Содержание
Как согнуть арматуру
Для увеличения ресурса и прочности железобетонных конструкций в них закладывается арматура. Угловые участки – наиболее уязвимые места. Согласно СНиП 52-01-2003 и СНБ 5.03.02-03 эти зоны армирующего каркаса запрещено усиливать пересеченными прямыми прутками, их нужно предварительно согнуть. Подготавливать прутки можно своими руками подручными способами, и воспользоваться ручными или механическими станками. Рассмотрим, как согнуть арматуру для фундамента в домашних условиях.
Содержание
- 1. Основные правила гибки металлической арматуры
- 2. Работы подручными средствами
- 3. Работа на профильных станках
- 3.1. Ручные
- 3.2. Механическое оборудование
- 3.3. Преимущества оборудования с электрическим приводом
- 4. Стандартные ошибки
- 5. Сфера применения
- 6. Оборудование для гибки арматуры от компании «НОВА-М»
Основные правила гибки металлической арматуры
Чтобы получить достойный результат подготовки прутков для закладки ЖБИ и избежать ошибок, нужно придерживаться следующих правил:
- •Сгибание выполняется только холодным методом.
 Нельзя выполнять нагрев газовой горелкой участков, которые будут согнуты. Металл изменит структуру, станет хрупким, его легко сломать.
Нельзя выполнять нагрев газовой горелкой участков, которые будут согнуты. Металл изменит структуру, станет хрупким, его легко сломать. - •Поэтому нужно избегать нагрева.Чреват рисками надрез арматуры. Пропил нарушает целостность металлопроката, высокие механические нагрузки спровоцируют надлом, и распадение на части.
- •Радиус изгиба должен быть минимальным.
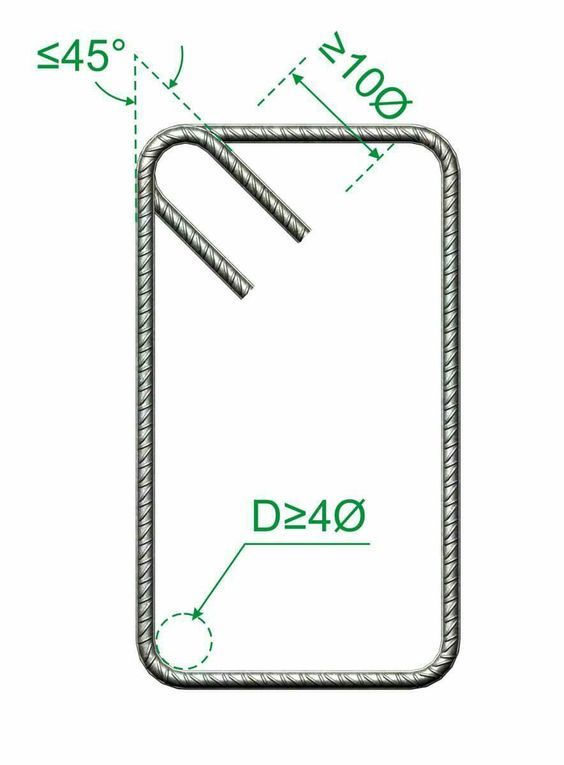
Обратите внимание! Несмотря на то, что сталь характеризует небольшие параметры хрупкости, но и она может треснуть во время сгибания от сил внутреннего трения. Согласно нормативам, созданным расчетами и на основе практического опыта, радиус сгиба – 10-15 диаметров прутка. Эти же стандарты актуальны при углах от 180 до 360 градусов. Большие изгибы – не желательны, упругость арматурного стержня – снижается, а, следовательно, соединения в целом.
Работы подручными средствами
Если нет специального оборудования, согнуть стержни можно подсобными средствами.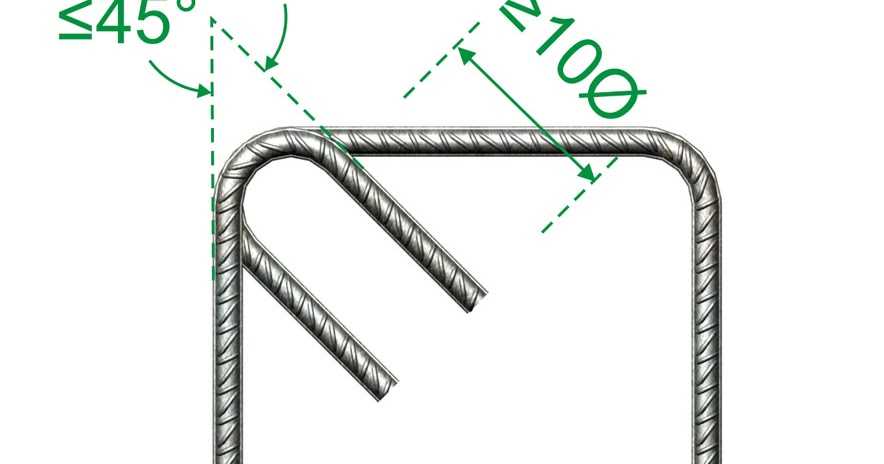 Но работать можно только с прудками толщиной до 8 мм, и геометрически точный ровный изгиб – сформировать не получится. Есть два основных способа:
Но работать можно только с прудками толщиной до 8 мм, и геометрически точный ровный изгиб – сформировать не получится. Есть два основных способа:
- •с помощью двух труб
- •самодельным устройством.
В первом случае нужно зажать трубы в тисках, погрузить их в землю и зафиксировать так, чтобы они были неподвижны во время работы. Дистанция между модулями подбирается к диаметрам стержней, в среднем показатели составляют 5 сантиметров. Одна из труб будет играть роль упорного колеса, другая – изгибающего пальца. Для увеличения плеча рычага на пруток можно надеть кусок трубы.
Простейший самодельный станок можно изготовить из металлической плиты, штыря, поворотной платформы с ручкой и двумя штырями – опорным и гибочным. Детали соединяются сваркой, их размеры определяет подбор под диаметр заготовок.
Главный недостаток такого способа подготовки арматуры – радиус получается значительный, угол – не лежит строго в одной плоскости, кривой.
