Содержание
Сталь Х6ВФ расшифровка, характеристики, применение, химический состав, теромообработка (закалка, отжиг), твердость, механические свойства
Содержание
- 1 Заменители
- 2 Расшифровка
- 3 Вид поставки
- 4 Характеристики и применение
- 5 Температура критических точек, °C [2]
- 6 Химический состав (ГОСТ 5950-2000)
- 7 Предварительная термическая обработка [3]
- 8 Рекомендуемые режимы закалки [3]
- 9 Рекомендуемые режимы отпуска [3]
- 10 Твердость стали после термообработки (ГОСТ 5950-73) [1, 2]
- 11 Твердость в состоянии поставки металлопродукции из стали Х6ВФ, предназначенной для холодной механической обработки (ГОСТ 5950-2000)
- 12 Твердость после закалки (ГОСТ 5950-2000)
- 13 Твердость [3]
- 14 Фазовый состав, % по массе [3]
- 15 Ударная вязкость и твердость в зависимости от температуры отпуска
- 16 Твердость стали в зависимости от температуры испытания [5]
- 17 Теплостойкость [1]
- 18 Технологические свойства [7]
- 19 Температурный режим ковки [3]
- 20 Прокаливаемость [1]
- 21 Библиографический список
- 22 Узнать еще
Заменители
Стали Х12Ф1, Х12М, 9Х5Ф.
Расшифровка
- Согласно ГОСТ 5950-2000 отсутствие цифры перед буквенным обозначение указывает, что массовая доля углерода в стали примерно равна или больше 1%.
- Буква Х в обозначении стали указывает, что сталь легирована хромом. Цифра 6 за буквой означает, что массовая доля этого легирующего элемента примерно равна 6%.
- Буква В в обозначении стали указывает, что сталь легирована вольфрамом. Отсутствие за буквой цифр означает, что массовая доля этого легирующего элемента примерно равна 1%.
- Буква Ф в обозначении стали указывает, что сталь легирована ванадием. Отсутствие за буквой цифр означает, что массовая доля этого легирующего элемента примерно равна 1%.
Вид поставки
- Сортовой прокат, в том числе фасонный: ГОСТ 5950-73, ГОСТ 2590-88, ГОСТ 2591-88.
- Калиброванный пруток ГОСТ 5950-73, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 5950-73, ГОСТ 14955-77.
- Лента ГОСТ 2283-79, ГОСТ 23522-79.

- Полоса ГОСТ 4405-75.
- Поковка и кованая заготовка ГОСТ 5950-73, ГОСТ 1133-71.
Характеристики и применение
Сталь Х6ВФ является полутеплостойкой сталью и применяется для изготовления инструментов с высокой механической прочностью и износостойкостью, а также для изготовления режущего инструмента, обладающего теплостойкостью не более 400°С, например:
- резьбокатаный инструмент (ролики и плашки),
- штампы вырубные, отрезные, дыропробивные
- ручные ножовочные полотна,
- бритвы,
- матрицы,
- пуансоны,
- зубонакатники и другие инструменты,
- предназначенные для холодной деформации,
- для дереворежущего фрезерного инструмента.
Температура критических точек, °C [2]
| Ac1 | Acm | Ar1 | Mн |
| 815 | 845 | 625 | 150 |
Химический состав (ГОСТ 5950-2000)
| Марка стали | Массовая дата элемента. % % | |||||||
| углерода | кремния | марганца | хрома | вольфрама | ванадия | молибдена | никеля | |
| Группа I | ||||||||
| Х6ВФ | 1,05-1,15 | 0,10-0,40 | 0,15-0,45 | 5,50-6,50 | 1,10-1,50 | 0,50-0,80 | — | — |
ПРИМЕЧАНИЕ:
Группа I — означает, что металлопродукция предназначена для изготовления инструмента, используемого в основном для обработки металлов и других материалов в холодном состоянии;
Предварительная термическая обработка [3]
Отжиг с непрерывным охлаждением рекомендуется производить в шахтных и камерных печах. Продолжительность выдержки после прогрева всей садки до температуры отжига 2-3 ч.
Изотермический отжиг целесообразен для печен непрерывного действия (конвейерных, толкательных). В этом случае время нагрева до заданной температуры рассчитывают в зависимости от толщины нагреваемого слоя заготовок и допустимого удельного времени нагрева — 2 мин/мм. Продолжительность выдержки при темйературе отжига 1-2 ч (после прогрева всей садки до заданной температуры). Изотермическая выдержка при охлаждении 4-6 ч.
