Содержание
Метод — радиальная подача — Большая Энциклопедия Нефти и Газа, статья, страница 4
Cтраница 4
В качестве другого примера на рис. IV-15, б показан технологический процесс изготовления цапф из калиброванного прутка диаметром 18 мм фасонно-отрезным шлифованием взамен обычной фасонно-продольной обработки. Цапфа ( рис. W-15, а) изготовляется методом радиальной подачи профильного шлифовального круга со скоростью резания до 60 м / с. Кругу сообщается быстрый подвод ( 2) со скоростью 50 мм / мин. В момент касания круга с деталью происходят переключение на черновую подачу ( 3) s 25 мм / мин и обработка торца. В момент касания круга боковой образующей включается первая чистовая подача ( 4) s 5 мм / мин. Окончательная обработка ( 5) происходит при подаче s — 0 08 мм / об. Общее время обработки одной цапфы tp 0 55 мин при точности 4 мкм, что значительно превышает соответствующие характеристики токарной обработки тех же деталей.
[46]
Выбор метода обработки зависит от требуемого качества зацепления червячной передачи. Червячные колеса с углом подъема винтовой линии червяка до 8 обрабатывают методом радиальной подачи. Червячные передачи повышенной точности и имеющие большие углы подъема нарезают с тангенциальной подачей червячными фрезами с заборным конусом или фрезой-летучкой. При нарезании с радиальной подачей червячных колес с углом подъема линии зуба свыше 8 и сравнительно большим обхватом червяка перед достижением номинального межосевого расстояния происходит срез металла с профиля зубьев колеса. Срезанный участок профиля зуба не участвует в зацеплении.
Червячные колеса с углом подъема винтовой линии червяка до 8 обрабатывают методом радиальной подачи. Червячные передачи повышенной точности и имеющие большие углы подъема нарезают с тангенциальной подачей червячными фрезами с заборным конусом или фрезой-летучкой. При нарезании с радиальной подачей червячных колес с углом подъема линии зуба свыше 8 и сравнительно большим обхватом червяка перед достижением номинального межосевого расстояния происходит срез металла с профиля зубьев колеса. Срезанный участок профиля зуба не участвует в зацеплении.
[47]
Наличием осевой подачи фрезы s0 ( рис. 28, б) обусловливается необходимость изменения соотношения между вращением фрезы и заготовки. Если бы фреза и заготовка вращались так же, как они вращаются при нарезании колес методом радиальной подачи, зубья червячного колеса были бы срезаны.
[48]
Нижняя накатная рейка получает поступательно-возвратное движение от гидравлического привода. Верхняя накатная рейка получает движение через передачу, состоящую из двух реек и зубчатого колеса. Накатывание производится методом радиальной подачи.
Накатывание производится методом радиальной подачи.
[49]
| Схема зубо-нарезания зубчатых колес методом обкатки. а-червячной фрезой. б — дол бя ком-рейкой. в — дисковым долбяком ( стрелками показано направление движения инструмента и заготовки.
[50] |
Рейки обычно нарезаются дисковой фрезой или зуборезным долбяком цилиндрической формы. На зубофрезерных станках можно нарезать прямозубые и коеозубые цилиндрические и червячные колеса. Червячные колеса нарезают двумя методами: методом радиальной подачи ( рис. 20, а) и методом тангенциальной ( осевой) подачи ( рис. 20, б) При наречении методом радиальной подачи заготовка колеса подается на вращающуюся фрезу или, наоборот, фреза подается на заготовку.
[51]
Общий вид суппорта показан на фиг. Нарезание зубьев червячного колеса методом радиальной подачи осуществляется на обыкновенном зубо-фрезерном станке без дополнительного специального суппорта. Настройка цепи деления станка при обработке червячного колеса методом радиальной подачи фрезы аналогична настройке при нарезании цилиндрических зубчатых колес с прямым зубом. Дополнительная настройка радиального перемещения стола производится в зависимости от радиальной подачи, исходя из технологических условий работы станка, отнесенной к одному обороту заготовки.