Работа на профильных станках
Производители выпускают большой выбор станков для сгибания арматуры, они различные по внешнему виду, техническим характеристикам, но функционируют на одном принципе. На станине неподвижно зафиксированы два ролика, между ними фиксируется пруток. Третий гибочный ролик работает со стержнем, он может загибать его по часовой стрелке и в обратную сторону. Оборудование этой категории классифицируются:
Ручные
Такие прутогибы – максимально мобильны, их легко переносить и перевозить с места на место. Они подходят для круглого и квадратного сечения. Для надежной установки в любых условиях крупные модели комплектуются станиной из металла или треногой. Преимущества ручных установок:
- •компактность и малый вес;
- •универсальность;
- •простота конструкции и надежность в эксплуатации;
- •мобильность;
- •возможность выдерживать высокие нагрузки – устройства изготавливаются из материалов высокого качества;
- •практически исключены поломки;
- •не нуждаются в регулярном ТО;
- •энергонезависимость.
Но владельцу оборудование придется гнуть арматуру поштучно и прилагать значительные физические усилия. Такой инструмент рентабелен только для выполнения работ в малых объемах, для арматуры небольшой толщины.
Рассмотрим технические параметры одной из популярных ручных моделей. МИСОМ СО-350 32 представляет собой сварную плиту с рычагом. Инструмент с максимальным усилием 20 кгс может работать с закаленными прутками, толщиной до 8, незакаленными – до 32 мм. Для надежной фиксации станка на рабочей поверхности на подошве размерами 270х335 мм предусмотрены отверстия.
Механическое оборудование
Механические станки устроены по-другому: поворотный диск с двумя роликами – гибочным и центральным – насажен на вертикальный вал. Фиксирующий рабочий орган закреплен на опорной раме. В действие прутогиб приводит гидравлический, пневматический, электромагнитный или электрический привод. В сравнении с ручными установками, этот вид оборудования разрешает гнуть несколько стержней одновременно, гибка арматуры на станке выполняется на хорошей скорости, можно работать с прутками разной толщины. Последнее преимущества определяет классификацию механических прутогибов:
Последнее преимущества определяет классификацию механических прутогибов:
- •легкие – от 6 до 20 мм;
- •средние – от 22 до 36 мм;
- •тяжелые – от 38 до 90 мм.
- •существенно облегчается работа арматурщика;
- •техника проста в техобслуживании и эксплуатации;
- •повышение производительности и объемов производства;
- •даже мощные установки имеют небольшие габариты, их можно транспортировать, они устанавливаются и вводится в работу – быстро;
- •современные модели экономично потребляют электроэнергию, на них быстро меняются настройки, есть системы защиты;
- •возможность работать с прутками различного диаметра и формы сечения;
- •техника формирует ровный угол, стороны которого расположены в одной плоскости.
- •Недостаточно мощное оборудование. Работа на установке с недостаточными параметрами мощности приведет к его поломке. У ручных станков деформируются или отваливаются валики и штыри. У механических установок – ломается редуктор или двигатель.
- •Слишком мощный станок. Если на пруток оказывается воздействие большой силы, место гиба нагревается и становится хрупким.
- •Работа без средств защиты. Если оператор работает без ИСЗ высока травмоопасность – частицы металла могут поранить кожные покровы, попасть в органы дыхания и глаза.
- •Неправильная установка нескольких прутков. В тяжелом оборудовании высокой мощности отрезки арматуры устанавливают в ряд – так формируется одинаковый радиус гиба. Все прутки должны быть установлены правильно.
- •Резкие движения. Стержни нужно гнуть плавно, резкие действия и рывки провоцируют образование микротрещин.
- •Неподходящий инструмент. Работать с арматурой пассатижами, кувалдой, разводным ключом и другими непрофильными инструментами – не рекомендуется.
- •подготовка элементов армирующего каркаса к закладке в фундамент и несущие конструкции;
- •гибка стержней для выпуска железобетонных изделий;
- •изготовление рамок, контуров, скоб, каркасов и другой продукции из прутков;
- •подготовка стержней для производства деталей машин или метизов;
- •благодаря возможности работы с прутками различных форм сечения, технику можно использовать на подготовительных этапах в производстве стендов, ящиков, витрин и других металлоконструкций.
Недостатки техники этой категории 6 низкая мобильность и высокая цена. Но в отличие от ручных установок на механических станках возможна гибка хомутов из арматуры, колец, петель и других крепежных элементов армирующего металлического каркаса.
Преимущества оборудования с электрическим приводом:
Модификации с гидравлическим и пневматическим приводом используются для обработки небольших партий арматуры, но они могут точно формировать нужную геометрию и рельеф, дефекты – исключены. Электромагнитные машины так же работают без брака, их размеры – компактны, вес – небольшой, технику часто используют мобильные бригады. Электромеханические установки благодаря поворотной балке точно выполняют задачи, они производительны и надежны.
Одна из востребованных на строительных и производственных площадках моделей DEL 52 производства Sima (Испания) комплектуется двигателем мощностью 3 кВт. Она может работать с прутками, диаметром от 14 до 46 мм. Конструкция оборудования – максимально проста, что минимизирует поломки. Гиб можно выполнять по часовой стрелке и против нее, поскольку барабан вращается в разные стороны. Техника проста в эксплуатации и техническом обслуживании, для которого предусмотрена схемная панель. Станок укомплектован счетчиком моточасов, датчиками силы тока и напряжения, системой защиты от перегрузок.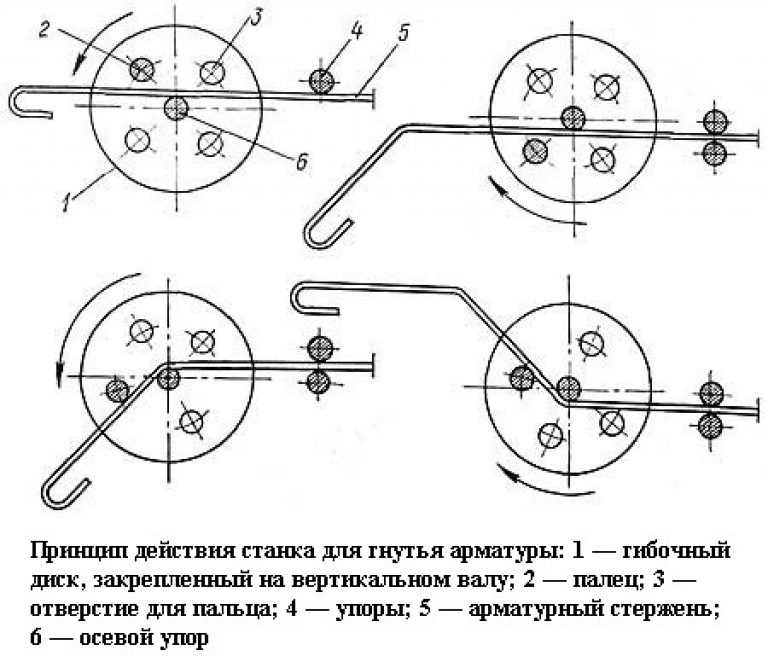
Стандартные ошибки:
 Работать с арматурой пассатижами, кувалдой, разводным ключом и другими непрофильными инструментами – не рекомендуется.
