Содержание
Сталь У12, У12А инструментальная углеродистая
Содержание
- 1 Расшифровка
- 2 Заменитель
- 3 Иностранные аналоги [1]
- 4 Вид поставки
- 5 Характеристики и применение
- 6 Химический состав, % (ГОСТ 1435-99)
- 7 Фазовый состав, % по массе
- 8 Температура критических точек, °C [2]
- 9 Закалка [3]
- 10 Рекомендуемые режимы закалки [4]
- 11 Обработка холодом [4]
- 12 Рекомендуемые режимы отпуска [4]
- 13 Температура отпуска различного инструмента из стали У12 [3]
- 14 Твердость углеродистой стали У12 после отпуска [7]
- 15 Ориентировочная температура термической обработки и твердость стали У10 в отожженном состоянии [6]
- 16 Технологический процесс изотермического отжига стали У12, У12А [6]
- 17 Температура рекристаллизационного отжига стали [7]
- 18 Ориентировочные режимы отжига инструментальных сталей У12, У12А для улучшения обрабатываемости при резании [7]
- 19 Твердость [4]
- 20 Механические свойства в зависимости от температуры отпуска [8]
- 21 Твердость стали в зависимости от температуры отпуска [8]
- 22 Механические свойства в зависимости от температуры испытания
- 23 Истинные обобщеные механические характеристики отожженной стали при 20 °C [4]
- 24 Технологические свойства [10]
- 25 Теплостойкость [10]
- 26 Прокаливаемость [9, 11]
- 27 Физические свойства при 20 °C [12]
- 28 Коэффициент линейного расширения α*106, К-1
- 29 Коэффициент теплопроводности λ Вт/(м*К)
- 30 Удельная теплоемкость c, Дж/(кг*К)
- 31 Модуль Юнга (нормальной упругости) Е, ГПа
- 32 Модуль упругости при сдвиге на кручение G, ГПа
- 33 Библиографический список
- 34 Узнать еще
Расшифровка
- Согласно ГОСТ 1435-99 буква У в обозначении марки стали означает, что сталь углеродистая.

- Следующая за буквой У цифра 12 указывает среднюю массовую долю углерода в десятых долях процента, т.е. среднее содержание углерода в стали 12 около 1,2%
- Наличие буквы А в конце маркировки означает, что сталь высококачественная, т.е. с повышенными требованиями к химическому составу.

Заменитель
Стали У10А, У11А, У10, У11.
Иностранные аналоги [1]
| Марка стали | Стандарт |
| N12 (Польша) | PN/H 85020 |
| N 12 E (Польша) | PN/H 85020 |
| S122 (Венгрия) | MSZ 4354 |
| U12 (Болгария) | BDS 6751 |
| И 12 А (Болгария) | BDS 6751 (83) |
| SK2 (Япония) | JIS G4401 (83) |
| 19221 (Чехия/Словакия) | CSN 419221 |
| BW1C (Великобритания) | B. S. S.4659 (89) |
| C120 KU (Италия) | UNI 2955-82 Part 2 |
| C 120E3U (Франция) | AFNOR NF NF A 35-590 (92) |
| C 120 (Испания) | UNE 36071 (75) |
Вид поставки
- Сортовой прокат, в том числе фасонный: ГОСТ 1435-90, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88.
- Калиброванный пруток ГОСТ 1435-90, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 1435-90, ГОСТ 14955-77. Лента ГОСТ 2283-79, ГОСТ 21997-76.
- Полоса ГОСТ 4405-75, ГОСТ 103-76.
- Поковка и кованая заготовка ГОСТ 1435-90, ГОСТ 4405-75, ГОСТ 1133-71.
Характеристики и применение
Инструментальная сталь У12 (У12А) относится к группе сталей пониженной прокаливаемостии. Стали данной группы должны закаливаться в воде, а инструмент из этой стали имеет, как правило, незакаленную сердцевину. Закалка в воде требует принятия мер против сильного коробления, т. е. при конструировании инструмента следует избегать острых углов и резких переходов сечений [2].
е. при конструировании инструмента следует избегать острых углов и резких переходов сечений [2].
Опыт показывает, что прокаливаемость стали У12, У12А весьма непостоянна. Отдельные плавки одной и той же марки могут прокаливаться на разную глубину [3].
При выборе данной марки стали следует иметь в виду, что чем выше твердость (допустим больше углерода, более низкий отпуск), тем выше износоустойчивость, но меньше прочность. Следовательно, если работа инструмента не сопровождается ударными нагрузками, лезвийная кромка имеет достаточное сечение — желательно иметь высокую туердость (62 HRC и выше) и, следовательно, следует применять высокоуглеродистую сталь У12 и давать низкий отпуск (150-200 °C), в противном случае используют стали с меньшим содержание углерода, например У7-У8, после отпуска при 250-300 °C и ˂60 HRC [3]xxxxxxxxx.