Настройка цепи деления станка при обработке червячного колеса методом радиальной подачи фрезы аналогична настройке при нарезании цилиндрических зубчатых колес с прямым зубом. Дополнительная настройка радиального перемещения стола производится в зависимости от радиальной подачи, исходя из технологических условий работы станка, отнесенной к одному обороту заготовки.
[52]
| Летучий резец для нарезания червячных колес.
[53] |
Число оборотов фрезы выбирается в зависимости от скорости резания, а число оборотов нарезаемого червячного колеса определяется передаточным отношением данной червячной пары. Величина радиальной подачи задается на один оборот колеса и зависит от обрабатываемого материала и требуемой точности обработки. При переточках червячная фреза уменьшается в диаметре и дает искажение теоретического профиля зубьев нарезаемого колеса, а поэтому червячные колеса, полученные методом радиальной подачи, обладают меньшей точностью, чем нарезанные методом тангенциальной подачи.
[54]
Рейки обычно нарезаются дисковой фрезой или зуборезным долбяком цилиндрической формы. На зубофрезерных станках можно нарезать прямозубые и коеозубые цилиндрические и червячные колеса. Червячные колеса нарезают двумя методами: методом радиальной подачи ( рис. 20, а) и методом тангенциальной ( осевой) подачи ( рис. 20, б) При наречении методом радиальной подачи заготовка колеса подается на вращающуюся фрезу или, наоборот, фреза подается на заготовку.
[55]
Оставшиеся после отбора варианты операций, применение которых в данном случае возможно, сопоставляются по производительности с учетом, конечно, заданного выпуска. При отборе вариантов построения станочных операций в целях повышения производительности оставляют те из них, которые обеспечивают возможность сокращения расчетной длины обработки. Расчетная длина обработки может быть сокращена, например, путем многорезцового обтачивания и двустороннего сверления, применением многониточной фрезы вместо дисковой резьбовой фрезы или резца при нарезании резьбы, а также применением метода радиальной подачи при обработке тел вращения. Производительность станочных операций эффективно повышается также за счет уменьшения доли вспомогательного времени в штучном путем полного перекрытия основным временем и путем уменьшения его продолжительности. Например, применяя винторезные головки с разжимными плашками и гаикорезные головки с утопающими плашками, исключают необходимость реверсирования и значительно сокращают холостой ход.
Производительность станочных операций эффективно повышается также за счет уменьшения доли вспомогательного времени в штучном путем полного перекрытия основным временем и путем уменьшения его продолжительности. Например, применяя винторезные головки с разжимными плашками и гаикорезные головки с утопающими плашками, исключают необходимость реверсирования и значительно сокращают холостой ход.
[56]
Подачу указывают в технологической карте в зависимости от типа станка: для токарных работ указывают подачу резца в миллиметрах на один оборот шпинделя, для строгальных работ указывают подачу резца в миллиметрах на один двойной ход стола, для поперечно-строгальных и долбежных станков — на один двойной ход резца, для сверлильных работ — на один оборот шпинделя. Для фрезерных работ указывают подачу изделия в минуту, а также подачу на один зуб фрезы. Для зубофрезерных станков, работающих червячными фрезами, при нарезании цилиндрических колес с прямыми и спиральными зубьями указывают подачу фрезы в миллиметрах на один оборот стола. При нарезании червячных колес методом радиальной подачи указывают радиальную подачу стола на один его оборот, а при нарезании методом тангенциальной подачи — осевую подачу фрезы в миллиметрах на один оборот стола. При круглом шлифовании методом продольной подачи и внутреннем шлифовании отверстий подачу указывают дробью, в числителе — продольная подача стола или круга в миллиметрах на один оборот детали, в знаменателе — поперечная подача в миллиметрах на один двойной ход стола. При шлифовании методом врезания указывают только поперечную подачу в миллиметрах на один оборот детали. При плоском шлифовании торцом круга для станков с круглым и прямоугольным столом указывают вертикальную подачу круга в миллиметрах на один оборот или двойной ход стола.
