Составная пуансон-матрица разделительного штампа. Пуансон матрица
Пуансон-матрицы, типы - Энциклопедия по машиностроению XXL
Матрицы и пуансоны. Матрицы бывают двух типов цельные — для мелких и средних изделий и секционные—для средних и крупных изделий сложной формы. [c.518]
Конструкция гладкого знака с рабочим диаметром свыше 5 мм. Устанавливается знак в матрицах и пуансонах всех типов пресс-форм. Крепление на скользящей посадке по высоте Л [c.173]
Жесткий прижим 1 представляет собой стальную плиту, привернутую болтами к основанию штампа. Эта плита имеет продольный паз 2, в который и подается заготовка. Высота паза к больше толщины заготовки на 6—8%. Упор, установленный в задней стороне штампа, ограничивает передвижение заготовки в глубину и вместе с боковыми поверхностями паза центрирует заготовку относительно матрицы и пуансона. Такого типа штампы применяют только для цилиндрических деталей, вытягиваемых на провал Съем колпачка производится съемками 3, находящимися под действием резиновых прокладок 4. [c.306]
Основные типы пуансон-матриц [c.333]
Комбинированные типы пуансон-матриц [c.333]
Кроме основных типов пуансон-матриц применяется ряд типов, объединяющих операции вырезки, вытяжки, формовки, отбортовки, чеканки и т. п. в соответствии с типами штампов, приведенными в табл. 145. [c.334]
В процессе выполнения работы учащийся должен изучить устройство прибора типа ПТЛ, выбор пуансона, матрицы и вкладыша, подготовку образца, подготовку прибора и проведение испытания. [c.105]
Штампы для чистовой вырубки и пробивки по конструктивному исполнению подразделяются на штампы с подвижным пуансоном (или пуансоном-матрицей). Первый тип штампов применяется для штамповки асимметричных (с вытянутой осью) деталей малых размеров (до 60 мм), второй — для штамповки более крупных деталей. Штампы для чистовой вырубки проектируют для прессов чистовой вырубки тройного действия. [c.262]
В чертежах державок, съемников, выталкивателей с двумя и более отверстиями под пуансоны (черт. 23), выполняемых согласно пп. 2.2.3 и 2.2.4 настоящего стандарта, размеры координат соответствующих отверстий следует наносить без предельных отклонений, отмечая их знаком . При этом в технических требованиях чертежа должна быть приведена запись по типу Координаты отверстий под пуансоны согласовать с пуансон-матрицей. .. . [c.677]
При прямом выдавливании (рис. 3.36, а) металл вытекает в отверстие, расположенное в донной части матрицы 2, в направлении, совпадающем с направлением движения пуансона 1 относительно матрицы. Так можно получать детали типа стержней с утолщениями (болты, тарельчатые клапаны и т. п.). При этом зазор между пуансоном и цилиндрической частью матрицы, в которой размещается исходная заготовка, должен быть небольшой, чтобы металл не вытекал в зазор. [c.98]
Если на торце пуансона (рис. 3.36, б) имеется стержень, перекрывающий отверстие матрицы до начала выдавливания, то металл выдавливается в кольцевую щель между стержнем и отверстием матрицы. В этом случае прямым выдавливанием можно получать детали типа трубки с фланцем, а если исходная заготовка имела форму толстостенной чашечки, то и детали в виде стакана с фланцем. [c.98]
При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с направлением движения пуансона (рис. 3.36, д). Таким образом можно получить детали типа тройников, крестовин и т. п. В этом случае, чтобы обес- [c.98]
Повышением температуры матрицы с 20 до 100° С ( 3= 1180° С, Тд=4—5 с, Р=54 МН/м ) характер кривых перемещения пуансона при прессовании отливок типа втулок из бронзы Бр.АЖ9-4, схема изготовления которых показана на рис. 33,6, не изменяется, но абсолютная величина возрастает в сравнимые моменты времени (рис. 39). Это можно объяснить тем, что при более высокой начальной температуре матрицы до момента приложения давления образуется твердая корка меньшей толщины и прочности. Поэтому она сжимается (деформируется) в большей степени. [c.82]
Рекомендации относительно величины давления для алюминиевых сплавов несколько иные, чем для медных [56]. Эвтектические сплавы типа силумина требуют применения более высоких давлений, так как образующийся около стенок матрицы трубчатый каркас, являясь опорой для прессующего пуансона, создает препятствия для прессования кристаллизующегося расплава. В алюминиевых сплавах типа твердого раствора (например, АЛ8) устранение усадочных дефектов может быть достигнуто при более низких значениях давления прессования. [c.96]
Перспективны прессы с различными типами приводов ползунов. Например, для сжатия разъемных матриц используют ползуны с гидравлическим приводом, а для деформирующих пуансонов — с механическим. [c.231]
Основными типами инструментов, деформирующих металл давлением в холодном состоянии, являются прорезные, обрезные, формующие, вытяжные и высадочные штампы, дыропробивные пуансоны, обрезные матрицы, волочильные доски и фильеры. [c.479]
Штамповка прошивкой. Такая штамповка но существу является разновидностью предыдущего вида штамповки с той лишь разницей, что металл выходит не через отверстия или полость в опорной поверхности матрицы или пуансона, а через зазор между пуансоном и матрицей. Такой штамповкой можно получать детали типа стакана, а также детали коробчатой и корытообразной формы. [c.423]
В матрицах и пуансонах-матрицах типов I и И, а также со сложной формой рабочего отверстия, вписываемой в окружность диаметром 10 мм, провальную часть рабочего отверстия необходимо выполнять круглой формы с размером, большим режущей части на 0,5—1,5 мм на сторону (рис. 260, а). В остальных случаях провальную часть следует делать по форме рабочего отверстия с развалом на 0,5—1 мм па сторону (рис. 260, б). При наличии в рабочем отверсти-и матрицы или пуансона-матрицы острых или прямых углов провальную часть следует выполнять скругленной (рис. 260, в). [c.201]