Продолжительность выдержки при темйературе отжига 1-2 ч (после прогрева всей садки до заданной температуры). Изотермическая выдержка при охлаждении 4-6 ч.
Рекомендуемые режимы закалки [3]
| Вариант | Температура нагрева, °С | Способ закалки | ||||
| I подогрев | II подогрев | Окончательный нагрев | ||||
| I | 300-400 | 800-850 | 990-1010 | С непрерывным охлаждением | ||
| II | Ступенчатая | |||||
| Вариант | Охлаждение | Охлаждение до 20°С | HRC | |||
| Среда | Температура, °С | Выдержка | ||||
| I | Масло | 20-60 | До температуры масла | — | 62-64 | |
| II | Расплав селитры, щелочи | 400-450 | Выдержка в расплаве равна выдержке при нагреве под закалку | На воздухе | 62-64 | |
ПРИМЕЧАНИЕ. Продолжительность выдержки при нагреве под закалку рекомендуется рассчитывать по методике ВНИИ [9]
Продолжительность выдержки при нагреве под закалку рекомендуется рассчитывать по методике ВНИИ [9]
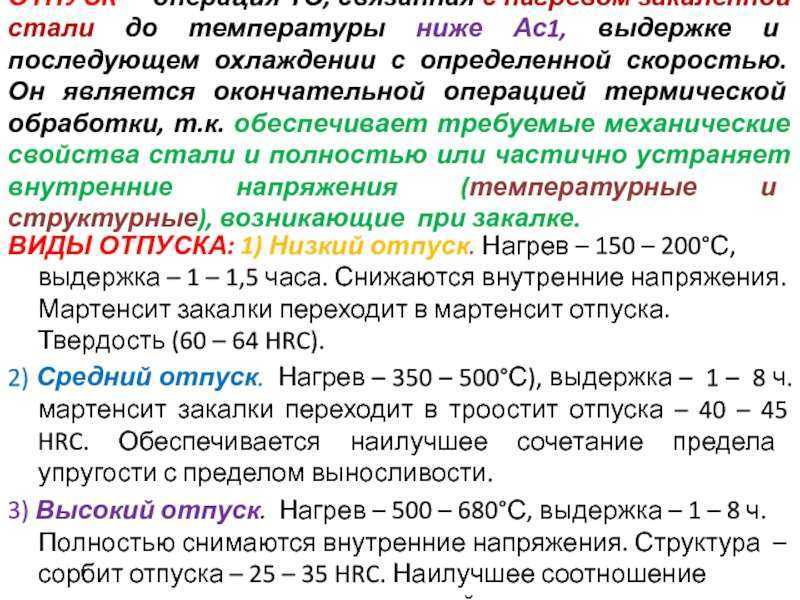
Рекомендуемые режимы отпуска [3]
| Вариант | Среда нагрева | Температура нагрева, °C | Продолжительность отпуска, ч | HRC |
| I | Масло, расплав селитры, щелочи | 150-170 | 2-3 | 62-64 |
| II | 190-210 | 58-60 | ||
| III | Расплав селитры, щелочи, печь с воздушной атмосферой | Первый отпуск 500 | 2 | 57-58 |
| Второй отпуск 190-210 | 2 | 57-58 |
ПРИМЕЧАНИЕ. По I и II вариантам отпуск однократный
Твердость стали после термообработки (ГОСТ 5950-73) [1, 2]
| Состояние поставки | Твердость НВ, HRCэ |
| Пруток и полоса, отожженные или высокоотпущенные | До НВ 241 | Образцы. Закалка с 980-1000 °C в масле | Св. 62 |
| Отжиг: нагрев со скоростью 30 град/ч до 840 °C, выдержка 3 ч, охл. со скоростью 30 град/ч до 550 °C, далее охл. с любой скоростью | НВ 187-228 |