При нарезании червячных колес методом радиальной подачи указывают радиальную подачу стола на один его оборот, а при нарезании методом тангенциальной подачи — осевую подачу фрезы в миллиметрах на один оборот стола. При круглом шлифовании методом продольной подачи и внутреннем шлифовании отверстий подачу указывают дробью, в числителе — продольная подача стола или круга в миллиметрах на один оборот детали, в знаменателе — поперечная подача в миллиметрах на один двойной ход стола. При шлифовании методом врезания указывают только поперечную подачу в миллиметрах на один оборот детали. При плоском шлифовании торцом круга для станков с круглым и прямоугольным столом указывают вертикальную подачу круга в миллиметрах на один оборот или двойной ход стола.
[57]
| Зуботлвфование гипоидных и конических колес.| Схемы методов нарезания зубьев червячного колеса.
[58] |
Нарезание зубьев червячных колес выполняют на универсальных зубофрезерных станках методом обкатки и специально предназначенных для этой цели мастер-станках.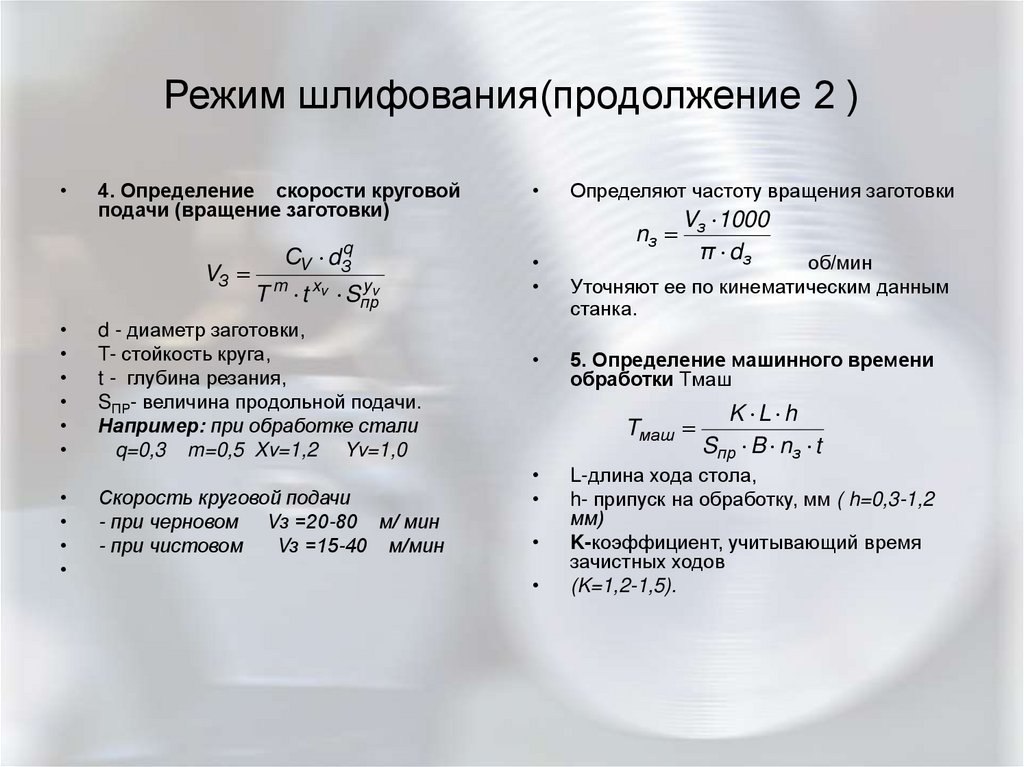 Фреза и колесо вращаются при нарезании зубьев так же, как червяк и червячное колесо в собранном агрегате. Выбор метода обработки зависит от требуемого качества зацепления червячной передачи. Червячные колеса с углом подъема винтовой линии червяка до 8 обрабатывают методом радиальной подачи. Червячные передачи повышенной точности и имеющие большие углы подъема нарезают с тангенциальной подачей червячными фрезами с заборным конусом или фрезой-летучкой.