Прессформа закрытого типа. Схема приведена на фиг. 3. Прессформа состоит из трёх основных частей пуансона, матрицы и обоймы. Имеется загрузочная камера. Опорные поверхности отсутствуют. Зазор между пуансоном и обоймой весьма мал (0,05—0,1 мм). Высота изделия определяется только количеством загружаемой дозы прессовочного материала, так как из закрытой прессформы материал почти не вытекает. Всё давление пресса передаётся на прессматериал с самого начала соприкосновения с ним пуансона, и материал [c.683]
Упрочнению подвергают закаленный, окончательно обработанный инструмент или детали. Электромеханическую обработку режущих инструментов выполняют по задним поверхностям режущих зубьев. Сложнопрофильные инструменты, например, дол-бяки, фрезы червячные, резьбонарезные гребенки, резцы зубострогальные и др., обрабатывают по передней поверхности. Детали типа пуансонов, матриц, ножей упрочняют по образующим и торцовым (передним и задним) поверхностям. Электромеханическая обработка инструментальных, в том числе быстрорежущих сталей, позволяет создать однородную структуру поверхностного слоя металла на глубину до 0,15 мм с микротвердостью в 1,3... 1,6 раза выше исходной. Стойкость упрочненных режущих инструментов, например сверл, изготовленных из быстрорежущих сталей типа Р9, в среднем в 1,7...2,1 раза выше, чем у инструментов, не подвергавшихся такому упрочнению. [c.58]
Методы электромеханической обработки находят также применение для упрочнения винтовых поверхностей - ходовые винты станков, глобоидные червяки рулевого управления автомобиля, цилиндрические и конические резьбовые соединения (с метрической и трубной резьбой) зубьев зубчатых колес - цилиндрических, конических, червячных инструмента - сверл, фрез, разверток, зенкеров, пуансонов, матриц, долбяков, червячных фрез, зубо-строгапьных резцов - по передним и задним режущим поверхностям поверхностей деталей, образованных металлизацией, напылением, нанесением покрытий, наплавкой. Упрочнение плоских поверхностей ЭМО на фрезерных станках имеет существенное значение для таких деталей, как направляющие станин, ножи режущих аппаратов сельскохозяйственных машин, лапы культиваторов, штанги различных типов инструментов, ножи измельчителей кормов. [c.562]
При изготовлении мастер-пуансонов с глубоким или высоким шрифтом, а также сложными рельефами рекомендуется применять чеканы и сечки, что намного упрощает работу и ускоряет изготовление гравируемых изделий или оформляющих частей в матрицах и пуансонах штампов, прессформах и специальных матрицах типа клише. [c.132]
Штампы этого типа имеют несколько разновидностей, одна из которых показана на рис. 54. Верхняя половина штампа содержит стальную прокладку I, пуансонодержатель 2 (который в целях облегчения штампа и уменьшения влияния электромагнитов стола может быть изготовлен из дуралюмина) с пробивными пуансонами 3 и вырезную матрицу 8, изготовленную из стали 40 или 45 и по мере надобности подвергнутую по контуру электроупрочнению. В матрице на.хо-дится листовой выталкиватель 4, связанный с пуансонодержателем 2 ступенчатыми гайками 5 и винтами б и приводимый в действие резиновым буфером 7. Нижняя половина штампа содержит пластинчатую пуансон-матрицу 9 (изготовленную из стали 45 и закаленную в заготовке до HR 37—40), прикрепленную к стальной нижней плите, и листовой съемник 11, связанный с нижней плитой такими же гайками 5 с в итами 6, и приводимый в действие резиновым буфером 12. Верхняя и нижняя половины штампа сопрягаются направляющими колонками 13, укрепленными в пуансонодержателе 2, и втулками 14, укрепленными в нижней плите 10 запрессовкой или заливкой эпоксидной смо-лой.Для ограничения подъема верхней половины штампа на концы колонок 13 надеты стопорные кольца 15. Для удержания верхней половины штампа в поднятом положении служат пружины 17 и 18, вставленные попарно одна в другую, причем одна из каждой пары пружин имеет правую, а другая левую навивку, чтобы предотвратить защемление витков. Штамп устанавливают на"магнитном столе пресса с помощью комплекта универсальных стоек 16. Одни из них молено крепить к нижней плите штампа винтами (не показаны), а прочие можно фиксировать [c.142]
Универсально-сборные штампы (17, 21 ] предназначены главным обра.зом для выполнения разделительных операций. Ик основные типы представлены в табл. 33. Эти штампы являются переходными между специальными и универсальными, так как для их сборки используют в основном стандартные узлы и детали, но в собранном виде они пригодны только для изготовления определенных деталей. Недостатком штампов 1-го типа является трудоемкость наладки и необходимость изготовления шаблона для каждой вновь изготовляемой детали. Недостаток штампов 2-го типа — большие первоначальные затраты на изготовление множества стандартных рабочих частей и вспомогательных деталей и узлов (съемников, упоров и т. д.), а также большая трудоемкость сборки и наладки. Штампы 3-го типа наиболее близки к специальным, так как вырезные матрицы и пуансон-матрицы изготовляются для каждого наименования штампуемой детали и только вспомогательные узлы и детали являются стандартными. [c.146]
Лрессформы закрытого типа (фиг. 47, б) предназначены для получения изделий сложной формы, поэтому в конструктивном отношении они всегда более сложные. Основными элементами таких прессформ являются пуансон /, матрица 3, обойма 5, направляющие стержни 6, служащие для направления движения пуансона, и выталкиватель 7 изделия. [c.166]