| Изотермический отжиг при 80-850 °C, охл. со скоростью 40 град/ч до 700-720 °C, выдержка 2-3 ч. охл. со скростью 50 град/ч до 550 °C, охл. на воздухе | HB 241 |
| Подогрев 650-700 °C. Закалка с 980-1000 °C в масле, щелочи, селитре; отпуск (окончательная термообработка) с охп. на воздухе при: | |
| 150-170 °C, 1,5 ч | 63-64 |
| 280-300 °C, 1,5 ч | 57-59 |
Твердость в состоянии поставки металлопродукции из стали Х6ВФ, предназначенной для холодной механической обработки (ГОСТ 5950-2000)
| Твердость HB, не более | Диаметр отпечатка, мм, не менее |
| 241 | 3,9 |
Твердость после закалки (ГОСТ 5950-2000)
| Марка стали | Температура, °C, и среда закалки образцов | Твердость HRCэ (HRC), не менее |
| Х6ВФ | 980-1000, масло | 62 (61) |
Твердость [3]
| Без отжига | После отжига | После закалки | |||
| dотп,мм | НВ | dотп,мм | НВ | Температура закалки, °C, и охлаждающая среда | HRC |
| 2,60- 2,55 | 555-578 | 4,3-3,9 | 189-229 | 1000, масло | ≥61 |
Фазовый состав, % по массе [3]
| Феррит | Карбиды | Тип карбида |
| 86-88 | 14-12 | Ме7С3 |
Ударная вязкость и твердость в зависимости от температуры отпуска
| tотп, °C | KCU, Дж/см2 | Твердость HRCэ |
| Закалка с 1000 С в масле; выдержка при отпуске 1,5 ч [2] | ||
| 200 | 83 | 59 |
| 300 | 92 | 57 |
| 400 | 83 | 56 |
| 500 | 74 | 55 |
| 550 | 83 | 54 |
Заготовка толщиной или диаметром до 120 мм.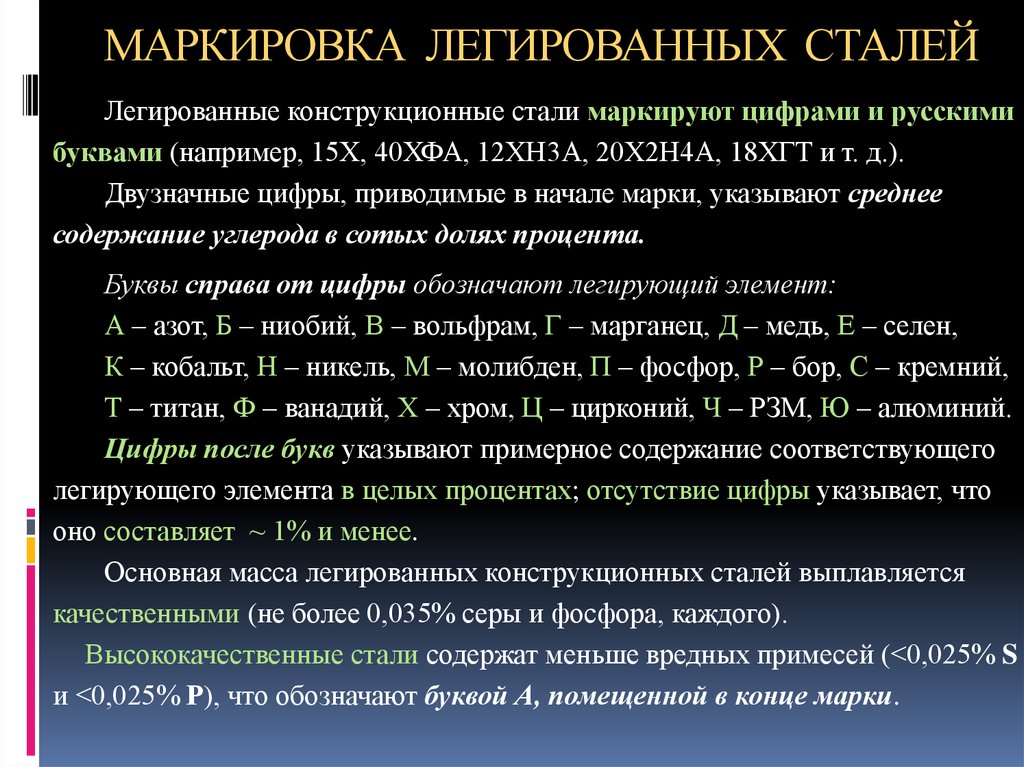 Закалка с 990 °C в масле или расплаве солей при 160 °C [4] | ||
| 160 | 69-98 | 63-65 |
| 200 | — | 59-61 |
| 290 | 88-98 | 57-59 |
Твердость стали в зависимости от температуры испытания [5]
| tисп, °C | Твердость HRCэ |
| 100 | 64 |
| 200 | 64 |
| 300 | 61 |
| 400 | 59 |
| 500 | 56 |
ПРИМЕЧАНИЕ. Закалка с 1000 °C, отпуск при 180 °C.