Работать с арматурой пассатижами, кувалдой, разводным ключом и другими непрофильными инструментами – не рекомендуется.
Хорошо зарекомендовали себя в российских условиях эксплуатации ручные и механические прутогибы таких брендов: TCC (Россия), Vektor (Россия), Sima (Испания), ВПК (Россия), Zitrek (Чехия), Ofmer (Италия), Volk (Германия) и другие торговые марки.
Сфера применения:
Оборудование для гибки арматуры от компании «НОВА-М»
Наша компания предлагает коммерческим организациям и частным лицам эффективное оборудование для подготовки арматурных прутков к закладке в железобетонные изделия.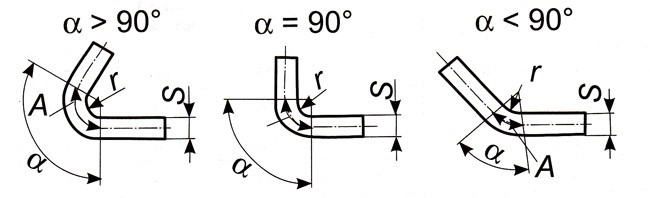 Мы напрямую сотрудничаем с заводами-изготовителями, цены – низкие. В каталоге предложены модели, высоко зарекомендовавшие себя у российских пользователей, пользующиеся высоким спросом. Оборудование имеет сертификаты и заводские гарантии. Доставка выполняется в любой регион России. Ждем ваших заявок в нашем офисе в Екатеринбурге или дистанционно: по телефону, на сайте или по электронной почте. Наши сотрудники готовы компетентно найти лучше решение для стоящих перед вами задач.
Мы напрямую сотрудничаем с заводами-изготовителями, цены – низкие. В каталоге предложены модели, высоко зарекомендовавшие себя у российских пользователей, пользующиеся высоким спросом. Оборудование имеет сертификаты и заводские гарантии. Доставка выполняется в любой регион России. Ждем ваших заявок в нашем офисе в Екатеринбурге или дистанционно: по телефону, на сайте или по электронной почте. Наши сотрудники готовы компетентно найти лучше решение для стоящих перед вами задач.
Вверх
Гибка арматуры в компании Гефест
Специалисты компании Гефест выполняют работы любой сложности по гибке арматуры из металла.
Петербургская производственная компания Гефест принимает заказы на гибку арматуры на высокоточных автоматизированных современных гибочных станках, обслуживаемых высокопрофессиональными специалистами. Имея собственную производственную базу, мы можем выполнять заказы большого объема любой сложности.
Благодаря ЧПУ обеспечиваем повторяемость
Делаем мех.
 обработку после гибки
обработку после гибки
Гибка в разных плоскостях
Для чего нужна гибка арматуры
Арматура представляет из себя металлический прут круглого сечения с поперечным рифлением, усиливающим сцепление металла с бетоном. В производстве железобетонных конструкций она является основным элементом, определяющим надежность конструкции, важно, чтобы в процессе гибки не ухудшались ее физические характеристики. Для этого нужно учитывать допустимый минимальный радиус изгиба (не меньше, чем полтора диаметра изделия).
Гибка арматуры в Санкт-Петербурге — очень востребованная операция, так как в строительстве часто применяются железобетонные блоки нестандартной формы, требующие изогнутую арматуру различных форм.
Методы гибки арматуры
Сплошная изогнутая арматура отличается от имеющей сварные швы значительно большей прочностью и надежностью, поэтому активно используется при производстве арматурных сеток, ворот, решеток и различных ограждений. Только не обработанные термически заготовки малого диаметра от 6 до 8 мм можно гнуть и резать на ручных устройствах. Остальные гнутся только на гибочных станках с электромеханическим приводом.
Остальные гнутся только на гибочных станках с электромеханическим приводом.
Принцип работы гибочного станка заключается в равномерном перемещении арматурного прута между двумя вальцами, один из них находится в центре вращающегося диска и диаметр его ролика определяет радиус изгиба, а другой периферийный снабжается обкатным роликом, угол загиба задается ограничителем движения диска, а крепеж осуществляется с помощью упорной рейки.
Заказать гибку арматуры в Санкт-Петербурге
Строительство в нашем городе ведется в больших объемах и требует больших партий одинаковой формы с равными радиусами изгиба, что рационально производить на автоматизированном высокопроизводительном современном оборудовании для гибки.
Компания «ГЕФЕСТ» — это:
2850
КВ. М
Собственных производственных цехов
65
СОТРУДНИКОВ
С большим стажем в профессии
>45
СТАНКОВ
ЧПУ и без для разнообразных работ необходимой степени точности
Заказывайте гибку арматуры у проверенного производителя — в компании Гефест и ваш заказ будет исполнен оперативно и качественно.
Услуги компании Гефест Санкт-Петербург по металлообработке включают вальцовку металла, вальцовку обечаек, вальцовку конусов, гибку металла, гибка листов, гибка хомутов, гибка кругов, гибка двутавра, индукционную гибку труб, дорновую гибку труб, холодную гибку, зубофрезерные, токарно-фрезерные работы, шлифовальные работы, строгальные работы.