ПО конструкции прессформ и характеру взаимодействия их частей, типу и расположению нагревательных элементов, характеру агрегатирования, типу применяемого привода, уровню механизации и автоматизации и т. п. Основным узлом каждого пресса, вне зависимости от способа вулканизации и особенностей конструкции, служит металлическая прессформа. Она состоит из трех основных элементов пуансона, матрицы и формовой колодки (рис. 8), которые в определенной последовательности перемещаются механизмами пресса. Пуансон предназначен для формования следа подошвы и каблука. Рабочей частью пуансона служит его поверхность, формующая след и являющаяся зеркальным изображением следа подошвы и каблука. Матрица предназначена для формования ранта и уреза низа обуви. Она состоит из двух половин (полуматриц), соединяемых по оси следа. В средней части ее имеется пройма по контуру и профилям следа обуви. Рабочая часть матрицы представляет собой зеркальное отражение уреза и ранта готовой подошвы. Пуансон по краю совмещается с поверхностью уреза на матрице. Формовая колодка служит для правильной установки обуви относительно прессформы и прижима обуви к губке матрицы. [c.46]
Конструкция гладких оформляющих знаков с рабочим диаметром до 5 мм устанавливается в матрицах и пуансонах всех типов прессформ. Крепление на плотной посадке на высоту й [c.202]
Штамп типа VI показан на рис. 29. Он выполняет вырубку заготовки и вытяжку стакана с фланцем. Полоса исходного материала подается между боковыми упорами 10 до упора 6. При ходе ползуна вниз прижимной плитой 5 полоса вначале прижимается к плоскости матрицы, затем пуансон-матрица 9 на матрице 4 осуществляет вырубку заготовки и при дальнейшем ходе своей внутренней полостью выполняет вытяжку на пуансоне 1. Прижимное кольцо 3 при этом опускается и предотвращает складкообразование. При обратном ходе буферное устройство пресса через толкатели 2 поднимает прижимное кольцо 3 и снимает вытянутый стакан с пуансона 1. Стакан остается в полости пуансон-матрицы Р и в конце хода вверх выталкивается из нее шайбой 5, усилие которой от коромысла пресса передается через толкатель 7. [c.302]
Поэтому для обеспечения гарантированной точности днищ по внутреннему диаметру разработаны водоохлаздаемке конструкции пуансонов и матрицы штампосварного исполнения, типы которых приведены на рис. 4.7...4.16. [c.82]
При обратном выдавливании направление течения металла противоположно направлению движения пуансона относительно матрицы. Наиболее часто встречаюшейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей (рис, 3.36, ). По такой схеме изготовляют полые детали типа туб (корпуса тюбиков), экранов радиоламп и т. п. [c.98]
В работе [78] показано, что в отливках типа стакана отсутствие или появление трещин зависит главным образом от конусности пуансона и матрицы. Для предотвращения трещин рекомендуется иметь большие величины углов у верхнего торца формирующейся отливки и мспыиие у нижнего торца. Высоту, на которой происходит разграничение зон, определяют но формуле [c.105]
В. И. Курочкиным в программу исследования были включены не три, а семь факторов, варьируемых на различных уровнях. Исследования проводились на отливках типа стакана с различной глубиной центральной полости (0—65 мм), изготовляемых из сплава АЛЗ. Изучалось влияние температуры прессформы (Xi) в пределах 200—300° С, температуры заливки (Ха) в интервале 690—730° С, времени выдержки расплава в матрице до приложения давления (Хз) от 10 до 40 с, времени прессования (Х4) в пределах 30—40 с, скорости внедрения прессующего пуансона при формировании отливки (Xs) в пределах 0,03—0,05 м/с, давления прессования (А б) в интервале 25—100 МН/м и конфигурации заготовки (Х7), определяемой глубиной центральной полости в указанных выше пределах. В качестве параметра оптимизации (у) был выбран предел прочности сплава при растяжении. [c.145]
Штамповка различных болто-заклёпочных изделий на фрикционных прессах типа Венсана схематически показана на фиг. 341. Нарезанную на ножницах мерную заготовку, конец которой нагрет в очковой печи-горне, устанавливают с помощью клещей в матрицу 2 и всаживают пуансоном I. [c.408]
Прессформа открытого типа. Схема приведена на фИг. 2. Прессформа состоит из двух основных частей верхней — пуансона и нижней — матрицы. Загрузочная камера отсутствует. Материал с избытком загружается непосредственно на матрицу. Б начале процесса давление образуется сопротивлением от трения вытекающего по плоскости разъёма материала и под конец цикла от отверждения грата, закупоривающего выход материала из прессформы. Часто прессформа оформляется без выталкивания и направляющих колонок. [c.683]
| Фиг. 3. Схема прессформы закрытого типа 1 — пуансон 2 — матрица 3 — обойма 4 — прессуемое изделие. |  |
mash-xxl.info
Составная пуансон-матрица разделительного штампа
ОПИСАНИЕ
ИЗОБРЕТЕН ИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ нi) 588045
Йоюз Советских
Социалистических
Республик (61) Дополнительное к авт, спид-ву (22) Заявлено 23.01.76 (21) 2317284, 25-27 (51) М. Ел В 210 37,, ОО с присоедш ением заявки ¹â€”
Государственный комитет
Совета Министров СССР по делам изобретений и открытий (23) Приоритет (43) Опубликогано 15,61.78. Бюллетень . Ь 2 (45) Дата оп бликоганпя описаш.я 20.01.78 (53) УД1 621.961.2 (688.8) (72) Автор изобретения
Е. К. Соловьев
Московский прожекторный завод (71) Заявитель (54) СОСТАВНАЯ ПУАНСОН-МАТРИЦА РАЗДЕЛИТЕЛЬНОГО
Ш ТАМ Г1А
Изобретение относится к инструментам для холодной листовой штамповки, применяемым, в частности, при изготовлении деталей электрических машин, и может быть использовано в машиностроении.