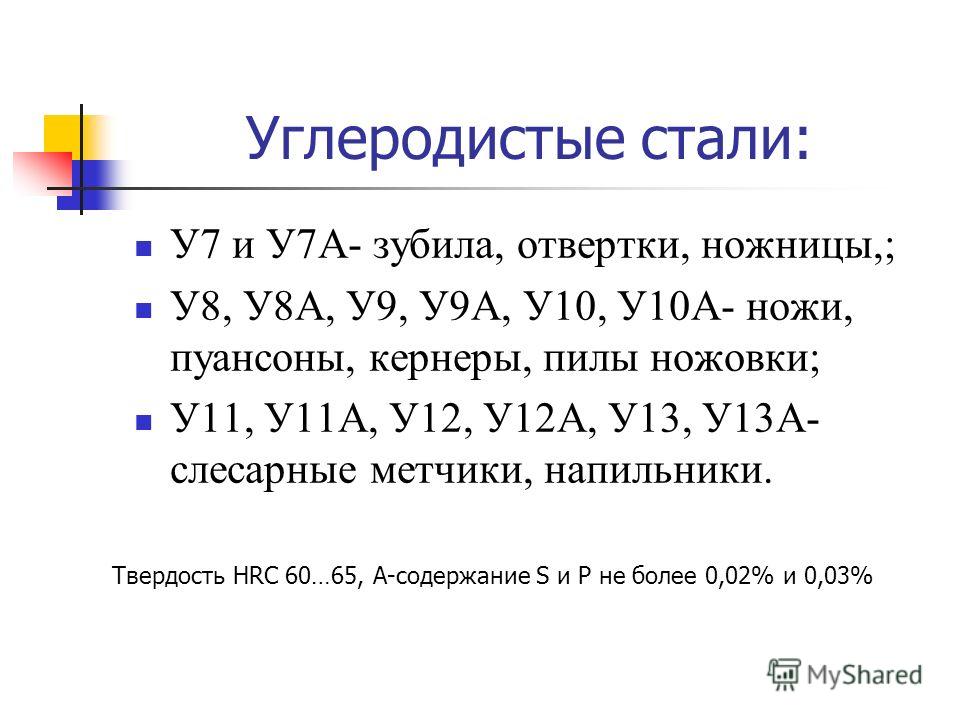
Сталь У12 применяется для изготовления инструмента с максимальной износостойкостью при наивысшей твердости, например:
- резцы,
- различный металлорежущий и мерительный инструмент,
- напильники,
- зубила для насечки напильников,
- граверный инструмент,
- волочильные доски и т. д.
 д.
д.Режущий инструмент, работающий в условиях, не вызывающих разогрева режущей кромки:
- метчики ручные,
- метчики машинные мелкоразмерные,
- плашки для круппов,
- развертки мелкоразмерные,
- надфили,
- измерительный инструмент простой формы: гладкие калибры, скобы,
- штативы для холодной шлифовки обрезных и вырубных небольших размеров и без переходов по сечению,
- холодновысадочные штампы и штемпели мелких размеров,
- калибры простой формы и пониженных классов точности.
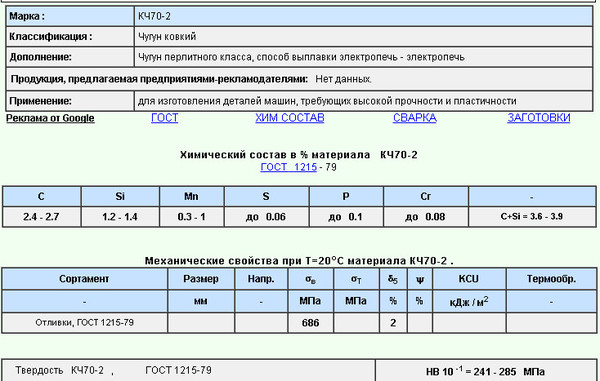
Химический состав, % (ГОСТ 1435-99)
| Марка стали | Массовая доля элемента, % | ||||
| углерода | кремния | марганца | серы | фосфора | |
| не более | |||||
| У12 | 1,10-1,29 | 0,17-0,33 | 0,17-0,33 | 0,028 | 0,030 |
| У12А | 1,10-1,29 | 0,17-0,33 | 0,17-0,28 | 0,018 | 0,025 |
Фазовый состав, % по массе
| Феррит | Карбиды | Тип карбида |
| 81-83,5 | 18,5-17 | Fe3C |
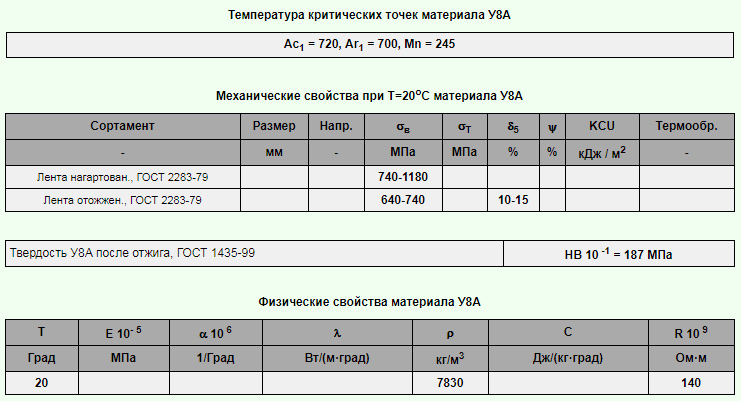
Температура критических точек, °C [2]
| Ас1 | Ас3 | Аr1 | Мн |
| 730 | 820 | 700 | 200 |
Закалка [3]
Температура закалки заэвтектойдной стали У12А лежит в интервале между Ac3 и Ac1. Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки 790 °C.
Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки 790 °C.
В закаленной стали тетрагональность мартенсита и внутренние напряжения создают значительную хрупкость, поэтому после закалки отпуск является обязательной операцией. [3]
Рекомендуемые режимы закалки [4]
| Вариант | Температура, °C | Охлаждение | Охлаждение до 20 °C | HRC | Структура или балл мартенсита по шкале №3 ГОСТ 8233-56 | ||
| Среда | Температура, °C | Выдержка | |||||
| I | 770-790 | Вода | 20-40 | До 200-250 °C | В масле | 62-64 | 1 |
| II | 5%-ный водный раствор поваренной соли | 62-65 | |||||
| III | 5-10%-ный водный раствор щелочи | 62 — 64 | |||||
| IV | 790 — 810 | Масло индустриальное 12 | До 20 — 40 °C | — | 62-64 | 1-3 Для изделий диаметром или толщиной менее 6-8 мм | |
| 40 — 50 | Сорбит-троостит В зависимости от диаметра или толщины изделия | ||||||
| V | 790-810 | Расплав селитры, щелочи | 150 — 180 | Выдержка в расплаве равна выдержке при нагреве под закалку | На воздухе | 62-64 | 1-3 Для изделий диаметром или толщиной менее 6-8 мм |
| VI | Температуру расплава и продолжительность изотермической выдержки выбирают по диаграмме на рис.  1 в зависимости от требуемой твердости. 1 в зависимости от требуемой твердости.Охлаждение до 20 °C на воздухе | Сорбит-троостит | |||||
ПРИМЕЧАНИЯ:
- Продолжительность выдержки при нагреве под закалку рекомендуется рассчитывать по методике ВНИИ [5].
- Вариант III применяют для предотвращения образования мягких пятен при закалке.
- При добавлении в расплав щелочи 4 — 6% воды вариант V применяют для изделий диаметров или толщиной до 10-12 мм.
Обработка холодом [4]
| Вариант закалки | Температура охлаждения, °С | Назначение | Повышение твердости ΔHRC |
| I-V | -50 | Стабилизация размеров инструментов повышенной точности | 1-2 |
ПРИМЕЧАНИЕ. Обработку холодом производить не позднее 1 ч после закалки.
Рекомендуемые режимы отпуска [4]
| Вариант | Назначение отпуска | Температура нагрева, °С | Среда нагрева | HRC |
| I | Снятие напряжений, стабилизация структуры и размеров | 140-160 | Масло, расплав селитры, щелочи | 62-64 |
| 160-180 | 61-63 | |||
| 180-200 | 60 — 62 | |||
| 200-250 | 56-61 | |||
| II | Снятие напряжений и понижение твердости | См. примечание 2 примечание 2 | Расплав селитры, щелочи, печь с воздушной атмосферой | — |
ПРИМЕЧАНИЕ:
- Изделия высокой точности (1-2 мкм) после предварительного шлифования подвергают повторному отпуску (старению).
- Режим отпуска для получения твердости ниже HRC 56 выбирают по графику
в соответствии с требуемой твердостью.
- Отпуск при температурах выше 250 С обеспечивает стабилизацию размеров изделий.
- Нормы нагрева и продолжительность выдержки при отпуске см. табл. 3 Приложения.
Температура отпуска различного инструмента из стали У12 [3]
| Виды инструмента | Сталь | Температура отпуска, °C | Приемочная твердость рабочей части HRC |
| Метчики | У12 | 180-200 | 60-62 |
| Развертки | У12 | 160-180 | 62-64 |
Твердость углеродистой стали У12 после отпуска [7]
| Марка стали | Режим акалки | Твердость после закалки HRC | Твердость HRC после отпуска при температуре в °С | |||||
| температура в °С | среда охлаждения | 200 | 300 | 400 | 500 | 600 | ||
| У12 | 770-790 | Через воду в масло | 62-64 | 61-63 | 54-58 | 48-52 | — | — |
Ориентировочная температура термической обработки и твердость стали У10 в отожженном состоянии [6]
| Температура отжига °C | Тведость после отжига HB (не более) | Температура закалки °C |
| 760-780 °C | 207 | 760-790 °C |
Технологический процесс изотермического отжига стали У12, У12А [6]
| Марка стали | Первый нагрев | Изотермическая выдержка | Твёрдость HВ | ||
| Температура, °C | Выдержка в час | Температура, °C | Выдержка в час | ||
| У12, У12А | 750-770 | 1,5-2,5 | 640-680 | 1-2 | 187-207 |
Температура рекристаллизационного отжига стали [7]
| Обработка давлением, после которой выполняется отжиг | Марка стали | Температура отжига в °С |
| Холодная протяжка (калибровка) прутков | У12 | 700 |
Ориентировочные режимы отжига инструментальных сталей У12, У12А для улучшения обрабатываемости при резании [7]
| Температура нагрева в °С | Охлаждение | Диаметр отпечатка по Бринелю в мм |
| 760-780 | С печью по 50° в час до температуры 500 °С, а затем на воздухе | ≥4,2 |
ПРИМЕЧАНИЕ. Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С.
Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С.
