ускорить строительный процесс.
- Улучшить качество кровли.
- Срок службы кровли увеличен.
- Расширен спектр применения.
Требования к оборудованию профилегибочному
Металлопрофиль производится методом холодного профилирования. На первый взгляд производство профнастила не представляется сложным. Но современные требования к качеству требуют точности производства
Станок для производства профнастила не должен:
- Царапать защитное и декоративное покрытие листа.
- Оставлять заусенцы на листах готового металопрофиля.
Профелегибочное оборудование
Оборудование для производства металопрофиля бывают:
- Ручными. Применяются для изготовления гофрированных профилей небольшого размера и малыми партиями. Подобный станок – листогиб, можно приобрести, если нет финансов для приобретения полноценной линии. Такой станок может обрабатывать листы толщиной до 1,5мм. Волна профиля выгибается стальной балкой. Форму волны и усилие балки устанавливают предварительно исходя от толщины листа. Контролируют процесс изгиба датчики. В комплект к ручному станку, входит роликовый нож. Производительность станка за рабочую смену 120 листов. Не требуется энергообеспечения.
- Передвижными. Их используют на строительных площадках, к примеру, для изготовления арочного профнастила.
- Автоматизированными или полноценными линиями. Это целый комплекс механизмов, который позволяет производить более качественный продукт. Такие линии оснащены автоматикой, которая контролирует синхронность и слаженность работы всей системы.
Для установки автоматизированной системы требуются условия: пол бетонный ровный, температура в помещении должна быть не ниже 4 градусов, а при пневматическом механизме 10, для удобства разгрузки и погрузки должны быть ворота.
Принцип производства профиля может быть:
- Одновременное формирования профиля. Если используется технология одновременного форматирования, то есть деформация листа происходит с первой клети, то гарантируется равномерное профилирование. И брака по краям листа не будет
- Последовательный принцип. Если же используется последовательный процесс сгиба, в этом случае утяжка вначале осуществляется в середине листа, она же может вызвать отклонения от требуемой формы по краям листа.
Станок для производства профнастила состоит из:
- Консольного либо двухопорного разматывателя стального рулона, из которого изготавливают профнастил. Грузоподъемностью не меньше 10 тон.
- Основа всей системы – прокатный профилирующий стан, приводимый в действие мощными электродвигателями. Нанесение поперечных канавок производится на штампующим устройстве. От него зависит четкая линия канавок. Сам станок представляет собой прочную устойчивую раму, на которой закреплены клети, которые задают форму.
- Гильотина, входящая в состав комплекта линии разрезает листы и формирует их размер. Гильотина или гильотинные ножницы могут использоваться разной конфигурации, это зависит от толщины листа. Размещена она после проката. Привод может быть: электрический, электромеханический или же ручной.
- Приемное устройство является последним этапом в линии. На нем производится прием, осуществляется укладка готового продукта в штабели.
- Автоматизированная система управления всем процессом. В нее входят шкаф с датчиками и пульт управления.
В последнее время производители профилегибочного оборудования предлагают двухярусные прокатные станы, на которых можно производить одновременно два вида металопрофиля.
Похожие статьи :
info-krovlya.ru