Известен узел крепления пуансона в держателе (1), содержащий замок, состоящий из вилки с пружиной и ролика, который размещен в лыске на пуансоне.
В известном устройстве содержится достаточно большое количество крепехкных деталей, а стойкость пуансона невелика.
Известна составная пуансон-матрица разделительного штампа (21 для изготовления деталей типа статоров и роторов электрических машин, содержащая втулку. и секции, сопряженные по наружной поверхности втулки и фиксируемые от относительного осевого смещения при помощи вкладыша, устанавливаемого в пазу между сопряженными поверхностями втулки и секций, которые заключены в обойму.
В известной пуансон-матрице втулка и секции соединены и зафиксированы от относительного смещения таким образом, что образуют неразъемное соединение, затрудняющее сборку и разборку пуансон матрицы, В описываемой пуансон-матрице для упрощения сборки и разборки и повышения ее стойкости вкладыш выполнен в виде разрезного кольца, паз выполнен кольцевым, а втулка — составной по высоте с плоскостью разъема частей, совпадающей с поверхно стью, ограничивающей паз со стороны нера
5 бочего торца, при этом части втулки соединены между собой, а секции — с обоймой при помощи резьбовых соединений со стороны рабочего торца пуансон-матрицы.
На фиг. 1 показана предлагаемая пуансон10 матрица, вид спереди; »а фиг. 2 — то же, вид сооку.
Составная пуансон-матрица содержит зпутреннюю часть и наружную секционную часть 1, заключенную в наружную обойму 2 и
15 прикрепляемую к ней сверху прижимами 3.
Внутренняя часть состоит из внутренней оооймы 4, кольцевой прокладки 5 и втулки (матрицы) 6. В кольцевой прокладке и секциях 1 нарухкной части пуансон-матрицы вы20 полнены кольцевые пазы, образущие с поверхностью внутренней обоймы полость, где размещено разрезное кольцо 7.
Вся пуансон-матрица крепится к плите 8.
Сборку пуансон-матрицы осуществляют
25 следующим образом.
На плиту устанавливают наружную обойму и крепят ее к плите резьбовым соединением. Далее на плиту устанавливают внутреннюю обойму и между обоймами устанав30 ливают секции 1.
Формула изобретения
Риг, 1
Риз, 2
Составитель В. Григорьева
Редактор С. Мозжечкова Техред А. Камышникова Корректор Л. Денискина
Подписное
Заказ 2982/11 Изд. М 133 Тираж 1080
НПО 1осударствснного комитета Совета Министров СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Типография, пр. Сапунова, 2
В углубление секций вставляют разрезное кольцо 7. На внутреннюю обойму устанавливают кольцевую прокладку. Плоскость разъема пуансон-матрицы проходит по плоскости сопряжения внутренней обоймы и кольцевой прокладки и совпадает с поверхностью, ограничивающей паз со стороны нерабочего торца пуансон-матрицы, образованный углублениями в секциях 1 и кольцевой прокладке. В углубление на кольцевой прокладке входит разрезное кольцо. На наружную обойму устанавливают прижим 3 и крепят его к обойме. Затем на кольцевую прокладку 5 устанавливают матрицу 6. Внутренняя обойма, кольцевая прокладка и матрица крепятся к плите 8 резьоовым соединением.
Применение описываемой пуансон-матрицы допускает неоднократную шлифовку пуансонов, увеличивает стойкость инструмента.
Составная пуансон-матрица разделительного штампа, преимущественно для изготовления деталей типа статоров и роторов электрических машин, содержащая втулку и секции, сопряженные по наружной поверхности втулки и фиксируемые от относительного осевого смещения между собой и относительно
5 втулки при помощи вкладыша, устанавливаемого в пазу между сопряженными поверхностями втулки и секций, которые заключены в обойму, отличающаяся тем, что, с целью упрощения сборки и разборки пуан10 сон-матрицы и повышения ее стойкости, вкладыш выполнен в виде разрезного кольца, паз выполнен кольцевым, а втулка — составной по высоте с плоскостью разъема частей, совпадающей с поверхностью, ограничивающей
15 паз со стороны нерабочего торца, при этом части втулки соединены между собой, а секции — с обоймой при помощи резьбовых соединений со стороны рабочего торца пуансонм атрицы.
20 Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 83411, кл, В 21D 37/04, 1949.