Твердость [4]
| Без °Cотжига | После °Cотжига | После °Cзакалки | |||
| dотп, мм | НВ | dотп, мм | НВ | Температура °Cзакалки, °С, °Cи охлаждающая среда | HRC |
| 3,7-3,3 | 269-341 | ≥4,2 | ≤207 | 760-780, вода | ≥62 |
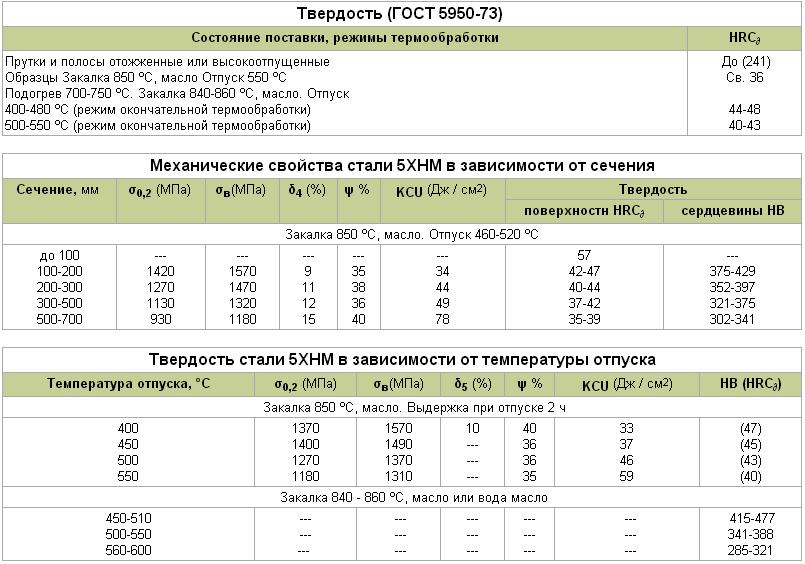
Механические свойства в зависимости от температуры отпуска [8]
| tотп., °C | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | КСU, Дж/см2 | Твердость HRCэ |
| 400 | 1370 | 1570 | 9 | 24 | 20 | 52 |
| 500 | 880 | 1040 | 11 | 30 | 29 | 40 |
| 600 | 650 | 760 | 18 | 52 | 44 | 26 |
ПРИМЕЧАНИЕ. Образцы размером 32x32x42 мм. Закалка с 760-790 °C.
Образцы размером 32x32x42 мм. Закалка с 760-790 °C.
Твердость стали в зависимости от температуры отпуска [8]
| tотп., °C | Твердость HRCэ |
| 160-180 | 62-64 |
| 180-220 | 59-63 |
| 200-270 | 55-61 |
| 450-500 | 37-47 |
ПРИМЕЧАНИЕ. Образцы сечением 21-30 мм. Закалка с 810-830 °C в воде.
Механические свойства в зависимости от температуры испытания
| tисп., °C | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | КСU, Дж/см2 |
| Отжиг при 20 °C; твердость НВ 207 [4, 9] | |||||
| 20 | 325 | 590-690 | 28 | 45-55 | 27 |
| 200 | — | 570 | 23 | 47 | 73 |
| 400 | 310 | 450 | 41 | 60 | 69 |
| 600 | 110 | 140 | 56 | 74 | 62 |
| 700 | 59 | 76 | 56 | 82 | 356 |
| 800 | 53 | 72 | 59 | 85 | 323 |
| 900 | 34 | 40 | 52 | 91 | 225 |
| 1000 | 20 | 28 | 55 | 98 | 157 |
| Образец диаметром 5 мм и длиной 25 мм, °Cдеформированный и отожженный.  Скорость деформирования 10 мм/мин; °Cскорость деформации 0,007 1/с [10] | |||||
| 700 | — | 105 | 60 | 68 | — |
| 800 | — | 100 | 52 | 96 | — |
| 900 | — | 60 | 40 | 100 | — |
| 1000 | — | 34 | 65 | 100 | — |
| 1100 | — | 18 | 74 | 100 | — |
| 1200 | — | 15 | 92 | 100 | — |
Истинные обобщеные механические характеристики отожженной стали при 20 °C [4]
| Растяжение | Сжатие | Кручение | |||
| sk, кгс/мм2 | q, % | sсж, кгс/мм2 | q, % | τк, кгс/мм2 | q, % |
| 50-60 | 100-110 | 50-60 | 150-160 | 50-60 | 85-95 |
- sk — истинное сопротивление разрыву
- sсж — истинное сопротивление сжатию
- q, % — истиный сдвиг
- τк — истинный предел прочности при кручении
ПРИМЕЧАНИЕ. При всех видах деформации разрушение вязкое.
При всех видах деформации разрушение вязкое.
Технологические свойства [10]
- Температура ковки, °C: начала 1100, конца 750. Охлаждение замедленное на воздухе.
- Свариваемость — не применяется для сварных конструкций. Способ сварки — КТС.
- Обрабатываемость резанием — Kv тв.спл. = 1,0 и Kv σ.ст = 0,9 в отожженном состоянии при НВ 207.
- Склонность к отпускной хрупкости — не склонна.
- Флокеночувствительность — не чувствительна.