Теплостойкость [1]
| Температура, °C | Время, ч | Твердость HRCэ |
| 150-170 | 1 | 63 |
| 480-500 | 1 | 59 |
ПРИМЕЧАНИЕ. Шлифуемость — удовлетворительная при HRCэ 57-59; пониженная — при HRCэ 59-61; низкая — при HRCэ 63-65 [6].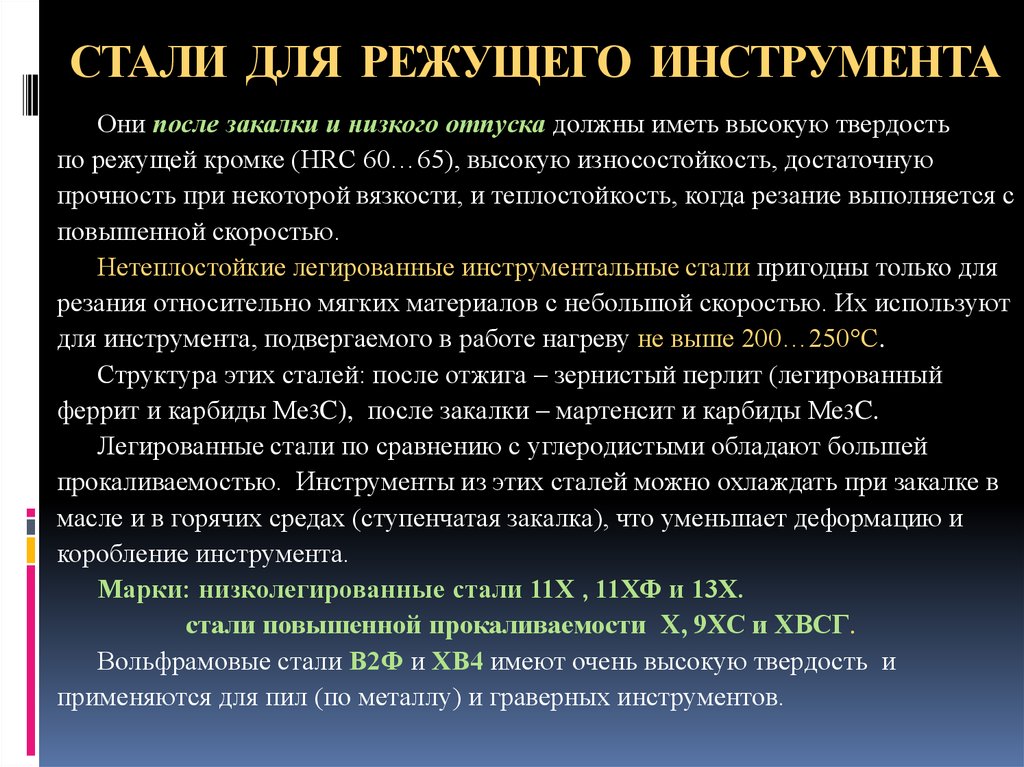
Технологические свойства [7]
- Температура ковки, °C: начала 1100, конца 850. Охлаждение замедленное в колодцах или термостатах.
- Обрабатываемость резанием — Kv б.ст. = 0,5 и Kv тв.спл = 0,9 при НВ 229. Склонность к отпускной хрупкости — не склонна [8].
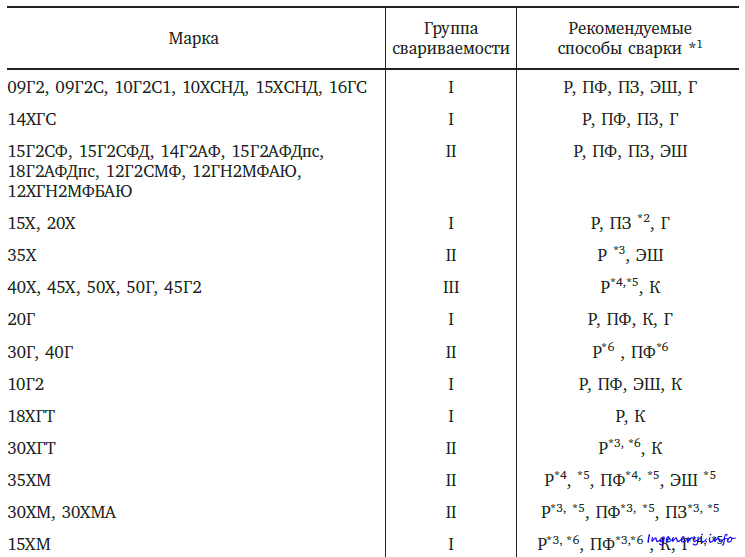
- Свариваемость — не применяется для сварных конструкций.