Фреза и колесо вращаются при нарезании зубьев так же, как червяк и червячное колесо в собранном агрегате. Выбор метода обработки зависит от требуемого качества зацепления червячной передачи. Червячные колеса с углом подъема винтовой линии червяка до 8 обрабатывают методом радиальной подачи. Червячные передачи повышенной точности и имеющие большие углы подъема нарезают с тангенциальной подачей червячными фрезами с заборным конусом или фрезой-летучкой.
[59]
Страницы:
1
2
3
4
10.5 Расчет режима резания при плоском шлифовании периферией круга
Скорость
резания зависит в основном от материала
связки шлифовального круга. Допустимая
скорость резания для выбранного
шлифовального круга определяется по
маркировке на круге.
Поперечная
подача назначается в зависимости от
ширины круга и вида шлифования по табл.
8.
Поперечная
подача при плоском шлифовании
Таблица
8
Ширина Вк, | Вид | ||
черновое | получистовое | чистовое | |
Поперечная | |||
30 | 16 | 10 | 4 |
32 | 26 | 15 | 8 |
40 | 32 | 20 | 10 |
50 | 40 | 25 | 12 |
80 | 64 | 35 | 20 |
Продольная
подача и подача на глубину резания
определяются в зависимости от материала
заготовки и его состояния припуска на
обработку и поперечной подачи по табл.
9.
Продольная
подача и подача на глубину резания при
плоском шлифовании
Таблица
9
Материал | Продольная м/мин | Припуск | Поперечная | |||||
8 | 12 | 18 | 27 | 39 | ||||
Подача | ||||||||
Сталь | 6-10 | 0,17 0,35 0,50 | 0,085 0,133 0,168 | 0,056 0,089 0,113 | 0,038 0,059 0,076 | 0,025 0,039 0,051 | 0,018 0,028 0,36 | |
Сталь | 10-20 | 0,25 0,35 0,50 | 0,042 0,058 0,069 | 0,042 0,043 0,045 | 0,028 0,089 0,031 | 0,020 0,021 0,028 | 0,013 0,013 0,014 | |
10.
 6. Определение основного времени при плоском шлифовании
6. Определение основного времени при плоском шлифовании
Основное
время при плоском шлифовании периферией
крута То (в мин) рассчитывается по формуле
Т0
= L
*
B
*
Z
/ 1000 Sn*
Sпр*Sв (4)
где,
L
= Lшл
+ 30 — длина шлифования, мм;
Lшл
– длина шлифуемой поверхности;
В
= Вшл
+ Вк+ 5 — ширина
шлифования, мм;
Вшл
— ширина шлифуемой поверхности, мм;
Вк
— ширина шлифовального круга, мм;
Z
— припуск на обработку, мм;
Sпр
— продольная подача, м/мин;
Sn
поперечная подача мм/ход;
Sв
— подача на глубину резания, мм.
10.7. Пример расчета режима резания и основного времени при круглом шлифовании
Требуется
провести чистовое шлифование
цилиндрического вала размером 350х180
мм (dз
x
Lшл)
из закаленной стали, используя шлифовальный
круг 500х80
мм (Dк
x
Bк).
Расчёт
проводится в следующем порядке.
а)
По формуле (1) определяем фактическую
рабочую скорость резания (Частота
вращения шлифовального круга берется
из паспортных данных стайка):
Vк= 3,14 ·500·1200 / 1000·60 = 31,4 м/с
б)
По табл. 4 выбирается припуск на обработку
2Z
= 0,5 мм.
в)
Определяем круговую подачу Sкр
= 48 и/мин и продольную минутную подачу
Sпр
= 2500 мм/мин по табл. 6. Из формулы (2) находим,
что частота вращения заготовки
nз
= 1000· 48 / 3,14· 78196 об/мин.
Принимаем
по станку (из паспортных данных) ближайшую
к расчетной частоту вращения заготовки
nз
= 150 об/мин.
г)
По табл. 7 определяем поперечную подачу
Sn
= 0,008 мм/ход.