Теплостойкость [10]
| Температура, °C | Время, ч | Твердость HRCэ |
| 150-160 | 1 | 63 |
| 200-220 | 1 | 59 |
Прокаливаемость [9, 11]
| Термообработка | Критическая твердость HRCэ | Критический диаметр, мм, после закалки | |
| в воде | в масле | ||
| Закалка | 61 | 10-20 | 4-6 |
| Закалка с 760 °C | 42-66 | 20 | — |
ПРИМЕЧАНИЕ. Шлифуемость — хорошая.
Шлифуемость — хорошая.
Физические свойства при 20 °C [12]
| Термическая обработка | Hc, A/cм | μmax x 10-6, Г/м | 4πJs, T | ρ, Ом*мм2/м | γ, г/см3 |
| Отжиг | 6-8* | 85 | — | 1,9 | 7,81 |
| Закалка от 780-810 °C | 41-50 | 11-12,5 | 0,7-0,8 | 1,7-1,8 | — |
| Закалка от 780-810 °C, отпуск при 150-200 °C | 40-32 | 14-17,5 | 0,75-0,8 | 1,75-1,85 | — |
- Hc — коэрцитивная сила;
- μmax — максимальная магнитная проницаемость;
- 4πJs — магнитное насыщение;
- ρ — удельное сопротивление;
- γ — плотность;
*Нижний предел значений Hc соответсвует структуре зернистого перлита, верхний — пластинчатого перлита.
Коэффициент линейного расширения
α*106, К-1
| Марка стали | α*106, К-1 при температуре испытаний, °С | |||||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| У12, У12А | 10,5 | 11,8 | 12,6 | 13,4 | 14,1 | 14.8 | 15.3 | 15,0 | 16,3 | 16,8 |
Коэффициент теплопроводности λ Вт/(м*К)
| Марка Стали | λ Вт/(м*К), при температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| У12, У12А | — | 45 | 43 | 40 | 37 | 35 | 32 | 28 | 24 | 25 |
Удельная теплоемкость
c, Дж/(кг*К)
| Марка стали | c, Дж/(кг*К), при температуре испытаний, °С | |||||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| У12, У12А | 469 | 503 | 519 | 536 | 553 | 720 | 611 | 712 | 703 | 699 |
Модуль Юнга (нормальной упругости) Е, ГПа
| Марка Стали | При температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | ||||
| У12 | 209 | 205 | 200 | 193 | 185 | 178 | 166 | |||
| У12А | 209 | 205 | 200 | 193 | 185 | 178 | 166 | |||
Модуль упругости при сдвиге на кручение G, ГПа
| Марка стали | При температуре испытаний, °С | ||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | |
| У12, У12А | 82 | 80 | 78 | 75 | 72 | 69 | 63 |
Библиографический список
- Шишков М. М. Марочник сталей и сплавов. 2000 г.
- Позняк Л.А. Инструментальные стали: Справочник. -М.: Металлургия. 1977 г.
- Гуляев А.П. Металловедение. 1977 г.
- Гуляев А.П. Инструментальные стали. Справочник. 1975 г.
- Смольников Е.А. Как расчитать время нагрева при закалке. «Металловедение и термическая обработка металлов». 1970 г. №12
- Каменичный И.С. Практика термической обработки инструмента. 1952 г.
- Филинов С.А., Фиргер И. В. Справочник термиста. 1969 г.
- Тылкин М.А. Прочность и износостойкость деталей металлургического оборудования. 1965 г.
- Марочник стали и сплавов, 3-е изд. Под ред. Крянина И.Р. 1977 г.
- Марочник стали и сплавов. Под ред. Сорокина В.Г. 1989 г.
- Марочник сталей. — М.: ЦБТИ, 1961 г.
- Марочник стали для машиностроения. НИИМАШ. 1965 г.
 М. Марочник сталей и сплавов. 2000 г.