Компания Гефест изготавливает на заказ металлические емкости для высокого давления, емкости для пищевой, химической, фармацевтической промышленности, силосные емкости, теплообменные резервуары, емкости для топлива.
BS8666 Коды форм – KB Rebar Limited
Стальная арматура для бетона – BS 8666:2005
Британский стандарт BS 8666 «Технические условия для планирования, определения размеров, гибки и резки стальной арматуры для бетона».
Этот стандарт заменяет BS4466.
Таблица 1 – Максимальный предел, для которого требуется предварительно сформированный радиус.
Примечание. Стержни, которые должны быть сформированы с радиусом, превышающим вышеуказанные размеры, будут поставляться прямыми.
Стержни, которые должны быть сформированы с радиусом, превышающим вышеуказанные размеры, будут поставляться прямыми.
Таблица 2 – Минимальные радиусы планирования, диаметры профилей и припуски на изгиб
| Номинальный размер прутка, d, мм | Минимальный радиус для планирования, r | Минимальный диаметр гибочного шаблона, M | Общие (минимум 5d прямые), включая звенья с изгибом ≥ 150° мм | Звенья с изгибом ≤ 150° (минимум 10d прямо) мм |
|---|---|---|---|---|
| 6 | 12 | 24 | 110* | 110* |
| 8 | 16 | 32 | 115* | 115* |
| 10 | 20 | 40 | 120* | 130 |
| 12 | 24 | 48 | 125* | 160 |
| 16 | 32 | 64 | 130 | 210 |
| 20 | 70 | 140 | 190 | 290 |
| 25 | 87 | 175 | 240 | 365 |
| 32 | 112 | 224 | 305 | 465 |
| 40 | 140 | 280 | 380 | 580 |
| 50 | 175 | 350 | 475 | 725 |
* Минимальные выступающие части стержней меньшего размера зависят от практических аспектов гибки стержней.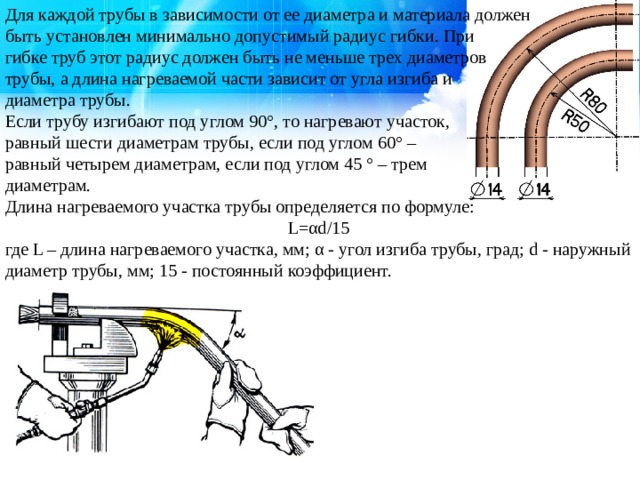
Примечание 1 . Из-за «отпружинивания» фактический радиус изгиба будет чуть больше половины диаметра шпангоута.
Примечание 2. BS 4449:2005 марка B500A для размеров менее 8 мм не соответствует BS EN 1992-1.1:2004.
Таблица 3 – Стандартные формы, метод их измерения и расчет длины
| Метод измерения размеров на изгиб. | Общая длина стержня (L), измеренная по центральной линии. | Метод измерения размеров на изгиб. | Общая длина стержня (L), измеренная по центральной линии. |
|---|---|---|---|
Код формы 00 А
| Ключ 1 Полукруглый | Код формы 33 2A + 1,7B + 2(C) -4dA не менее 12d + 30 мм. 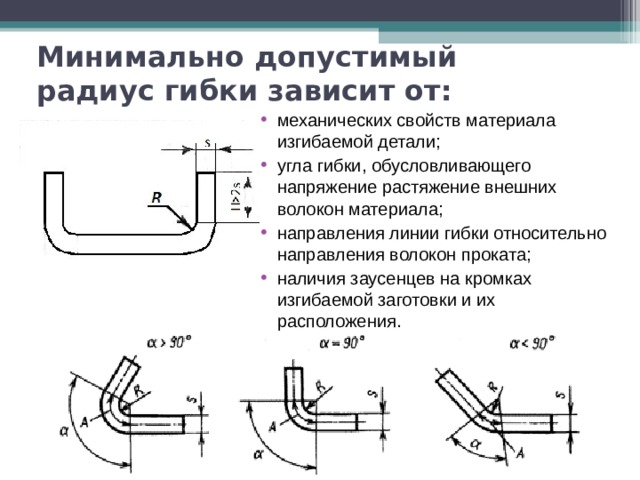 B не должен быть меньше 2(r+d). (C) не должен быть меньше, чем P в таблице 2, или меньше, чем B/2 + 5d. См. примечание 3. B не должен быть меньше 2(r+d). (C) не должен быть меньше, чем P в таблице 2, или меньше, чем B/2 + 5d. См. примечание 3. | |
| Код формы 01 A Стандартные длины. См. Примечание 4. | Код формы 34 А +В +С +(Э)-0,5р -д Ни A, ни (E) не должны быть меньше P в таблице 2. См. Примечание 1.