д)
Основное время рассчитываем по формуле
(З):
Т0
= (350 + 80 + 30)·
0,25 / 2500·
0,008 = 5,75 мин.
е)
Результаты расчёта сводим в таблицу
2Z, мм | Vк м/с | nз, об/мин | Sпр мм/мин | Sn, мм/ход | Т0, |
0,5 | 31,4 | 150 | 2500 | 0,008 | 5. |
 75
75Формирование эффективного цикла круглого шлифования с радиальной подачей
[1]
Режимы резания при операциях, выполняемых на шлифовальных и отделочных станках с ручным и полуавтоматическим управлением. Путеводитель, типография АТОКСО, Челябинск, (2007).
[2]
Общие машиностроительные правила о режимах резания для технического регулирования работы шлифовально-отделочных станков. НИИтруда, Москва, (1967).
[3]
Общие машиностроительные правила о режимах резания для технического регулирования работы металлорежущих станков. Часть 3: Протяжные, шлифовальные и отделочные станки, Типография ЦУНТИ, Москва, (1978).
Часть 3: Протяжные, шлифовальные и отделочные станки, Типография ЦУНТИ, Москва, (1978).
[4]
Общие машиностроительные нормы о времени и режимах резания регламентирующих работ, выполняемых на многоцелевых и универсальных станках с числовым программным управлением. Ч. 2. Правила режимов резания. М.: Экономика, 1990.
[5]
П. Крайник, Р. Дразумерик, Дж. Бэджер, Ф. Хашимото, Оптимизация цикла шлифования кулачковых кулачков для повышения производительности, J. CIRP Annals – Manufacturing Technology, 63 (2014) 333-336.
DOI: 10. 1016/j.cirp.2014.03.036
1016/j.cirp.2014.03.036
[6]
И. Гальего, Интеллектуальное бесцентровое шлифование: глобальное решение для нестабильности процесса и оптимального проектирования цикла, J. CIRP Annals — Manufacturing Technology, 56 (1) (2007) 347-352.
DOI: 10.1016/j.cirp.2007.05.080
[7]
П. Крайник, Р. Дразумерик, Дж. Бэджер, Оптимизация периферийного некруглого цилиндрического шлифования с помощью адаптируемого процесса с постоянной температурой, J. CIRP Annals — Manufacturing Technology, 62 (2013) 347-350.
DOI: 10.1016/j.cirp.2013.03.012
[8]
Д.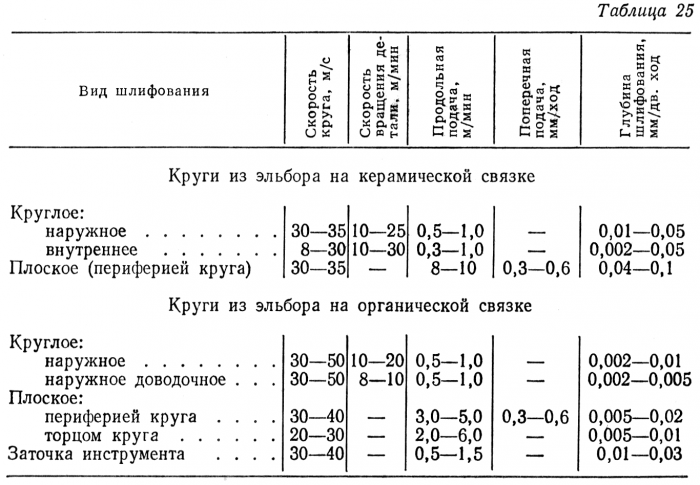 Барренечеа, Х. Альварес, Х. Маркинес, И. Гальего, И. М. Перелло, П. Крайник, Анализ стабильности и алгоритмы оптимизации для настройки бесцентрового шлифования с подачей, Международный журнал станков и производства, 84 (2014) 17-32.
Барренечеа, Х. Альварес, Х. Маркинес, И. Гальего, И. М. Перелло, П. Крайник, Анализ стабильности и алгоритмы оптимизации для настройки бесцентрового шлифования с подачей, Международный журнал станков и производства, 84 (2014) 17-32.