М. Марочник сталей и сплавов. 2000 г.Сталь У12, У12А: Расшифровка марки
-
Справочник -
Марки сталей -
У12, У12А
 org/ListItem»>
org/ListItem»>
Главная
|
Марка стали |
Вид поставки
Прутки, полосы и мотки – ГОСТ 1435–99. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
|
У12, У12А | |||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Массовая доля элементов, % по ГОСТ 1435–99 |
Марка стали |
Температура критических точек, ºС
| |||||||||||||||||||||||||||||||||||||||||||||||||||
|
C |
Si |
Mn |
S |
P |
Cr1 |
Ni1 |
Mo |
Cu1 |
Ас1 |
Ас3 |
Аr1 |
Аr3 |
Мн2 |
Мк2 | |||||||||||||||||||||||||||||||||||||||
|
1,10–1,29 |
0,17–0,33 |
0,17–0,33 |
≤
0,028 |
≤
0,030 |
0,12–
0,40 |
0,12–0,25 |
– |
0,20–
0,25 |
У12 |
730 |
820 |
700 |
– |
200 |
– 20 | ||||||||||||||||||||||||||||||||||||||
|
0,17–0,28 |
≤
0,018 |
≤
0,025 |
У12А | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 Массовая доля Cr, Ni, Cu в зависимости от группы металлопродукции. |
2 Нагрев до 780 ºС. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
|
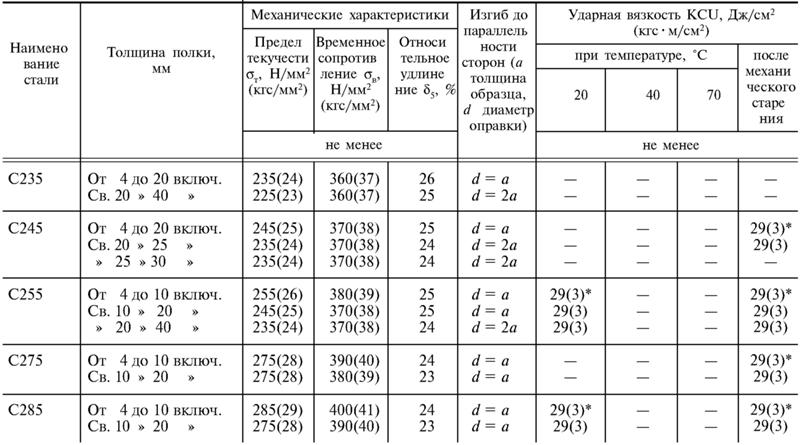
Механические свойства при комнатной температуре
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
|
НД |
Режим термообработки |
Сечение,
мм |
σ0,2,
Н/мм2 |
σВ,
Н/мм2 |
δ,
% |
Ψ,
% |
KCU,
Дж/см2 |
HRC |
НВ | ||||||||||||||||||||||||||||||||||||||||||||
|
Операция |
t, ºС |
Охлаждающая
среда |
не менее | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГОСТ 1435–99 |
Отжиг |
750–770 |
С печью
(скорость
50 ºС/ч) |
– |
Не определяются |
≤
212 | |||||||||||||||||||||||||||||||||||||||||||||||
|
Закалка |
760–790 |
Вода |
– |
≥ 63 |
– | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Термически
обработан-
ная металло-
продукция |
≤ 5 |
– |
750 |
– |
– |
– |
– | ||||||||||||||||||||||||||||||||||||||||||||||
|
Отжиг или отпуск |
Прутки
для
сердеч-ников |
– |
– |
– |
– |
– |
– |
≤
269 | |||||||||||||||||||||||||||||||||||||||||||||
|
Закалка |
– |
– |
– |
– |
– |
≥ 64 |
– | ||||||||||||||||||||||||||||||||||||||||||||||
|
Назначение. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Предел
выносливости,
Н/мм2 |
Термообработка |
Ударная вязкость, KCU, Дж/см2,
при t, ºС |
Термообработка | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
σ-1 |
τ-1 |
+ 20 |
0 |
– 20 |
– 40 |
– 60 |
– 80 | ||||||||||||||||||||||||||||||||||||||||||||||
|
Теплостойкость
|
Шлифуемость |
Критический диаметр, мм, при закалке | |||||||||||||||||||||||||||||||||||||||||||||||||||
|
В воде |
В масле |
В селитре |
На воздухе | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
62 HRC, 150–160 ºС, 1 ч
58 HRC, 200–250 ºС, 1 ч |
Хорошая |
10–12 |
4–6 |
4–6 |
Не закаливается | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Технологические характеристики | |||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ковка |
Охлаждение поковок, изготовленных | ||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вид полуфабриката |
Температурный
интервал ковки, ºС |
из слитков |
из заготовок | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
Размер сечения, мм |
Условия охлаждения |
Размер сечения, мм |
Условия охлаждения | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
Слиток
Заготовка |
1150–800
1160–800 |
До 100
101–150
151–700 |
В штабелях на воздухе
В ящиках
Отжиг неполный, одно
переохлаждение |
До 100
101–150
151–700 |
В штабелях на воздухе
В ящиках
Отжиг неполный, одно
переохлаждение | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Свариваемость |
Обрабатываемость резанием |
Флокеночувствительность
| |||||||||||||||||||||||||||||||||||||||||||||||||||
|
Не применяется для сварных конструкций |
В отожженном состоянии при 207 НВ и
σВ = 630 Н/мм2
К√ = 1,0 (твердый сплав),
К√ =0,9 (быстрорежущая сталь) |
Не чувствительна | |||||||||||||||||||||||||||||||||||||||||||||||||||
|
Склонность к отпускной хрупкости | |||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Не склонна | |||||||||||||||||||||||||||||||||||||||||||||||||||||
 Прокат сортовой – ГОСТ 5210–95.
Прокат сортовой – ГОСТ 5210–95.
 Метчики ручные, напильники, рашпили, шаберы слесарные, штампы для холодной штамповки обрезные и вырубные небольших размеров и без резких переходов по сечению, холодно-высадочные пуансоны и штемпели небольших размеров, калибры простой формы и невысоких классов точности, пресс-формы для пластмасс, сердечники и др.