| ||
| Код формы 11 A+(B)- 0,5r-d Ни A, ни B не должны быть меньше P в таблице 2 | Код формы 35 A +B +C +(E) -0,5r -d Ни A, ни (E) не должны быть меньше P в таблице 2.  См. примечание 1. См. примечание 1. | ||
| Код формы 12 A+(B)- 0,43R – 1,2d Ни A, ни B не должны быть меньше P в таблице 2 и не меньше (R + 6d) | Код формы 36 A +B +C +(D)-r -2d Ни A, ни (D) не должны быть меньше P в таблице 2. См. примечание 1. | ||
| Ключ 1 Полукруглый | Код формы 13 A + 0,57B+(C)- 1,6d B должен быть не менее 2(r + d). Ни A, ни C не должны быть меньше P в таблице 2 и меньше (B/2 + 5d). См. Примечание 3. | Код формы 41 A+B+C+D+(E)-2r-4d Ни A, ни (E) не должны быть меньше P в таблице 2.  | |
| Код формы 14 A + (C)- 4d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | Код формы 44 A +B +C +D +(E) -2r -4d Ни A, ни (E) не должны быть меньше P в таблице 2. | ||
| Код формы 15 A+(C) Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | Код формы 46 A +2B +C +(E) Ни A, ни (E) не должны быть меньше P в таблице 2. См. примечание 1. | ||
| Код формы 21 A + B + (C)- r – 2d Ни A, ни (C) не должны быть меньше P в таблице 2.  | Код формы 47 2A +B +2C +1.5r -3d | ||
| Ключ 1 Полукруглый | Код формы 22 А +В +С +(D) -1,5r – 3d C должен быть не менее 2(r + d). Ни A, ни (D) не должны быть меньше P в таблице 2. (D) не менее , чем C/2 + 5d. | Код формы 51 2(A +B +(C)) -2,5r -5d (C) и (D) должны быть равны и не более A и не менее P в таблице 2. Где (C) и (D) должны быть минимизированы, можно использовать следующую формулу: L = 2A + 2B + max (16d, 160) | |
| Код формы 23 A + B + (C) – r – 2d Ни A, ни (C) не должны быть меньше P в таблице 2.  | Код формы 56 А +В +С +(D) +2(E) -2.5r -5d (Е) и (F) должны быть равны, но не больше, чем В или С, и не меньше, чем Р в Таблице 2.
| ||
| Код формы 24 A + B + (C) A и (C) расположены под углом 90° друг к другу. | Код формы 63 2A +3B +2(C) -3r -6d (C) и (D) должны быть равны и не более A или B и не менее P в таблице 2. Где (C) и (D) должны быть минимизированы, можно использовать следующую формулу: L = 2A + 3B + max(14d, 150) | ||
| Код формы 25 A + B + (E) Ни A, ни B не должны быть меньше P в таблице 2. 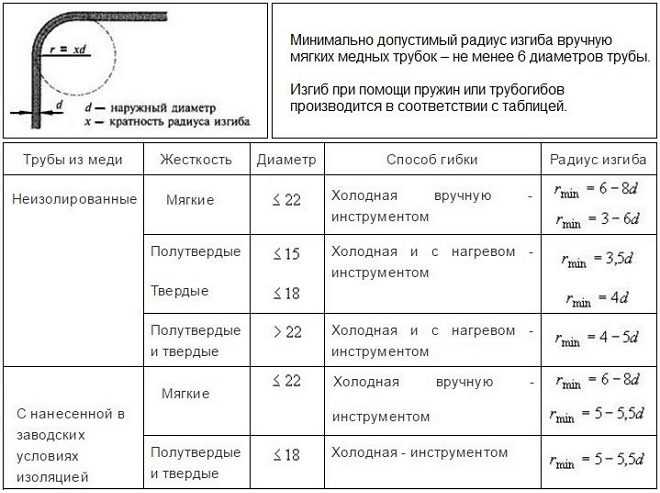 Если E является критическим размером, укажите значение 99 и укажите A или B в качестве свободного размера. См. примечание. 1. Если E является критическим размером, укажите значение 99 и укажите A или B в качестве свободного размера. См. примечание. 1. | Код формы 64 A +B +C +2D +E +(F) -3r -6d Ни A, ни (F) не должны быть меньше P в таблице 2. См. примечание 2. | ||
| Код формы 26 A + B + (C) Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | Код формы 67 A См. пункт 10. | ||
| Код формы 27 A +B +(C) -0,5r -d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1.  | Код формы 75 π (A – d) + B Где B – нахлест. | ||
| Код формы 28 A +B +(C) -0,5r -d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | C=число витков | Код формы 77 C π (A-d) Если B больше, чем A/5, это уравнение больше не применяется, и в этом случае можно использовать следующую формулу: L = C((π(A -d)) ² + B²)0,5 | |
| Код формы 29 A + B + (C) -r -2d Ни A, ни (C) не должны быть меньше P в таблице 2.  См. примечание 1. См. примечание 1. | Код формы 98 A +2B +C + (D) -2r -4d Изометрический эскиз Ни C, ни (D) не должны быть меньше P в таблице 2. | ||
Код формы 31 А +В +С +(D) -1.5r -3d Ни A, ни (D) не должны быть меньше P в таблице 2.
| Нестандартная форма
| Код формы 99 Все другие формы Подлежит расчету См. примечание 2. Там, где нельзя использовать стандартные формы. Никакие другие кодовые номера формы, форма обозначения или аббревиатура не должны использоваться при составлении расписания. Эскиз с размерами должен быть нанесен по столбцам размеров от A до E.  Каждый размер должен быть указан, а размер, который должен учитывать допустимые отклонения, должен быть указан в скобках, в противном случае изготовитель может свободно выбирать, какой размер должен учитывать допуск. Каждый размер должен быть указан, а размер, который должен учитывать допустимые отклонения, должен быть указан в скобках, в противном случае изготовитель может свободно выбирать, какой размер должен учитывать допуск. | |
Код формы 32 А +В +С +(D) -1.5r -3d Ни A, ни (D) не должны быть меньше P в таблице 2.
|
Значения минимального радиуса и торцевой проекции, r и P соответственно, указанные в таблице 2, должны применяться ко всем кодам формы (см. 7.6).
Размеры в скобках являются свободными размерами. Если требуется форма, указанная в этой таблице, но другой размер должен учитывать возможные отклонения, форма должна быть вычерчена и ей присвоен код формы 9.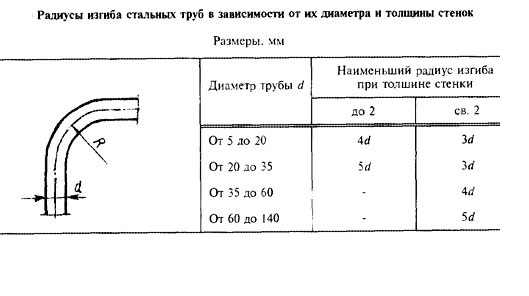 9, а свободный размер должен быть указан в скобках. Длина прямой между двумя изгибами должна быть не менее 4d, см. рисунок 6. Рисунок 4, рисунок 5 и рисунок 6 следует использовать при интерпретации конечных размеров.