2. Альбом В НИИЭМ «Твердосплавные р аз25 делительные штампы», Конструирование штампов, часть 1, 1966, с. 22, фиг. 40.
www.findpatent.ru
Матрицы и пуансоны - Энциклопедия по машиностроению XXL
Детали, ограниченные поверхностями вращения, можно изготовлять из прутков, круглых заготовок литьем или горячей штамповкой, при этом облегчается изготовление металлической формы для литья, изготовление матриц и пуансонов, так как их формообразующие поверхности можно легко обработать. [c.159]Из приведенных на рис. 248 примеров видно, что определение наивыгоднейших размеров заготовки позволит также правильно выбрать минимальную из числа стандартных размеров плиту для изгото вления матриц и пуансонов (рис. 248, е). [c.339]
Оптимальные параметры контуров деталей непосредственно дают ответ на ряд производственных технико-экономических вопросов, например указывают размеры оптимальных заготовок для матриц и пуансонов. Они необходимы при раскрое рулонного и листового материала на карточки и полосы. Эти параметры являются основными исходными данными и при решении таких задач на ЭВМ. [c.297]Снятая экономическая характеристика позволяет быстро и точно определить раскрой на прямоугольные заготовки (карточки), наивыгоднейшие размеры плит для изготовления матриц и пуансонов, наивыгоднейшую ширину полосы-ленты и положение детали в полосе при лимитированном виде раскроя (см, рис. 254, г, д, ё), а также с учетом заранее заданного направления волокон. [c.299]
Для любой штамповки важнейшим параметром технологического процесса является зазор между матрицей и пуансоном. [c.30]
Величину зазора z между матрицей и пуансоном для горячей штамповки крупногабаритных толстолистовых днищ [з] следует рассчитывать по формуле [c.31]
Согласно экспериментальным данным некоторых исследований для получения гладкой поверхности вытянутого днища зазор должен превышать толщину заготовки на 30...38 %. Рекомендации по выбору зазора мевду матрицей и пуансоном для тонколистовых днищ приведены в Ю]. [c.31]
Если при выбранной конструкции матрицы и пуансона толщина прокладки для двухслойного пакета получится больше толщины детали, то следует применять трехслойный пакет. [c.61]
Кроме ширины фланца, на растягивающее напряжение Ср, действующее в опасном сечении заготовки, влияют радиусы скругления кромок матрицы и пуансона / , а также силы трения, возникающие при перемещении заготовки относительно матрицы и прижима. [c.108]
Х 2170—1790 820—850 62 Валки ХОЛОДНОЙ прокатки, клейма, пробойники, матрицы и пуансоны холодной высадки [c.244]
Назначение — холодные штампы высокой устойчивости против истирания, не подвергающиеся сильным ударам, и толчкам волочильные доски, глазки для калибрования пруткового металла под накатку резьбы, гибочные и формовочные штампы, сложные секции кузовных штампов, матриц и пуансонов вырубных и просечных штампов, штамповки активной части электрических машин и т. д. [c.386]
Назначение — рамные, ленточные, круглые пилы, ножи для холодной резки металла, обрезные матрицы и пуансоны холодной обрезки заусенцев, кернеры. Рабочие и опорные валки для холодной прокатки металла. Рабочие валки рельсобалочных, крупносортных и проволочных обжимных и сортовых станов для горячей прокатки металла, подвергающиеся интенсивному износу и работающие в условиях минимальных или умеренных ударных нагрузок. Рабочие валки, опорные валки и бандажи составных опорных валков листовых, обжимных и сортовых станов для горячей прокатки металла. [c.424]
При. штамповке поковки на ГКМ разъем между матрицами устанавливают в плоскости ее осевого сечения А—А, а разъем между пуансоном и матрицей — в плоскости наибольшего поперечного сечения Б—Б (рис. 5.38, а). Возможные варианты положения разъема между матрицами и пуансоном для случая, когда утолщенная часть поковки представляет собой фигуру постоянного сечения, показаны на рис. 5.38, б, в, г, д. [c.133]
| Рис. 5.38. Возможные положения плоскости разъема между матрицей и пуансоном при штамповке заготовок на ГКМ | 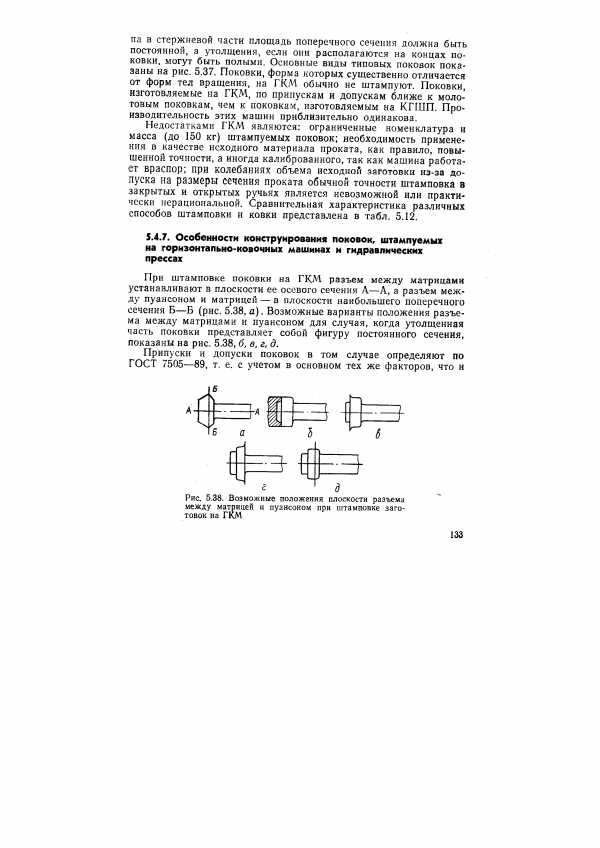 |
При пуансонном прессовании (рис. 33, б, г) во время внедрения в расплав выступающая часть пуансона прорывает поверхностную пленку (корку), заставляя перемещаться выдавленный расплав в полость между матрицей и пуансоном. Наиболее горячий металл устремляется вверх вдоль выступающей части пуансона или на некотором расстоянии (2—3 мм) от него и по достижении его горизонтальной части, оформляющей верхний торец отливки, резко поворачивает вниз. Поскольку поверхностная пленка прорывается неравномерно по образующейся пуансона, то часть расплава растекается над поверхностью пленки, заполняя пространство между пуансоном и матрицей. [c.83]
Вероятность образования раковин и пор в стенках отливок возрастает при уменьшении величины давления прессования и снижении начальной температуры матрицы и пуансона. [c.101]
В процессе прессования стеклянных изделий матрицы и пуансоны периодически контактируют с расплавленным стеклом. Последнее [c.196]