Метчики ручные, напильники, рашпили, шаберы слесарные, штампы для холодной штамповки обрезные и вырубные небольших размеров и без резких переходов по сечению, холодно-высадочные пуансоны и штемпели небольших размеров, калибры простой формы и невысоких классов точности, пресс-формы для пластмасс, сердечники и др.Другие стали углеродистые и легированные
Оставьте заявку и получите
актуальные цены и сроки поставки
Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
U12A, U12, C120U, 1.1555 — tool steel
Table of content:
- Standards and chemical composition
- Description
- Application
- Properties
- Quenching
- Heat treatment and plastic working
- Welding
| Стандарт | Марка | |||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Химический состав % | ||||||||||||||||||||||
| C: | Si: | Mn: | P: | S: | Cr: | Ni: | Cu: | |||||||||||||||
| GOST | У12 — U12 | |||||||||||||||||||||
1. 10-1.29 10-1.29 | 0.17-0.33 | 0.17-0.33 | <0.030 | <0.028 | <0.2 | <0.25 | <0.25 | |||||||||||||||
| GOST | У12A — U12A | |||||||||||||||||||||
| 1.10-1.29 | 0.17-0.33 | 0.17-0.28 | <0.025 | <0.018 | <0.2 | <0.12 | <0.2 | |||||||||||||||
| PN | N12E | |||||||||||||||||||||
| 1,15-1,24 | 0,15-0,30 | 0,15-0,30 | <0,025 | <0,025 | <0,15 | <0,2 | <0,15 | <0,2 | .0057 | |||||||||||||
| PN | N12 | |||||||||||||||||||||
1. 15-1.24 15-1.24 | 0.15-0.35 | 0.15-0.35 | <0.030 | <0.030 | <0.2 | <0.25 | <0.25 | |||||||||||||||
| ГБ | T12A — T00123 | |||||||||||||||||||||
| 1,15-1,24 | <0,35 | <0,4 | <0,35 | <0,4 | <0,35 | <0,4 | <0,35 | <0,4 | <0,35 | .0057 | <0.020 | <0.25 | <0.2 | <0.3 | ||||||||
| ISO | C120U — 1.1555 | |||||||||||||||||||||
| 1.15-1.25 | 0.1-0.3 | 0.1-0.4 | < 0,030 | <0,030 | — | — | — | |||||||||||||||
| NF | C120E3U | |||||||||||||||||||||
1. 10-120-120-120-120-120-120-1201.10-1201.10-1201.10-1201.10-1201.101.10-120E3U 10-120-120-120-120-120-120-1201.10-1201.10-1201.10-1201.10-1201.101.10-120E3U | . | 0.1-0.3 | 0.1-0.4 | <0.030 | <0.030 | — | — | — | ||||||||||||||
| BS | BW1C | |||||||||||||||||||||
| 1.11-1.3 | 0.1- 0.3 | 0.1-0.35 | <0.15 | — | — | <0.2 | — | |||||||||||||||
| MSZ | S121 / S122 | |||||||||||||||||||||
| 1.15 – 1.24 | 0.15-0.35 | 0.15-0.35 | <0.025 | <0.025 | <0.2 | <0.25 | <0.25 | |||||||||||||||
| UNI | C120KU | |||||||||||||||||||||
| 1,10 – 1,29 | <0,3 | <0,35 | — | — | — | — 0023 | JIS | SK120 | ||||||||||||||
1. 15-1.24 15-1.24 | <0.35 | <0.5 | <0.030 | <0.030 | <0.3 | <0.25 | <0.25 | |||||||||||||||
| UNE | C120 / F-1523 | |||||||||||||||||||||
| 1,10-1,29 | <0,35 | <0,35 | <0,030 | <0,030 | <0,030 | <0,030 | <0,030 | <0,030 | <0,030 | <0,030 | <0,030 | <0,35 | <0,3 | — | — | |||||||
Стали У12А и У12 – описание
Высокоуглеродистая инструментальная сталь. Инструменты из него способны резать, шлифовать и ударять благодаря пластичности, стойкости к шлифованию, ударопрочности и твердости.
Основные характеристики:
- Твердый
- Хорошая стойкость к истиранию
- Высокая режущая способность
- Ковкий
- Хорошая ударопрочность
Applications
This alloy is widely used for:
- Files
- Die nuts
- Screw taps
- Die nuts
- Watchmaker tools
- Engraving tools
- Mason tools
- Stamps
- Knives
Mechanical properties
Твердость – одна из важнейших характеристик этой стали.