9, а свободный размер должен быть указан в скобках. Длина прямой между двумя изгибами должна быть не менее 4d, см. рисунок 6. Рисунок 4, рисунок 5 и рисунок 6 следует использовать при интерпретации конечных размеров.
Примечание 1
Уравнения длины для кодов формы 14, 15, 25, 26, 27, 28, 29, 34, 35, 36 и 46 являются приблизительными, и если угол изгиба больше 45°, длину следует рассчитывать более точно с учетом разницы между указанными габаритными размерами и истинной длиной, измеренной по центральной оси стержня. Когда углы изгиба приближаются к 90° предпочтительнее указать код формы 99 с полноразмерным эскизом.
Примечание 2
Пять или более изгибов в пределах допустимых допусков могут оказаться нецелесообразными.
Примечание 3
Для форм с прямыми и изогнутыми участками (например, коды форм 12 13, 22, 33 и 47) наибольший практический размер оправки для производства
непрерывной кривой составляет 400 мм. См. также пункт 10.
См. также пункт 10.
Примечание 4
Стандартные длины доступны в ограниченном количестве (например, 6 м, 12 м). Размер А для кода формы 01 следует рассматривать как ориентировочный и использовать для расчета общей длины. Фактическая длина поставки должна быть согласована с поставщиком.
Таблица 4
| МАССА БАР на погонный метр (кг/м):- | ||||
|---|---|---|---|---|
| 50 мм: 15,413 кг/м | 40 мм: 9,864 кг/м | 32 мм: 6,313 кг/м | 25 мм: 3,854 кг/м | 20 мм: 2,466 кг/м |
| 16 мм: 1,579 кг/м | 12 мм: 0,888 кг/м | 10 мм: 0,616 кг/м | 8 мм: 0,395 кг/м | 6 мм: 0,222 кг/м |
Выдержки из Раздела 8 – Формы чертежей для планирования и определения размеров
| Рисунок 4 – Размеры острого угла 8. 8.7 – При определении размеров острого угла следует использовать касательные линии, показанные на рисунке 4. | |
Рисунок 5 – Размеры коленчатых стержней
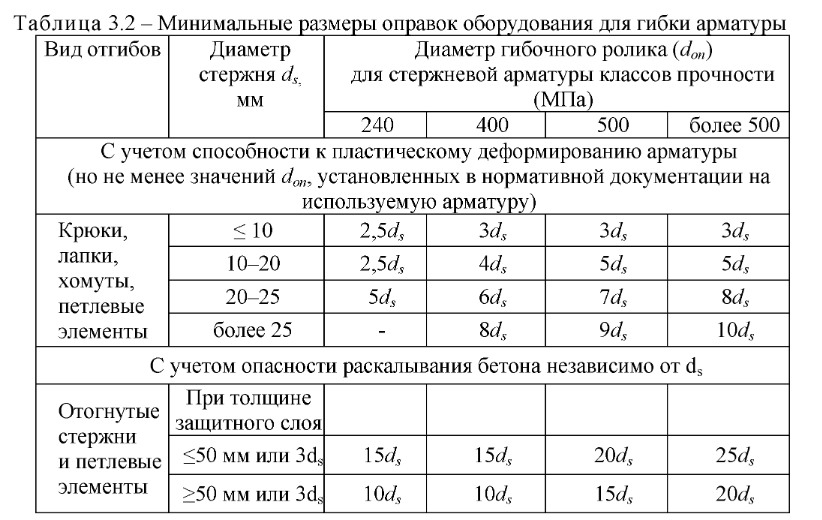
8.8 – Кроме кода формы 98, стержни, согнутые в двух плоскостях, должны изображаться изометрически или изображаться в двух проекциях с использованием проекции первого угла. Слова «изогнутые в двух плоскостях» или «изометрический эскиз» должны быть указаны на графике рядом с эскизом. 8.9 – Общий размер смещения кривошипа должен быть не менее чем в два раза больше размера стержня. Длина под углом (см. рисунок 5) должна быть не менее: а) 10d для стержней, номинальный размер которых не превышает 16 мм b) 13d для номинальных размеров более 16 мм
| |
| Рисунок 6 – Пример стержня с более чем одним изгибом 8.
Значение x на рисунке 6 должно быть не менее следующего: а) 10d для стержней, номинальный размер которых не превышает 16 мм b) 13d для номинальных размеров более 16 мм ПРИМЕЧАНИЕ: Минимальные значения x выражены через номинальный размер арматуры. На практике следует учитывать допуски на прокатку и изгиб, а также тот факт, что окружной диаметр деформированной арматуры может быть до 10 % больше номинального размера.
|
 6 – Если угол между двумя частями формы, встречающимися на изгибе, не является прямым, он должен определяться координатами, а не наклоном дуги или радианами.
6 – Если угол между двумя частями формы, встречающимися на изгибе, не является прямым, он должен определяться координатами, а не наклоном дуги или радианами. 10 – Для всех форм с двумя или более изгибами в одном или противоположных направлениях (независимо от того, в одной плоскости или нет), общий размер, указанный в таблице, всегда должен включать минимальную прямую 4d между криволинейной частью изгибов, как показано на рис. 6.