Для испытания совмещенные в одну плоскость поверхности матрицы и пуансона шлифуются и полируются, а затем на них наносится исследуемое покрытие. [c.134]
Матрица и пуансон вырубного штампа перед лазерным упрочнением должны быть термически обработаны стандартным способом. [c.118]
Обезжирить и высушить матрицу и пуансоны [c.119]
На арматуру выполняется самостоятельный чертеж (рис. 191) или несколько чертежей, если арматура представляет собой несколько деталей или сборочную единицу. На чертеже армированной детали в отличие от сборочного отображают форму и проставляют размеры для всех элементов изделия в окончательном виде (кроме размеров выступаюших частей арматуры). По этим данным проектируют формообразующие поверхности у матрицы и пуансона с учетом усадки материала. Чертеж армированной детали обычно содержит дополнительные изображения элементов, неясных на основных проекциях, с соответствующими размерами этих элементов. На чертеже армированных деталей могут быть указания о дополнительной обработке отдельных элементов детали. [c.245]
Все размеры, кроме одного установочного, являются исполнительными. Одни исполнительные размеры Ьлужат для изготовления деталей прессформы (матрицы и пуансона) путем обычной механической [c.249]
Малая прочность при нагреве приводит к большим утонениям, достигаощим 25...30 %,и это необходимо учитывать при определении усилия прижима и эаэора между матрицей и пуансоном. [c.12]
Наиболее напряженной является первая стадия вытяжки, при которой во фланце заготовки возникавт следующие напряжения растяжение в радиальном направлении, сжатие в тангенциальном направлении, напряжения от трения, возникающего мевду заготовкой, матрицей и прижимом, напряжения от изгиба на закругленных ребрах матрицы и пуансона. [c.18]
Как известно, по ГОСТу градация толщин днищ произведена через каждые 2 мм. Но зачастую какой-либо из типоразмеров изделий требуется в небольших количествах. Поэток для сокращения числа типоразмеров матриц и пуансонов унн )ицированных штампов прибегают к одновременной штамповке двух или трех листов. При этом может быть любое сочетание их толщин с учетом имеющихся в наличии матриц и пуансонов (рис. 4.6), [c.82]
Этот материал позволяет неоднократно восстачавливать изношенные и дефектные места протяжного кольиа матрицы и пуансона наплавкой электродами из углеродистой стали с последующей зачисткой наплавленных слоев. [c.96]
Горизонтально-ковочные машины имеют штампы, состоящие из трех частей (рис. 3.29) неподвижной матрицы 3, подвижной матрицы 5 и пуансона /, размыкающихся в двух взаимно перпендикулярных плоскостях. Пруток 4 с нагретым участком на его конце закладывают в неподвижную матрицу 3. Положение конца прутка определяется упором 2. При включении машины подвижная матрица 5 прижимает пруток к неподвижной матрице, упор 2 автоматически отходит в сторону, и только после этого пуансон I соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части. Формующая полость может находиться не только в матрице, но и совместно в матрице и пуансоне, а также только в одном пуансоне. [c.89]
Х6ВФ 2280—1870 1000 61 Ролики и плашки, ножовочные полотна, матрицы и пуансоны [c.244]
Назначение — измерительный и режущий инструмент, для которого повышенное коробление при закалке недопустимо, резьбовые калибры, протяжки, длинные метчики, длинные развертки и другой вид специального инструмента, олодновысадочные матрицы и пуансоны, технологическая оснастка. [c.381]
Назначение—профилировочные ролики сложной формы, эталонные ше. стерни, накатные плашки, волоки, секции кузовных штампов сложной формн сложные дыропрошивные матрицы при формовке листового металла, матрицы и пуансоны вырубных и просечных штампов со сложной конфигурацией рабочих частей, пуансоны и матрицы холодного выдавливания, работающие при давле НИИ до 1400—1600 МПа. [c.388]
Назначение — профилировочные ролики сложных форм, секции кузовных штампов сложных форм, сложные дыропрошивные матрицы при формовке листового металла, эталонные шестерни, накатные плашки, волоки, матрицы, и пуансоны вырубных просечных штампов со сложней конфигурацией рабочих частей, штамповки активной части электрических машин. [c.390]
Назначение — тяжелонагруженный прессовый инструмент (мелкие вставьи окончательного штампового ручья, матрицы и пуансоны для выдавливания и г. д.) при горячем деформировании легированных конструкционных сталей и жаропрочных сплавов, пресс-формы литья под давлением медных сплавов. [c.408]
Прессование в открытых пресс-формах применяется для невысоких заготовок (рис. 8.2, б). В этом случае заготовки оформляются в матрице и пуансоне. Избыток материала отжимается по плоскости разъема и является отходом. Пресс-формы могут быть съемными и стационарными, как правило, обогреваемые и водоохлаждаемые. [c.190]