Температурный режим ковки [3]
| Допустимая температура в печи при посадке, °C, не выше | Предельная температура нагрева металла, °C | Температура конца ковки, °C, не менее | Способ охлаждения |
| 750 | 1050-1100 | 850-900 | В колодцах или и термостатах |
Прокаливаемость [1]
| Термообработка | Критическая твердость HRCэ | Критический диаметр, мм, после закалки в масле |
| Закалка с 1000-1050 °C | 63-64 | 80 |
| Закалка с 950 °C | 59-61 |
Библиографический список
- Бадаева А. А. Свойства и термическая обработка стали Х6ВФ (ЭИ808): Сб.тр./Под ред. Е.И.Малинкиной. — М.: Машгиз, 1960. — 240 с.
- Позняк Л.А. Инструментальные стали: Справочник. — М: Металлургия, 1977. — 210 с.
- Гуляев А.П. Инструментальные стали. Справочник-1975 г.
- Стали для станков и машин. — М.: Машиностроение, 1982. — 253 с.
- Штамповые материалы. Обработка и применение: Сб. науч. тр. Вып. №18./ Под ред. Н.Т.Деордиева, Г.П.Большакова. — М.: Машиностроение, 1968. — 143 с.
- Марочник стали и сплавов. 3-е изд., перераб. и доп./ Под ред. И.Р. Крянина и др. — М.: ЦНИИТмаш, 1977. — 210 с.
- Автомобильные конструкционные стали: Справочник/ Под ред. А.П.Гуляева и И.С. Козловского. — М.: Машгиз, 1951. — 32 с.
- Материалы в машиностроении. Т.3. Специальные стали и сплавы: Справочник / Под редакцией. И.В.Кудрявцева, Ф.Ф.Химушина. — М.: Машиностроение, 1968. — 446 с.
- Смольников Е.А. Как расчитать время нагрева при закалке. — «Металловедение и термическая обработка металлов», 1970, №12, с. 53-56
 А. Свойства и термическая обработка стали Х6ВФ (ЭИ808): Сб.тр./Под ред. Е.И.Малинкиной. — М.: Машгиз, 1960. — 240 с.
А. Свойства и термическая обработка стали Х6ВФ (ЭИ808): Сб.тр./Под ред. Е.И.Малинкиной. — М.: Машгиз, 1960. — 240 с. 53-56
53-56Сталь Х6ВФ: Расшифровка марки | ООО «Сталь-Максимум»
-
Главная -
Справочник -
Марки сталей -
Х6ВФ
|
Марка стали |
Вид поставки
Сортовой прокат – ГОСТ 5950–2000. | |||||||||||||||||||||||||||||||||||||||||||||||||
|
Х6ВФ | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
Массовая доля элементов, % по ГОСТ 5950–2000 |
Температура критических точек, ºС
| |||||||||||||||||||||||||||||||||||||||||||||||||
|
C |
Si |
Mn |
S |
P |
Cr |
Ni |
Mo |
W |
V |
Cu |
Ас1 |
Ас3 |
Аr1 |
Аr3 |
Мн | |||||||||||||||||||||||||||||||||||
|
1,05–1,15 |
0,10–0,40 |
0,15–0,45 |
≤
0,030 |
≤
0,030 |
5,50
6,50 |
≤
0,40 |
≤
0,30 |
1,10–1,50 |
0,50–0,80 |
≤
0,30 |
815 |
845 |
625 |
– |
150 | |||||||||||||||||||||||||||||||||||
|
Механические свойства при комнатной температуре | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
НД |
Режим термообработки |
Сечение,
мм |
σ0,2,
Н/мм2 |
σВ,
Н/мм2 |
δ,
% |
Ψ,
% |
KCU,
Дж/см2 |
HRC |
НВ | |||||||||||||||||||||||||||||||||||||||||
|
Операция |
t, ºС |
Охлаждающая
среда |
не менее | |||||||||||||||||||||||||||||||||||||||||||||||
|
ГОСТ 5950–2000 |
Пруток и полоса, отожженные или высокоотпущенные |
– |
Не определяются |
– |
≤
241 | |||||||||||||||||||||||||||||||||||||||||||||
|
Закалка |
980–1000 |
Масло |
Образцы |
Не определяются |
≥ 61 |