| Норма | Сплав | Макс. твердость HB после мягкого отжига | Max HB hardness as quenched |
|---|---|---|---|
| ISO | C120U | 217 | — |
| SEW | 43992 | 212 | 63 |
| GOST | U12 | 207 | 62 |
| ГОСТ | У12А | 207 | 62 |
| СЭВ | 43991 | 70057 | 63 |
| BS | BW1C | 207 | — |
| ČSN | 19221 | 210 | 64 |
| JIS | SK2 | 212 | — |
| PN | N12 | 207 | 63 |
| PN | N12E | 207 | 99 30 |
Other properties:
| Grade: | N12 | N12E | U12A |
|---|---|---|---|
| Electrical resistivity: | 1.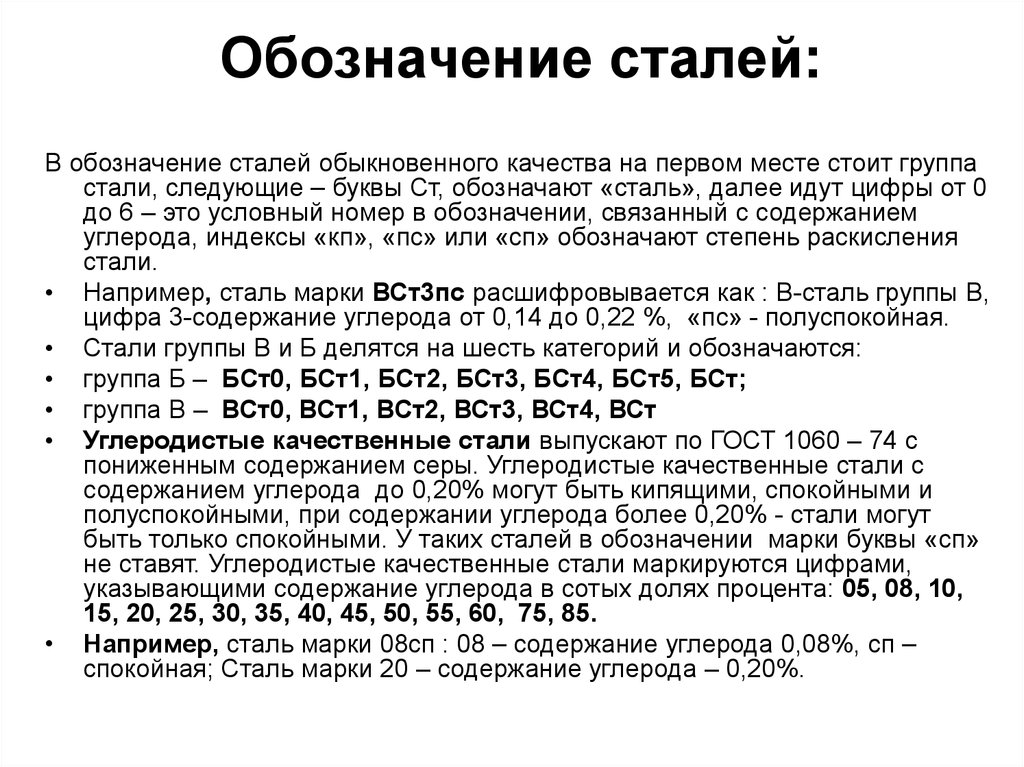 96 μΩ*m 96 μΩ*m | 1.96 μΩ*m | — |
| Плотность: | 7,830 г/см 3 | 7,830 г/см 3 | 7,79 г/см 3 |
| .6)/ O C | — |
Закалка
У12 отличается от У12А прокаливаемостью. У12 — сталь глубокой закалки, У12А — мелкой закалки.
| Largest grain size / hardening depth, mm | Temperature [℃] | ||||||
|---|---|---|---|---|---|---|---|
| 760 | 800 | 840 | 880 | ||||
| Deep hardening steel N12 | 7 / 5 | 7 / 6 | 6 / 8 | 5 / 12* | |||
| Shallow-hardening steel N12E | 7 / 3 | 7 / 4 | 7 / 4 | 7 / 5 | |||
* ВНИМАНИЕ! Могут присутствовать трещины закалки на изломе.
Проанализируем результаты. Закалка стержня из стали Н12 DN 20-25 мм при 880 ℃ приводит к полному закалке излома. В случае стали N12E незакаленный сердечник прибл. DN10 мм останется внутри стержня.
Heat treatment and Hot forming
Following parameters are recommended for working and heat treatment
| N12E heat treatment and forging | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Process | Cooling | Temperature [℃] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ковка | песок или зола | 1000–800℃ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Мягкий отжиг | любой | 680–710℃ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Снятие стресса | медленное | 600-700 ℃ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гатификация | Свежая или соленая вода | 760-780 ℃ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 760-780 ℃ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 760-780 ℃ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 760-780. Почему диапазон температур отпуска такой большой? Это потому, что он оказывает значительное влияние на конечную твердость инструмента. СваркаСварка является трудным делом и должна рассматриваться только как средство ремонта. Могут использоваться следующие покрытые электроды: EN 450 B, ENS 50 B, ENS 15CrB, EN 350 B, ENS 18, EN 600 B, WBEN 280 MoB. We deliver this steel alloy as:
Replacements, equivalents and other designations: N12, N12E, T12A, T00123, U12, U12A, 19221, C120U, 1.1555, C120E3U, MOULURE TALABOT, BW1C, S121, S122, C120KU, SK120, C120, F-5123 Сталь U12A / Ауремо R6M5K5 Сталь У12А Сталь У12А : марка сталей и сплавов. Общие сведения о стали У12А
Химический состав стали У12А
Механические свойства стали У12АМеханические свойства в зависимости от температуры отпуска
Механические свойства в зависимости от температуры испытания
Технологические свойства стали У12А
Temperature of critical points of U12A steel
Твердость стали У12А
Hardenability of steel U12A
Физические свойства стали У12А
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Следовательно, температуру отпуска следует выбирать в пределах этого предела.
Следовательно, температуру отпуска следует выбирать в пределах этого предела. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь У12А.
Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь У12А.
 Закалка 810-830°С, вода.
Закалка 810-830°С, вода. Скорость деформации 10 мм/мин. Скорость деформации 0,007 1/с
Скорость деформации 10 мм/мин. Скорость деформации 0,007 1/с
 Закалка 810-830 С, вода. Отпуск 180-220 С.
Закалка 810-830 С, вода. Отпуск 180-220 С.