При опускании ползуна пресса с закрепленным на нем пуансоном происходит центровка матрицы и пуансона при помощи кольцевой проточки на верхнем торце матрицы. В дальнейшем металлоприемное кольцо и пуансон движутся совместно относительно постамента, при этом производится окончательное формообразование и последующее прессование кристаллизующейся отливки. [c.78]
Уменьшить время выдержки Тд можно за счет повышения скорости внедрения пуансона в расплав. Однако при скорости, равной 0,6—0,8 м/с, возникает вихревое движение металла в прессформе, происходит захват воздуха, выбрызгивание расплава в зазор между матрицей и пуансоном, могут возникнуть трещины на внутренней поверхности отливки. Поэтому рекомендуемые значения скорости находятся в пределах 0,08—0,2 м/с. Для каждого сплава характерны определенные значения скорости внедрения пуансона, обеспечивающие достижение наиболее благоприятного сочетания структуры и механических свойств. Для сталей они меньше, для алюминиевых сплавов больше. [c.85]
Формирование заготовок в условиях механического давления происходит, как правило, в металлических прессформах при интенсивном теплообмене, так как на рабочие поверхности матрицы и пуансона наносится тонкий слой смазки или краски. Только при литье стали, чугуна и некоторых сплавов на основе меди применяют теплоизоляционные покрытия различной толщины. [c.87]
Важной технической проблемой является увеличение срока службы технологической оснастки стеклоформирующих машин. В частности, к матрицам и пуансонам пресс-форм предъявляются повышенные требования по коррозионной стойкости, жаростойкости, а также по сопротивлению износу и механической прочности. Поскольку разрушение в подавляющем большинстве случаев начинается с поверхности, то для практического решения вопроса достаточно защитить лишь ее. Это можно осуществить с помощью силицидных покрытий. Однако известные методы их получения обладают рядом технологических недостатков, таких как большая трудоемкость и продолжительность процесса. При этом диффузионные слои пористы, хрупки, недостаточно тверды. [c.194]
Следует отметить, что обе схемы обладают рядом недостатков, могущих приводить к искажению действительных результатов. При реализации схемы, показанной на рис. 4.12, а, главная трудность состоит в обеспечении соосности матрицы и пуансона в течение всегн времени приложения нагрузки. При нарушении этого условия кромка матрицы начинает перемещаться не по границе покрытия с основ-вым металлом, а срезает с одной стороны материал покрытия, а е другой — пуансона. [c.68]
Просвечивать каждый участок стыкового соединения можно отдельно, ио для сокращения времени контроля стыков (простоя конвейера) за одну экспозицию просвечивают все стыковое соединение или большую его часть, при этом снимки, удаленные от оси пучка рентгеновского излучения, и снимки, расположенные в центральной части стыка, будут иметь различную плотность почернения. Для выравнивания дозовой нагрузки снимков, расположенных на разном расстоянии от оси пучка излучения, необходимо 11Спользовать специальной конфигурации съемный нивелирующий экран из свинца / (рис. 8.2), наклеиваемый на тонкое основание 2 из материала, слабо поглощающего рентгеновское излучение, например гетинакса, текстолита, полиуретана, экран вставляется в защищающий рентгеновскую трубку от повреждений съемный цилиндр. Для изготовления нивелирующего экрана используют специальное приспособление, состоящее из матрицы и пуансона. Заготовку для изготовления экрана вырезают из листового свинца толщиной 2,5 мм, формируют экран с помощью тисков, пресса или удара. [c.132]
Для примера рассчитаем технологический процесс вытяжки трубки диаметром 20 мм, длиной 400 мм с толщиной стенки 0,14 мм и определим рабочие размеры матриц и пуансонов вытяжных штампов. Материал трубки —сталь марки Х18Н10Т. [c.86]
mash-xxl.info
Словолитный прибор: стальной пуансон, медная матрица
В русской технической литературе брусок получил название пуансона (от фр. poincon). Немецкие полиграфисты в этом случае используют термины Schriftstempel или Schriftpragestempelt, а английские – letter punch. При вдавливании пуансона в более мягкую металлическую пластину получается углубленное прямое изображение шрифтового знака. Такая металлическая пластина теперь называется матрицей (нем. – Matrize, фр. – matrice, англ. – matrix). Матрица служит в качестве формы для отливки типографских литер. Очевидно, что с помощью одного пуансона можно выдавить большое количество одинаковых матриц, а с одной и той же матрицы – отлить множество одинаковых литер.
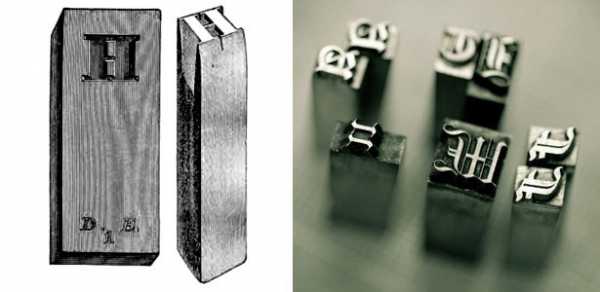
Матрица, пуансон (а) и литеры (б)
Данная технология была известна задолго до времен Гуттенберга и прошла многовековую апробацию в монетном производстве, где издавна применялись металлические штемпеля (рис. 5.10). Для изготовления матриц был необходим металл, который бы, с одной стороны, легко поддавался тиснению, а с другой – не размягчался при заливке в него расплавленного металла, из которого изготовлялись типографские литеры.