– | ||||||||||||||||||||||||||||||||||||||||||||
|
ДЦ |
Отжиг: нагрев со скоростью 30°С/ч до 840 ºС, выдержка 3 ч, охлаждение со скоростью 30°С/ч до 550 ºС, далее охлаждение с любой скоростью |
Образцы |
Не определяются |
– |
187–
228 | |||||||||||||||||||||||||||||||||||||||||||||
|
Изотермический отжиг при 830–850 ºС, охлаждение со скоростью 40°С/ч до 700–
720 ºС, выдержка 2–3 ч, охлаждение со скоростью 50°С/ч до 550 ºС, охлаждение на воздухе |
До 40
До 30 |
–
– |
–
– |
–
– |
–
– |
78
– |
59–
63
46–
50 |
–
– | ||||||||||||||||||||||||||||||||||||||||||
|
Подогрев
Закалка
Отпуск |
650–700
980–
1000
150–170
(1,5 ч)
280–300
(1,5 ч) |
Масло,
щелочь,
селитра
Воздух
Воздух |
Образцы |
Не определяются |
62–63
56–58 |
–
– | ||||||||||||||||||||||||||||||||||||||||||||
|
Назначение. | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
Предел
выносливости,
Н/мм2 |
Термообработка |
Ударная вязкость, KCU, Дж/см2,
при t, ºС |
Термообработка | |||||||||||||||||||||||||||||||||||||||||||||||
|
σ-1 |
τ-1 |
+ 20 |
0 |
– 20 |
– 40 |
– 60 |
– 80 | |||||||||||||||||||||||||||||||||||||||||||
|
Теплостойкость
|
Шлифуемость |
Критический диаметр, мм, при закалке |
Термообработка |
Критическая твердость,
НRC | ||||||||||||||||||||||||||||||||||||||||||||||
|
В
воде |
В
масле |
В
селитре |
На
воздухе | |||||||||||||||||||||||||||||||||||||||||||||||
|
62 HRC, 150–170 ºС, 1 ч |
При 56–58 HRC –
удовлетворительная |
– |
80 |
– |
– |
Закалка 1000–1050 ºС |
62–63 | |||||||||||||||||||||||||||||||||||||||||||
|
При 58–60 HRC –
пониженная |
– |
– |
– |
– |
Закалка 950 ºС |
58–60 | ||||||||||||||||||||||||||||||||||||||||||||
|
58 HRC, 480–500 ºС, 1 ч |
При 62–64 HRC –
низкая | |||||||||||||||||||||||||||||||||||||||||||||||||
|
Технологические характеристики | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ковка |
Охлаждение поковок, изготовленных | |||||||||||||||||||||||||||||||||||||||||||||||||
|
Вид полуфабриката |
Температурный
интервал ковки, ºС |
из слитков |
из заготовок | |||||||||||||||||||||||||||||||||||||||||||||||
|
Размер сечения, мм |
Условия охлаждения |
Размер сечения, мм |
Условия охлаждения | |||||||||||||||||||||||||||||||||||||||||||||||
|
Слиток |
Замедленное в колодце или в
термостате | |||||||||||||||||||||||||||||||||||||||||||||||||
|
Заготовка |
1100–850 | |||||||||||||||||||||||||||||||||||||||||||||||||
|
Свариваемость |
Обрабатываемость резанием |
Флокеночувствительность | ||||||||||||||||||||||||||||||||||||||||||||||||
|
Не применяется для сварных
конструкций. | ||||||||||||||||||||||||||||||||||||||||||||||||||

 Резьбонакатный инструмент (ролики и плашки), ручные ножовочные полотна, бритвы, матрицы, пуансоны, зубонакатники и др. инструменты, предназначенные для холодной деформации, для дереворежущего фрезерного инструмента.
Резьбонакатный инструмент (ролики и плашки), ручные ножовочные полотна, бритвы, матрицы, пуансоны, зубонакатники и др. инструменты, предназначенные для холодной деформации, для дереворежущего фрезерного инструмента.