DOI: 10.1016/j.ijmachtools.2014.04.005
[9]
Г.Б. Лурье, Прогрессивные методы круглого наружного шлифования. Ленинград, Машиностроение, 1984.
[10]
П. Комли, И. Уолтон, Т. Джин, Д.Дж. Стефенсон, Процесс шлифования с высокой скоростью съема материала для производства автомобильных коленчатых валов. J. Анналы CIRP — Технология производства, 55 (1) 2006 г. , стр. 347–350.
, стр. 347–350.
DOI: 10.1016/s0007-8506(07)60432-6
[11]
Д.Э. Анельчик, Циклы бездефектной обработки на шлифовальных станках, металлорежущих станках; Республиканский междисциплинарный научно-технический сборник, 17 (1989) 68-71.
[12]
Дж. Петерс, Р. Аренс, Процедура оптимизации трехфазных циклов шлифования серии без промежуточной правки, J. Annals of the CIRP 29(1) (1980) 195-200.
DOI: 10.1016/s0007-8506(07)61321-3
[13]
С. Малкин, Оптимизация цикла измельчения, J. Annals of the CIRP 30(1) (1981) 223-226.
Малкин, Оптимизация цикла измельчения, J. Annals of the CIRP 30(1) (1981) 223-226.
DOI: 10.1016/s0007-8506(07)60930-5
[14]
Б. Роу, Принципы современной технологии шлифования, Издательство Уильяма Эндрю, Норидж, (2009).
[15]
С.Н. Корчак, Эффективность процесса заземления стальных деталей, Машиностроение, Москва, (1974).
Радиальное шлифование – Радиальное шлифование, Вертикальное шлифование, шлифование по внутреннему диаметру, внешнему диаметру, Шлифование по Бланшару, Бесцентровое шлифование, Хонингование
Перейти к содержимому
Домашняя страницаradialgrinding2022-02-09T08:44:07-05:00
Ваш универсальный магазин
Радиальное шлифование имеет более чем 41-летний опыт, обеспечивая внутреннее и внешнее шлифование, плоское шлифование, хонингование, вертикальное, бесцентровое шлифование и шлифование по Бланшару. Мы предоставляем все проекты с отчетом об инспекции и пакетом документации. Нашими основными ценностями являются обслуживание клиентов и качество.
Мы предоставляем все проекты с отчетом об инспекции и пакетом документации. Нашими основными ценностями являются обслуживание клиентов и качество.
Свяжитесь с нами сегодня. Мы рассчитываем на сотрудничество с вами по всем вашим потребностям в шлифовании.
Что отличает радиальное шлифование
- Помещение контроля качества, температура и влажность регулируются
- Возможности контроля КИМ (Mitutoyo)
- Записи – электронные и печатные копии – хранятся в течение 10 лет
- Экологически безопасная деятельность
- Одна остановка
- Шлифовка, хром, окончательная шлифовка
- Шлифовка, керамический спрей, окончательная шлифовка
- Шлифовка, ремонт сварных швов, окончательная шлифовка
- Шлифовка, металлизация, окончательная шлифовка
- Самовывоз и доставка бесплатно
Возможности
Загрузите PDF-файл с описанием наших возможностей.
Ваши инновации – наш опыт
Нет слишком больших или слишком маленьких задач – мы обслуживаем клиентов с одной машиной в подвале компаний из списка Fortune 500!