Нижний (слева) и верхний (справа) монетные штемпеля. XVI в. Закалённая сталь с содержанием углерода 0,7...0,75 % масс.
Таким металлом издавна служила медь, именно из меди выполнены старейшие сохранившиеся до наших дней матрицы (их относят к началу XVI в.). Эти матрицы хранятся в музее фирмы «Иоганн Энсхеде и сыновья» в голландском городе Харлеме. Матрицы изготовлены с помощью пуансонов, которые выгравировал мастер Хенрик Питерзон из Роттердама.
Производство типографского шрифта было очень трудоёмким, ведь делать пуансоны и матрицы приходилось для очень большого количества знаков, во много раз превышающего число знаков латинского алфавита. Изобретатель изготовлял каждый алфавитный знак во множестве вариантов. Его целью было как можно точнее имитировать рукописные тексты, чтобы печатная книга походила на рукопись. При этом количество пуансонов, а значит, и матриц приближалось к тысяче.
Два измерения литеры должны были быть одинаковы не только для всех экземпляров одной и той же буквы, но и для всех, без мельчайшего исключения, знаков одного шрифта. Гравёр пуансонов воспроизводит изумительные по точности стилистического замысла (и по размерам) рисунки букв; но ему пришлось бы, сверх того, обеспечивать идеальное совпадение как роста, так и кегля. Кегль (от нем. kegel) – размер высоты буквы или знака, включая нижние и верхние выносные элементы. При ручном наборе кегль измеряли через высоту литерной площадки, на которой расположена буква или знак. Кегль измеряется в типографских пунктах. Именно значение кегля в типографских пунктах называют размером шрифта применительно к современным текстовым редакторам. Работа гравёра была исключительно трудоёмкой, но по-существу малоэффективный по конечному результату. Необходима была особая разборная литейная форма с подвижными стенками. Таким образом, именно словолитная форма, по сути, является ядром изобретения. Без этого ключевого приспособления для множественного воспроизведения литер книгопечатание не стало бы относительно дешевым и мощным средством распространения информации.

Литеры, набранные в строку. Современная реконструкция литер Гуттенберга
Подвижная стенка позволяла при разной ширине литер одного кегля обеспечивать их одинаковую высоту, а рост литеры (т.е. длина её ножки), одинаковый не только для данного кегля, но и для всех шрифтов, автоматически обеспечивался размерами самого прибора.
ПОДЕЛИСЬ ИНТЕРЕСНОЙ ИНФОРМАЦИЕЙ
metalspace.ru
Пуансоны и матрицы - Точная Сила
ООО "Точная сила" серийно производит пробивной инструмент, пробивные пуансоны и матрицы для:
- комбинированных пресс-ножниц; - пробивных прессов;- автоматических линий для пробивки и рубки листового металла, профиля или полосы;- оборудование для пробивки токопроводящих шин из меди и алюминия;- прокатные станы с пробивкой;- оборудования марок GEKA, FICEP, Voortman, Kaltenbach, Vernet-Behringer, Peddinghaus.
Мы являемся крупнейшим в странах ЕврАзЭс специализированным изготовителем пробивных пуансонов и матриц.
Матрица и пуансон изготавливается из материалов, имеющих наиболее подходящие технико-экономические параметры. Обработка происходит в автоматическом режиме на станках с ЧПУ, инструмент объёмно закален и может иметь финишную обработку и покрытия, повышающие эксплуатационные свойства. Форма отверстия может быть разной: круглой, продолговатой, прямоугольной, неправильной формы.
Стандартные наиболее ходовые размеры мы держим в достаточном количестве на складах готовыми к отгрузке.
Мы разрабатываем и изготавливаем пробивные пуансоны и матрицы на заказ, ориентированные под ваши задачи. Форма режущих кромок и общая геометрия инструмента выбирается исходя из стоящей перед инструментом задачей, исходного материала, операцией финишной обработки и покрытия. При проектировке учитываются все необходимые особенности. Нам под силу любые сложности: скосы, фаски, шпонки, центровочные шипы и другие. В итоге вы получаете инструмент высокого качества, с помощью которого сможете либо пробить больше отверстий за потраченный рубль, либо пробивать отверстия для которых нужно больше усилия, чем есть в вашем прессе.
Качество нашей подтверждается множеством отзывов клиентов. Пуансонами и матрицами компании "Точная сила" пользуются крупнейшие заводы металлоконструкций России, наш инструмент экспортируется в ЕС.
Наши специалисты дадут вам подробную консультацию, подберут нужный инструмент и сориентируют по цене.
Чтобы заказать инструмент, для вашего удобства, заполните форму запроса, просто используя каталожный код инструмента изготовителя вашего оборудования. Если у вас есть чертёж, приложите и его.
Матрица
Матрица - это элемент для пробивки отверстий в металле, который представляет из себя металлическую форму с отверстием круглой, квадратной, овальной или иной формы. Матрица крепится к нижней части пресса и в процессе пробития находится в неподвижном состоянии относительно пробиваемого материала.
Пуансон
Пуансон - это инструмент форма которого повторяет форму отверстия матрицы. При высоком давлении пуансон вырубает отверстие в металле, ненужные остатки удаляются через отверстие в матрице.
Назад
tsila.ru