10 – Для всех форм с двумя или более изгибами в одном или противоположных направлениях (независимо от того, в одной плоскости или нет), общий размер, указанный в таблице, всегда должен включать минимальную прямую 4d между криволинейной частью изгибов, как показано на рис. 6.Размеры изгиба — предпочтительные формы
| Код формы | Метод измерения Код размеров изгиба | Общая длина стержня (L), мм, измеренная вдоль осевой линии |
|---|---|---|
| 00 | А | |
| 01 | Стержни AStock поставляются условной длиной 12 метров и диаметром 12 мм и выше в оригинальных упаковках производителей.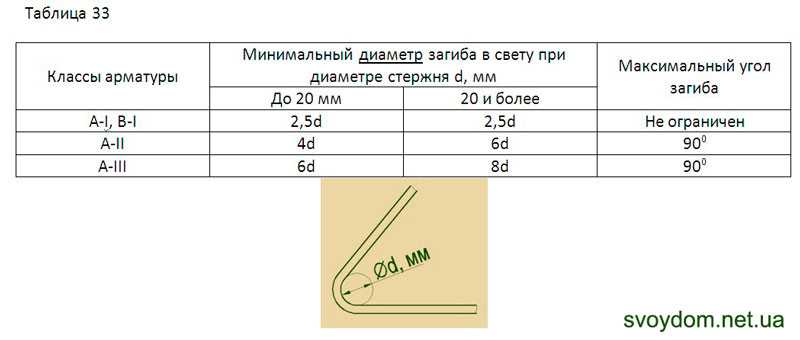 Допуски на длину заготовки должны соответствовать BS4449.: 2005 Допуски на длину заготовки должны соответствовать BS4449.: 2005 | |
| 11 | A+(B)-0,5r-d Ни A, ни B не должны быть меньше P в таблице 2 | |
| 12 | A+(B)-0,45R-1,2d Ни A, ни B не должны быть меньше P в таблице 2 и меньше (R + 6d) | |
| 13 | A+0,57B + (C) — 1,6 дБ должно быть не менее 2(r + d). Ни A, ни C не должны быть меньше, чем P в таблице 2, или меньше, чем (B/2 + 5d). См. примечание 3. Обозначения: 1 — полукруглая | |
| 14 | A + (C) — 4d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 15 | A + (C) Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 21 | A + B + (C) — r — 2d Ни A, ни (C) не должны быть меньше P в таблице 2. | |
| 22 | A+B+C+(D)-1,5r-3dC не должно быть меньше 2 (r + d).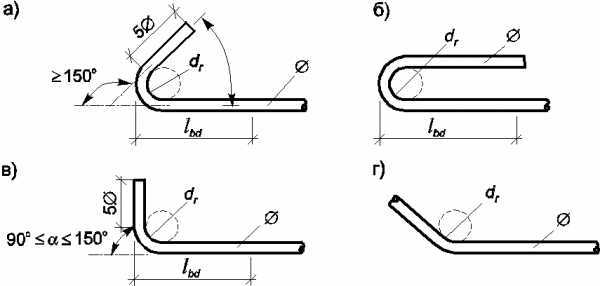 Ни A, ни (D) не должны быть меньше, чем P в таблице 2. (D) не должно быть меньше, чем (C/2 + 5d). Обозначение: 1 — полукруглое BS4449: 2005 Ни A, ни (D) не должны быть меньше, чем P в таблице 2. (D) не должно быть меньше, чем (C/2 + 5d). Обозначение: 1 — полукруглое BS4449: 2005 | |
| 23 | A + B + (C) — r — 2d Ни A, ни (C) не должны быть меньше P в таблице 2. | |
| 24 | A + B + (C)A и (C) расположены под углом 90° друг к другу. | |
| 25 | A + B + (E) Ни A, ни B не должны быть меньше, чем P в таблице 2. Если E является критическим размером, наметьте 99 и укажите A или B в качестве свободного размера. См. примечание 1. | |
| 26 | A + B + (C) Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 27 | A + B + (C) — 0,5r — d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 28 | A + B + (C ) -0,5r — d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 29 | A + B + (C ) -r — 2d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 31 | A+B+C+(D)-1.5r-3d Ни A, ни (D) не должны быть меньше P в таблице 2. | |
| 32 | A+B+C+(D)-1,5r-3d Ни A, ни (D) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 33 | 2A+1.7B+2(C)-4dA должен быть не менее 12d + 30 мм. B не должно быть меньше 2(r + d). (C) не должен быть меньше, чем P в таблице 2, и не меньше, чем (B/2 + 5d.) См. примечание 3. Обозначения: 1 — Полукруглый | |
| 34 | A+B+C+(E)-0,5r-d Ни A, ни (E) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 35 | A+B+C+(E)-0,5r-d Ни A, ни (E) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 36 | A+B+C+(D)-r-2d Ни A, ни (D) не должны быть меньше P в таблице 2.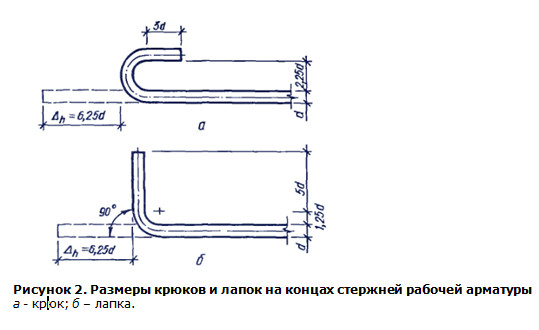 См. примечание 1. См. примечание 1. | |
| 41 | A+B+C+D+(E)-2r-4d Ни A, ни (E) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 44 | A+B+C+D+(E)-2r-4d Ни A, ни (E) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 46 | A+2B+C+(E) Ни A, ни (E) не должны быть меньше P в таблице 2. См. примечание 1. | |
| 47 | 2A+B+2C+1,5r-3d(C) и (D) должны быть равны и не больше, чем A, и не меньше, чем P в таблице 2. Если (C) и (D) должны быть минимизированы, следующая формула может использовать: L = 2A + B + max (21d, 240) | |
| 51 | 2(A+B+(C)-2,5r-5d(C) и (D) должны быть равны и не больше, чем A или B, и не меньше, чем P в таблице 2. Где (C) и (D) должны быть можно использовать следующую формулу: L = 2A + 2B + max (16d, 160) | |