Авиакосмическая промышленность
Оборона
Гидравлика
Упаковка
(производство, инспекция и испытания)
Гидравлические клапаны – замена золотников
Станок
Энергия
Возможности
| 42″ Н.Д. x 30″ DEEP SPRINGFIELD VERTICAL, HEALD, CINCINNATI & KELLENBERGERS | ||
| Н.Д. ШЛИФОВАЛЬНЫЙ: | 20″ Н.Д. x 134″ ДЛИНА МЕЖДУ ЦЕНТРАМИ 36″ Н.Д. x 30″ ГЛУБИНА | |
| ЗАТОЧКА: | #3 КОНДОЛЬНО-ШЛИФОВАЛЬНЫЕ МАШИНЫ MOORE (по 2 штуки)
| |
| БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ: | СКВОЗНАЯ ПОДАЧА – 0,080″ Н.Д. ДО 3″ Н.Д. X 7 ′ ДЛИНА ПОДАЧА – 0,125″ Н.Д. ДО 3″ Н.Д. Х 8″ ДЛИНА ОГРАНИЧЕНИЕ ВЕСА – 120 ФУНТОВ |
 01178 9.011715 9.01116 9.1116 ШЛИФОВАЛЬНЫЙ:
01178 9.011715 9.01116 9.1116 ШЛИФОВАЛЬНЫЙ: | ВЫПРЯМЛЕНИЕ: | ПРЕСС EITEL 44 ТОННЫ МЕЖДУ ЦЕНТРАМИ ИЛИ НА ДИАМЕТРАХ ПРУТКОВАЯ ЗАГОТОВКА, ВИНТЫ И МНОЖЕСТВЕННЫЕ ДИАМЕТРЫ ТЕРМИЧЕСКАЯ ПРАВКА | |
| ХОНИРОВАНИЕ : | И. Д. ДИАПАЗОН РАЗМЕРОВ – ОТ 0,070″ ДО 8″ Д. ДИАПАЗОН РАЗМЕРОВ – ОТ 0,070″ ДО 8″ ДИАПАЗОН ДЛИН – ДО 18″ | |
| ШЛИФОВАЛЬНЫЙ БЛАНШАРД : | СТОЛ 42″ – ИЗМЕРЕНИЕ РАЗМЕРОВ MARPOSS ВЫСОТА ДЕТАЛИ – 22″ ОДНА МАШИНА НОВАЯ ОТ BLANCHARD – 1999 ОДНА МАШИНА НОВАЯ – 2008 | |
| ПЛОСКОЕ ШЛИФОВАНИЕ : | РАЗМЕР СТОЛА — 16″ x 32″ — OKAMOTO РАЗМЕР СТОЛА — 24″ x 60″ — OKAMOTO |
| СВАРКА РЕМОНТ: | СВАРКА – РЕМОНТ ШЛИФОВКИ | |
| ХРОМ РЕМОНТ: | ШЛИФОВКА – ХРОМ – РЕМОНТ ШЛИФОВКИ | |
| ПОЛИРОВКА ЦИЛИНДРОВ: | 1″ Н.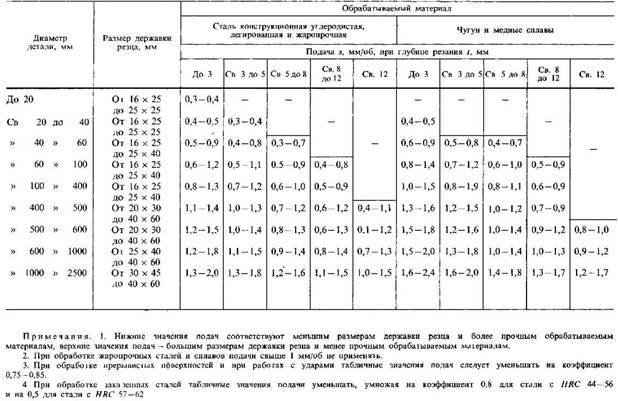 Д. ДО 6″ Н.Д. Д. ДО 6″ Н.Д. | |
| ОБЛОМАННЫЕ БОЛТЫ ИЛИ МЕТЧИКИ: | СНЯТИЕ ЭДМ | |
| ДРУГИЕ УСЛУГИ: |
|
Узнайте, что мы можем сделать для вас
ПОВТОРНАЯ ЦЕНТРОВКА ВАЛА КЛИЕНТА
Свяжитесь с нами
Радиальное шлифование теперь предлагает
Лазерная маркировка TRUMPF: TruMark Station 3000
Лазерная маркировка — это общий термин для нескольких процессов:
- Гравировка
- Абляция
- Закалка
- Раскраска
- Вспенивание
Выбор метода зависит от материала и требований к качеству.