| 56 | A+B+C+(D)+2(E)-2,5r — 5d(E) и (F) должны быть равны и не больше, чем B или C, и не меньше, чем P в таблице 2, см.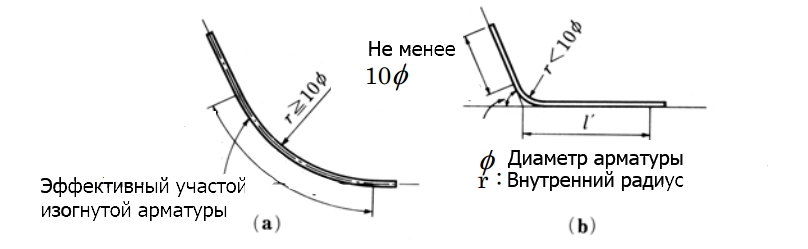 примечание 1. примечание 1. | |
| 63 | 2A+3B+2(C)-3r-6d(C) и (D) должны быть равны и не больше, чем A или B, и не меньше, чем P в таблице 2. Где (C) и (D) должны быть сведены к минимуму. можно использовать следующую формулу: L = 2A + 3B + max (14d, 150) | |
| 64 | A+B+C+2D+E+(F)-3r-6d Ни A, ни (F) не должны быть меньше P в таблице 2. См. примечание 2. | |
| 67 | A См. пункт 10 | |
| 75 | 3 (A — d) + B, где B — перекрытие. | |
| 77 | C3 (A — d) Если B больше, чем A/5, это уравнение больше не применяется, и в этом случае можно использовать следующую формулу: L = C (F(A — d))2 + B2)0,5 C = Количество витков | |
| 98 | A+2B+C+(D)-2r-4dИзометрический стежок. Ни C, ни (D) не должны быть меньше P в таблице 2. |
Значения минимального радиуса и торцевой проекции, r и P соответственно, указанные в таблице 2, должны применяться ко всем кодам формы (см.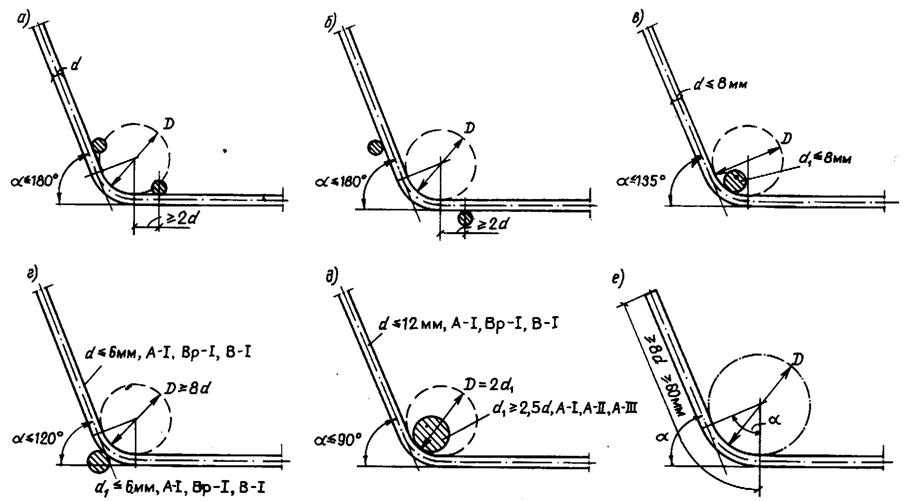 7.6).
7.6).
Размеры в скобках являются свободными размерами. Если требуется форма, указанная в этой таблице, но другой размер должен учитывать возможные отклонения, форма должна быть вычерчена и иметь код формы 99, а свободный размер должен быть указан в скобках.
Длина прямой между двумя изгибами должна быть не менее 4d, см. рисунок 6. При интерпретации размеров изгиба следует использовать рисунки 4, 5 и 6.
ПРИМЕЧАНИЕ 1:
Уравнения длины для кодов формы 14, 15, 25, 26, 27, 28, 29, 34, 35, 36 и 46 являются приблизительными, и если угол изгиба больше 45°, длина должна рассчитываться точнее с учетом разницы между указанными габаритными размерами и истинной длиной, измеренной по центральной оси стержня. Когда углы изгиба приближаются к 90°, предпочтительно указать код формы 99 с полноразмерным эскизом.
ПРИМЕЧАНИЕ 2:
Пять или более изгибов могут оказаться нецелесообразными в пределах разрешенных допусков.
ПРИМЕЧАНИЕ 3:
Для форм с прямыми и изогнутыми участками (например, коды форм 12, 13, 22, 33 и 47) самый большой практический размер оправки для производства непрерывной кривой составляет 400 мм. См. также пункт 10.
См. также пункт 10.
Допуски на размеры резки и гибки
Допуски на размеры резки и/или гибки должны соответствовать Таблице 5 и учитываться при заполнении спецификации. Торцевое крепление или размер в круглых скобках в кодах формы должны использоваться для учета любых допустимых отклонений, возникающих в результате разрезания и изгиба.
Таблица 5
| Допуски | |
|---|---|
| Процессы резки и гибки | Допуск (мм) |
| Резка прямых отрезков (включая арматуру для последующего изгиба) | +25, -25 |
| Гибка < 1000 мм > 1000 мм до < 2000 мм > 2000 мм | +5, -5 +5, -10 +5, -25 |
| Длина полосок ткани | 25 или 0,5 % длины (в зависимости от того, что больше) |
Пример стержня с более чем одним изгибом
Размеры изогнутых стержней
Минимальный радиус графика и допуски на изгиб
Таблица 2
| Нормальный размер стержня d (мм) | Минимальный радиус для планирования R (мм) | Минимальный диаметр гибочного шаблона (мм) | Минимальный торцевой выступ P | |
|---|---|---|---|---|
| Общий (минимум 5d прямой) (мм) | Звенья с изгибом <150° (мм) | |||
| 6 | 12 | 24 | 110 | 10 |
| 8 | 16 | 32 | 115 | 115 |
| 10 | 20 | 40 | 120 | 130 |
| 12 | 24 | 48 | 125 | 160 |
| 16 | 32 | 64 | 130 | 210 |
| 20 | 70 | 140 | 190 | 290 |
| 25 | 87 | 175 | 240 | 365 |
| 32 | 112 | 224 | 305 | 465 |
| 40 | 140 | 280 | 380 | 580 |
| 50 | 175 | 350 | 475 | 72 |
Радиус изгиба
Арматура, формируемая с радиусом, превышающим указанный в таблице 6, должна поставляться прямо.